Способ получения монолитных изделий
Номер патента: 3302
Опубликовано: 30.03.2000
Авторы: Курневич Геннадий Иванович, Говако Евгений Михайлович, Геращенко Сергей Васильевич, Вечер Алим Александрович, Федосюк Валентин Александрович, Иванов Василий Игнатович
Текст
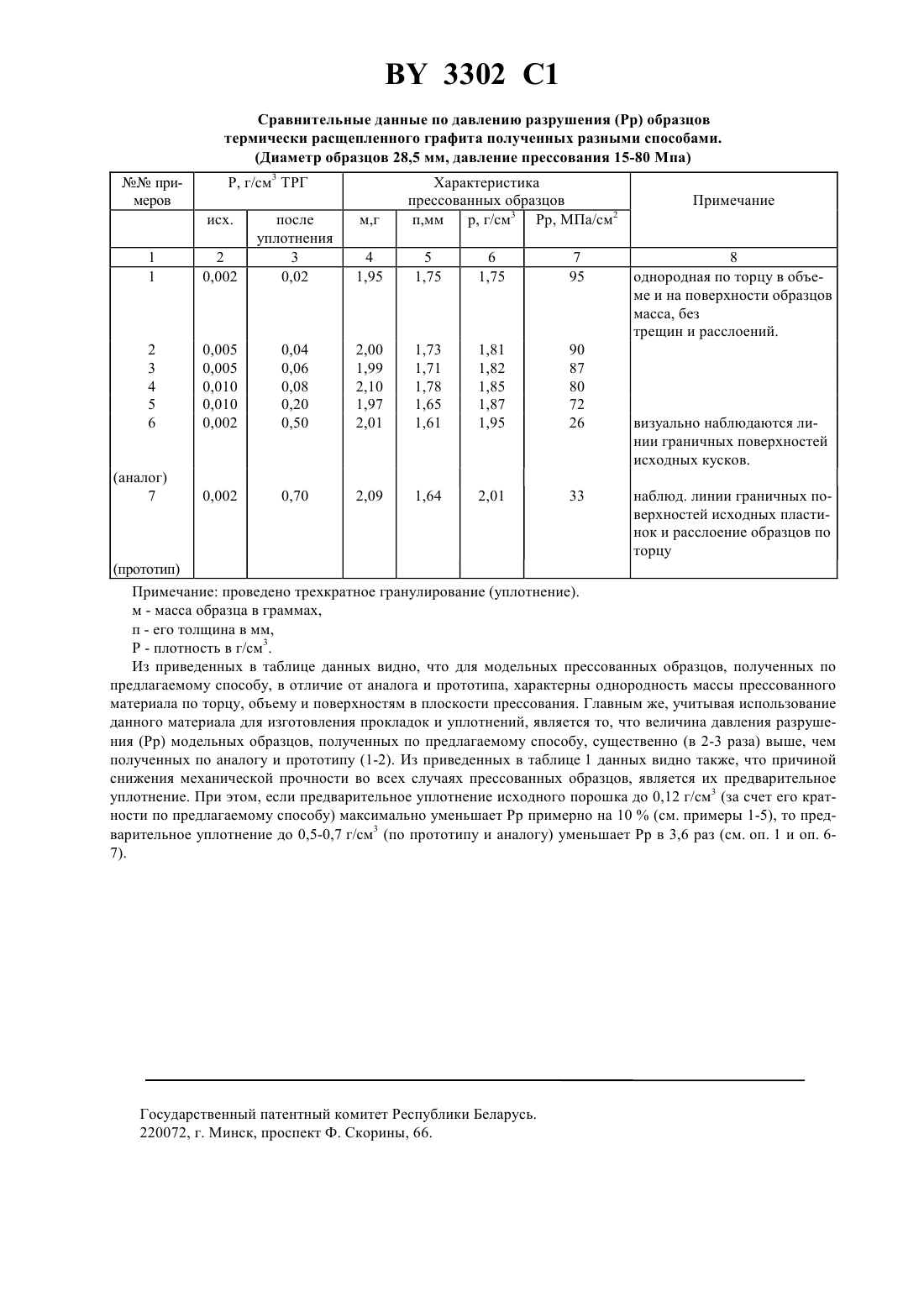
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ПОЛУЧЕНИЯ МОНОЛИТНЫХ ИЗДЕЛИЙ(73) Патентообладатель Гродненское государственное предприятие Стесмол(71) Заявитель Гродненское государственное предприятие Стесмол(57) 1. Способ получения монолитных изделий, заключающийся в том, что частицы термически расщепленного графита низкой плотности уплотняют и затем прессуют в монолитные изделия с высокой плотностью,отличающийся тем, что уплотнение проводят до плотности 0,02-0,20 г/см 3, придавая частицам шарообразную форму. 2. Способ по п.1, отличающийся тем, что уплотнение проводят в шнековом грануляторе. 3. Способ по п.1, отличающийся тем, что прессование уплотненных частиц в монолитные изделия осуществляют при давлении 15,0-80,0 МПа. 4. Способ по п.1, отличающийся тем, что прессование уплотненных частиц в монолитные изделия сложной геометрической формы с плотностью 0,5-2,0 г/см 3 проводят в глухой матрице с приложением давления в одноосевом направлении. 5. Способ по п.1, отличающийся тем, что прессование проводят в глухой матрице с многоосевым приложением давления. 6. Способ по п.1, отличающийся тем, что прессование уплотненных частиц проводят с помощью вальцов с получением в качестве монолитного изделия фольги с плотностью 0,5-1,2 г/см 3. Изобретение относится к химической технологии и может быть использовано в изготовлении термически и химически устойчивых уплотнительных прокладок и фольги. Известен способ изготовления уплотнительной прокладки из термически расщепленного графита путем предварительного формирования порошка термически расщепленного графита в массу плотностью 0,21,2 г/см 3 и далее массу формуют в куски или сегменты необходимой конфигурации. Из них изготавливают уплотнительную прокладку прессованием кусков в глухой пресс-форме или прессованием набора сегментов в режиме затягивания болтов, стягивающих стык 1. Недостатками известного способа являются 1. Невысокая механическая прочность формируемых прокладок, а следовательно, и технологического стыка, ввиду того, что образуются ослабленные участки по линии граничных поверхностей между кусками или сегментами при изготовлении из них готовых изделий - прокладок или фольги. Чем больше плотность кусков или сегментов, тем этот эффект выше. 2. Наличие нескольких технологических стадий получение исходного порошка, изготовление из него уплотнительной массы, переработка ее на куски или сегменты, изготовление готового изделия. Наиболее близким по технической сути к предлагаемому является способ получения прессованных графитовых частиц, включающий прессование частиц низкой плотности термически расщепленного графита с 1 3302 1 образованием индивидуальных прессованных пластинок (чешуек), имеющих плотность от 0,25 до 1,5 г/см 