Способ изготовления рельефных форм
Номер патента: 7370
Опубликовано: 30.09.2005
Авторы: Дубинский Николай Анатольевич, Жемчужный Михаил Игоревич, Жидкевич Владимир Иванович
Текст
(51)25 1/10 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНЫХ ФОРМ(71) Заявитель Учреждение образования Витебский государственный университет им. П.М. Машерова(72) Авторы Дубинский Николай Анатольевич Жемчужный Михаил Игоревич Жидкевич Владимир Иванович(73) Патентообладатель Учреждение образования Витебский государственный университет им. П.М. Машерова(57) Способ изготовления рельефных форм, преимущественно матриц пресс-форм, включающий нанесение на рельефную поверхность основы электропроводного слоя, гальваническое осаждение на него слоя металла, утолщение металлического слоя методом гальванопластики с наращиванием слоя металла с включением дисперсных частиц, с последующим отделением осажденного металлического слоя от основы и удаление первоначально осажденного слоя металла, отличающийся тем, что утолщение металлического слоя осуществляют путем наращивания слоя с заранее заданным распределением частиц дисперсной фазы в объеме покрытия. Изобретение относится к гальванопластике, в частности к способам изготовления рельефных форм, предназначенных для получения изделий различного назначения. Известен способ изготовления прецизионной формы методом гальванопластики, согласно которому на поверхности матрицы формируют электропроводный слой, далее электрохимическим способом на него осаждают слой из никеля или кобальта, а затем с помощью гальванопластики утолщают его слоем никелевого сплава и снабжают подложкой, после чего удаляют матрицу, а слой покрытия из никеля или кобальта погружают в водный раствор азотной кислоты и удаляют, получая требуемую форму 1. Данный способ обеспечивает удовлетворительное качество изделий, но в то же время не гарантирует требуемых механических свойств оболочек. Наиболее близким по технической сущности к изобретению является способ изготовления рельефных форм, согласно которому на поверхности матрицы формируют электропроводный слой, далее электрохимическим способом на него осаждают слой металла,утолщают слой методом гальванопластики в два этапа на первом - наращивают слой металла с включением дисперсных частиц, а на втором - без включения дисперсных частиц,отделяют полученную форму от основы и удаляют первоначально наращенный слой 2. Этот способ обеспечивает высокую точность и стабильность формы, а также ее хорошую стойкость к нагреву и износу. 7370 1 2005.09.30 Существенными недостатком способа является то, что, в силу особенностей приемов осуществления, например происходит формирование оболочки в два этапа, причем на втором этапе наносят слой металла методом гальванопластики без включений частиц дисперсной фазы, процесс характеризуется достаточно высокими затратами времени на осаждение покрытия полученное покрытие имеет одинаковые свойства в различных точках,что не позволяет, например задавать различную