Линия для формования подошв на голенища обуви
Текст
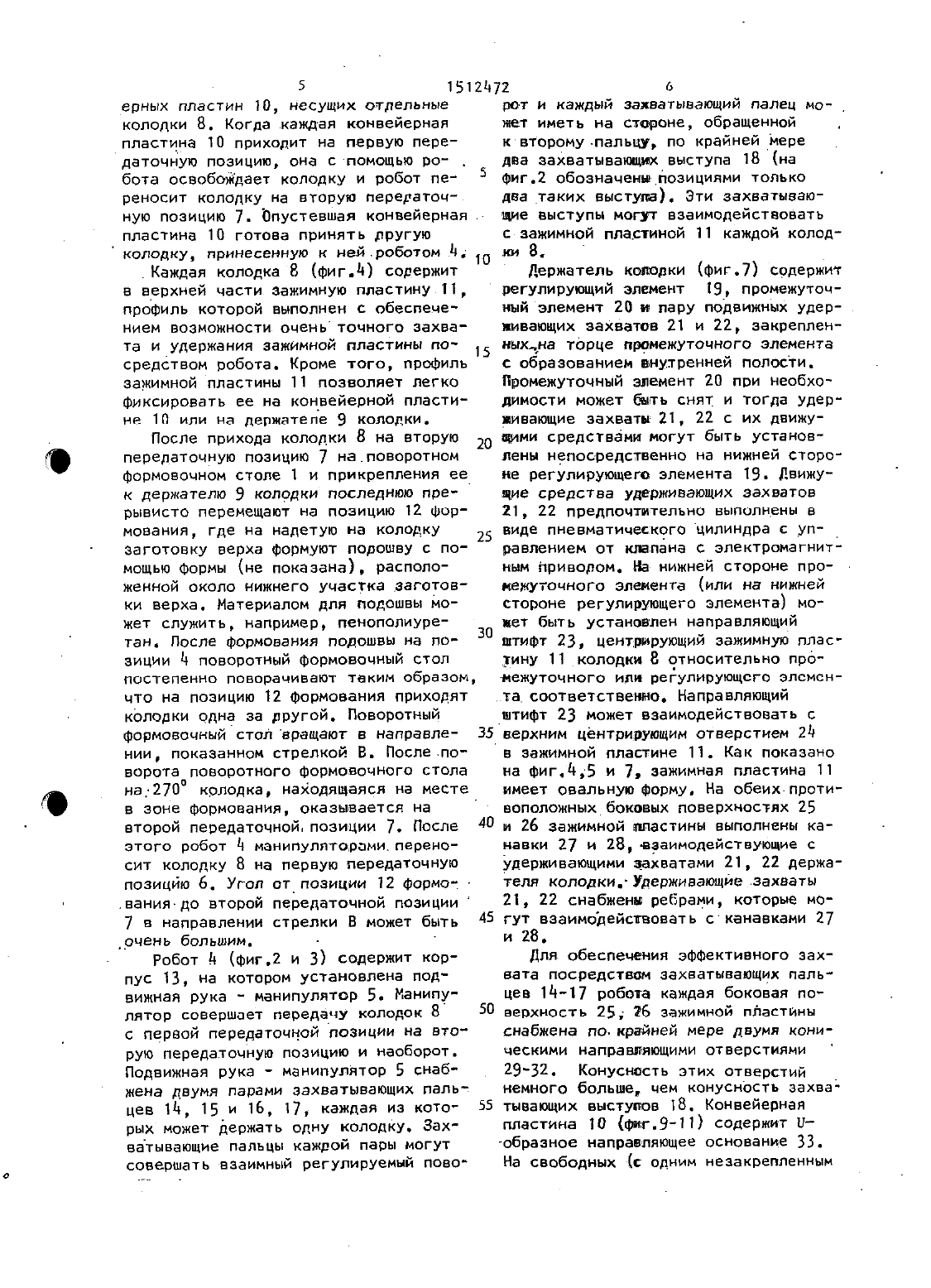
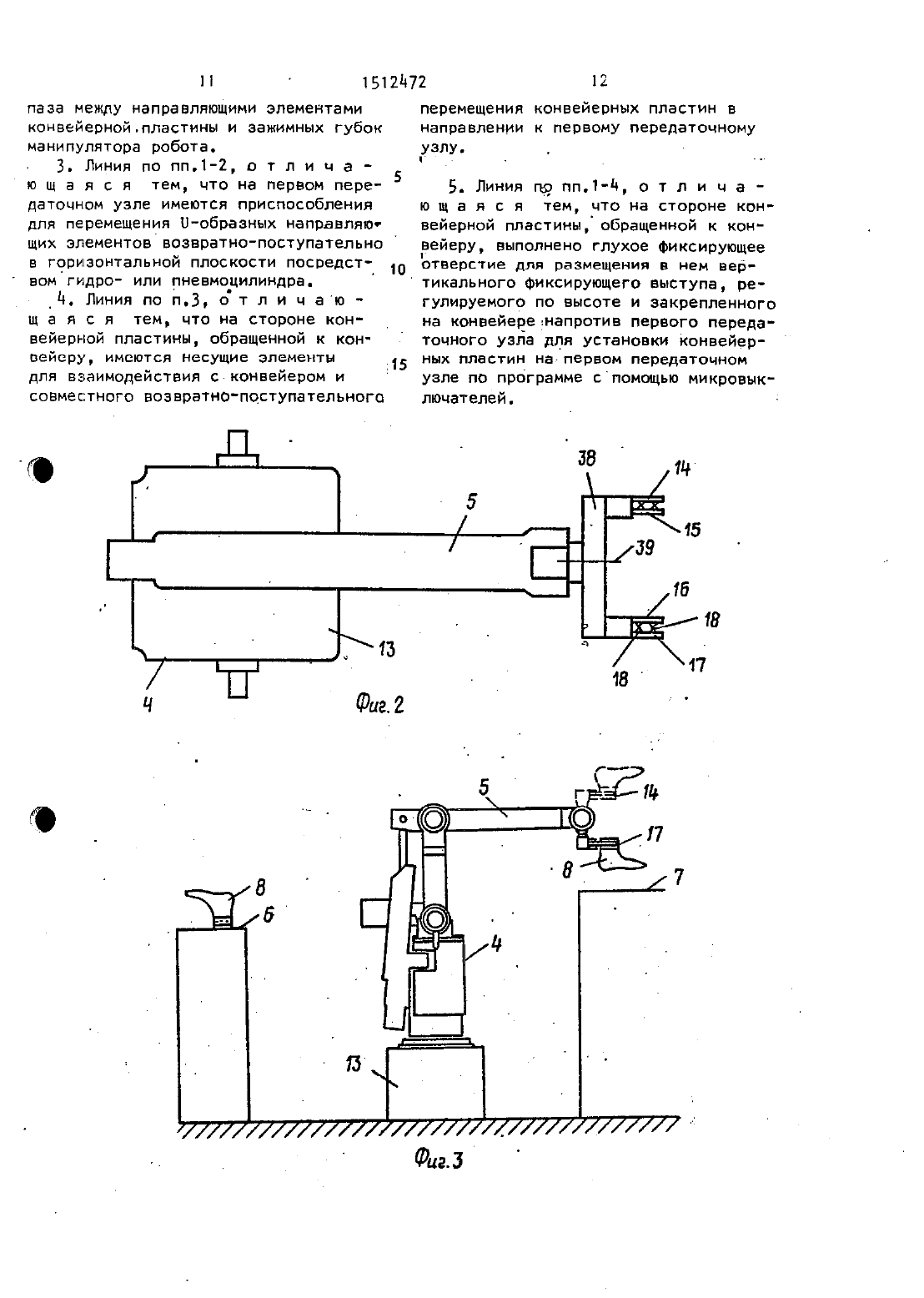
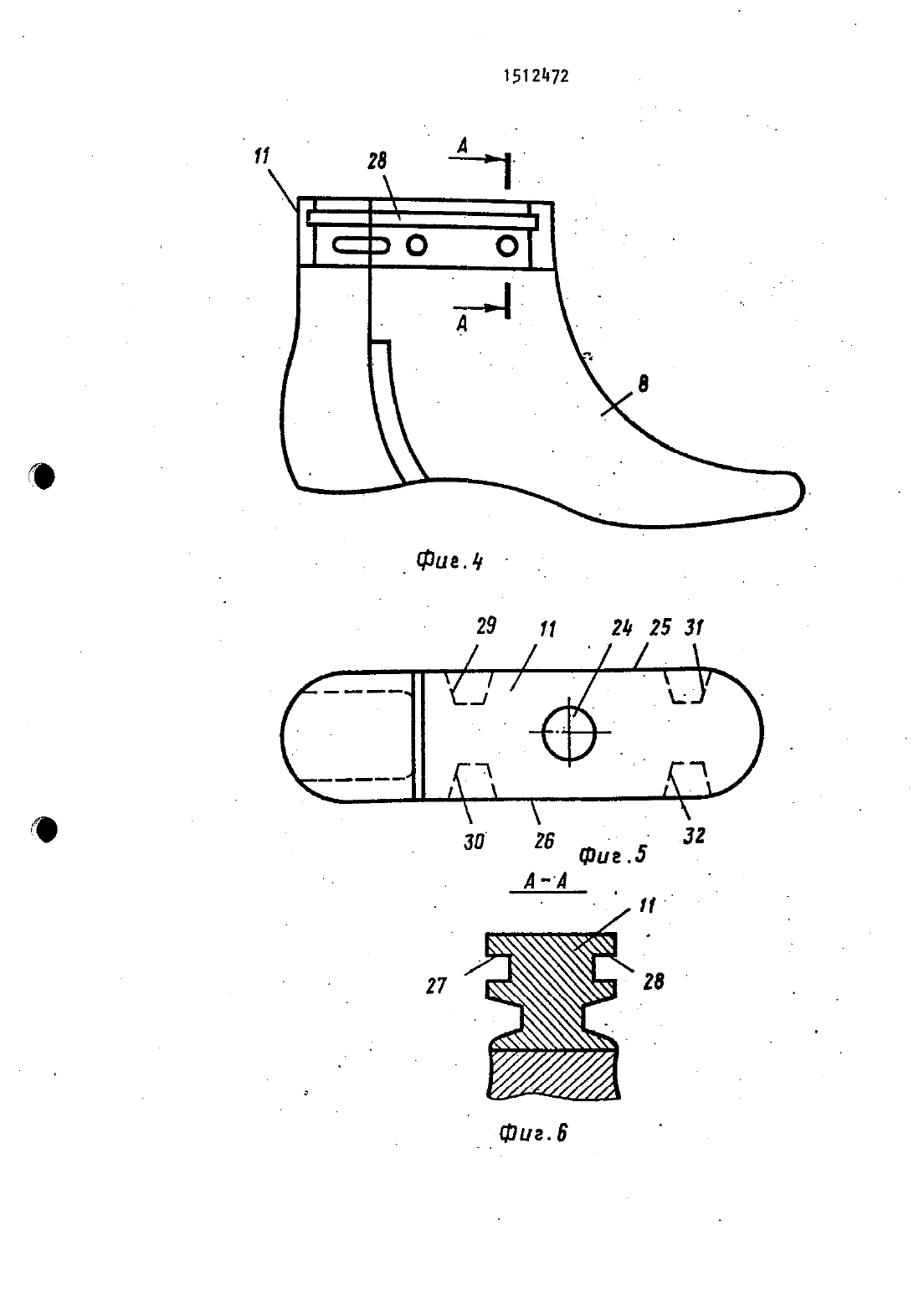
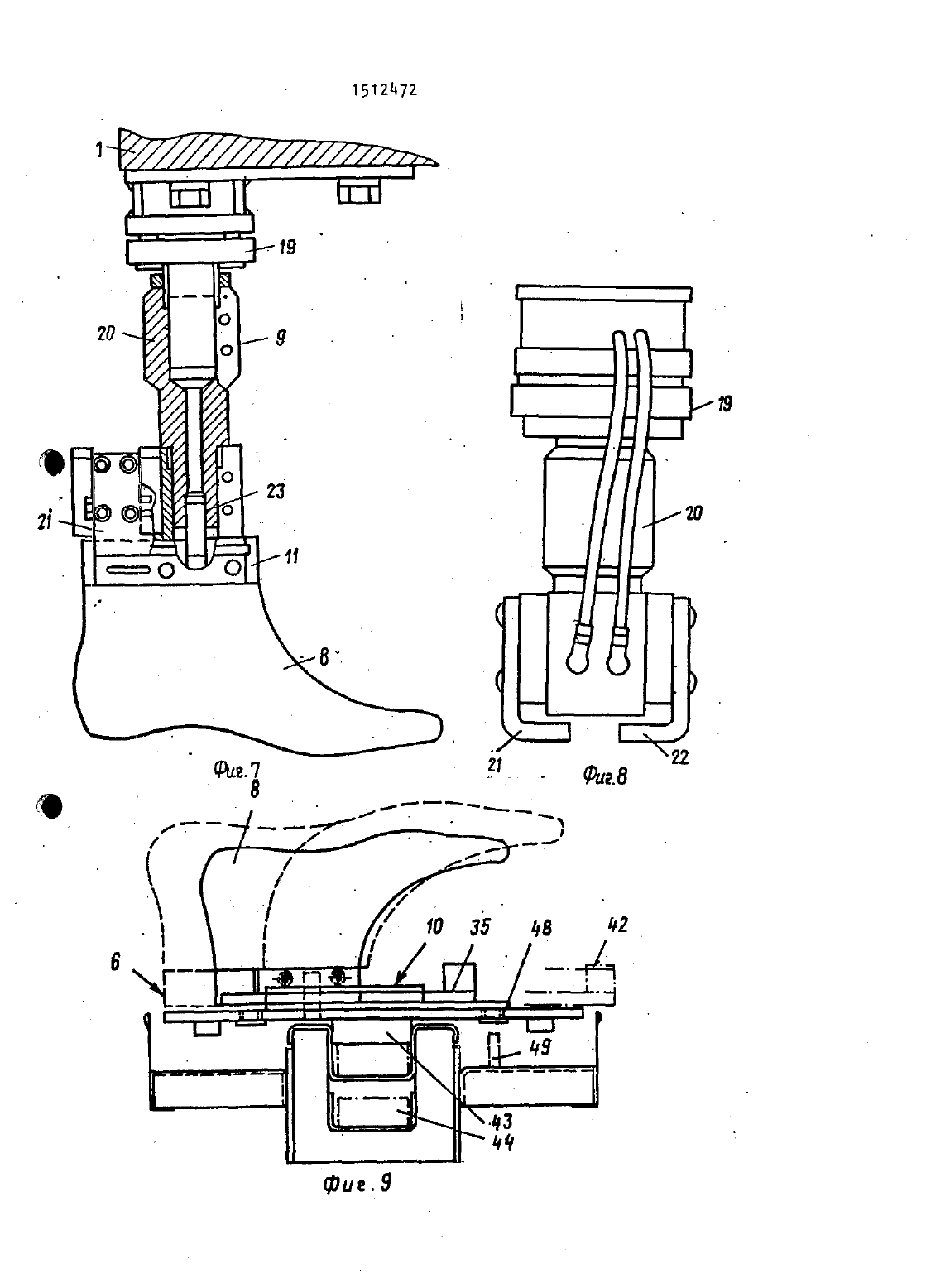
воротном формовоцном столе 1. На бесконечном конвейере 3 размещены с возможностью перемещения конвейерные пластины 10, несущие капрал колодку и средство для ее фиксащми. Держатель колодки состоит из закрепленных между собой регулирующего эленентапромежуточного элемента и подвижных удер живающих захватов. Подвижные удерживающие захваты закреплены на торце промежуточного элемента с образованием внутренней полости с воаможностью перемещения его. В полости захватовукреплен направляющий штифт для цент-15рирования колодки относительно промежуточного элемента. В зажимной пластине колодки с двух противоположных боковых поверхностей выполнена выемка. для размещения в нейгубок двух подювижных удерживающих захватов. На по 20ВЕПХНОСТИ ЗЭНСИМНОЙ ПЛЭСТИНЫ ВбТПОЛ-ЧЕНЫ.отверстия на каждой противоположной Т 0 рЦ 0 вой стороне площадки. Каждая из конвейерных пластин содержитП-образное направляющее основание и направляющие элементы П-образного профиля. Направляющие элементы установлены в стенках В-образного направляюшегоБснования на расстоянии один от другог.,го, большем толщины зажимной пластины каждой колодки. На первом передаточ Бном узле имеются приспособления дляперемещения П-образных направляющих элементов возврдтно-поступательнов ГОПИЗОНТЭЛЬНОЙ ПЛОСКОСТЬ ПОСВЕДСТБОМ ГИДрО ИЛИ ПНЕЕМОЦИЛИНДРЗ. На СТОРОНЕ конвейерной пластины, обращенной к конвейеру, имеются элементы для взаимодействия с конвейером и выполнено глухое фиксирующее отверстие для размещения в нем вертикального фиксирую ЩЕГО ЙВЫСТУПЭ, ПЕГУПИПУЕМОГО ПО БЫСОТГИзобретение относитсш к обувной промышленности, а именно к линиям для формования подошв Не затянутую заготовку верха обуви.Цель изобретения - повышение производительностиза счет значительного уменьшения такта поворотного формовочного стола.На фиг. изображена схема размещения предложенной линии на фиг.2ддвумя парами захватывающих пальцев,вид сверху на фиГ.3 - то же, вид сбоку-на фиг.д - колодванесущая на своей площадке аажикшую пластину,вид сбоку на фиг.5 - аажимная пластина, изображенная на емг.