Способ волочения проволоки с наложением ультразвуковых колебаний
Номер патента: 9737
Опубликовано: 30.10.2007
Авторы: Телепнев Сергей Николаевич, Бобров Виктор Петрович, Клубович Владимир Владимирович, Царенко Юрий Валентинович
Текст
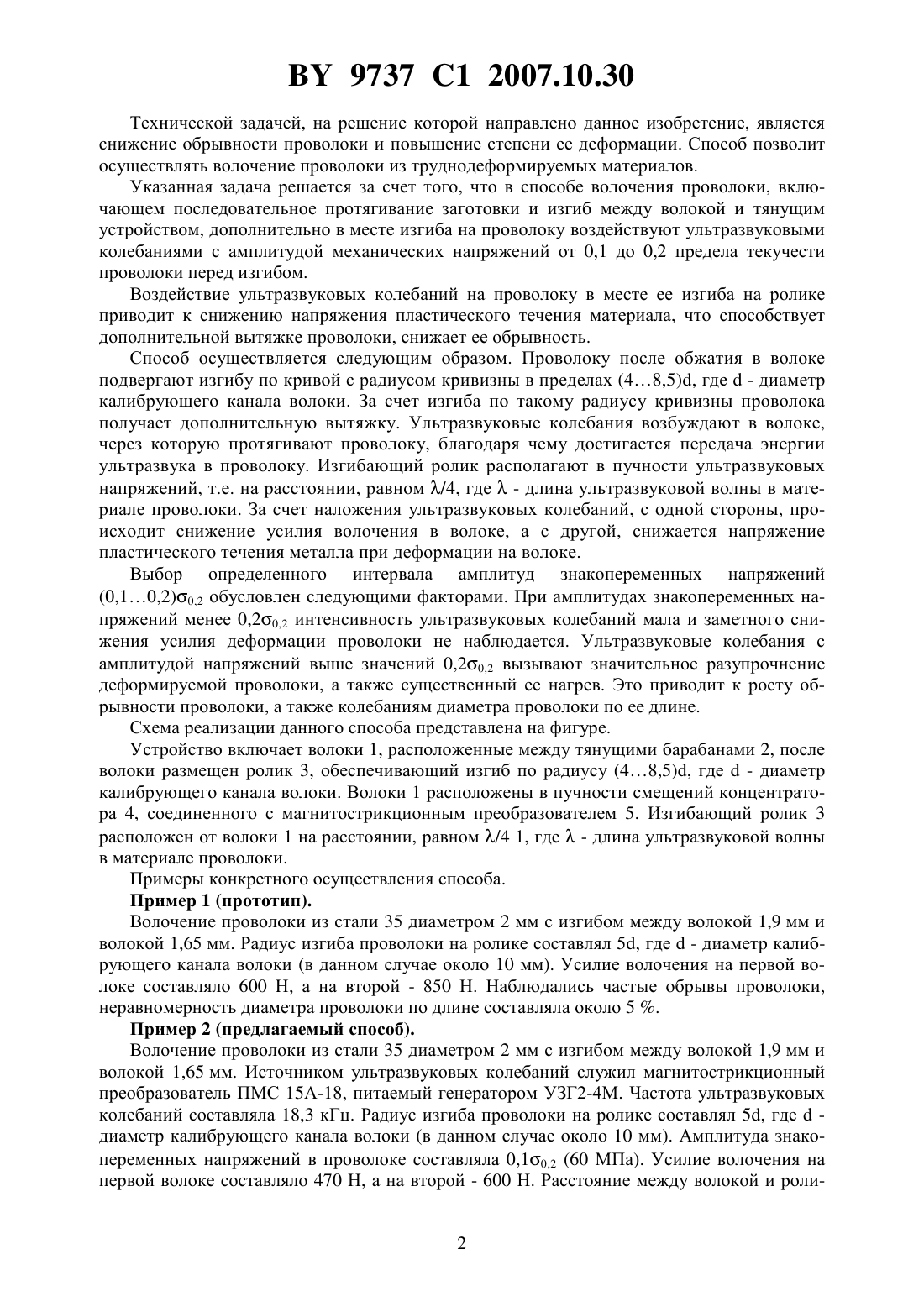
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ(71) Заявитель Государственное научное учреждение Институт технической акустики Национальной академии наук Беларуси(72) Авторы Клубович Владимир Владимирович Царенко Юрий Валентинович Бобров Виктор Петрович Телепнев Сергей Николаевич(73) Патентообладатель Государственное научное учреждение Институт технической акустики Национальной академии наук Беларуси(57) Способ волочения проволоки, включающий последовательное протягивание заготовки через ряд волок и изгиб заготовки между волоками и тянущим устройством с радиусом кривизны от 4 до 8,5 диаметра калибрующего канала волоки, отличающийся тем, что в месте изгиба на проволоку воздействуют ультразвуковыми колебаниями с амплитудой механических напряжений от 0,1 до 0,2 предела текучести проволоки перед изгибом. Изобретение относится к области обработки металлов давлением, а именно к волочильному производству. Известен способ волочения проволоки, включающий последовательное протягивание заготовки через волоки и изгиб заготовки между волоками и тянущим устройством с определенным радиусом кривизны 1. Данный способ является наиболее близким по технической сущности к предлагаемому. Недостатком известного способа является высокая обрывность при волочении, невысокие степени деформации. 9737 1 2007.10.30 Технической задачей, на решение которой направлено данное изобретение, является снижение обрывности проволоки и повышение степени ее деформации. Способ позволит осуществлять волочение проволоки из труднодеформируемых материалов. Указанная задача решается за счет того, что в способе волочения проволоки, включающем последовательное протягивание заготовки и изгиб между волокой и тянущим устройством, дополнительно в месте изгиба на проволоку воздействуют ультразвуковыми колебаниями с амплитудой механических напряжений от 0,1 до 0,2 предела текучести проволоки перед изгибом. Воздействие ультразвуковых колебаний на проволоку в месте ее