величину теплоотвода от разных точек поверхности отливки. Технической задачей, на решение которой направлено изобретение, является создание способа изготовления рельефных форм, позволяющего улучшить показатели физикомеханических характеристик оформляющих оболочек и снизить затраты времени на изготовление форм. Указанная техническая задача решается за счет того, что в способе изготовления рельефных форм, включающем нанесение на рельефную поверхность основы электропроводного слоя, гальваническое осаждение на него слоя металла, утолщение металлического слоя методом гальванопластики с наращиванием слоя металла с включением дисперсных частиц, с последующим отделением осажденного металлического слоя от основы и удаление первоначально нарощенного слоя металла, согласно изобретению, утолщение металлического слоя осуществляют путем наращивания слоя с заранее заданным распределением частиц дисперсной фазы в объеме покрытия. В данном случае улучшение показателей механических характеристик и снижение затрат времени на изготовление форм обеспечивается введением в гальванический осадок дисперсных частиц порошка с заранее заданным распределением в объеме покрытия. Способ осуществляют следующим образом. На поверхность основы наносят электропроводный слой и гальванически осаждают на него слой металла, который затем утолщают методом гальванопластики путем наращивания слоя с заранее заданным распределением частиц дисперсной фазы в объеме покрытия с последующим отделением осажденного металлического слоя и удаления первоначально нарощенного слоя посредством растворения в водном растворе азотной кислоты. Осуществление способа иллюстрируется ниже приведенными примерами. Пример 1. Изготовление рельефной формы (матрицы пресс-формы) для литья под давлением изделий - по способу прототипу. Размеры оформляющей полости в оболочке диаметр - 20 мм,глубина - 2 мм. Для изготовления указанной формы изготавливают основу, которая представляет собой пуговицу в натуральную величину из пластика. На основу из пластика наносят электропроводный слой сульфида меди. Нанесение сульфида меди включает в себя следующие операции сорбцию поверхности модели в водном растворе, состоящем из сернокислой меди 10-100 г/л, сернокислого цинка 50-100 г/л, 25 -ного водного аммиака 200 мл/л гидролиз модели в холодной воде и сульфидирование в водном растворе сернистого натрия концентрацией 10-50 г/л. Подготовленные модели помещают в гальваническую установку, где осаждают слой гальванического железа толщиной 2,005 мм в три этапа на первом этапе осаждают слой металла толщиной 5 мкм (лопастная мешалка в ванне отключена) (к 0,5 А/дм 2), на втором (лопастная мешалка в ванне вращается со скоростью 3-7 с-1)-1 мм (к 15 А/дм 2), на третьем (лопастная мешалка в ванне отключена) - 1 мм (к 15 А/дм 2). Электрохимическое осаждение проводили из хлористого электролита следующего состава, г/л хлористое железо 2 200-300 хлористый натрий 90-100 соляная кислота 2-3, оксид алюминия 100 г/л и при следующих параметрах процесса электролиза кислотность электролита,рН 0, температура электролита 50 , выход по току,90 . После наращивания требуемой толщины металла модель с гальванопластическим осадком извлекают из установки, обрабатывают осадок относительно базовой поверхности на металлорежущем оборудовании и извлекают модель на ручном винтовом прессе. Затем первоначально осажденный слой железа растворяют в 50 -ной азотной кислоте. 