д вид сверху на фиг.6 - сечение А-А на фиа-д на Фиг.7 - держатель колодки,удерживающие губки которого охватывают аажимную пластину колодки, вид сбоку (узел крепления, раврез)на.40 манипулятором 5. На бесконечном кон 45фиг.8 - то же вид сзади На ФЙГЫЭ 50первая передаточная поаиция,конвейер и расположенная на нем конвейерная.ный разрез на фиг.10 - часть первойпередаточной позиции но Фиг.9 (пока- 55аана только одна конвейерная пласти на,зиция имеет две соседние конвейерные пластины) на фиг.11 - вид Б наа каждая первая передаточная по фиг.10 (видна также и часть конвейера) на фиг.12 - схема размещения робота между первой и второй передаточЛиния для формования подошв на голенища обуви содержит поворотный формовочный стол 1 с местами 2 для размещения колодок с фиксаторами,установленных на бесконечном конвейере 3, расположенном рядом со столом,имеющем средства для фиксации и расфиксации нанем колодок и робот д свейере предусмотрена первая передаточная позиция 6, а на формовочномповоротном столе - вторая передаточная позиция 7. Между этими позициями размещен робот Д, передающие колодки 8, снабженные заготовками верха первой передаточной позиции на вторуюНад местами 2 для размещения колодок установлен держатель 9 колодки являющийся составной частью поворотного формовочного стола. На второй9 колодок могут принимать и удерживать отдельные колодки 8, а, пройдя 360 при повороте поворотного формовочного стола, - освобождать их. Бес конечный конвейер выполнен с возможностью перемещения множества конвей Оерных пластин 10, несущих отдельные колодки 8. Когда каждая конвейерная пластина 10 приходит на первую передаточную позицию, она с помощью робота освобождает колодку и робот переносит колодку на вторую перераточ.Каждая колодка В (фиг.д) содержит в верхней части зажимную пластину 11,профиль которой выполнен с обеспечением возможности очень точного захвата И удержания зажимной пластины посредством робота. Кроме того, профиль зажимной пластины 11 позволяет легко фиксировать ее на конвейерной пластине 10 или на держателе 9 колодки.