3 и последующего прессования их в связанные монолитные изделия с плотностью 1,0-2,1 г/см 3 2. Недостатком известного способа является также низкая механическая прочность готовых изделий из-за больших линейных размеров, образующихся после вальцевания частиц-чешуек, пластинок (длина от 1,0-1,5 до 10 см и более) и их высокой плотности (0,25-1,5 г/см 3). Готовые изделия расслаиваются. Кроме того, при изготовлении прессованных изделий, особенно прокладок в виде колец, из таких пластинок (чешуек) в глухой матрице затруднено равномерное заполнение рабочего пространства. Для исключения этого недостатка необходимо дополнительное дробление этих пластинок. Задачей решаемой данным изобретением является повышение механической прочности изделий из термически расщепленного графита, повышение технологичности процесса изготовления порошка термически расщепленного графита для формования прокладок и фольги, повышение экономичности процесса за счет его упрощения (исключения технологических стадий). Эта задача решается следующим образом. Способ получения монолитных изделий заключается в том,что термически расщепленный графит низкой плотности уплотняют и затем прессуют в монолитные изделия с высокой плотностью. Согласно изобретению, уплотнение проводят до плотности 0,02-0,20 г/см 3,придавая частицам шарообразную форму. Уплотнение проводят в шнековом грануляторе. Прессование уплотненных частиц в монолитные изделия осуществляют при давлении 15,0-80,0 МПа. Прессование уплотненных частиц в монолитные изделия сложной геометрической формы с плотностью 0,5-2,0 г/см 3 проводят в глухой матрице с приложением давления в одноосевом направлении. Прессование проводят в глухой матрице с многоосевым приложением давления. Прессование уплотненных частиц проводят с помощью вальцов с получением в качестве монолитного изделия фольги с плотностью 0,5-1,2 г/см 3. Существенность отличий предлагаемого способа заключается в следующем. Предварительное уплотнение частиц термически расщепленного графита низкой плотности 0,0010,01 г/см 3 сложной геометрической формы с высокой степенью их переплетения до плотности 0,02-0,20 г/см 3 в шнековом грануляторе позволяет получить шарообразные частицы (в отличие от чешуек в прототипе). Такая форма частиц увеличивает сыпучесть и однородность по геометрическим размерам частиц. При этом сохраняются все физико-химические и физико-механические свойства материала. Шарообразные частицы (в отличие от кусков и чешуек) равномерно и плотно распределяются в достаточно узком зазоре пресс-форм при прессовании изделий в глухой матрице, что в итоге определяет высокую механическую прочность готовых изделий и технологичность их изготовления. Плотность шарообразных частиц 0,02-0,20 г/см 3 (в прототипе 0,25-1,5 г/см 3) обеспечивает в дальнейшем надежность уплотнения технологического стыка, а изделия и фольга из них обладают более высокой механической прочностью. Наличие в изобретении таких признаков,как предварительное уплотнение комков (конгломератов) термически расщепленного графита низкой