2 7370 1 2005.09.30 Технология изготовления пресс-форм не позволяет получать пресс-формы с заданной скоростью отвода тепла от поверхности отливки. В результате из 100 полученных пуговиц на этой пресс-форме 15 оказались бракованными. Затраты времени на изготовление одной оформляющей вставки пресс-формы составляют 39 нормо-часов. Пример 2. Изготовление рельефной формы (матрицы пресс-формы) для литья под давлением изделий Пуговица из фенопласта - по предлагаемому способу. На основу из пластика наносят слой сульфида меди, на который первоначально осаждают (к 0,5 А/дм 2) тонкий слой железа. Далее первоначально нарощенный слой утолщают методом гальванопластики путем осаждения (к 15 А/дм 2) композиционного материала на основе железа с требуемым, заранее рассчитанным, распределением частиц и пористости в объеме покрытия для равномерного отвода тепла от поверхности пресс-формы и уменьшения внутренних напряжений в отливке. Пористость покрытия вычисляют по методике, приведенной в работе 3. Регулирование распределения частиц в объеме осуществляют путем изменения температуры электролита и плотности тока. После наращивания требуемой толщины металла модель с гальванопластическим осадком извлекают из установки, обрабатывают осадок относительно базовой поверхности на металлорежущем оборудовании и извлекают модель на ручном винтовом прессе. Затем первоначально осажденный слой железа растворяют в 50 -ной азотной кислоте. Технология изготовления пресс-форм позволяет получать пресс-формы с заранее заданной скоростью отвода тепла от поверхности отливки и, как следствие, получать большее количество годных отливок сложной формы с тонкостенными элементами за счет снижения в них внутренних напряжений. В результате из 100 полученных пуговиц на этой пресс-форме только 1 оказалась бракованной. Затраты времени на изготовление одной оформляющей вставки пресс-формы составляют 38 нормо-часов. Предел прочности на разрыв композиционного материала на основе железа достигает до 75 МПа. Состав электролита для осаждения композиционного покрытия (г/л) хлористое железо 2 200-300 хлористый натрий 90-100 соляная кислота 2-3, оксид алюминия - 100 г/л параметры процесса электролиза кислотность электролита, рН 0, температура электролита 50 , выход по току,90 . Оптимальность приемов способа для достижения технического результата и промышленного его воспроизводства подтверждаются экспериментальной проверкой и полученным техническим результатом, заключающимся в возможности изготовления пресс-форм,в которых заранее определена скорость отвода тепла от поверхности отливки, и за счет этого получать большее количество годных отливок сложной формы с тонкостенными элементами в результате снижения в полимерных изделиях внутренних напряжений, а также улучшении показателей механических характеристик в снижении затрат времени на изготовление форм. Источники информации 1.6-158381, МПК 25 1/00, 1995. 