После прихода колодки 8 на вторую передаточную позицию 7 на поворотномк держателю 9 колодки последнюю прерывисто перемещают на позицию 12 Формования, где на надетую на колодку заготовку верха Формуют подошву с помощью Формы (не показана). расположенной около нижнего участка заготовки верха. Материалом для подошвы может служить, например, пенополиуретан. После формования подошвы на позиции Ч поворотный формовочный столпостепенно поворачивают таким образом, что на позицию 12 формования приходят колодки одна за другой. Поворотныйнии, показанном стрелкой В. После поворота поворотного формовочного стола на 270 колодка, находящаяся на месте в зоне формования, оказывается на второй передаточной.позиции 7. После этого робот Ч манипуляторами переносит колодку 8 на первую передаточнуюпозицию 6. Угол отпозиции 12 формо-1 вания до второй передаточной позиции7 в направлении стрелки В может быть очень большим. - Робот д (Фиг.2 и 3) содержит корпус 13, на котором установлена подвижная рука - манипулятор 5. Манипулятор совершает передачу колодок 8 с первой передаточной позиции На ЭТО РУЮ передаточную позицию И Н 050 Р 0 ТПодвижная рука манипулятор 5 снабжена двумя парами захватывающих пальцев 1 д, 15 и 16, 17, каждая из которых может держать одну колодку. Захватывающие пальцы каждой пары могут совершать взаимный регулируемый пово 10рот и каждый захватывающий палец мо жет иметь на стороне, обращеннойдва захватывающих выступа 18 (на Фиг.2 обозначены позициями толькодва таких выступа). Эти захватывающие выступы могут взаимодействоватьс зажимной пластиной 11 каждой колодки 3. держатель колодки (фил) содержит регулирующий элемент 19, промежуточный элемент 20 И пару подвижных удериивающих захватов 21 и 22, закрепленныхдна торце промежуточного элемента с образованием внутренней полости. Промежуточный элемент 20 при необходимости может быть снят и тогда удерживающие захваты 21, 22 с их движущими средствами могут быть установпены непосредственно на нижней стороне регулирующего элемента 19. движущие средства удерживающих захватов 21, 22 предпочтительно выполнены в виде пневматического Цилиндра с управлением от клапана с электромагнитным приводом. На нижней стороне промежуточного элемента (или на нижней стороне регулирующего элемента) может быть установлен направляющий штифт 23, центрирующий зажимную пластину 11 колодки 8 относительно про межуточного или регулирующего элемен.