Барташевич Александр Александрович
Клеевая композиция для древесины (варианты)
Номер патента: 17706
Опубликовано: 30.12.2013
Авторы: Шетько Сергей Васильевич, Бедик Наталья Александровна, Новикова Зоя Анатольевна, Коробко Евгения Викторовна, Прокопчук Николай Романович, Игнатович Людмила Владимировна, Барташевич Александр Александрович, Гайдук Сергей Сергеевич
МПК: C09J 131/04
Метки: клеевая, варианты, древесины, композиция
Текст:
...соль карбоксиметилцеллюлозы 0,5-1,0 резорциноформальдегтдная смола 8,5-14,0 параформальдегид 1,3-2,0 бензолсульфокислота 2,7-4,0 древесная мука 3,0-5,0. Способ получения указанной композиции заключается в смешении компонентов в клеемешалке до достижения клеевой композицией однородной структуры. Недостатками данной композиции являются, во-первых, применение модифицирующей добавки в виде формальдегида, обладающего повышенным токсичным...
Устройство для уплотнения шпона
Номер патента: 9663
Опубликовано: 30.08.2007
Авторы: Пискунов Николай Алексеевич, Романовский Александр Михайлович, Мушовец Виктор Иосифович, Шутов Александр Леонидович, Барташевич Александр Александрович
МПК: B27M 1/00
Метки: уплотнения, шпона, устройство
Текст:
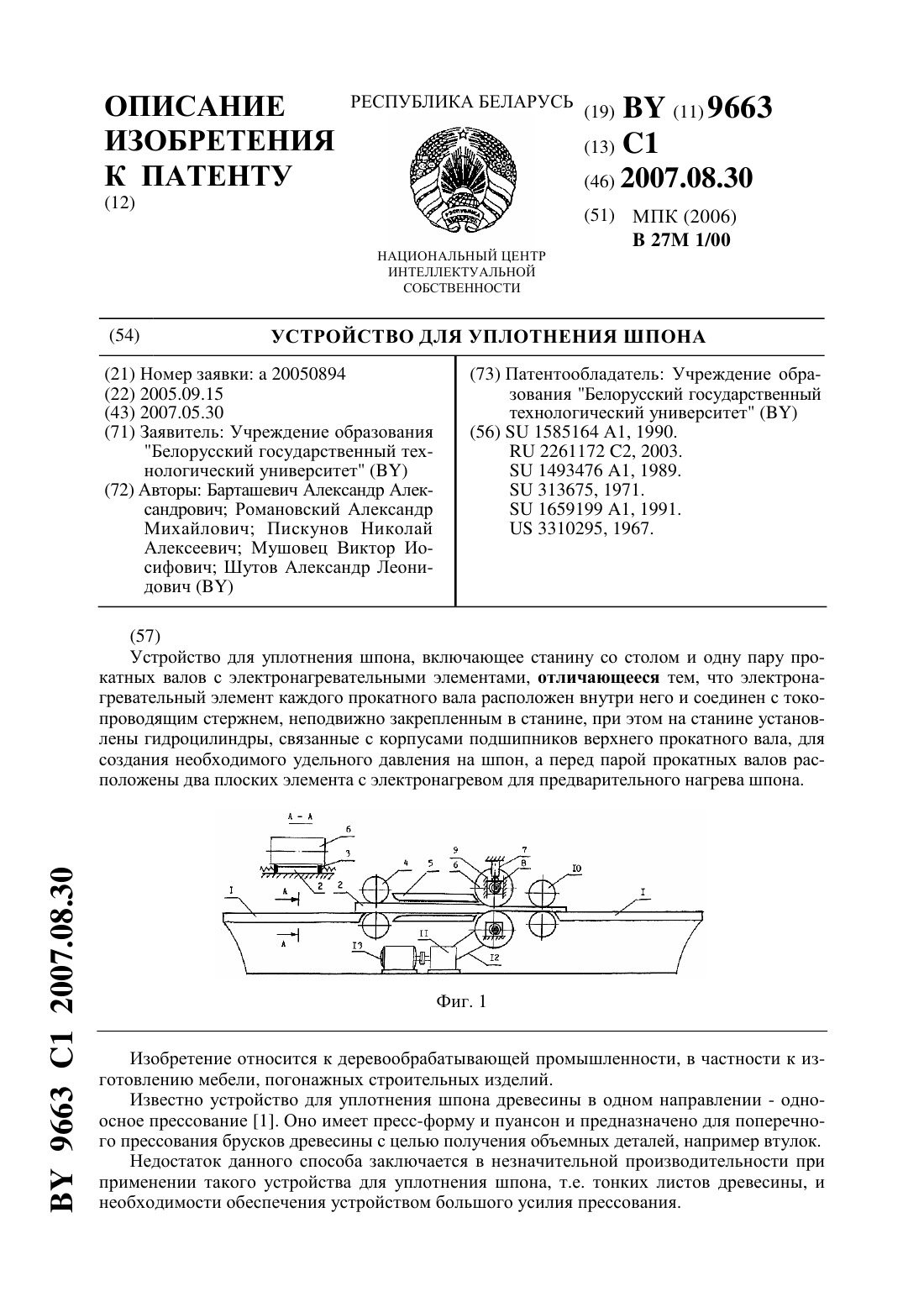
...а перед парой прокатных валов расположены два плоских элемента с электронагревом для предварительного нагрева шпона. Отличительные признаки в литературе не описаны. Они позволяют решить задачу уплотнения шпона до высокой степени в результате использования предварительного нагрева шпона и большого усилия прессующих валов, создаваемого гидроцилиндрами. Изобретение поясняется чертежами. На фиг. 1 изображена принципиальная схема устройства для...
Способ облицовывания профильного элемента шпоном
Номер патента: 9662
Опубликовано: 30.08.2007
Авторы: Пискунов Николай Алексеевич, Романовский Александр Михайлович, Барташевич Александр Александрович
МПК: B27D 5/00
Метки: способ, облицовывания, шпоном, профильного, элемента
Текст:
...очистки при наличии на поверхности загрязнений и уплотнения методом горячего прессования до шероховатости поверхности, удовлетворяющей требованиям к готовому изделию, и до необходимого предела изгибаемости, а приклеивание осуществляют наложением подготовленного шпона на поверхность профильного элемента с нанесенным на нее клеем, нагретым до 170-210 С, и последующим прикатыванием роликами,температура которых равна температуре окружающей...