2.а 19980469, МПК С 25 1/10, 1999 (прототип). 3. Дубинский Н.А. Теоретическое определение некоторых характеристик композиционных электрохимических материалов//Материалы, технологии, инструменты. - 1999.4. - С. 27-30. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C25D 1/10
Метки: рельефных, изготовления, форм, способ
Код ссылки
<a href="https://by.patents.su/3-7370-sposob-izgotovleniya-relefnyh-form.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления рельефных форм</a>
Способ изготовления рельефных форм
Номер патента: 4363
Опубликовано: 30.03.2002
Авторы: Дубинский Николай Анатольевич, Клименков Степан Степанович
МПК: C25D 1/10
Метки: изготовления, рельефных, форм, способ
Текст:
...методом гальванического покрытия, который затем утолщают с помощью гальванопластики с последующим отделением осажденного металлического слоя и удаления первоначально нарощенного слоя, посредством растворения в водном растворе азотной кислоты. Осуществление способа иллюстрируется нижеприведенными примерами. Пример 1. Изготовление рельефной формы (матрицы пресс-формы) для литья под давлением изделий Подошва обуви из полиуретана - по...
Способ изготовления рельефных форм
Номер патента: 3326
Опубликовано: 30.06.2000
Авторы: Дубинский Николай Анатольевич, Клименков Степан Степанович
МПК: C25D 1/10
Метки: форм, способ, рельефных, изготовления
Текст:
...слоем и осаждение на электропроводный слой слоя металла методом гальванопластики с последующим отделением осажденного металлического слоя вместе с проме 3326 1 жуточным слоем от основы и металлического слоя от промежуточного, промежуточный слой на оснастке формируют из латекса. Способ осуществляют следующим образом. На узорчатую поверхность основы, имеющую микрорельеф, наносят промежуточный отделяемый слой из латекса. Слой латекса...
Устройство для изготовления литейных форм
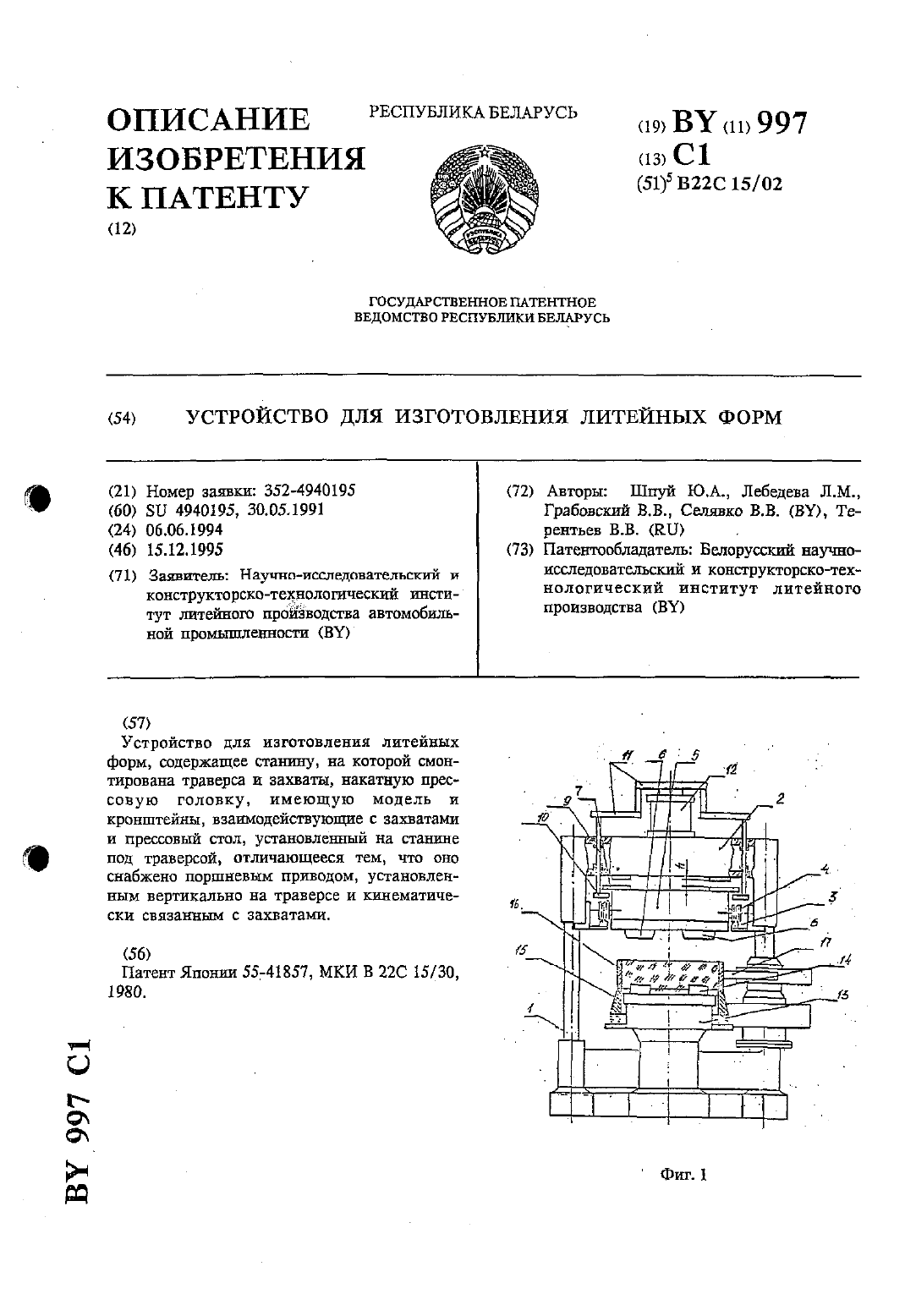
Номер патента: 997
Опубликовано: 15.12.1995
Авторы: Терентьев Вячеслав Владимирович, Лебедева Лариса Максимовна, Грабовский Виктор Викторович, Селявко Владимир Васильевич, Шпуй Юрий Александрович
МПК: B22C 15/02
Метки: изготовления, устройство, литейных, форм
Текст:
...при поджпме к станц не и опускании от нее центрируется по шторам, причем указанная сист тема не предотвращает от взаимного смещения прессовой траверсы о моделью а форм в опеке, ведущего к подрыву формы, и, следовательно и к браку отливок.Задачей, на решение которой направлено данное изобретение. является предотвращение взаимного смещения прессовой траверсы с моделью И формой в опеке. ведущее к подрыву формы н нарушению еегеометрии....
