Способ контроля разнотолщинности покрытия сварочных электродов для ручной дуговой сварки
Номер патента: 3342
Опубликовано: 30.06.2000
Авторы: Матюк Владимир Федорович, Денисов Леонид Сергеевич, Шелег Валерий Константинович, Мельгуй Михаил Александрович
Текст
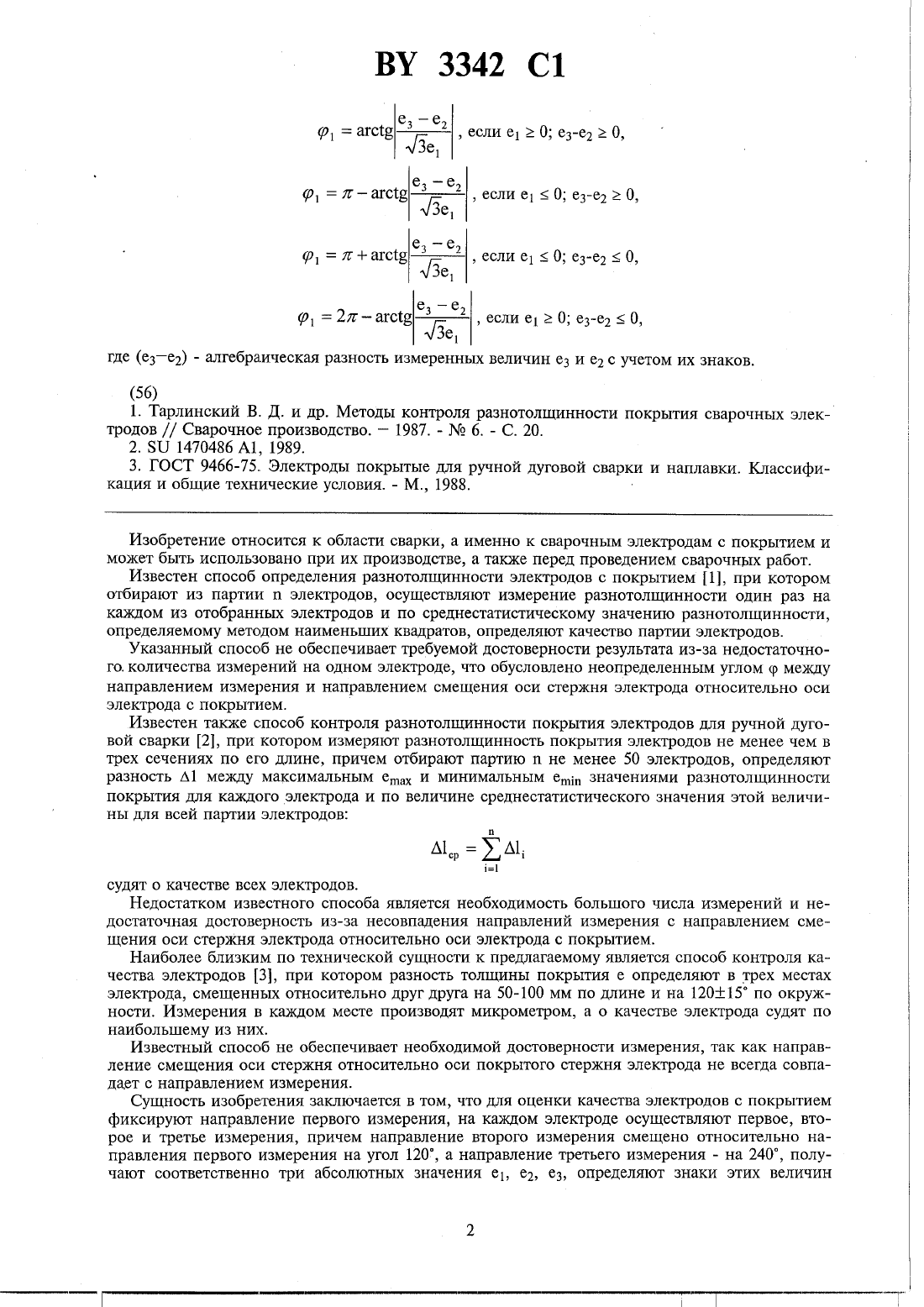
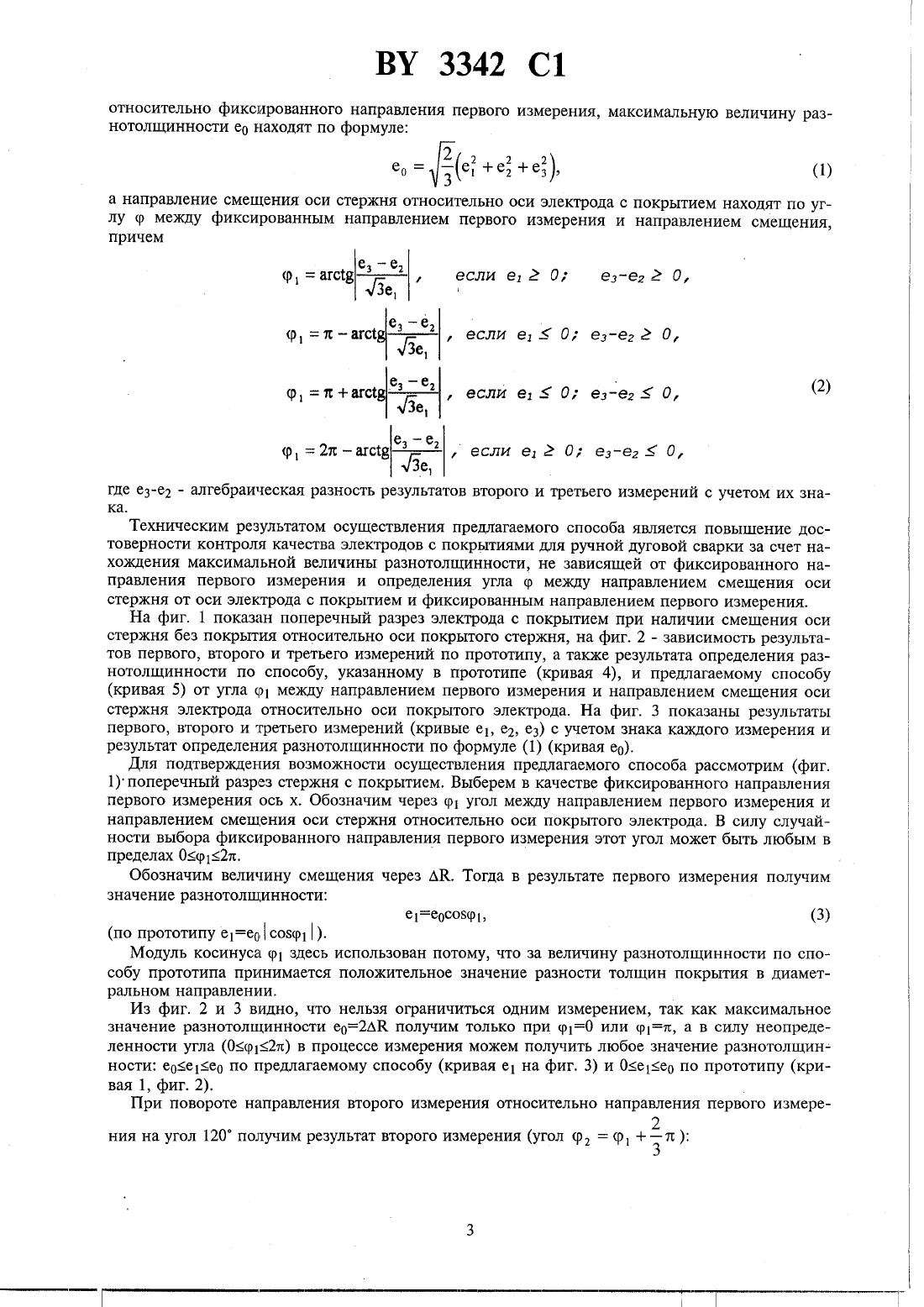
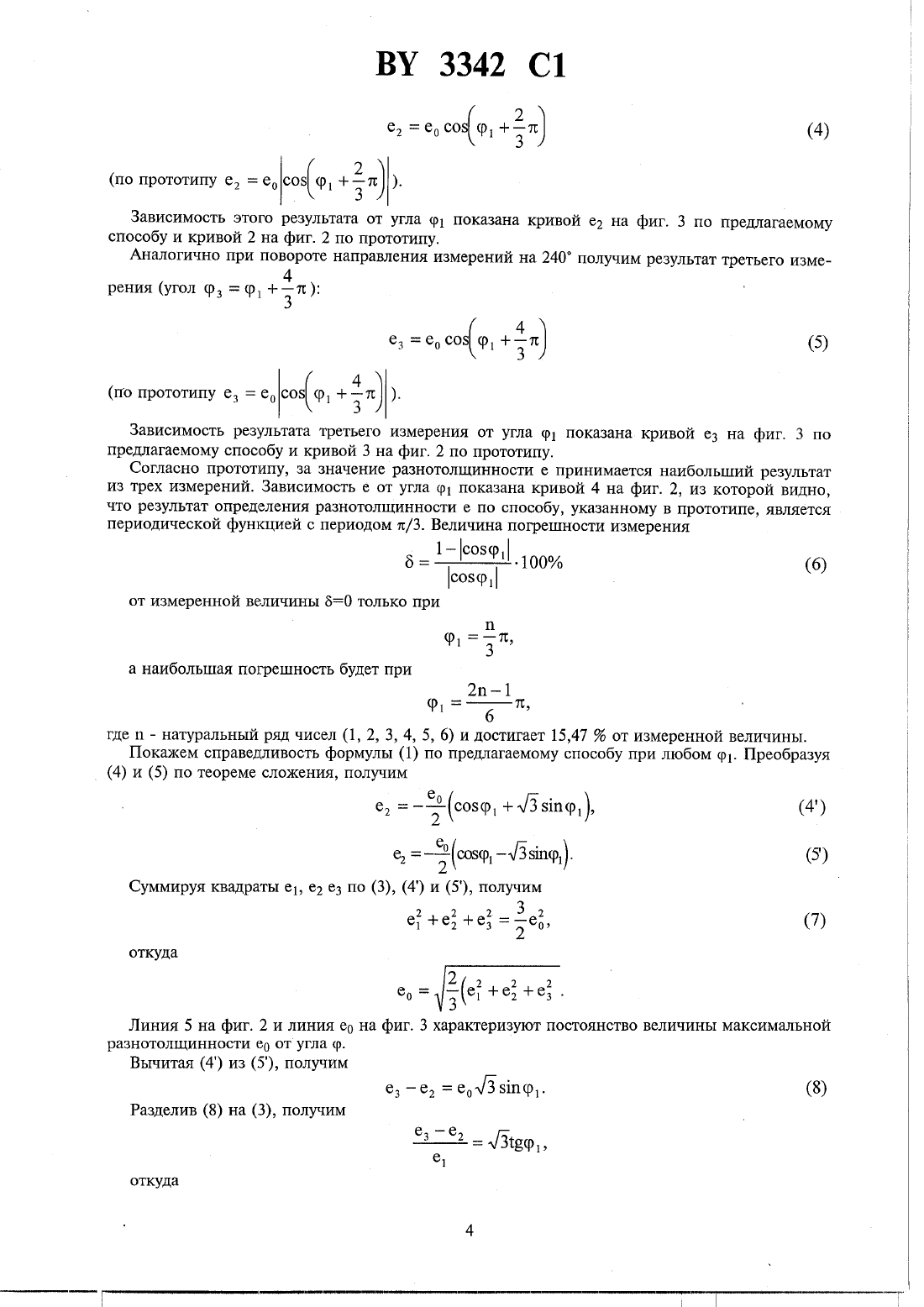
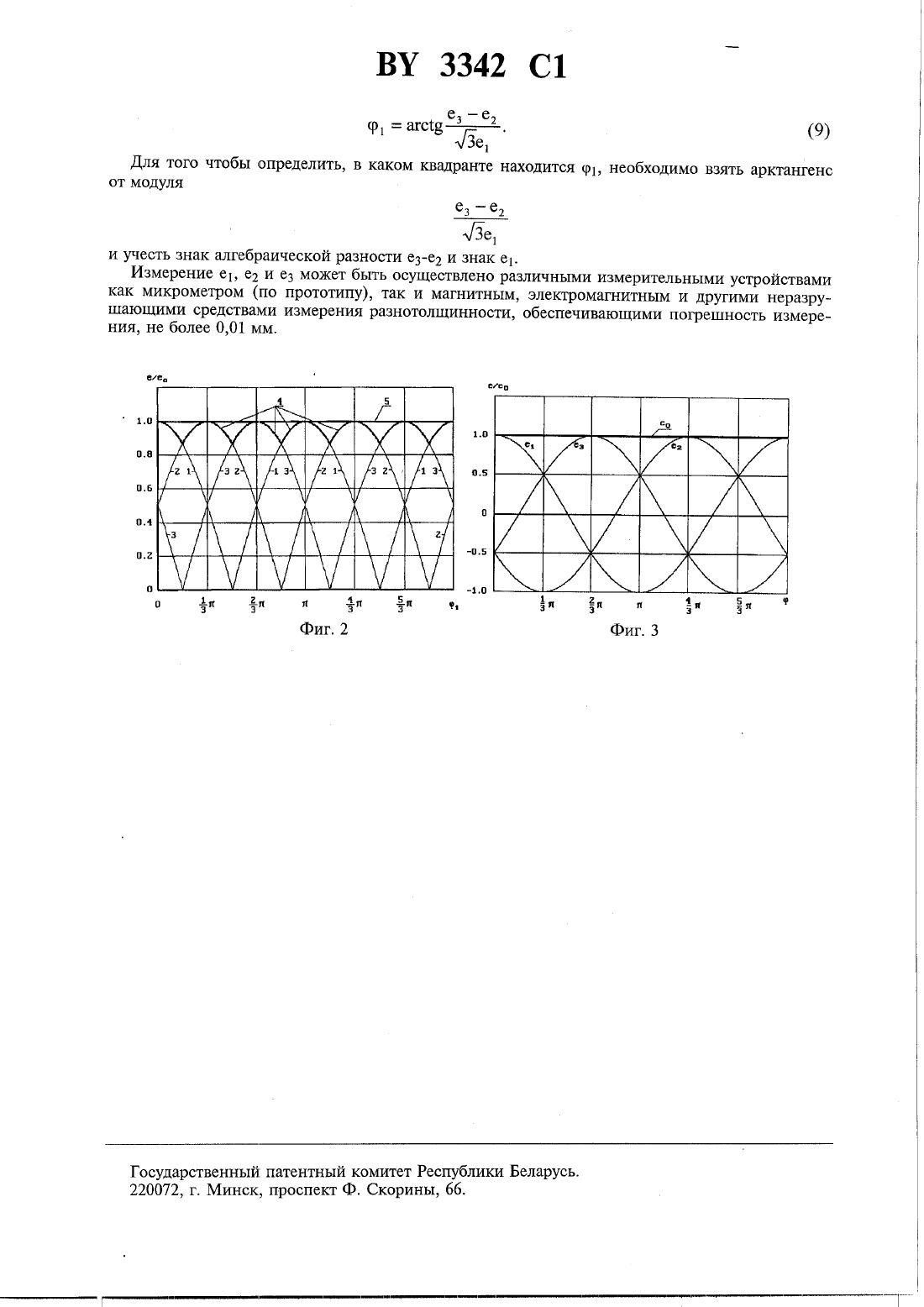
п в 231 35/40,с о 1 в 21/08 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ комигвт Рвспувлики БЕЛАРУСЬ(54) СПОСОБ КОНТРОЛЯ РАЗНОТОЛЩИННОСТИ ПОКРЫТИЯСВАРОЧНЫХ ЭЛЕКТРОДОВ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ(73) Патентообладатель Научно-исследова тельский и конструкторско-технологи ческий институт сварки И защитных покрытий с опытным производством (ВУ)Способ контроля разнотолщинности покрытия сварочных электродов для ручной дуговой сварки, при котором на каждом электроде осуществляют три измерения, причем направление второго измерения смещают относительно первого на. угол 120, а направление третьего изме рения - на угол 2402 получают соответственно три абсолютных величины е 1, е 2, е 3, отличаю Щийся тем, что фиксируют направление первого измерения, определяют знаки результатов первого, второго и третьего измерений относительно фиксированного направления первого измерения, максимальную величину разнотолщинности ед находят по формулеа направление СМСХЦСНИЯ ОСИ стержня ОТ ОСИ ЭЛЕКТРОДЗ С ПОКРЫТИСМ определяют ПО УГЛУ (р меЖДУ фиксированным направлением