изгиба на ролике приводит к снижению напряжения пластического течения материала, что способствует дополнительной вытяжке проволоки, снижает ее обрывность. Способ осуществляется следующим образом. Проволоку после обжатия в волоке подвергают изгибу по кривой с радиусом кривизны в пределах (48,5), где- диаметр калибрующего канала волоки. За счет изгиба по такому радиусу кривизны проволока получает дополнительную вытяжку. Ультразвуковые колебания возбуждают в волоке,через которую протягивают проволоку, благодаря чему достигается передача энергии ультразвука в проволоку. Изгибающий ролик располагают в пучности ультразвуковых напряжений, т.е. на расстоянии, равном /4, где- длина ультразвуковой волны в материале проволоки. За счет наложения ультразвуковых колебаний, с одной стороны, происходит снижение усилия волочения в волоке, а с другой, снижается напряжение пластического течения металла при деформации на волоке. Выбор определенного интервала амплитуд знакопеременных напряжений(0,10,2)0,2 обусловлен следующими факторами. При амплитудах знакопеременных напряжений менее 0,20,2 интенсивность ультразвуковых колебаний мала и заметного снижения усилия деформации проволоки не наблюдается. Ультразвуковые колебания с амплитудой напряжений выше значений 0,20,2 вызывают значительное разупрочнение деформируемой проволоки, а также существенный ее нагрев. Это приводит к росту обрывности проволоки, а также колебаниям диаметра проволоки по ее длине. Схема реализации данного способа представлена на фигуре. Устройство включает волоки 1, расположенные между тянущими барабанами 2, после волоки размещен ролик 3, обеспечивающий изгиб по радиусу (48,5), где- диаметр калибрующего канала волоки. Волоки 1 расположены в пучности смещений концентратора 4, соединенного с магнитострикционным преобразователем 5. Изгибающий ролик 3 расположен от волоки 1 на расстоянии, равном /4 1, где- длина ультразвуковой волны в материале проволоки. Примеры конкретного осуществления способа. Пример 1 (прототип). Волочение проволоки из стали 35 диаметром 2 мм с изгибом между волокой 1,9 мм и волокой 1,65 мм. Радиус изгиба проволоки на ролике составлял 5, где- диаметр калибрующего канала волоки (в данном случае около 10 мм). Усилие волочения