Способ облицовывания профильного элемента шпоном
Номер патента: 9662
Опубликовано: 30.08.2007
Авторы: Барташевич Александр Александрович, Пискунов Николай Алексеевич, Романовский Александр Михайлович
Текст
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБЛИЦОВЫВАНИЯ ПРОФИЛЬНОГО ЭЛЕМЕНТА ШПОНОМ(71) Заявитель Учреждение образования Белорусский государственный технологический университет(72) Авторы Барташевич Александр Александрович Пискунов Николай Алексеевич Романовский Александр Михайлович(73) Патентообладатель Учреждение образования Белорусский государственный технологический университет(57) Способ облицовывания профильного элемента шпоном, при котором подготавливают шпон и облицовываемую поверхность профильного элемента, к которой затем приклеивают шпон, отличающийся тем, что шпон подготавливают путем очистки при наличии на поверхности загрязнений и уплотнения методом горячего прессования до шероховатости поверхности, удовлетворяющей требованиям к готовому изделию, и до необходимого предела изгибаемости, а приклеивание осуществляют наложением подготовленного шпона на поверхность профильного элемента с нанесенным на нее клеем, нагретым до 170210 , и последующим прикатыванием роликами, температура которых равна температуре окружающей среды, после приклеивания шпона профильный элемент не шлифуют. Изобретение относится к деревообрабатывающей промышленности, в частности к изготовлению мебели, погонажных строительных элементов. Известен способ облицовывания профильных элементов мебели дублированным шпоном, то есть тонким строганым шпоном, на нижнюю сторону которого наклеена пергаментная бумага с целью предотвращения разрушения шпона в процессе облицовывания им профильных элементов 1. Недостаток этого способа заключается в сложности и трудоемкости процесса изготовления дублированного шпона и необходимости проведения операции шлифования поверхности шпона перед отделкой. Известен способ облицовывания профильных элементов мебели пленками на основе бумаг, пропитанных синтетическими смолами и поливинил-хлоридными пленками, которые имитируют текстуру древесины 2. Недостатком этого способа является то, что имитация текстуры древесины уступает текстуре натуральной древесины, тем самым снижает ценность изделий мебели. Наиболее близким по технической сущности и достигаемому положительному эффекту к заявляемому изобретению является способ облицовывания профильных элементов 9662 1 2007.08.30 неуплотненным шпоном. Качество облицованных профильных элементов по данному способу достигается тем, что используется шпон натуральной древесины, а не его имитация 3. Недостатком прототипа является то, что неуплотненным шпоном невозможно облицевать основу сложного профиля, а после облицовывания требуется трудоемкий процесс шлифования поверхности. Кроме того, при