тасоответственно. Направляющийштифт 23 может взаимодействовать с верхним центрирующим отверстием 2 д в зажимной пластине 11. Как показано на фиг.д 5 и 7, зажимная пластина 11 имеет овальную Форму. На обеих-противоположных боковых поверхностях 25 и 26 зажимной пластины выполнены канавки 27 и 28, взаимодействующие с удерживающими захватами 21, 22 держателя колодки.-Удерживающйе.захваты 21, 22 снабжены ребрами, которые могут взаимодействовать с канавками 27 и 28.для обеспечения эффективного захвата посредством захватывающих пальцев 14-17 робота каждая боковая поверхность 25, 26 зажимной пластины снабжена по-крайней мере двумя коническими направляющими отверстиями 29-32. Конусность этих отверстий немного больше, чем конусность захватывающих выступов 18. Конвейерная пластина 10 (ФИг.9-11) содержит Пконцом) боковых элементах Пдобразного направляющего основания установлены направляющие Эд, расположенные с некоторым между ними промежутком, в результате чего образован паз, ширина этого паза немного больше толщины зажимной пластины 11 каждой колодки8 (на фиг 1 Ю показан пунктирными пи 7 ниями зажимной пластины 11). Между каждой направляющей Зд и находящимся под ней свободным боковым элементом 33 нижней части образован свободный направляющий паз для свободных запорных боковых элементов 35 Птобразногр запорного средства. Последние выполнены с возможностью возвратно-постунательного движения параллельно нижней части 33 так, чтобы можно былоЙодить запорные боковые элементы 35 520канавки 27 и 28 на каждой боковой стороне заимной пластины 11 (Фиг.д,6) для запирания запорных боковых элементов на конвейерной пластине 10,когда зажимная пластина 11 каждой ко-25 лодки вставлена в паз между двумя направляющими ЗЦ посредством захватывающих пальцев 1 д-17 Р 0 б 0 ТВ д Как показано на фиг.12, первая передаточная позиция 6 может иметь две соседние рабочие зоны 36 и 37,обслуживаемые одновременно, когда конвейерные пластины имеются в обеих зонах и когда робот удаляет колодку с одной конвейерной пластины, например конвейерной пластины в зоне 36, и оставляет незанятой вторую конвей 357. Переданную колодку устанавливают на держателе колодки на второй пере 7 даточной позиции 7, но непосредствен- 40 но перед этим снимают другую,пришедшую на позицию 7 на формовочном повоп ротном столе колодку.