Аппарат для изготовления печатных форм
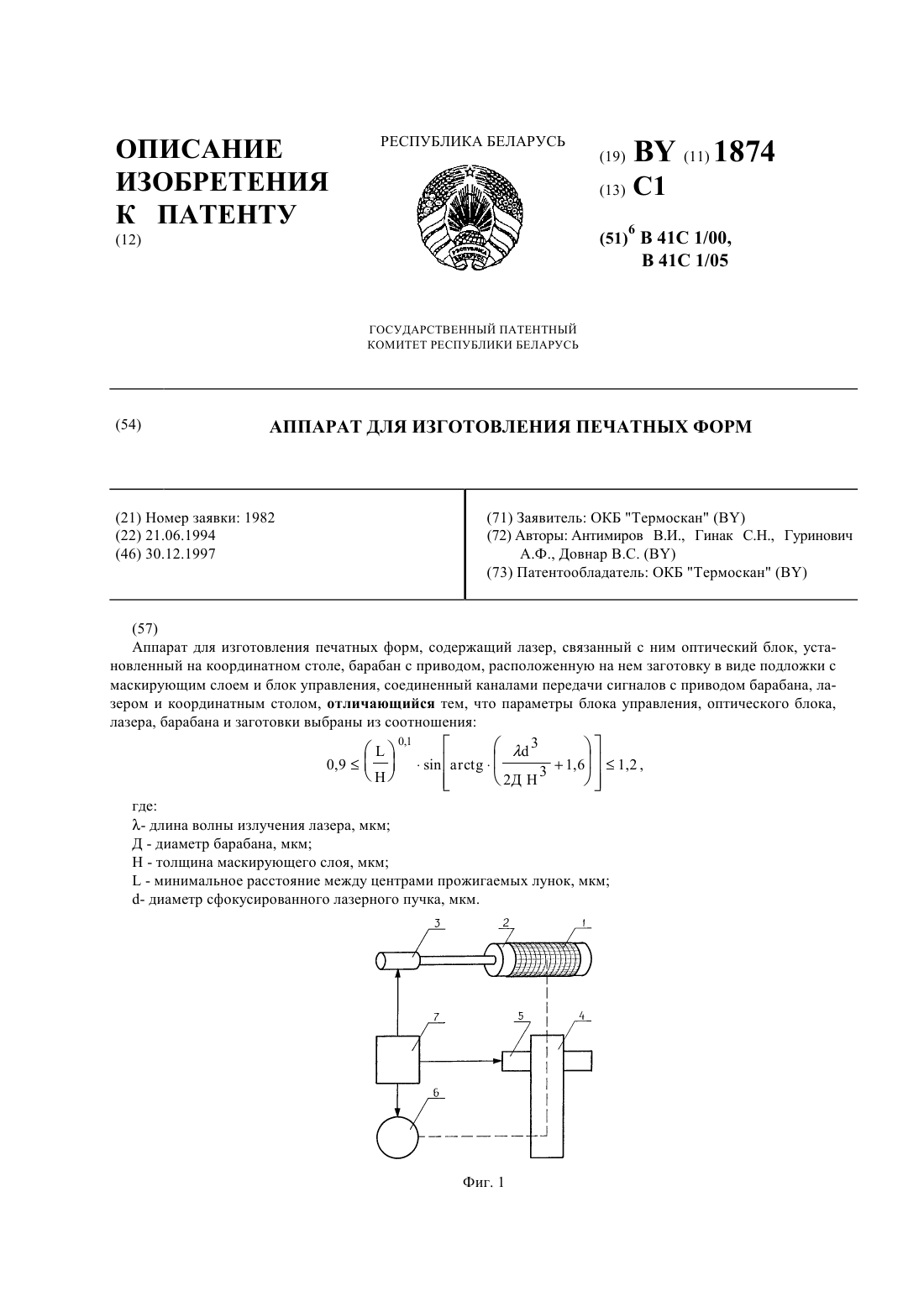
Номер патента: 1874
Опубликовано: 30.12.1997
Авторы: Антимиров Владимир Ильич, Гуринович Анатолий Флорианович, Довнар Владимир Станиславович, Гинак Сергей Николаевич
Метки: аппарат, форм, печатных, изготовления
Текст:
...признаки, тождественные отличительным признакам заявляемого объекта, что позволяет квалифицировать предложенное решение соответствующим критерию охраноспособности существенные отличия. Сущность изобретения поясняется рисунками Фиг.1 и Фиг.2. На Фиг.1 изображена схема аппарата для изготовления печатных форм 1 - заготовка, 2 - барабан, 3 - привод барабана, 4 - оптический блок, 5 - координатный стол, 6 - лазер, 7 - блок управления. На...