отделке часть лакокрасочного материала впитывается в поры древесины, поэтому необходим увеличенный его расход или специальная операция - порозаполнение отделываемой поверхности. Задачей предлагаемого изобретения является увеличение разнообразия форм изделий мебели за счет возможности изготовления элементов сложного профиля, устранение трудоемкой операции шлифования профильных поверхностей и уменьшение расхода лакокрасочных материалов при отделке облицованных элементов. Поставленная задача достигается тем, что способ облицовывания профильных элементов шпоном включает подготовку шпона и облицовываемой поверхности профильного элемента, к которой затем приклеивают шпон, и отличающийся тем, что шпон подготавливают путем очистки при наличии на поверхности загрязнений и уплотнения методом горячего прессования до шероховатости поверхности, удовлетворяющей требованиям к готовому изделию, и до необходимого предела изгибаемости, а приклеивание осуществляют наложением подготовленного шпона на поверхность профильного элемента с нанесенным на нее клеем, нагретым до 170-210 С, и последующим прикатыванием роликами,температура которых равна температуре окружающей среды, после приклеивания шпона профильный элемент не шлифуют. Выполнение способа осуществляется следующим образом. Из пачки строганного шпона влажностью 82 на гильотинных ножницах выкраивают заготовки, необходимые для облицовывания основы, в качестве которой может использоваться древесностружечная плита, плита МДФ (древесноволокнистая средней плотности) или низкокачественная древесина. При наличии на шпоне загрязнений их удаляют с помощью любого шлифовального устройства или вручную. Затем шпон уплотняют методом горячего прессования до такой степени, чтобы шероховатость поверхности удовлетворяла требованиям к готовым изделиям, а предел изгибаемости (отношение толщины шпона к допустимому радиусу изгиба) позволял облицовывать им основу сложного профиля. Облицовывание основы осуществляют известным методом каширования в специальных устройствах (станках проходного типа). Основу и облицовку подают в устройство с одинаковой скоростью. На поверхность облицовки наносится клей-расплав, температура которого находится в пределах 170-210 С (в зависимости от марки клея). Сразу после нанесения клея шпон накладывается на основу и прикатывается роликами, температура которых равна температуре окружающей среды. Клей-расплав остывает и приклеивает шпон к основе. После облицовывания удаляют свесы шпона и получают облицованный элемент, готовый к отделке. В результате уменьшенной пористости уплотненного шпона расход лака при отделке уменьшают примерно на 30 по сравнению с расходом при отделке элементов, облицованных аналогичным неуплотненным шпоном. При степени уплотнения шпона 40(процентное отношение разности толщин шпона до и после уплотнения к толщине до уплотнения) обеспечивается необходимая шероховатость поверхности к изделиям мебели. При исходной толщине шпона 0,6 мм минимальный радиус облицовываемых элементов профиля в сечении может быть 3 мм, то есть обеспечивается практически любая сложная форма элемента мебели. 