ПЕРВОГО измерения И направлением СМСЩСНИЯ, причемГДС (63-62) - алгебраическая РЗЗНОСТЬ ИЗМСРСННЬЕХ ВСЛИЧИН 63 И 62 С УЧСТОМ ИХ знаков.1. Тарлинский В. Д. И др. Методы контроля разнотолщинности покрытия сварочных элек тродов // Сварочное производство. 1987. - М) 6. - С. 20. 2. 511 1470486 А 1, 1989.3. ГОСТ 9466-75. Электроды покрытые для ручной дуговой сварки и наплавки. Классификация и общие технические условия. - М. 1988.Изобретение относится к области сварки, а именно к сварочным электродам с покрытием и может быть использовано при их производстве, а также перед проведением сварочных работ.Известен способ определения разнотолщинности электродов с покрытием 1, при котором отбирают из партии п электродов, осуществляют измерение разнотолщинности один раз на каждом из отобранных электродов и по среднестатистическому значению разнотолщинности,определяемому методом наименьших квадратов, определяют качество партии электродов.Указанный способ не обеспечивает требуемой достоверности результата из-за недостаточного. количества измерений на одном электроде, что обусловлено неопределенным углом (р между направлением измерения и направлением смещения оси стержня электрода относительно оси электрода с покрытием.Известен также способ контроля разнотолщинности покрытия электродов для ручной дуговой сварки 2, при котором измеряют разнотолщинность покрытия электродов не менее чем в трех сечениях по его длине, причем отбирают партию п не менее 50 электродов, определяют разность А 1 между максимальным