Резцовая вставка
Номер патента: U 1620
Опубликовано: 30.12.2004
Авторы: Куренков Игорь Алексеевич, Поболь Алексей Игоревич, Поболь Игорь Леонидович, Куликов Геннадий Петрович
Текст
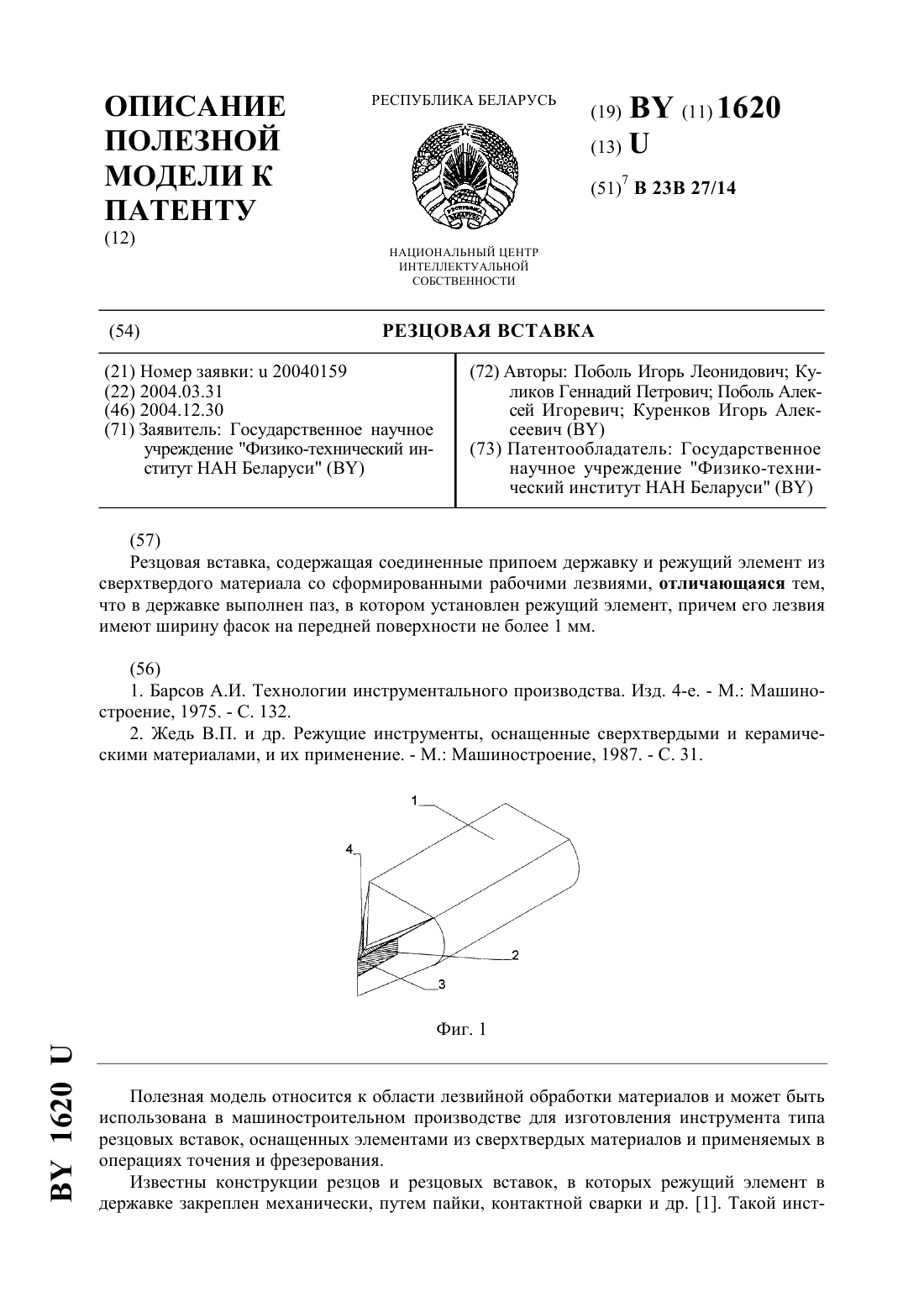
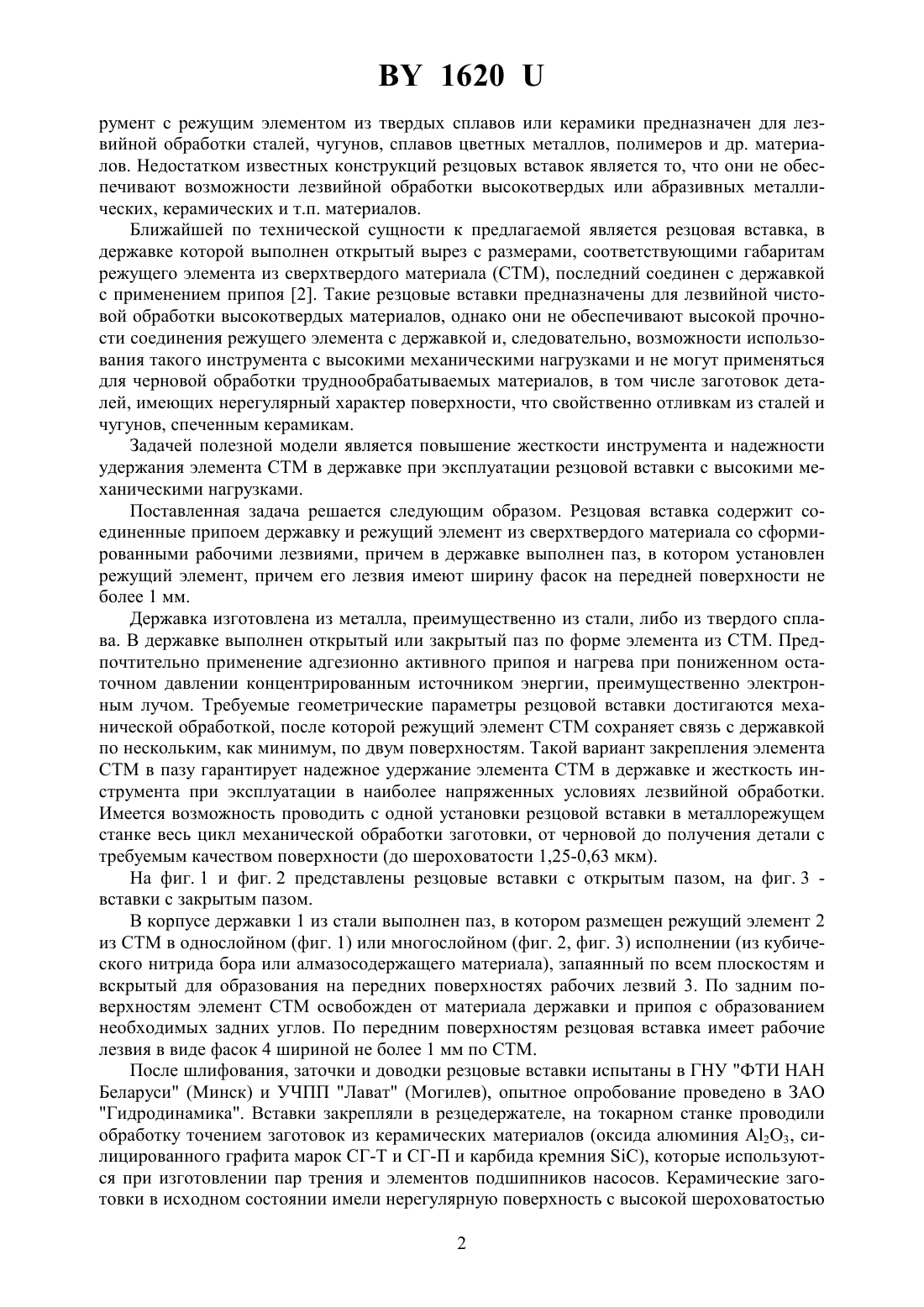
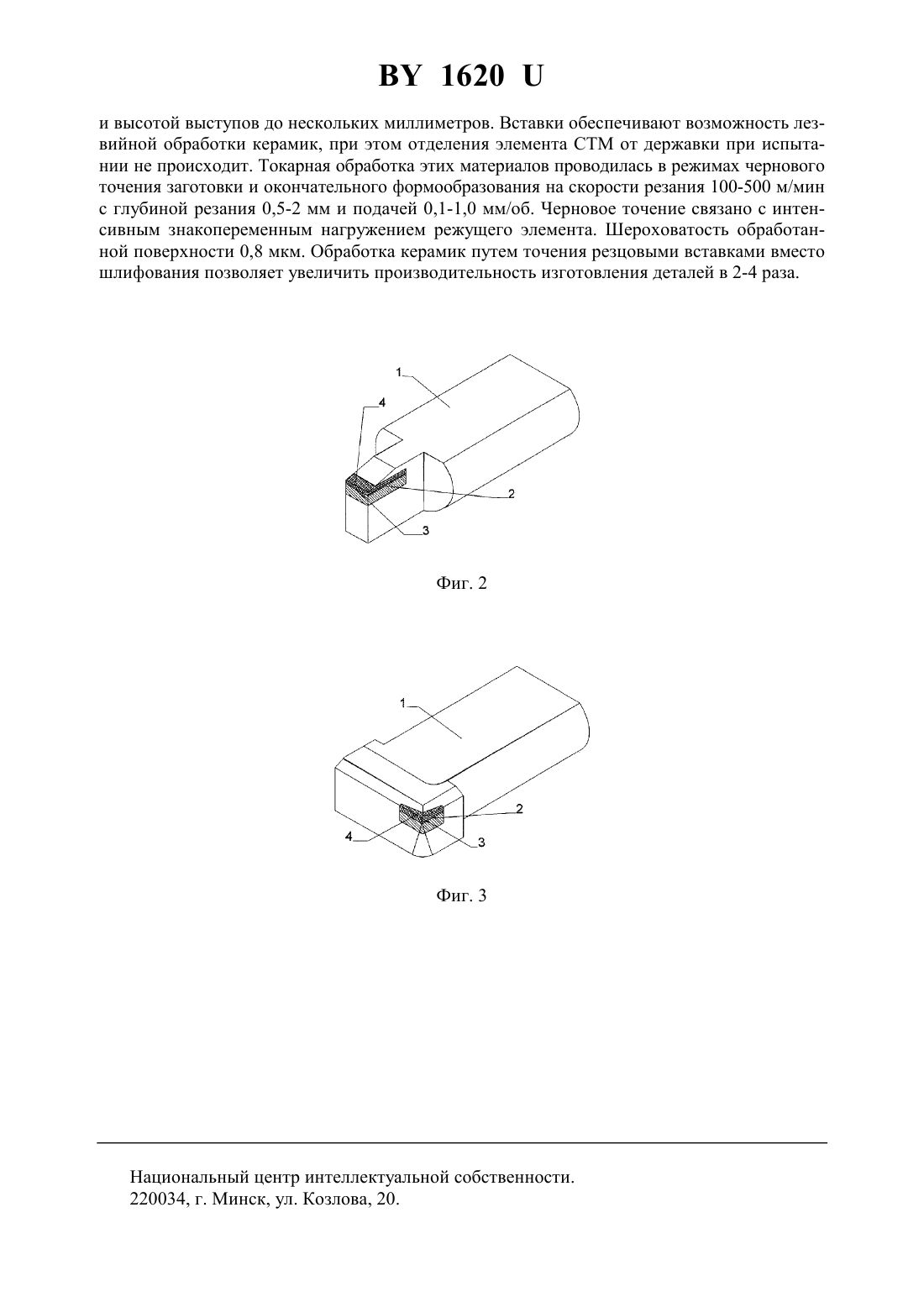
(71) Заявитель Государственное научное учреждение Физико-технический институт НАН Беларуси(72) Авторы Поболь Игорь Леонидович Куликов Геннадий Петрович Поболь Алексей Игоревич Куренков Игорь Алексеевич(73) Патентообладатель Государственное научное учреждение Физико-технический институт НАН Беларуси(57) Резцовая вставка, содержащая соединенные припоем державку и режущий элемент из сверхтвердого материала со сформированными рабочими лезвиями, отличающаяся тем,что в державке выполнен паз, в котором установлен режущий элемент, причем его лезвия имеют ширину фасок на передней поверхности не более 1 мм. Фиг. 1 Полезная модель относится к области лезвийной обработки материалов и может быть использована в машиностроительном производстве для изготовления инструмента типа резцовых вставок, оснащенных элементами из сверхтвердых материалов и применяемых в операциях точения и фрезерования. Известны конструкции резцов и резцовых вставок, в которых режущий элемент в державке закреплен механически, путем пайки, контактной сварки и др. 1. Такой инст 1620 румент с режущим элементом из твердых сплавов или керамики предназначен для лезвийной обработки сталей, чугунов, сплавов цветных металлов, полимеров и др. материалов. Недостатком известных конструкций резцовых вставок является то, что они не обеспечивают возможности лезвийной обработки высокотвердых или абразивных металлических, керамических и т.