2 9662 1 2007.08.30 Для реализации процесса облицовывания основы профильных элементов уплотненным шпоном имеется соответствующее кашировальное оборудование 4. Для получения уплотненного шпона необходимо изготовить вальцовый станок проходного типа с горячими вальцами. Уплотнение шпона возможно также и в существующих прессах с плоскими плитами. Таким образом, предлагаемое изобретение позволяет увеличить разнообразие форм изделий мебели за счет возможности изготовления элементов профиля, устранить трудоемкую операцию шлифования профильных поверхностей и уменьшить до 30 расход лакокрасочных материалов при отделке. Реализация способа возможна на предприятиях по производству мебели, багета, погонажных, строительных элементов в Республике Беларусь, а также в России, других странах СНГ. Источники информации 1. А.с. СССР 1475785, МПК В 27 1/00. Способ изготовления рулонного облицовочного материала / А.А. Барташевич, А.А. Куцак, В.Д. Богуш (СССР) // БИ 16. 30. 04. 1989. 2. Гончаров Н.А., Башинский В.Ю., Буглай Б.М. Технология изделий из древесины. М. Лесная промышленность, 1990. - С. 351. 3. Барташевич А.А., Богуш В.Д. Конструирование мебели. - Мн. Вышэйшая школа,1998. - С. 207. 4. Амалицкий В.В., Санев В.И. Оборудование и инструмент деревообрабатывающей промышленности. - М. Экология, 1992. - С. 445. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B27D 5/00
Метки: шпоном, облицовывания, способ, элемента, профильного
Код ссылки
<a href="https://by.patents.su/3-9662-sposob-oblicovyvaniya-profilnogo-elementa-shponom.html" rel="bookmark" title="База патентов Беларуси">Способ облицовывания профильного элемента шпоном</a>
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 3554
Опубликовано: 30.09.2000
Авторы: Реут Олег Павлович, Александров Валерий Михайлович, Бадыкин Анатолий Анатольевич, Богинский Леонид Стефанович, Скугарь Алексей Александрович
МПК: B21F 3/04, B01D 39/12
Метки: изготовления, проницаемого, трубчатого, способ, композиционного, элемента
Текст:
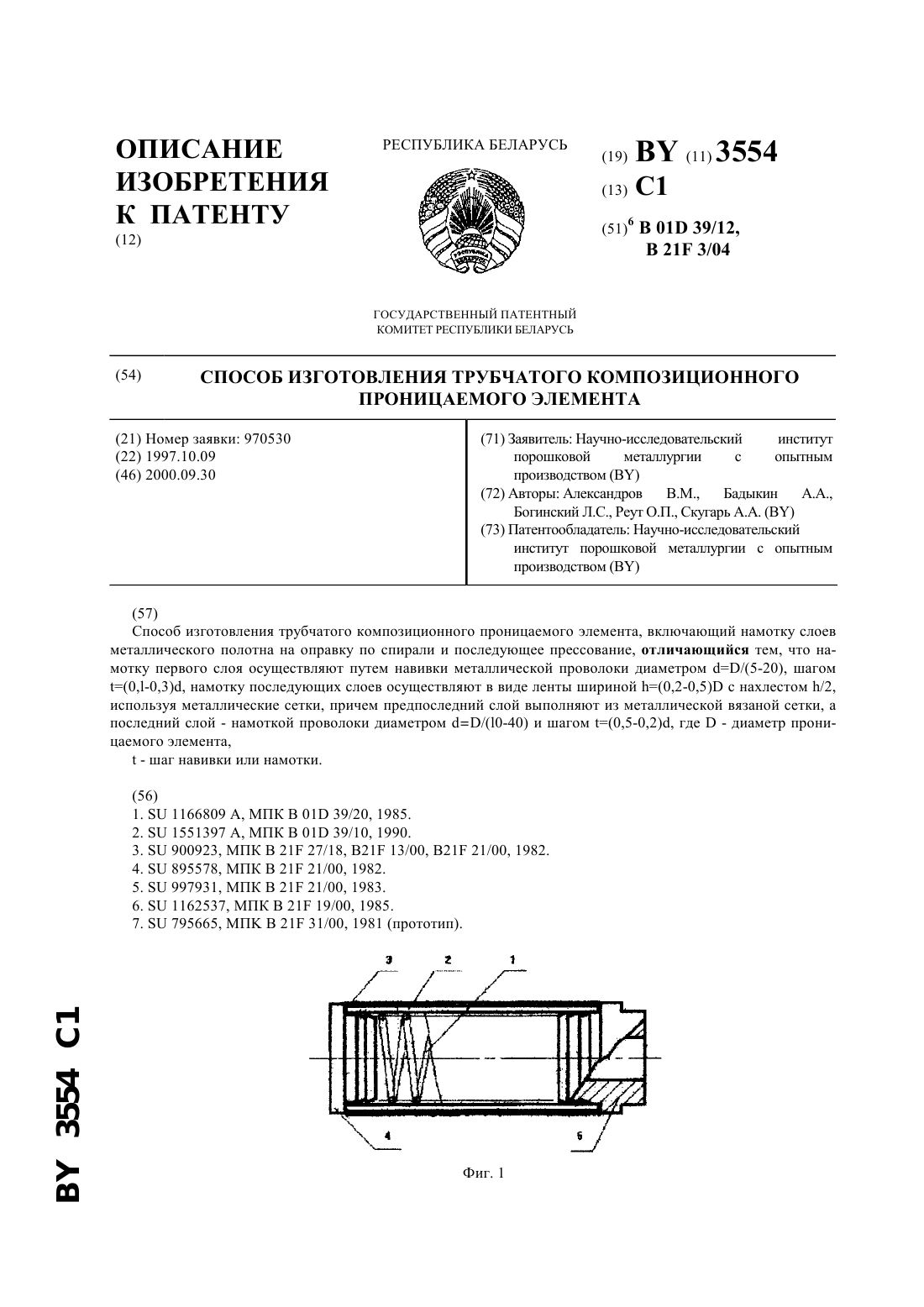
...швом 7. Однако такая технология предусматривает наличие дорогостоящего нагревательного оборудования, кроме того, нагрев сетчатого полотна снижает его прочностные свойства (снимается наклеп нагартованной проволоки сетки). Технической задачей изобретения является повышение эксплуатационных характеристик фильтра(трубчатого проницаемого композиционного элемента). Поставленная техническая задача решается тем, что в способе изготовления...