плотности в сыпучий порошок до плотности 0,02-0,20 г/см 3 и использование для этого, например, шнекового гранулятора, отсутствующих в прототипе, свидетельствуют о соответствии заявляемого решения критерию изобретения новизна. Изобретение поясняется следующими примерами. Пример 1. Порошок окисленного графита подвергают кратковременной обработке при температуре 700-1000 ,при этом получают порошок термически расщепленного графита с плотностью 0,002 г/см 3. Полученный порошок термически расщепленного графита загружают через загрузочный люк в шнековый гранулятор (уплотнитель). Термическую обработку окисленного графита и грануляцию проводят в автоматическом и непрерывном режиме. Плотность порошка после двухкратной обработки составляет 0,03 г/см 3. Полученный таким образом порошок помещают в пресс-форму и при давлении 80 МПа изготавливают образец. Получены следующие характеристики прессованного образца масса образца, в г 1,95 его толщина, в мм 1,75 1,75 плотность, в г/см 3 величина давления разрушения, в МПа/см 2 95,00. Аналогичным образом были проведены еще 6 примеров, из них пример 6 для аналога и 7-ой для прототипа. Полученные результаты приведены в таблице. 3302 1 Сравнительные данные по давлению разрушения (Рр) образцов термически расщепленного графита полученных разными способами. Характеристика прессованных образцов п,мм р, г/см 3 Рр, МПа/см 2 8 однородная по торцу в объеме и на поверхности образцов масса, без трещин и расслоений. визуально наблюдаются линии граничных поверхностей исходных кусков. наблюд. линии граничных поверхностей исходных пластинок и расслоение образцов по торцу(прототип) Примечание проведено трехкратное гранулирование (уплотнение). м - масса образца в граммах,п - его толщина в мм,Р - плотность в г/см 3. Из приведенных в таблице данных видно, что для модельных прессованных образцов, полученных по предлагаемому способу, в отличие от аналога и прототипа, характерны однородность массы прессованного материала по торцу, объему и поверхностям в плоскости прессования. Главным же, учитывая использование данного материала для изготовления прокладок и уплотнений, является то, что величина давления разрушения (Рр) модельных образцов, полученных по предлагаемому способу, существенно (в 2-3 раза) выше, чем полученных по аналогу и прототипу (1-2). Из приведенных в таблице 1 данных видно также, что причиной снижения механической прочности во всех случаях прессованных образцов, является их предварительное уплотнение. При этом, если предварительное уплотнение исходного порошка до 0,12 г/см 3 (за счет его кратности по предлагаемому способу) максимально уменьшает Рр примерно на 10(см. примеры 1-5), то предварительное уплотнение до 0,5-0,7 г/см 3 (по прототипу и аналогу) уменьшает Рр в 3,6 раз (см. оп. 1 и оп. 67). Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: C01B 31/04
Метки: монолитных, способ, изделий, получения
Код ссылки
<a href="https://by.patents.su/3-3302-sposob-polucheniya-monolitnyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Способ получения монолитных изделий</a>