п. материалов. Ближайшей по технической сущности к предлагаемой является резцовая вставка, в державке которой выполнен открытый вырез с размерами, соответствующими габаритам режущего элемента из сверхтвердого материала (СТМ), последний соединен с державкой с применением припоя 2. Такие резцовые вставки предназначены для лезвийной чистовой обработки высокотвердых материалов, однако они не обеспечивают высокой прочности соединения режущего элемента с державкой и, следовательно, возможности использования такого инструмента с высокими механическими нагрузками и не могут применяться для черновой обработки труднообрабатываемых материалов, в том числе заготовок деталей, имеющих нерегулярный характер поверхности, что свойственно отливкам из сталей и чугунов, спеченным керамикам. Задачей полезной модели является повышение жесткости инструмента и надежности удержания элемента СТМ в державке при эксплуатации резцовой вставки с высокими механическими нагрузками. Поставленная задача решается следующим образом. Резцовая вставка содержит соединенные припоем державку и режущий элемент из сверхтвердого материала со сформированными рабочими лезвиями, причем в державке выполнен паз, в котором установлен режущий элемент, причем его лезвия имеют ширину фасок на передней поверхности не более 1 мм. Державка изготовлена из металла, преимущественно из стали, либо из твердого сплава. В державке выполнен открытый или закрытый паз по форме элемента из СТМ. Предпочтительно применение адгезионно активного припоя и нагрева при пониженном остаточном давлении концентрированным источником энергии, преимущественно электронным лучом. Требуемые геометрические параметры резцовой вставки достигаются механической обработкой, после которой режущий элемент СТМ сохраняет связь с державкой по нескольким, как минимум, по двум поверхностям. Такой вариант закрепления элемента СТМ в пазу гарантирует надежное удержание элемента СТМ в державке и жесткость инструмента при эксплуатации в наиболее напряженных условиях лезвийной обработки. Имеется возможность проводить с одной установки резцовой вставки в металлорежущем станке весь цикл механической обработки заготовки, от черновой до получения детали с требуемым качеством поверхности (до шероховатости 1,25-0,63 мкм). На фиг. 1 и фиг. 2 представлены резцовые вставки с открытым пазом, на фиг. 3 вставки с закрытым пазом. В корпусе державки 1 из стали выполнен паз, в котором размещен режущий элемент 2 из СТМ в однослойном (фиг. 1) или многослойном (фиг. 2, фиг. 3) исполнении (из кубического нитрида бора или алмазосодержащего материала), запаянный по всем плоскостям и вскрытый для образования на передних поверхностях рабочих лезвий 3. По задним поверхностям элемент СТМ освобожден от материала державки и припоя с образованием необходимых задних углов. По передним