на первой волоке составляло 600 Н, а на второй - 850 Н. Наблюдались частые обрывы проволоки,неравномерность диаметра проволоки по длине составляла около 5 . Пример 2 (предлагаемый способ). Волочение проволоки из стали 35 диаметром 2 мм с изгибом между волокой 1,9 мм и волокой 1,65 мм. Источником ультразвуковых колебаний служил магнитострикционный преобразователь ПМС 15 А-18, питаемый генератором УЗГ 2-4 М. Частота ультразвуковых колебаний составляла 18,3 кГц. Радиус изгиба проволоки на ролике составлял 5, гдедиаметр калибрующего канала волоки (в данном случае около 10 мм). Амплитуда знакопеременных напряжений в проволоке составляла 0,10,2 (60 МПа). Усилие волочения на первой волоке составляло 470 Н, а на второй - 600 Н. Расстояние между волокой и роли 2 9737 1 2007.10.30 ком составляло 1/4 . Обрывов проволоки при волочении не наблюдалось. Неравномерность диаметра проволоки по длине не превышала 0,5 . Пример 3. Волочение проволоки из стали 35 диаметром 2 мм с изгибом между волокой 1,9 мм и волокой 1,65 мм. Источником ультразвуковых колебаний служил магнитострикционный преобразователь ПМС 15 А-18, питаемый генератором УЗГ 2-4 М. Частота ультразвуковых колебаний составляла 18,3 кГц. Радиус изгиба проволоки на ролике составлял 5, гдедиаметр калибрующего канала волоки (в данном случае около 10 мм). Амплитуда знакопеременных напряжений в проволоке составляла 0,20,2 (120 МПа). Усилие волочения на первой волоке составляло 350 Н, а на второй - 500 Н. Расстояние между волокой и роликом составляло 1/4 . Обрывов проволоки при волочении не наблюдалось. Неравномерность диаметра проволоки по длине не превышала 0,5 . Пример 4. Волочение проволоки из стали 35 диаметром 2 мм с изгибом между волокой 1,9 мм и волокой 1,65 мм. Источником ультразвуковых колебаний служил магнитострикционный преобразователь ПМС 15 А-18, питаемый генератором УЗГ 2-4 М. Частота ультразвуковых колебаний составляла 18,3 кГц. Радиус изгиба проволоки на ролике составлял 5, гдедиаметр калибрующего канала волоки (в данном случае около 10 мм). Амплитуда знакопеременных напряжений в проволоке составляла 0,80,2 (48 МПа). Усилие волочения на первой волоке составляло 700 Н, а на второй - 650 Н. Расстояние между волокой и роликом составляло 