на которой заготовка верха уже снабжена подошвой. После возвращения робота на первую передаточную позицию Б эту колодку устанавливают на конвейерную ПЛЭСТИНМ в зоне 37 для того, чтобы позволить этой-конвейерной пластине продолжать движение на конвейере в направлении стрелки Г. Манипулятор 5 работа может при этом захватывать другую колодку на конвейерной пластине, пришедшейСогласно фиг 2 и 3 манипулятор 5 робота может содержать на наружном конце поперечную часть 38, установ ЛЕННУЮ С ВОЗМОЖНОСТЬЮ поворота ВОКВУГпродолвной оси 39 манипулятора. Благодаря этому манипулятор 5 может лег ко осуществлять работу таким образом, что на первой передаточной позиции 6 бУДЕТ ДВВЖЭТЬ КОЛОДКУ ВСЕГДЕ СЛЕДОМвверх, а на второй передаточной пози ЦИИ 7 - следом вниз. Переворачивание колодок осуществляют во время переметложной позиции путем поворота на 180 поперечной части 38 вокруг продольнойПервая передаточная позиция 6 снабжена движущИМисредствами до и д 1 с пневматическим или гидравлическим приводом для перемещения П образного запорного средства впередсредство 35 показано в положении д 2 отпирания пунктирными линиями, а движущее средство до и д 1 для обеспечения ясности удаленоКак показано На фиг.9 на нижней стороне конвейерной пластины 10 может быть предусмотрено несущее средство в виде поводка ЦЗ, взаимодействующего с цепью дд конвейера прилеремещении конвейерных пластин 10 в направлениик первой передаточной позиции 6 или от нее.Двумя парами захватывающих пальцев тд - 17 робота управляют таким образон, чтопри перемещении манипулятора 5 в направлении от первой передаточ уной позиции Б второй передаточной почаиции 7 первая пара захватывающих пальцев 1 д,15 остается пустой, а вторая пара 16, 17 несет колодку. Однако при возвращении манипулятора отвторой передаточной позиции 7 к первой передаточной позиции Б управление обеспечивают таким образом, что пер вая пара захватывающих пальцев несет с второй передаточной позиции 7 ко лодку с затянутой заготовкой верха,снабженную подошвой, а вторая пара 16, 17 остается пустой. Таким образом, робот всегда насет колодКУ НЭзависимо от того, перемещают ее с позиции 6 на позицию 7 или наоборот. В результате робот используется эффективно. . Поворотный формовочный