поверхностям резцовая вставка имеет рабочие лезвия в виде фасок 4 шириной не более 1 мм по СТМ. После шлифования, заточки и доводки резцовые вставки испытаны в ГНУ ФТИ НАН Беларуси (Минск) и УЧПП Лават (Могилев), опытное опробование проведено в ЗАО Гидродинамика. Вставки закрепляли в резцедержателе, на токарном станке проводили обработку точением заготовок из керамических материалов (оксида алюминия А 2 О 3, силицированного графита марок СГ-Т и СГ-П и карбида кремния ), которые используются при изготовлении пар трения и элементов подшипников насосов. Керамические заготовки в исходном состоянии имели нерегулярную поверхность с высокой шероховатостью 2 1620 и высотой выступов до нескольких миллиметров. Вставки обеспечивают возможность лезвийной обработки керамик, при этом отделения элемента СТМ от державки при испытании не происходит. Токарная обработка этих материалов проводилась в режимах чернового точения заготовки и окончательного формообразования на скорости резания 100-500 м/мин с глубиной резания 0,5-2 мм и подачей 0,1-1,0 мм/об. Черновое точение связано с интенсивным знакопеременным нагружением режущего элемента. Шероховатость обработанной поверхности 0,8 мкм. Обработка керамик путем точения резцовыми вставками вместо шлифования позволяет увеличить производительность изготовления деталей в 2-4 раза. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23B 27/14
Код ссылки
<a href="https://by.patents.su/3-u1620-rezcovaya-vstavka.html" rel="bookmark" title="База патентов Беларуси">Резцовая вставка</a>