1/4 . Обрывов проволоки при волочении практически не наблюдалось. Неравномерность диаметра проволоки по длине не превышала 1,5 . Пример 5. Волочение проволоки из стали 35 диаметром 2 мм с изгибом между волокой 1,9 мм и волокой 1,65 мм. Источником ультразвуковых колебаний служил магнитострикционный преобразователь ПМС 15 А-18, питаемый генератором УЗГ 2-4 М. Частота ультразвуковых колебаний составляла 18,3 кГц. Радиус изгиба проволоки на ролике составлял 5, гдедиаметр калибрующего канала волоки (в данном случае около 10 мм). Амплитуда знакопеременных напряжений в проволоке составляла 0,250,2 (150 МПа). Усилие волочения на первой волоке составляло 350 Н, а на второй - 350 Н. Расстояние между волокой и роликом составляло 1/4 . Наблюдались частые обрывы проволоки. Неравномерность диаметра проволоки по длине составляла около 3 . Таким образом, из приведенных примеров конкретной реализации способа видно, что режим ультразвукового воздействия с амплитудой механических напряжений Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21C 1/00
Метки: способ, проволоки, ультразвуковых, наложением, колебаний, волочения
Код ссылки
<a href="https://by.patents.su/3-9737-sposob-volocheniya-provoloki-s-nalozheniem-ultrazvukovyh-kolebanijj.html" rel="bookmark" title="База патентов Беларуси">Способ волочения проволоки с наложением ультразвуковых колебаний</a>
Устройство для мокрого волочения стальной высокоуглеродистой проволоки
Номер патента: U 2064
Опубликовано: 30.09.2005
Авторы: Демидов Александр Васильевич, Маточкин Виктор Аркадьевич, Зиновенко Андрей Владимирович, Игнатенко Олег Иванович, Савенок Анатолий Николаевич
МПК: B21C 1/00
Метки: волочения, стальной, высокоуглеродистой, проволоки, устройство, мокрого
Текст:
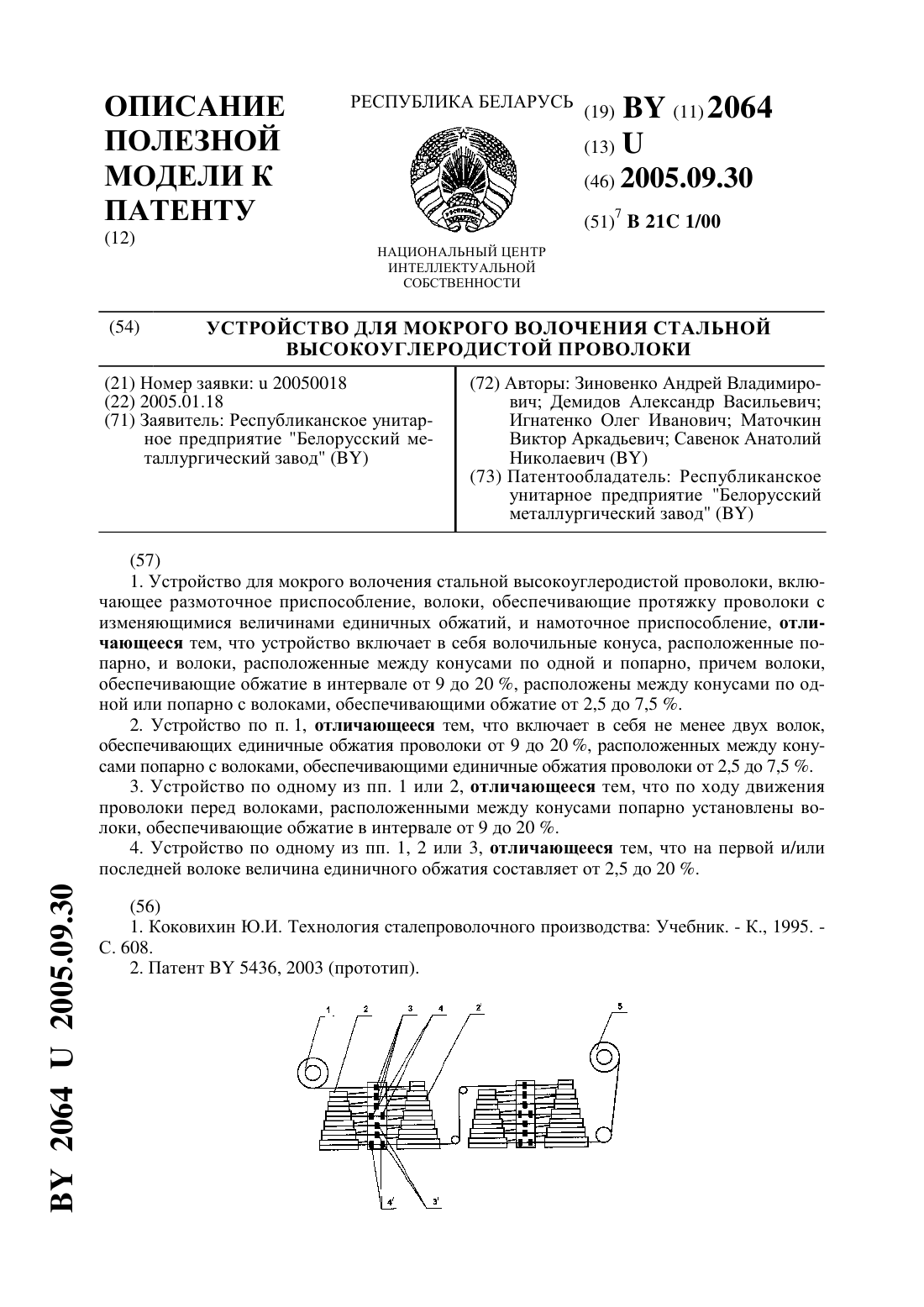
...данной полезной моделью, является изготовление высокоуглеродистой проволоки с повышенной пластичностью без существенного увеличения количества волок. Техническим результатом, достигаемым при использовании устройства, является снижение уровня обрывности проволоки при последующей свивке, оплетке, отсутствие расслоений при кручении, увеличении числа скручиваний. Решение поставленной задачи достигается тем, что устройство для мокрого волочения...