стол 1 и робот д имеют каждый свой блок программного управления (не показан),а управление бесконечным конвейером может быть объединено с управлением,обеспечиваемым посредством главной вычислительной машиныСогласно Фиг.1 бесконечный конвейер дд может быть выполнен с возможностью перемещения конвейерных пластин 10 с колодками 8 по замкнутому контуру, что позволяет снимать эти колодки с конвейерных пластин 10И передавать ИХ на ЭТИ ППЭСТИНЫ ТОПЬко на первой передаточной позиции 6.за первой передаточной позицией.Бв направлении движения бесконечного конвейера Цд может быть размещен ряд позиций, например позиция дБ охлажде-15 ния, позиция дб снятия хаусенцев С отформованных подошв и позиция Ч загрузки для снятия заготовок верха обуви,снабженных подошвой, с коло- ДОК И НЭДЕБЗНИЯ На ЭТИ КОПОДКИ НОВЫХ ГОЛЕНИЩ Как показано на Фиг.10, в нижнейчасти 33 конвейерной пластины 10 мо жет быть выполнено глухое фиксирующеевейере напротив перВ 0 Й ПЗОЕДЭТОЧНОЙпозиции 6 может быть выполнен регулируемый по высоте вертикальный фиксирующий выступ д 9 (показан На ФИг.9 пунктирными линиями), взаимодействуют щий с глухим фиксирующим отверстием д 8. Благодаря этому каждая конвейерная пластина может быть точно зафиксирована на первой передаточной позиции. Эта фиксация важна, потому что робот запрограммирован на работу с относительно узкими допусками.Установка конвейерных пластин 10 в требуемом положении на первой передаточной позиции 6 может быть, хотя и не обязательно, осуществлена посредством микропроцессоров.подошв на 45 поворотный для размещения колодок с фиксаторами, установленных на бесконечном конвейере, Рас положенном рядом со столом, имеющем средства для фиксации и расфиксации на нем колодок, робот с маНИПУПНТ 01. Линия для формования голенища обуви, содержащаяром, размещенный между первым переда точным узлом на бесконечном конвейере и вторым передаточным узлом на поворотном Формовочном столе для перемещения колодки с затянутым на нем голенищем обуви с первого передаточногоузла на второй передаточный узел и Енаоборот, дешжатели колодок, закрепленные над ондельными местами для размещения колодок на поворотном формовочном столе и установленные с возможностью при нахождении на втором передаточном вале фиксации отдельных.