ешдх и минимальным от, значениями разнотолщинности покрытия для каждого электрода и по величине среднестатистического значения этой величины для всей партии электродовНедостатком известного способа является необходимость большого числа измерений и недостаточная достоверность из-за несовпадения направлений измерения с направлением смещения оси стержня электрода относительно оси электрода с покрытием.Наиболее близким по технической сущности к предлагаемому является способ контроля качества электродов 3, при котором разность толщины покрытия е определяют в трех местах электрода, смещенных относительно ДРУГ Друга на 50-100 мм по длине и на 12015 по окружности. Измерения в каждом месте производят микрометром, а о качестве электрода судят по наибольшему из них.Известный способ не обеспечивает необходимой достоверности измерения, так как направление смещения оси стержня относительно оси покрытого стержня электрода не всегда совпадает с направлением измерения.Сущность изобретения заключается в том, что для оценки качества электродов с покрытием фиксируют направление первого измерения, на каждом электроде осуществляют первое, второе и третье измерения, причем направление второго измерения смещено относительно направления первого измерения на угол 120, а направление третьего измерения - на 240, получают соответственно три абсолютных значения е 1, е 2, е 3, определяют знаки этих величинотносительно фиксированного направления первого измерения, максимальную величину разнотолщинности со находят по формулеа направление СМСЦЕСНИЯ ОСИ СТВРИСНЯ ОТНОСИТЕЛЬНО ОСИ электрода С ПОКРЫТИСМ НЗХОДЯТ ПО УГ лу (р между фиксированным направлением первого измерения и направлением смещения,причемгде е 3 е 2 - алгебраическая разность результатов второго и третьего измерений с учетом их знака.Техническим результатом осуществления предлагаемого способа является повышение достоверности контроля качества электродов с покрытиями для ручной дуговой сварки за счет нахождения максимальной величины разнотолщинности, не зависящей от фиксированного направления первого измерения и определения угла (р между направлением смещения оси стержня от оси электрода с покрытием и фиксированным направлением первого измерения.На фиг. 1 показан поперечный разрез электрода с покрытием при наличии смещения оси стержня без покрытия относительно оси покрытого стержня, на фиг. 2 - зависимость результатов первого, второго и третьего измерений по прототипу, а также результата определения разнотолщинности по способу, указанному в прототипе (кривая 4), и предлагаемому способу(кривая 5) от угла дм между направлением первого измерения и направлением смещения оси стержня электрода относительно оси покрытого электрода. На фиг. 3 показаны результаты первого, второго и третьего измерений (кривые ед, е 2 е 3) с учетом знака каждого измерения и результат определения разнотолщинности по формуле (1) (кривая со).