Способ волочения порошковой проволоки в режиме гидродинамического трения и устройство для его осуществления
Номер патента: 3076
Опубликовано: 30.12.1999
Авторы: Вайцехович Алла Андреевна, Бобруйко Юрий Петрович, Исаевич Леонид Александрович, Чумак Геннадий Андреевич
Метки: гидродинамического, устройство, осуществления, порошковой, режиме, проволоки, способ, трения, волочения
Текст:
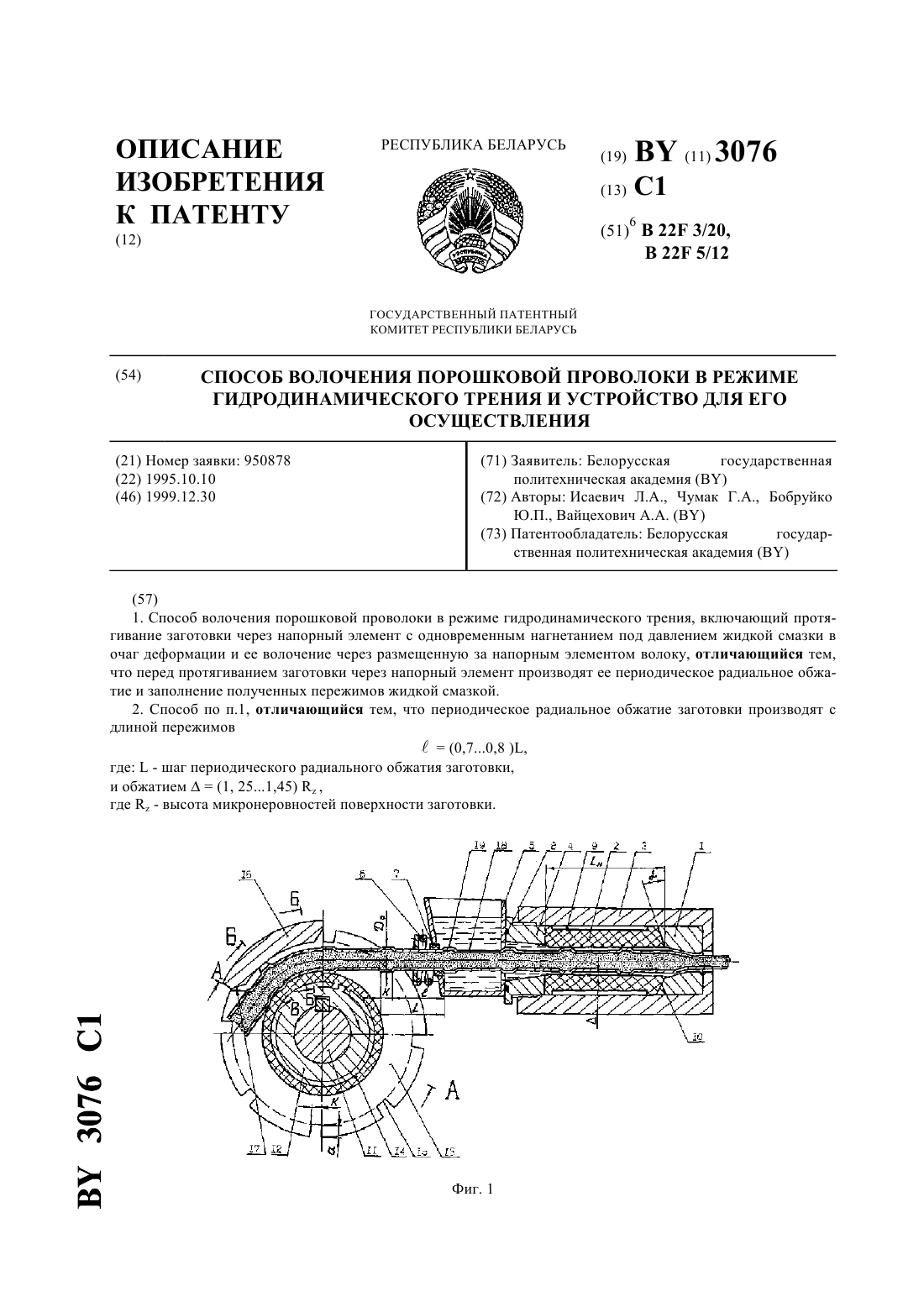
...по боковой поверхности колеса 12. В башмаке 16 на входе заготовки выполнена наклонная плоскость 17 шириной, равной ширине вкладыша 14. На поверхность башмака 16, контактирующую с вкладышем 14, нанесен антифрикционный фторопластовый слой. Колесо 12 установлено с возможностью вращения в направлении волочения и снабжено приводом вращения (на чертеже не показан). Для создания устойчивого режима гидродинамического трения в очаге деформации должно...