колодок, а ловле поворота формовочно го стола на 0 - расфиксации колод ки, при этом из бесконечном конвейере размещены с возможностью перемещения конвейерные пластины, несущие каждая колодку и средство для фиксации-расфиксции колстокна первом передаточном Узле для з совместного перемещения роботом, ш колодка имеет на своей площадке аажимную пластину для вхождения в захвав робота и в пазы конвейерной пластины, и фиксатор колодки для ее фиксации на конвейере, о т л и ч а ю щ а я с я тем, что, с целью повышения пршюводительности за счет значительного уменьшения такта поворотного форькжючного стола,-держатель колодки состоит из закрепленных между собой регулирующего элемента, промеЖУточного элемента и подвижных удерживающих захватов, закрепленных на торце промежуточного элемента с образованием внутренней полости с возможностью его перемещения посредством пневматического цилиндра с магнитным клапаном, при этом в полости захватов укреплен направляющий штифт для центрирования копщдки относительно промежуточного эленвнта, а в зажимной пластине на каждой стороне с двух противоположных ботшых поверхностей площадки колодки выполнена выемка для размещения в вей губок двух подвижных удерживающих захватов, расположенные на ее поверхности ребра и два конических направпющих отверстия на каж.дой противоположной торцовой относи тельно колодки стороне площадки колодки для захвата зажимной пластины посредством зажимных губок манипулятора робота. 2. Линия по п.1 о т л и ч а ю щ а я с я тем что каждая из конвейерных пластин содержит П-образное направляющее основание и направляющие элементы Н-образного профиля,расположенные же свободных фиксирующих стенках П-щбразного направляющего основания нарасстоянии один от другого, большем толщины зажимной пластины каждой кошодки с образованием
МПК / Метки
МПК: A43D 65/00
Метки: линия, голенища, подошв, формования, обуви
Код ссылки
<a href="https://by.patents.su/10-602-liniya-dlya-formovaniya-podoshv-na-golenishha-obuvi.html" rel="bookmark" title="База патентов Беларуси">Линия для формования подошв на голенища обуви</a>
Устройство для формования изделий из вязкопластичных масс
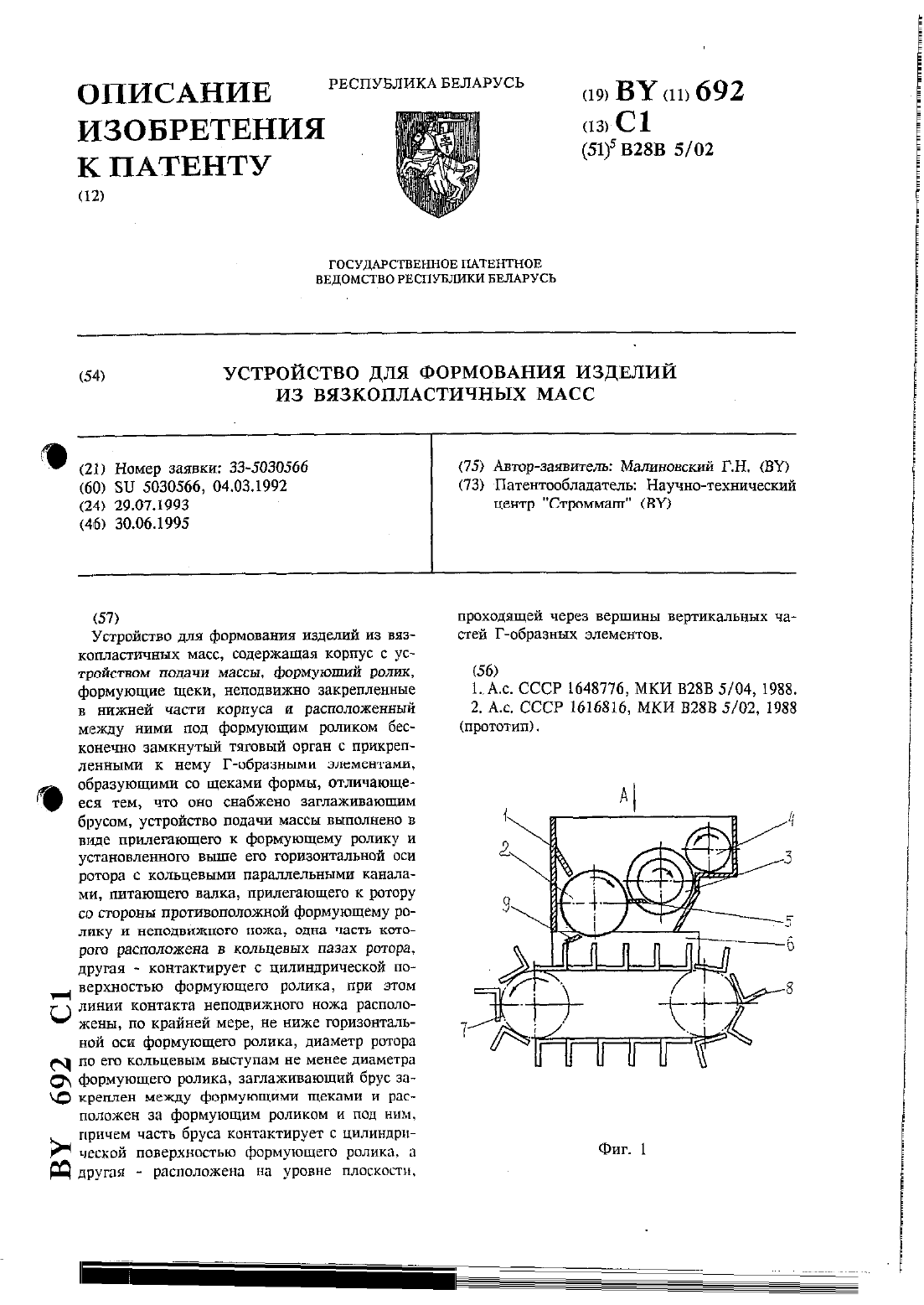
Номер патента: 692
Опубликовано: 30.06.1995
Автор: Малиновский Г. Н.