Для подтверждения возможности осуществления предлагаемого способа рассмотрим (фиг. 1) поперечный разрез стержня с покрытием. Выберем в качестве фиксированного направления первого измерения ось х. Обозначим через (р 1 угол между направлением первого измерения и направлением смещения оси стержня относительно оси покрытого электрода, В силу случайности выбора фиксированного направления первого измерения этот угол может быть любым в пределах Ор 12 п.Обозначим величину смещения через АК. Тогда в результате первого измерения получим значение разнотолщинностиМодуль косинуса р 1 здесь использован потому, что за величину разнотолщинности по способу прототипа принимается положительное значение разности толщин покрытия в диаметральном направлении.Из фиг. 2 и 3 видно что нельзя ограничиться одним измерением, так как максимальное значение разнотолщинности е 02 АК получим только при р 10 или р 1 т, а в силу неопределенности угла (0 р 12 п) в процессе измерения можем получить любое значение разнотолщин ности е 0 е 1 е 0 по предлагаемому способу (кривая е 1 на фиг. 3) и 05 е 15 ео по прототипу (кри вая 1, фиг. 2). . При повороте направления второго измерения относительно направления первого измере 2 ния на угол 120 получим результат второго измерения (угол ср 2 (р, 31 )2 сов (р, п ). 3 Зависимость этого результата от угла ф, показана кривой е 2 на фиг. 3 по предлагаемому способу и кривой 2 на фиг. 2 по прототипу.Аналогично при повороте направления измерений на 240 получим результат третьего изме 4 рения (угол (рз р. 5704 сов (р, 1 т ). 