Универсальное устройство для сухого волочения и плющения стальной проволоки

Номер патента: U 3062
Опубликовано: 30.10.2006
Авторы: Игнатенко Олег Иванович, Савенок Анатолий Николаевич, Демидов Александр Васильевич, Андрианов Николай Викторович, Павлов Михаил Леонидович, Маточкин Виктор Аркадьевич, Зиновенко Андрей Владимирович
МПК: B21C 1/00
Метки: проволоки, стальной, устройство, универсальное, сухого, плющения, волочения
Текст:
...профиля или же полученную на этом устройстве холоднотянутую заготовку круглого сечения необходимо дополнительно перерабатывать на специализированных плющильных станах. Задача, решаемая полезной моделью, заключается в создании универсального устройства для сухого волочения и изготовления холоднотянутой плющеной проволоки или стальной ленты. Технический результат, достигаемый при использовании устройства, заключается в расширении...
Устройство для мокрого волочения стальной высокоуглеродистой проволоки
Номер патента: U 2260
Опубликовано: 30.12.2005
Авторы: Катыльков Глеб Николаевич, Васильков Василий Григорьевич, Игнатенко Олег Иванович, Савенок Анатолий Николаевич, Маточкин Виктор Аркадьевич, Демидов Александр Васильевич
МПК: B21C 1/00
Метки: стальной, мокрого, волочения, устройство, проволоки, высокоуглеродистой
Текст:
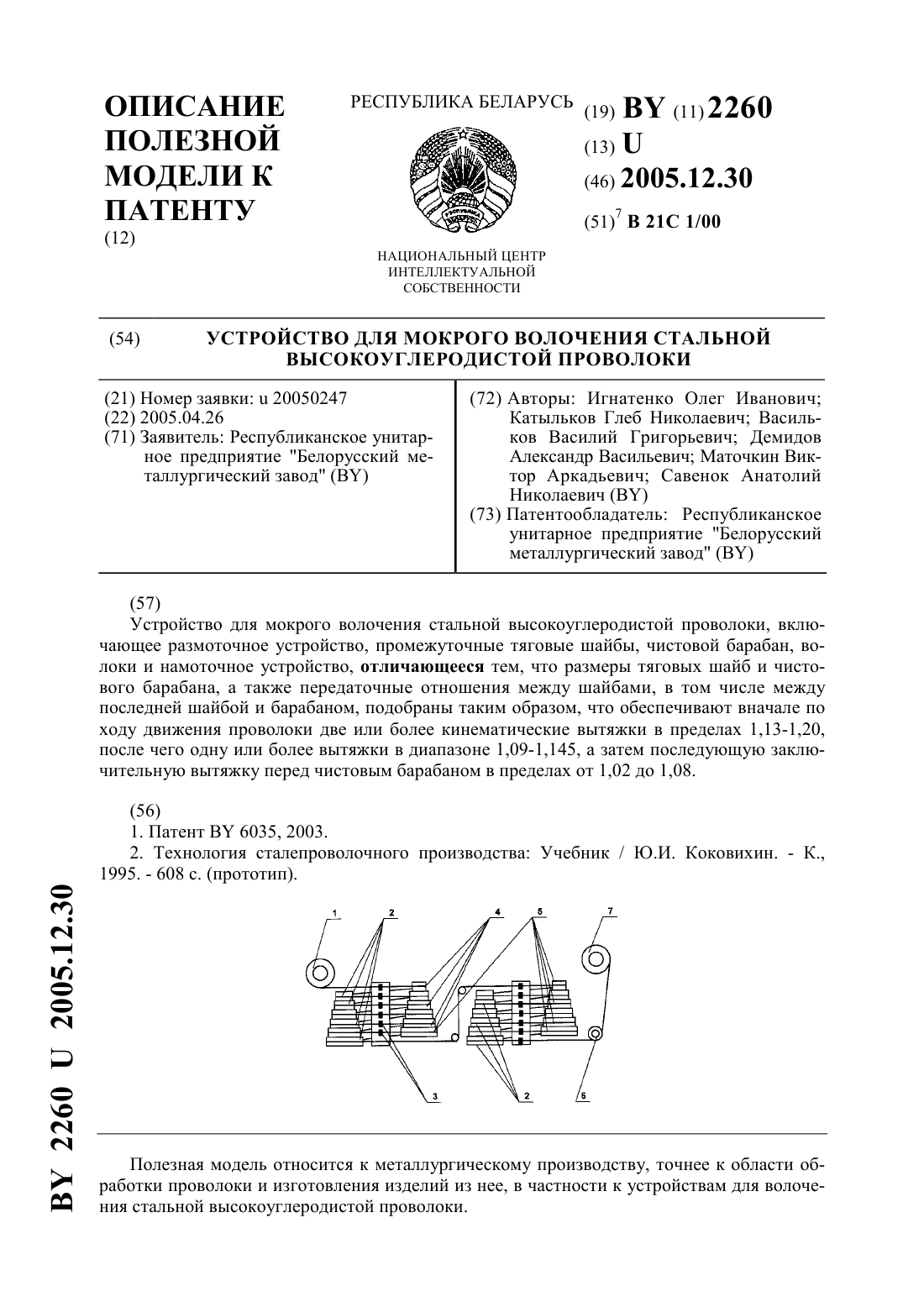
...повышенный износ и нерациональный тепловой режим на последних волоках, что также отрицательно влияет на пластичность готовой проволоки. Задача, решаемая полезной моделью, состоит в обеспечении возможности повышения скоростей волочения и освоения производства сверх- и ультравысокопрочной проволоки для металлокорда. Технический результат, достигаемый при использовании устройства, заключается в улучшении пластичности высокоуглеродистой...