Способ изготовления фильтрующего элемента
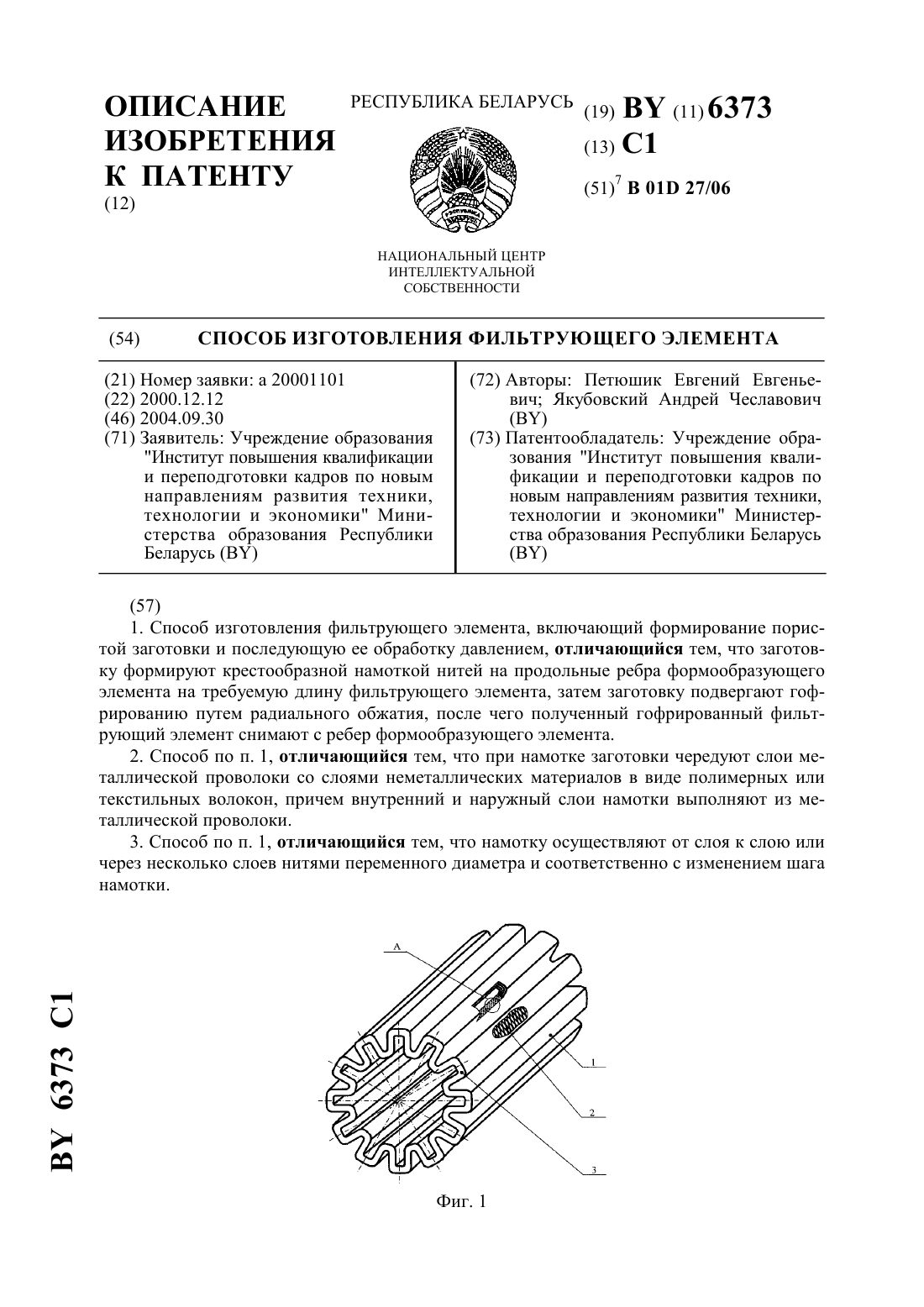
Номер патента: 6373
Опубликовано: 30.09.2004
Авторы: Петюшик Евгений Евгеньевич, Якубовский Андрей Чеславович
МПК: B01D 27/06
Метки: элемента, фильтрующего, изготовления, способ
Текст:
...на требуемую длину фильтрующего элемента, гофрировании заготовки путем ее радиального обжатия и последующем снятии полученного гофрированного фильтрующего элемента с ребер формообразующего элемента при намотке заготовки чередуют слои металлической проволоки со слоями неметаллических материалов в виде полимерных или текстильных волокон, причем внутренний и наружный слои намотки выполняют из металлической проволоки намотку заготовки...
Способ изготовления трубчатого композиционного проницаемого элемента