3 Зависимость результата третьего измерения от угла ф показана кривой е 3 на фиг. 3 по предлагаемому способу и кривой 3 на фиг. 2 по прототипу. Согласно прототипу, за значение разнотолщинности е принимается наибольший результат из трех измерений. Зависимость е от угла (р 1 показана кривой 4 на фиг. 2, из которой видно, что результат определения разнотолщинности с по способу, указанному в прототипе, является периодической функцией с периодом п/З. Величина погрешности измерения1 сов з 4-34 100 (в) сор,от измеренной величины бО только при 11 Р 1 щ а наибольшая погрешность будет пригде п - натуральный ряд чисел (1, 2, 3, 4, 5, 6) и Достигает 15,47 от измеренной величины. Покажем справедливость формулы (1) по предлагаемому способу при любом (м. Преобразуя у (4) и (5) по теореме сложения, получимЛиния 5 на фиг. 2 и линия со на фиг. 3 характеризуют постоянство величины максимальной разнотолщинности ед от угла ф. Вычитая (4) из (5), получим
МПК / Метки
МПК: B23K 31/12, G01B 21/08, B23K 35/40
Метки: сварки, сварочных, контроля, дуговой, электродов, способ, ручной, покрытия, разнотолщинности
Код ссылки
<a href="https://by.patents.su/5-3342-sposob-kontrolya-raznotolshhinnosti-pokrytiya-svarochnyh-elektrodov-dlya-ruchnojj-dugovojj-svarki.html" rel="bookmark" title="База патентов Беларуси">Способ контроля разнотолщинности покрытия сварочных электродов для ручной дуговой сварки</a>
Электропроводящая паста для формирования внешних электродов конденсаторов монолитного типа
Номер патента: 278
Опубликовано: 30.12.1994
Авторы: Чернякова Т. М., Головина К. И., Лычковский И. А.