Резцовая державка
Номер патента: 3046
Опубликовано: 30.09.1999
Авторы: Лаврентьев Антон Николаевич, Беляев Геннадий Яковлевич, Куптель Владимир Георгиевич, Кривомаз Михаил Михайлович, Федорцев Валерий Александрович, Минченя Николай Тимофеевич, Прохоренко Дмитрий Михайлович, Присевок Альберт Фомич
МПК: B23B 29/034
Текст:
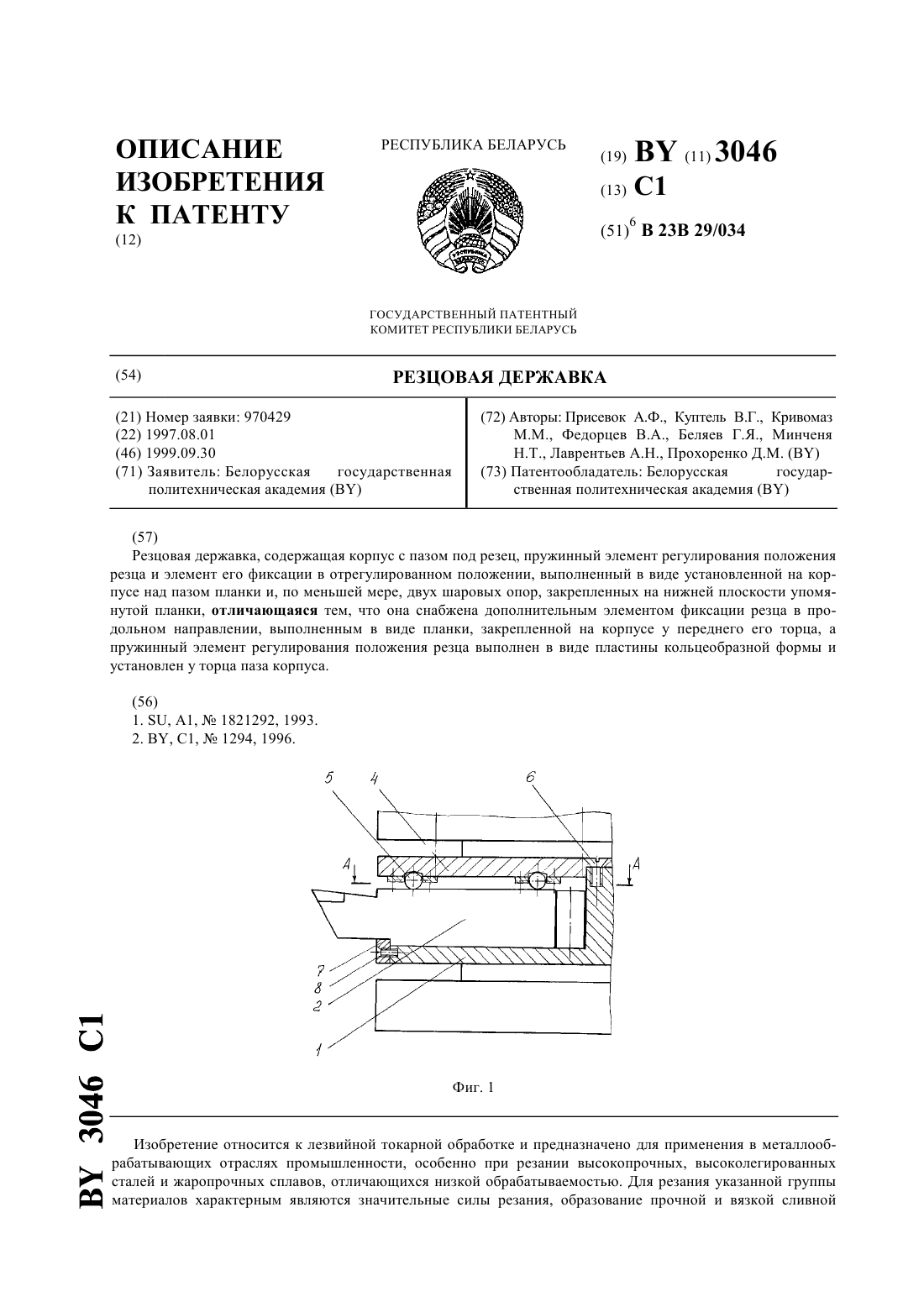
...инструмента и обеспечением настройки резца вне станка. Поставленная задача достигается тем, что резцовая державка, содержащая корпус с пазом под резец,пружинный элемент регулирования положения резца и элемент его фиксации в отрегулированном положении, выполненный в виде установленной на корпусе над пазом планки и, по меньшей мере, двух шаровых опор, закрепленных на нижней плоскости упомянутой планки, снабжена дополнительным элементом...
Резцовая державка
Номер патента: 1294
Опубликовано: 16.09.1996
Авторы: Присевок А. Ф., Беляев Г. Я., Станчук Э. А., Филонов И. П., Прохоренко Д. М., Соловей А. И., Федорцев В. А.
МПК: B23B 29/04
Текст:
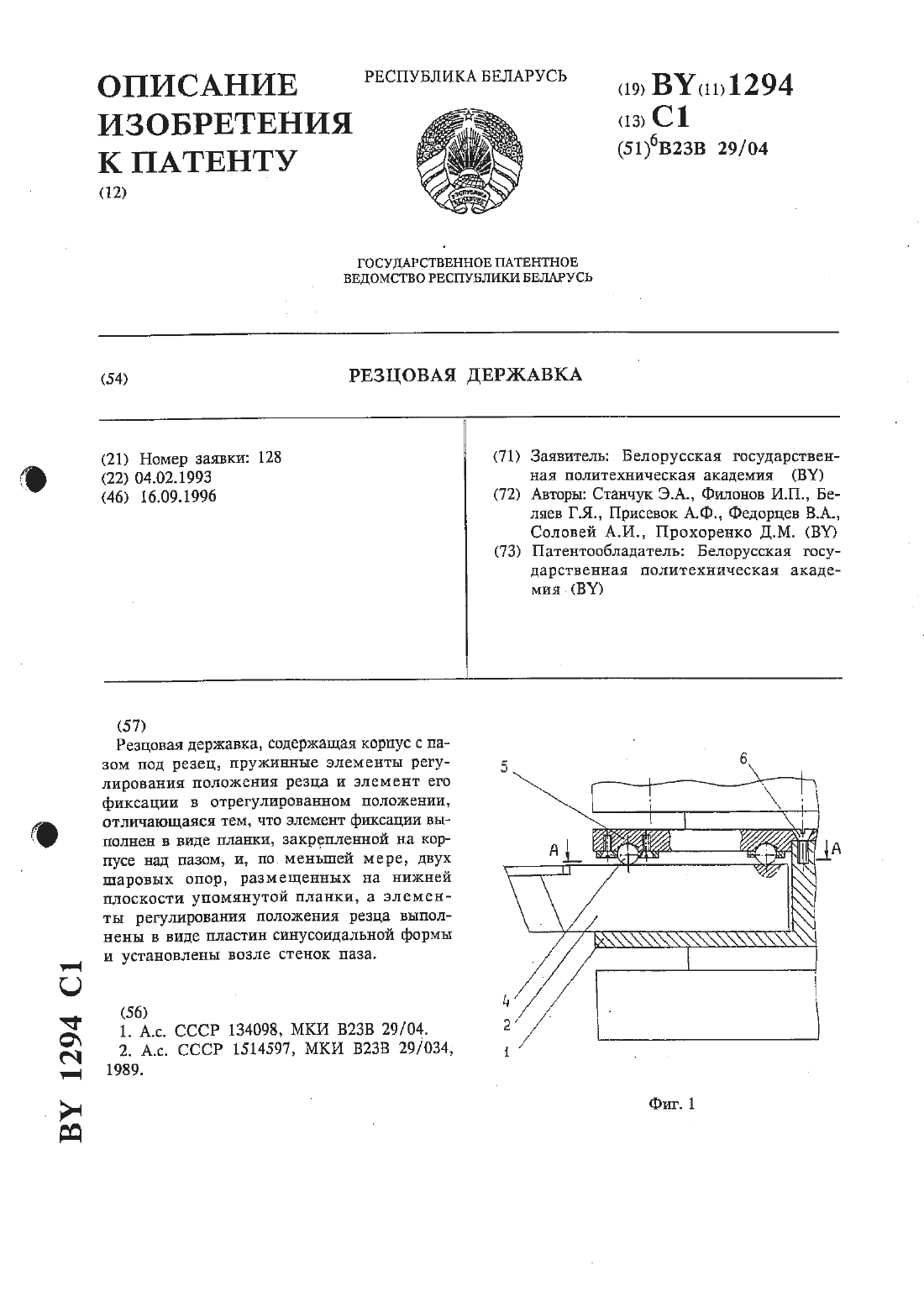
...высокой жесткости конструкции инструмента и обеспечении настройки резца вне станка.Поставленная задача достигается тем, что в резцовой державке, содержащей корпус с пазом под резец, пружинные элементы регулирования положения резца и элемент его фиксации в отрегулированном положении, элемент фиксации выполнен в виде планки, закрепленной на корпусе над пазом,и, по меньшей мере, двух шаровых опор,размещенных на нижней плоскости...