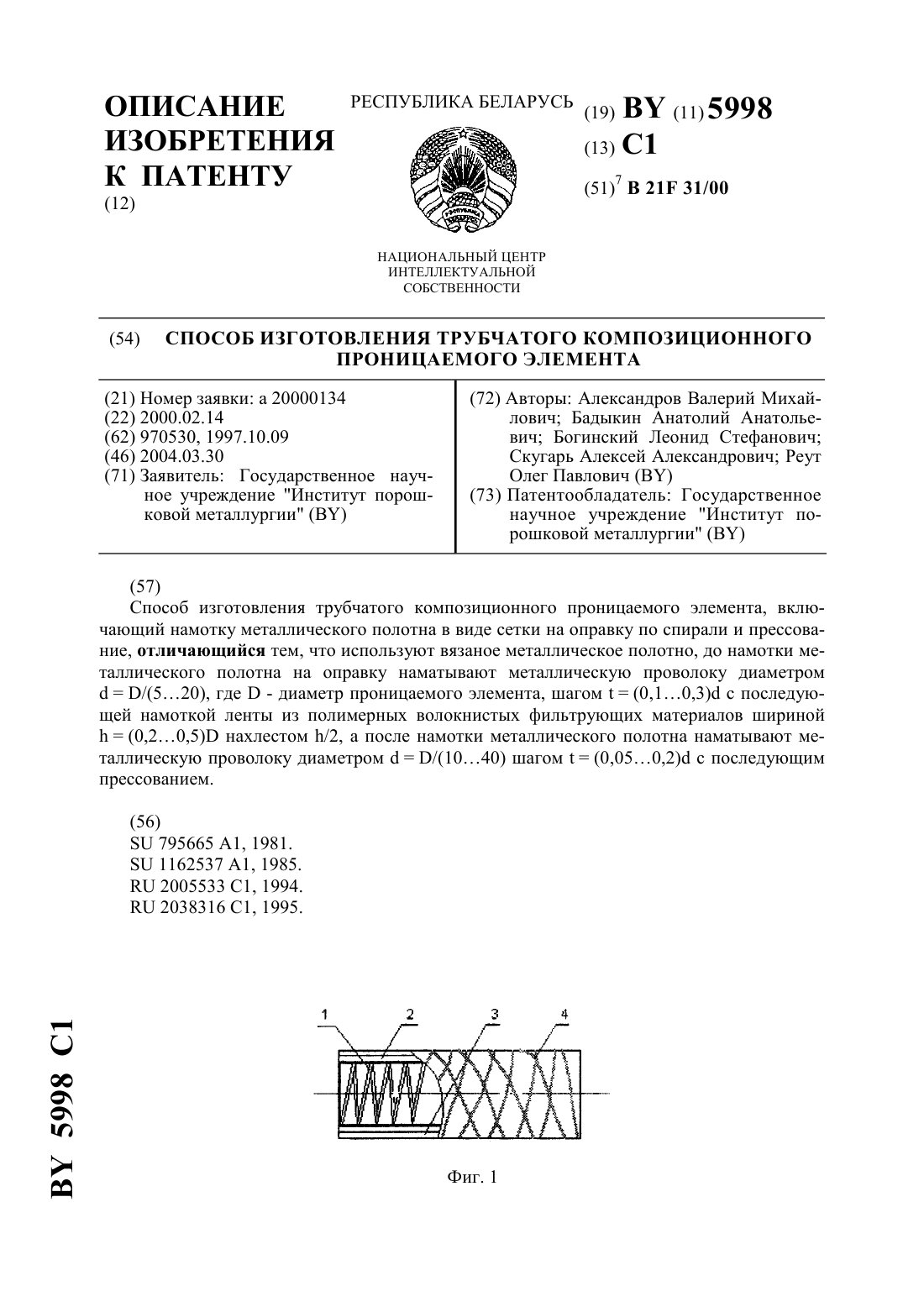
Номер патента: 5998
Опубликовано: 30.03.2004
Авторы: Богинский Леонид Стефанович, Скугарь Алексей Александрович, Александров Валерий Михайлович, Реут Олег Павлович, Бадыкин Анатолий Анатольевич
МПК: B21F 31/00
Метки: способ, композиционного, элемента, проницаемого, трубчатого, изготовления
Текст:
...(ТКПЭ), включающего намотку металлического полотна в виде сетки на оправку по спирали и прессование, используют вязаное металлическое полотно, до намотки металлического полотна на оправку наматывают металлическую проволоку диаметром/(520), где- диаметр проницаемого элемента, шагом(0,10,3) с последующей намоткой ленты из полимерных волокнистых фильтрующих материалов шириной(0,20,5) нахлестом /2, а после намотки металлического полотна...
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 8193
Опубликовано: 30.06.2006
Авторы: Шабалинский Андрей Александрович, Александров Валерий Михайлович, Шелег Валерий Константинович
МПК: B01D 39/12
Метки: элемента, композиционного, изготовления, проницаемого, трубчатого, способ
Текст:
...характеризуется высокой трудоемкостью, энергоемкостью. Кроме того, ТКПЭ имеет недостаточно высокие эксплуатационные характеристики. Задачей изобретения является улучшение эксплуатационных характеристик ТПКЭ, а именно повышение тонкости очистки, увеличение проницаемости в режиме промывки противотоком, а также упрощение технологии изготовления изделия. Поставленная задача достигается тем, что в способе изготовления трубчатого...