МПК: B28B 5/02
Метки: изделий, формования, масс, устройство, вязкопластичных
Текст:
...выше его горизонтальной оси- питающий валок прилегает к ротору со стороны противоположной формуюшему ролику- одна часть неподвижного ножа расположена в кольцевых пазах ротора, дРУгая контактирует с цилиндрической поверхностью формующего ролика- линии контакта неподвижного ножа расположены, по крайней мере, не ниже горизонтальной оси формующего ролика- диаметр ролика по его кольцевым выступам не менее диаметра формующего ролика-...
Зажим для соединения щитов опалубки
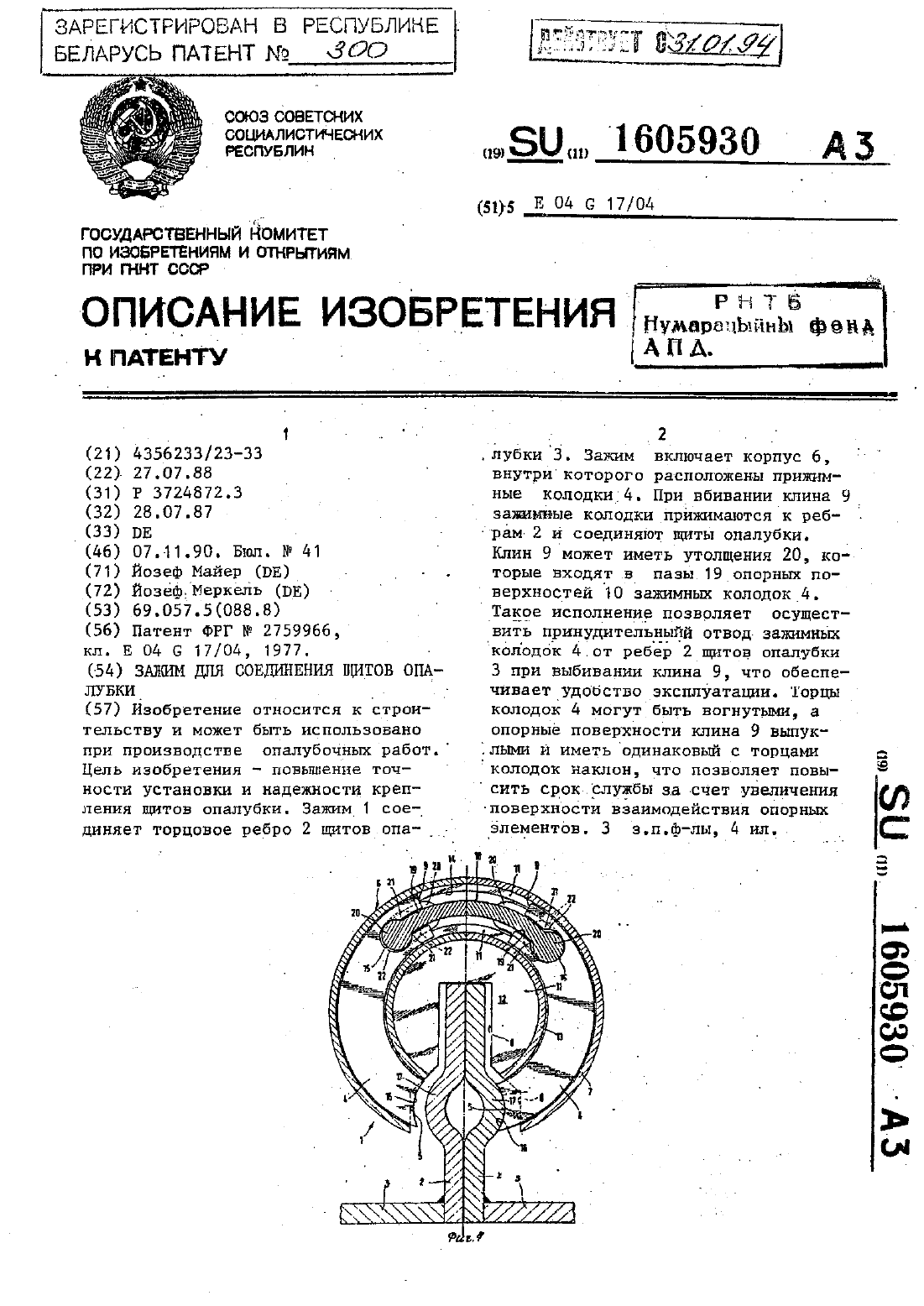
Номер патента: 300
Опубликовано: 30.12.1994
Автор: Иозеф Меркель
МПК: E04G 17/04
Метки: опалубки, зажим, щитов, соединения
Текст:
...клина 9 вхоном против выреза В участке корпуса дят в пазы 19 опорных поверхностей 6 предусмотрено прижимное клиновое 10 зажимны колодок 4. Это приводит устройство 9, взаимодействующеес кон-40 к лучшему взаимодействию клина 9 с цами 10 зажимных колодок 4. зажимнышм колодками 4 при зажиме, Направляюше зажимных колодок 4 при этом исключается перекос и заклизакрыты с обеих сторон защитными крыш Нивание. ками 11, которые перекрывают также -Опорные...
Предыдущий патент: Передвижная установка для непрерывной замены рельсов и шпал рельсового пути
Следующий патент: Способ биосинтеза рифамицина B
Случайный патент: Безопасное сиденье транспортного средства