Утеплительная вставка для алюминиевых сплавов
Номер патента: U 1577
Опубликовано: 30.09.2004
Авторы: Чурко Николай Андреевич, Ласковнев Александр Петрович, Овчинников Владимир Васильевич, Волочко Александр Тихонович, Макарова Жанна Евгеньевна
Метки: утеплительная, сплавов, алюминиевых, вставка
Текст:
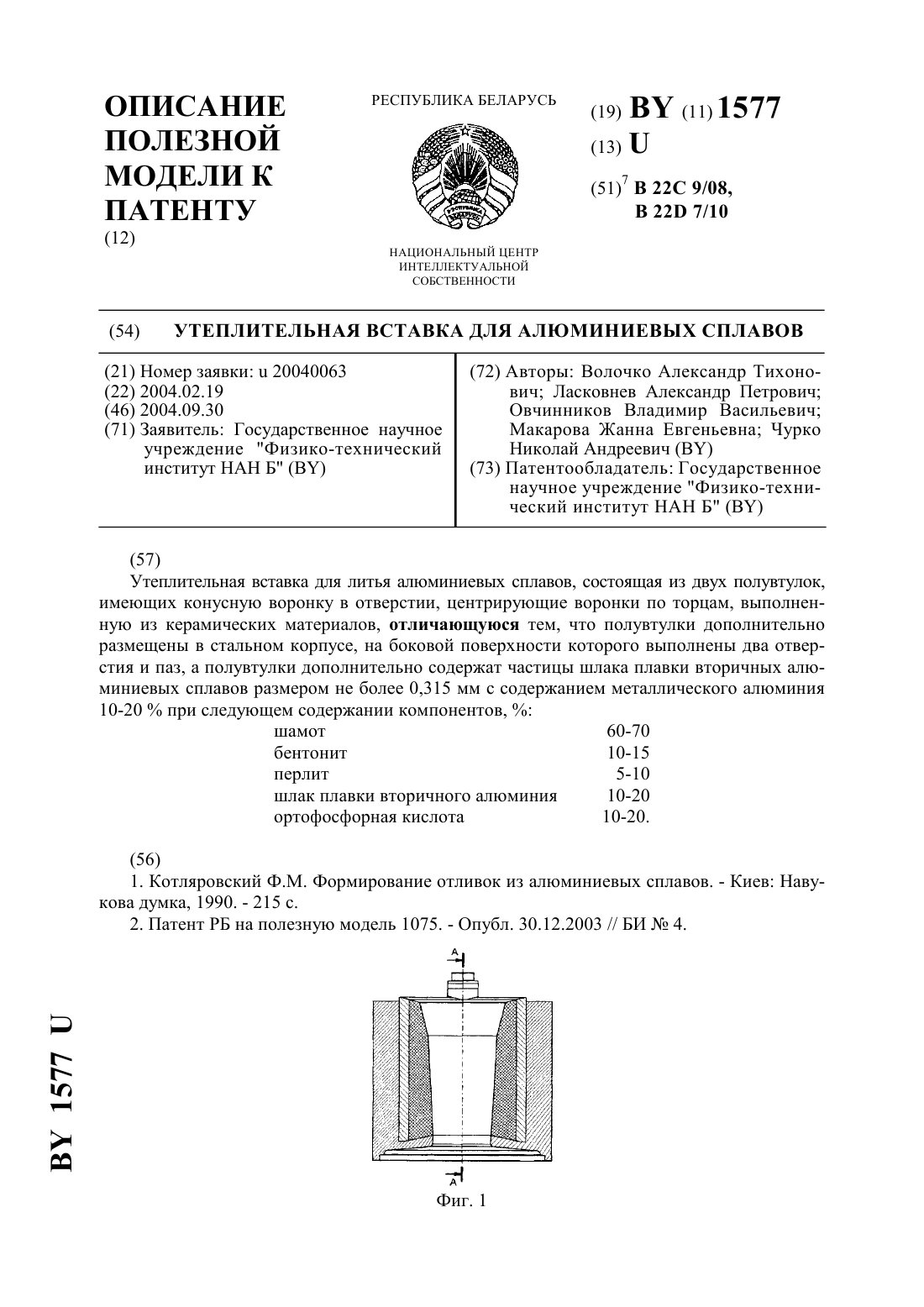
...из керамических материалов,полувтулки дополнительно размещены в стальном корпусе, на боковой поверхности которого выполнены два отверстия и паз, а полувтулки дополнительно содержат частицы шлака плавки вторичных алюминиевых сплавов размером не более 0,315 мм с содержанием металлического алюминия 10-20 при следующем содержании компонентов, мас.шамот 60-70 бентонит 10-15 перлит 5-10 шлак плавки вторичного алюминия 10-20 ортофосфорная кислота...