Способ управления перемещением удлиненного элемента
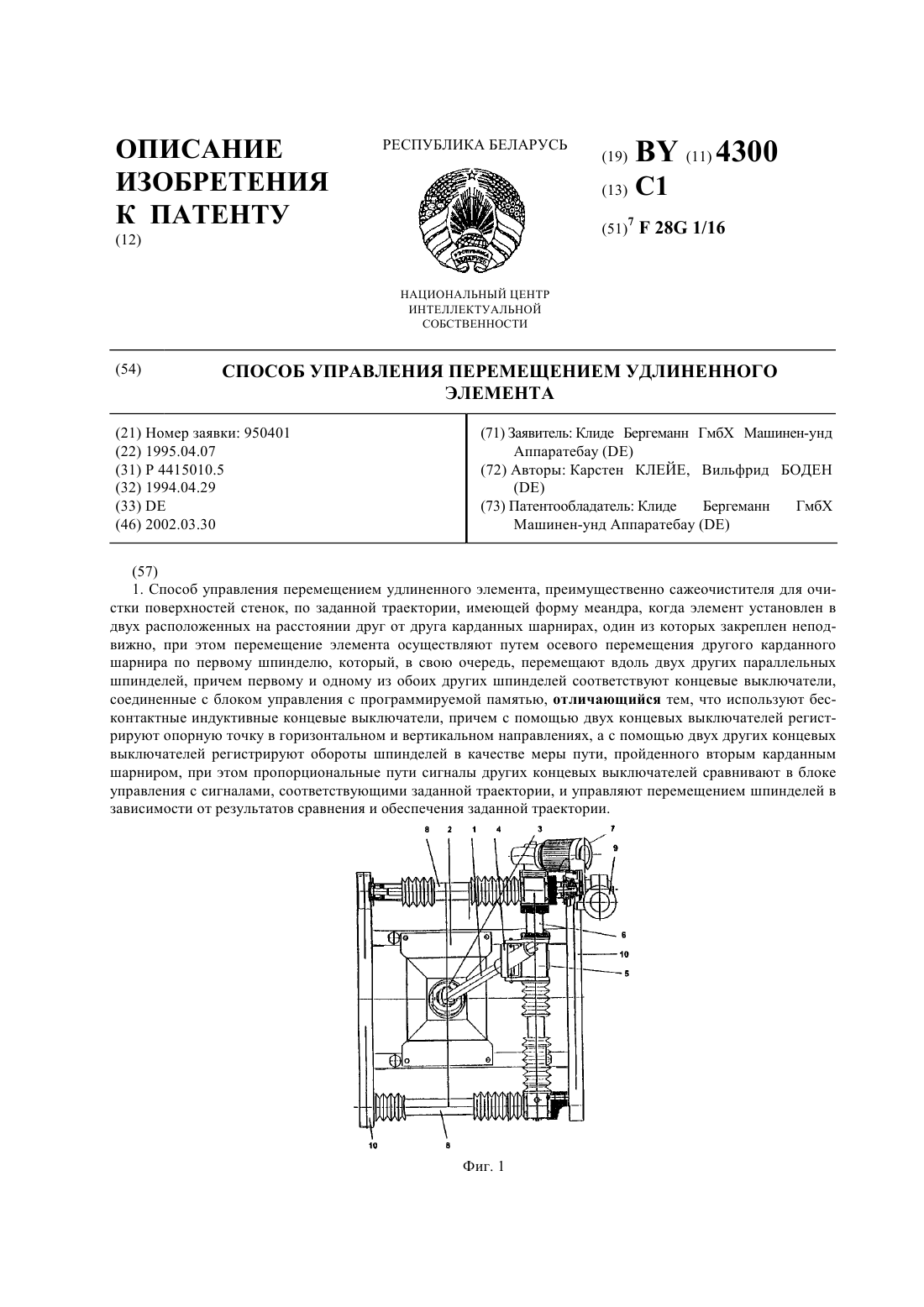
Номер патента: 4300
Опубликовано: 30.03.2002
Авторы: Вильфрид БОДЕН, Карстен КЛЕЙЕ
МПК: F28G 1/16
Метки: элемента, перемещением, способ, удлиненного, управления
Текст:
...траектории, и управляют перемещением шпинделей в зависимости от результатов сравнения и обеспечения заданной траектории. Предпочтительно шпиндели приводят во вращение посредством тормозных двигателей трехфазного тока с регулируемой частотой вращения, при этом частоту вращения тормозных двигателей трехфазного тока следует изменять по сигналам с блока управления. За счет подобного регулирования частоты вращения можно варьировать...
Предыдущий патент: Устройство и способ определения прочности на сдвиг минеральной ваты, используемой в средней части многослойной панели
Следующий патент: Шихта для получения шлифовального материала
Случайный патент: Способ физической реабилитации больного с метаболическим синдромом, не имеющего заболевания системы кровообращения