МПК: H01B 1/02
Метки: монолитного, типа, конденсаторов, формирования, электродов, электропроводящая, паста, внешних
Текст:
...ВВЕДЕНЫ СОСНОвое масло, бензиловый спирт и канифоль при следующем соотношении компонентов, мас. Мелкодисперсное серебро 50-70 Папладиевая чернь 2.5 П.5Положительный эффект, обеспечиваетСЯ тем. ЧТО В результате ХОООШЕГО СОЧБТЗНИЯ бензилового спирта. соснового масла и канифоли другсдругом и сдругими компонентами пасты достигается снижение текучести пасты. повышение адгезии и механической прочности невожженного электрода. а также упучшение...
Электропроводящая паста для формирования внешних электродов многослойных керамических конденсаторов
Номер патента: 964
Опубликовано: 15.12.1995
Авторы: Мышленок Федор Федорович, Макарова Нина Григорьевна, Широков Михаил Федорович, Головина Клавдия Ивановна, Коломайнен Валерий Вяйнович
МПК: H01G 1/01, H01B 1/02, C09D 5/24...
Метки: паста, электродов, формирования, многослойных, внешних, керамических, конденсаторов, электропроводящая
Текст:
...на их углах и ребрах. Кроме того, оставаясь после зажигания электрода на ребрах металлизируемой поверхности, аэросил способствует снижению скорости растворения серебра в припое. Присутствие в составе пасты скипидара обеспечивает ей оптимальную растекаемость, необходимую для получения равномерного Невожжснного покрытия по всей поверхности. Экспериментально подтверждено, что предлагаемые компонентные особенности пасты обеспечивают снижение...
Токопроводящая паста для формирования наружных электродов монолитных конденсаторов и способ ее получения
Номер патента: 323
Опубликовано: 30.12.1994
Авторы: Харламова Л. П., Чкалова В. Н., Писаренко В. И., Костомаров В. С.
МПК: H01B 1/02
Метки: наружных, электродов, токопроводящая, паста, монолитных, получения, формирования, конденсаторов, способ
Текст:
...керамического конденсаторостроения. а . - . Возможность осуществления изобретения подтверждается сведениями. относя а щимися к способу полученияпасты.примерам оптимальных составов и результатам экспериментальной проверки (испытаний изделий) - .Предлагаемый способ получения токопроводл-щей пасты осуществляется следующим образом.Предварительно мелкодиспрсное-серебро и стеклофритту смешивают с добавками аэростгта и стеариновой кислоты до...
Электрод для рельефной сварки
Номер патента: 71
Опубликовано: 30.09.1994
Авторы: Павловский А. Н., Мазаник О. Н.
МПК: B23K 11/14, B23K 11/30
Метки: электрод, сварки, рельефной
Текст:
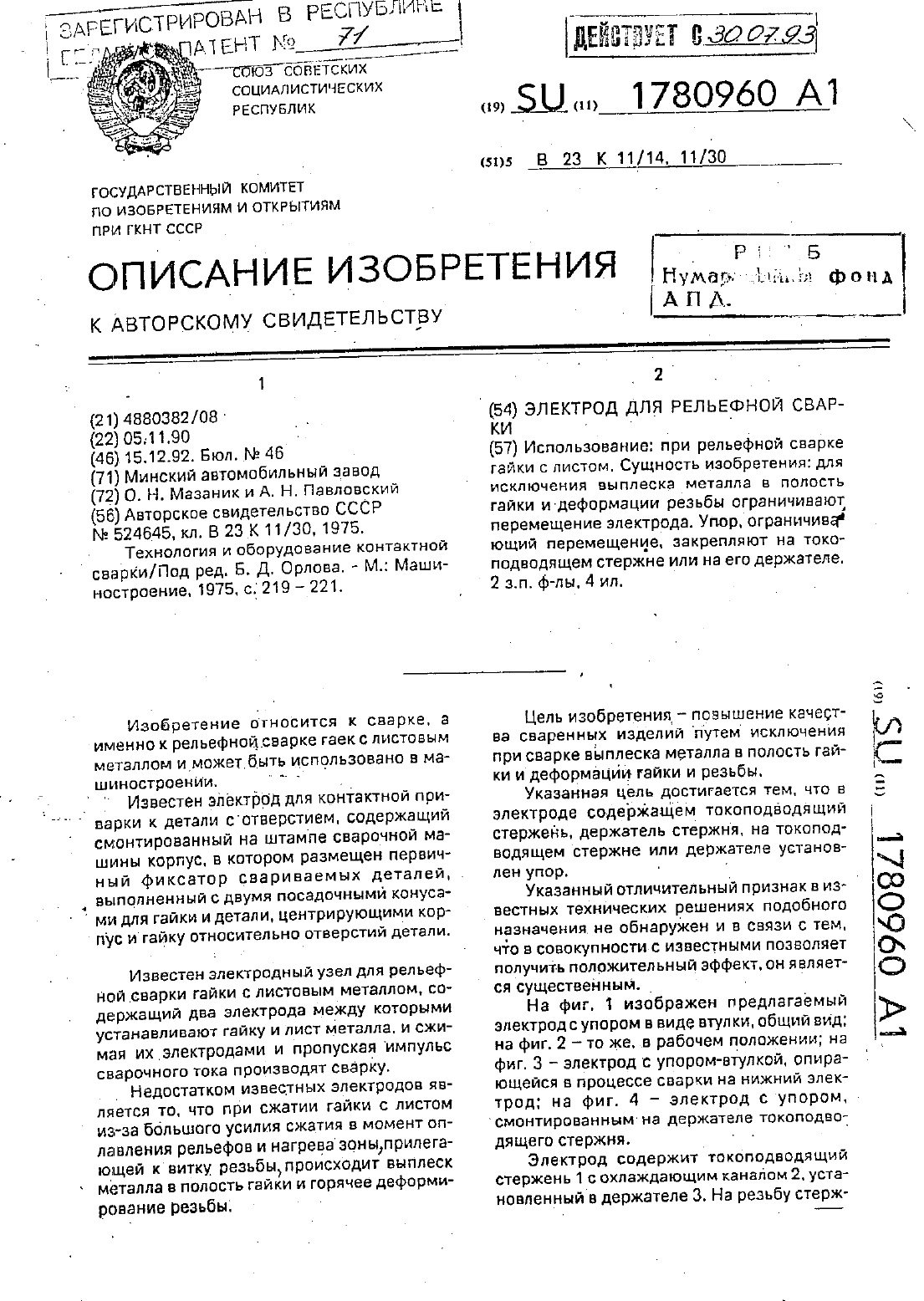
...-На фиг. 1 изображен предлагаемый электроде упором в виде втулки. общий вид на фиг. 2 то же. в рабочем положении на фиг. 3 электрод с упором-втулкой. опирающейся в процессе сварки на нижний элек трод на фиг. 4 электрод с упором. ТМОНТИПОЕЭННЫМ на ДЕРЖЭТЕЛЭ ТОКОПОДВОт дящего стержня. - Электрод содержит токоподводящий стержень 1 с охлаждающим каналом 2. установленный держателе 3. На резьбу стерж Пггбэсттеглтзтгайка 5. Упор 4...
Способ контроля локализации эндокардиального электрода
Номер патента: 2214
Опубликовано: 30.06.1998
Автор: Осмоловский Александр Николаевич
МПК: A61N 1/362
Метки: эндокардиального, контроля, электрода, способ, локализации
Текст:
...эффекты электростимуляции. Поставленная задача достигается тем, что вводят электрод в венозное русло на глубину 15-17 см от места пункции подключичной вены, проводят электростимуляцию и последующее введение электрода вперед в правый желудочек сердца, измеряют визуально глубину введения электрода, учитывают одновременно воспроизводимые эффекты электростимуляции и, тем самым, определяют положение электрода в правом желудочке сердца...
Предыдущий патент: Низ обуви
Следующий патент: Замок врезной оконный
Случайный патент: Способ повышения порога судорожной готовности мозга у лабораторной мыши в эксперименте с коразоловой моделью судорог