Утеплительная вставка для литья алюминиевых сплавов
Номер патента: U 1075
Опубликовано: 30.12.2003
Авторы: Овчинников Владимир Васильевич, Ласковнев Александр Петрович, Волочко Александр Тихонович, Жданович Олег Егорович
Метки: утеплительная, вставка, сплавов, литья, алюминиевых
Текст:
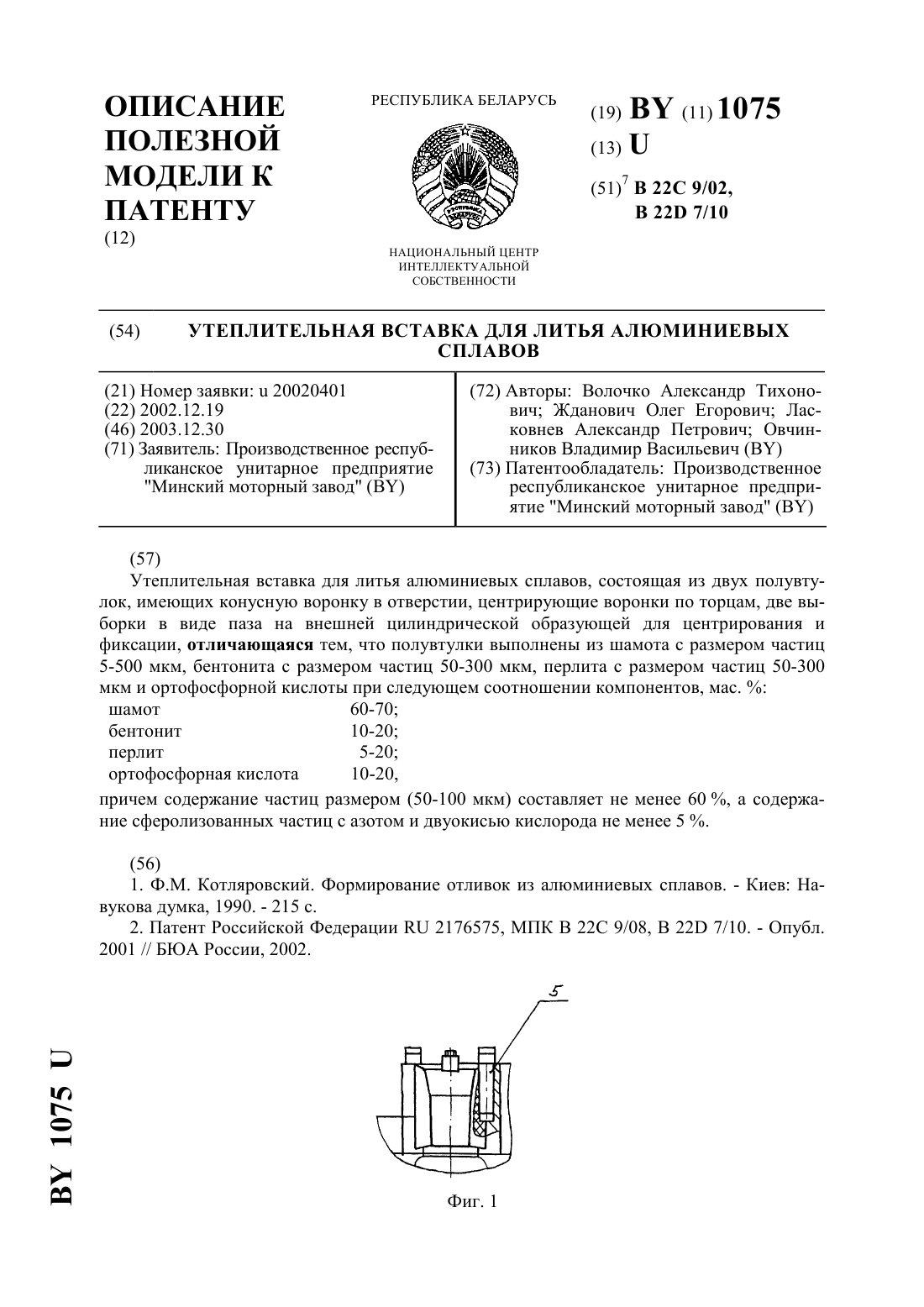
...сплавов, повышение теплостойкости и обеспечение низкого коэффициента теплопроводности вставок. Поставленная задача решается таким образом, что утеплительная вставка для литья алюминиевых сплавов, состоящая из двух полувтулок, имеющих конусную воронку в отверстии, центрирующие воронки по торцам, две выборки в виде паза на внешней цилиндрической образующей для центрирования и фиксации, полувтулки выполнены из шамота с размером частиц 5-500 мкм,...