Устройство для сухого волочения стальной высокоуглеродистой проволоки
Номер патента: U 2065
Опубликовано: 30.09.2005
Авторы: Савенок Анатолий Николаевич, Маточкин Виктор Аркадьевич, Игнатенко Олег Иванович, Демидов Александр Васильевич, Зиновенко Андрей Владимирович
МПК: B21C 1/00
Метки: сухого, волочения, стальной, проволоки, устройство, высокоуглеродистой
Текст:
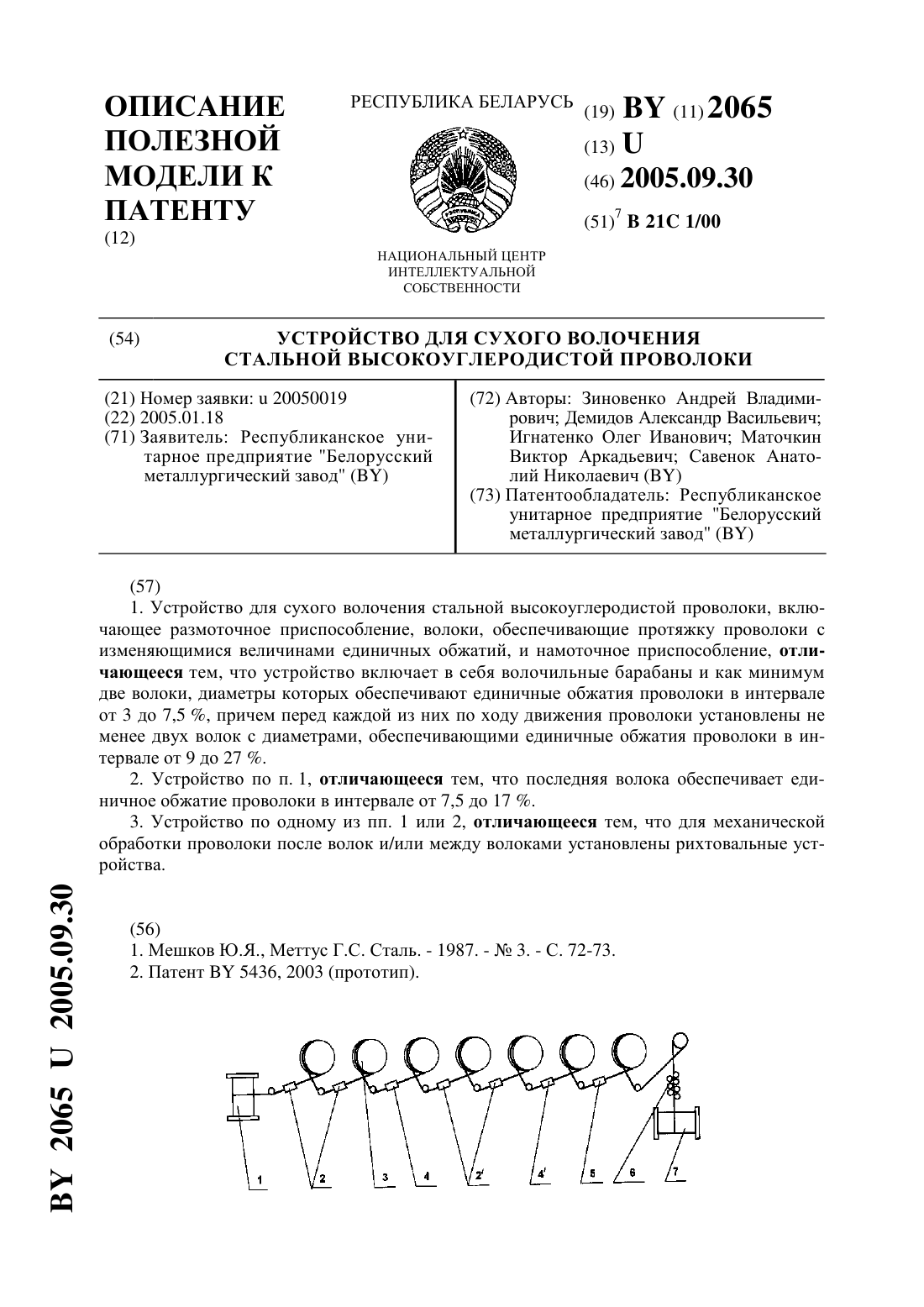
...устройства, состоит в повышении пластичности, изготовлении высокоуглеродистой проволоки с пониженной расслаиваемостью при кручении и высоким числом скручиваний. Решение поставленной задачи достигается тем, что устройство для сухого волочения стальной высокоуглеродистой проволоки включает размоточное приспособление, волоки,обеспечивающие протяжку проволоки с изменяющимися величинами единичных обжатий, и намоточное приспособление. Устройство...
Предыдущий патент: Реактор для очистки ультрадисперсных алмазов
Следующий патент: Влагонепроницаемая осветительная арматура для флуоресцентных ламп со встроенным отражателем, способным направлять световой поток
Случайный патент: Передвижной киноаттракцион