Устройство для изготовления литейных форм
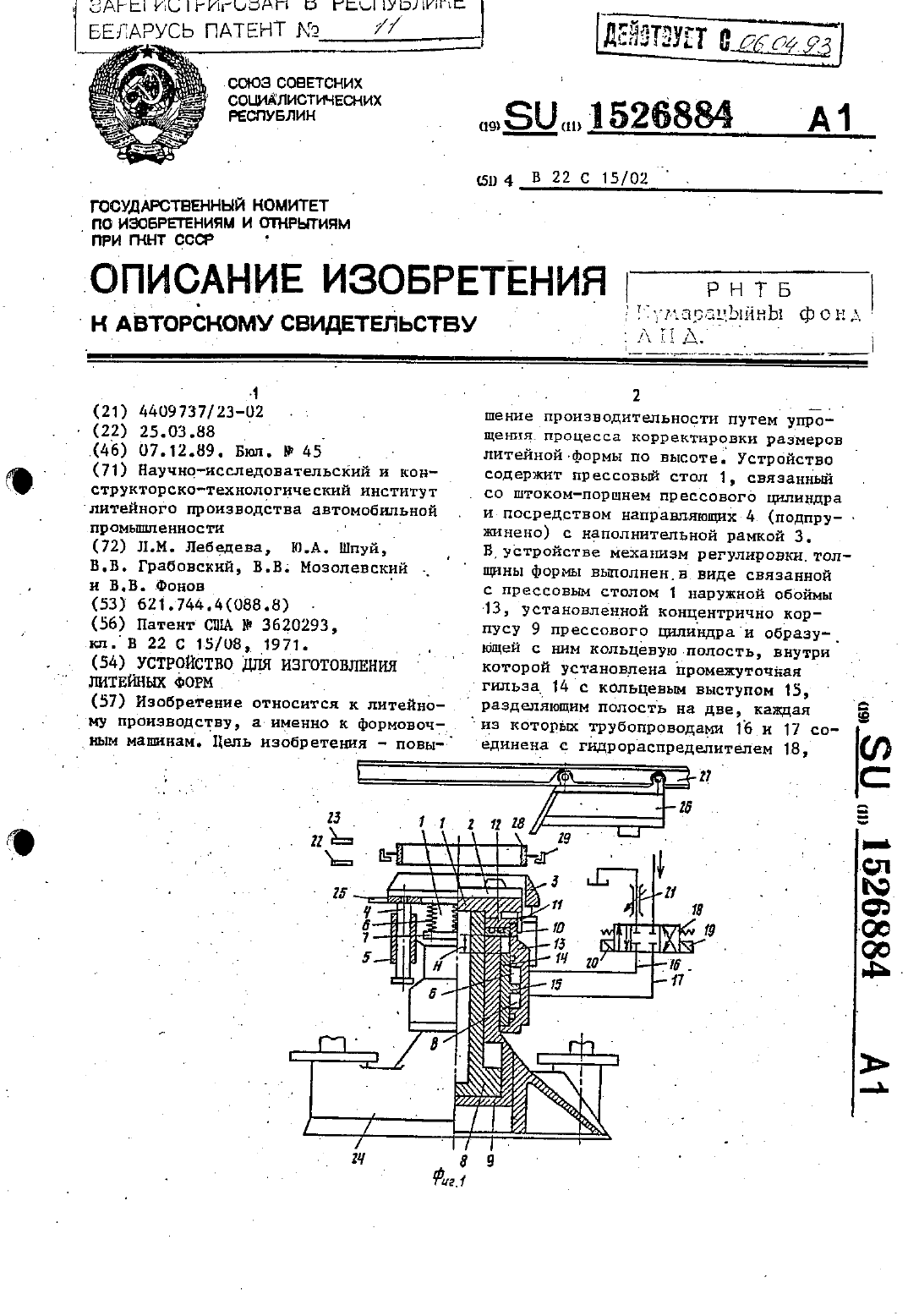
Номер патента: 11
Опубликовано: 30.05.1994
Авторы: Шпуй Ю. А., Лебедева Л. М., Фонов В. В., Мозолевский В. В., Грабовский В. В.
МПК: B22C 15/02
Метки: литейных, форм, изготовления, устройство
Текст:
...сжимая пружины 6. После снятия уплотняющего усилия - сброса давления из полости Д - прессовый стол 1 под действием давления, подаваемого в полость Г, начинает медленное двгокение вниз, а наполнительная рамка 3 подвоздействием разжимаюЩе го усилил пружин 6 поджимает какоето время-опоку 28 к модельной плите накатнойлрессовой головки 26, осуществляя протяжку модельной плиты 2 с моделями. При дальнейшем перемещении вниз прессового стола 1 с...
Предыдущий патент: Комплексная обучающая система для авиационных специалистов
Следующий патент: Способ возделывания растений
Случайный патент: Способ изготовления рельефных форм