Контактная вставка для токосъёмника троллейбуса
Номер патента: 1497
Опубликовано: 16.12.1996
Авторы: Битнер Эдуард Гарриевич, Кондренков Александр Васильевич, Кузьмин Николай Гаврилович, Новосельский Юрий Александрович, Потеряев Юрий Петрович
МПК: B60L 5/00
Метки: токосъёмника, контактная, вставка, троллейбуса
Текст:
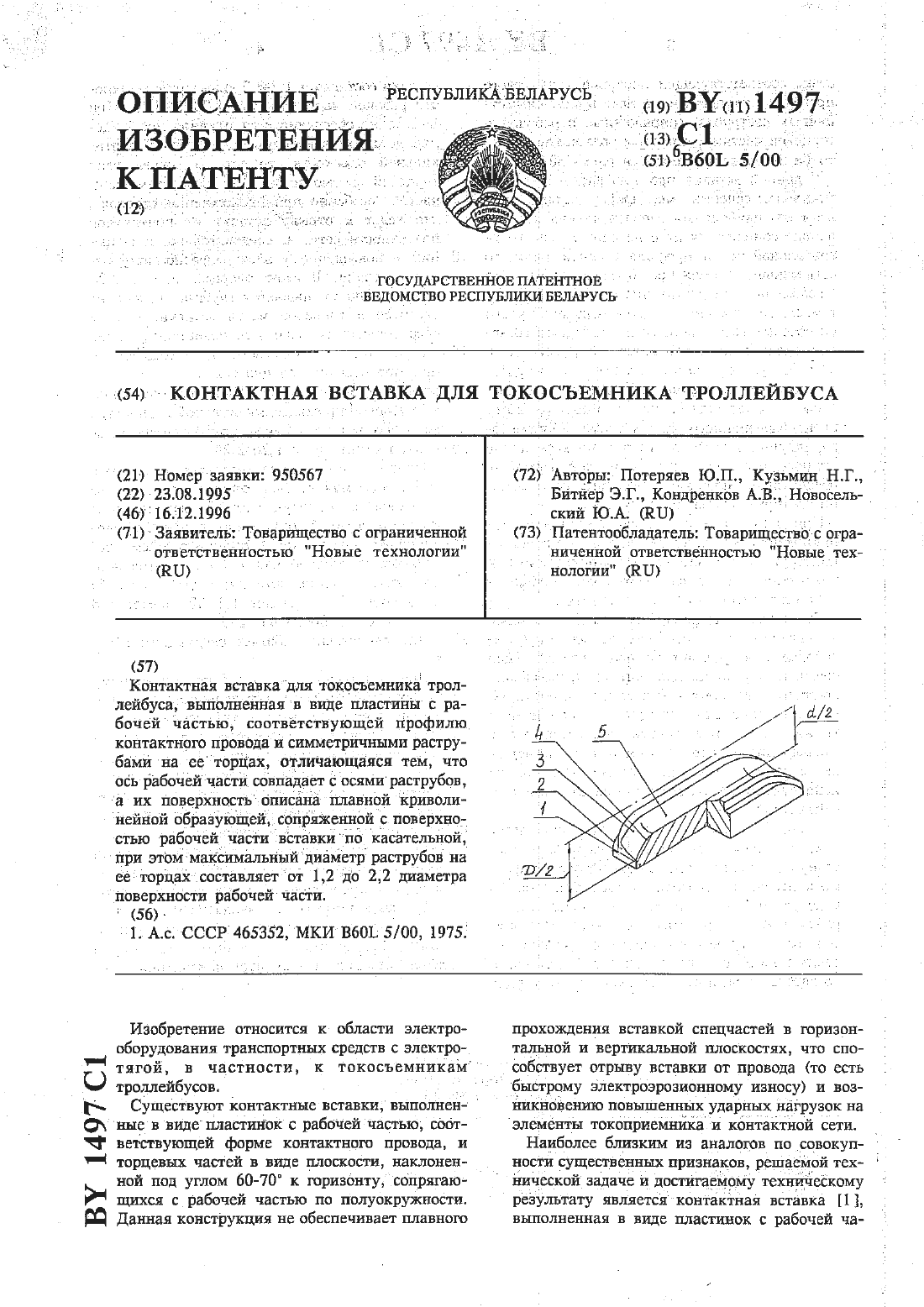
...для возникновения повышенных ударных нагрузок на конструктивные элементы токоприемника и контактной сети, а, следовательно, увеличиваВТСЯ ЕСрОЯТНОСТЬ ВЫХОДЯ ИХ ИЗ СТрОЯ.Технической задачей, на решение которой направлено данное изобретение, является разработка конструкции вставки, позволяющей обеспечить условия плавного ее прохождения ПО СПСЦЧЗСГБТМ КОНТЗКТНОЙ СЕТИ В ГОВИЗОНТЗЛЪной и вертикальной плоскостях с получением технического...
Предыдущий патент: Водонапорная башня
Следующий патент: Устройство для измерения толщин ферромагнитных изделий и немагнитных покрытий на этих изделиях
Случайный патент: Способ определения показателя фрактальной размерности поверхности бумаги