Способ получения пористых полых изделий
Номер патента: 1968
Опубликовано: 30.12.1997
Авторы: Ласковнев Александр Петрович, Жданович Олег Егорович, Муханько Алексей Васильевич, Жарнов Виктор Михайлович, Равин Аркадий Наумович, Волочко Александр Тихонович
МПК: B22F 3/11
Метки: изделий, пористых, способ, полых, получения
Текст:
...спекания в результате выдавливания расплава на поверхность частиц в процессе роста зерен происходит образование контактных мостиков. Процесс спекания идет с минимальной усадкой. При использовании порошков с размером частиц менее 0,4 мм происходит резкое увеличение контактов порошка вследствие его малого размера. Порошки с размером частиц более 1 мм благоприятствуют нерегулярности пористой структуры из-за малого количества точек контактов....
Способ изготовления монолитных элементов на основе керамики
Номер патента: 302
Опубликовано: 30.12.1994
Авторы: Сергеева М. В., Марченко И. В., Самойлов В. В., Гелясин А. Е.
Метки: изготовления, способ, элементов, монолитных, основе, керамики
Текст:
...подпожки и устранения их деформации при обжиге. уП р И М е р . Для изготовления монолитных элементов на основе керамки, обладающей пьезосвойствами,готовят питьевой шликер, состоящий из порошка пьезокерамки на основе цирканата-титаната свинца (ЦТС)чИ связующего на основе растворенного каучука. Шликер разливают в виде слон.толщИт ной 90-129 мкм на движущуюся технологическую подложку, Полученную пленку разделяют на полосы, которые собирают в...
Токопроводящая паста для формирования наружных электродов монолитных конденсаторов и способ ее получения
Номер патента: 323
Опубликовано: 30.12.1994
Авторы: Чкалова В. Н., Писаренко В. И., Костомаров В. С., Харламова Л. П.
МПК: H01B 1/02
Метки: токопроводящая, паста, наружных, конденсаторов, формирования, способ, монолитных, электродов, получения
Текст:
...керамического конденсаторостроения. а . - . Возможность осуществления изобретения подтверждается сведениями. относя а щимися к способу полученияпасты.примерам оптимальных составов и результатам экспериментальной проверки (испытаний изделий) - .Предлагаемый способ получения токопроводл-щей пасты осуществляется следующим образом.Предварительно мелкодиспрсное-серебро и стеклофритту смешивают с добавками аэростгта и стеариновой кислоты до...
Способ получения пористых проницаемых изделий на основе титана
Номер патента: 2278
Опубликовано: 30.09.1998
Авторы: Беляев Андрей Васильевич, Касперович Вячеслав Брониславович, Шелегов Владимир Иванович, Азарова Татьяна Алексеевна, Анащенко Михаил Петрович, Колесников Андрей Андреевич
МПК: B22F 3/04, C22C 1/04, B22F 3/10...
Метки: изделий, получения, проницаемых, пористых, основе, титана, способ
Текст:
...атмосферном давлении, путем краткоЦ 5-89верхности до температуры 8001600 С Ъ-1образование химических соединений,спекание частиц в зоне реакции и тепловые потери в окружающую среду. В резупьтатереакции происходит спекание частиц материала и образование на их поверхности защитного покрытия из т 1 н, Т 101 Изделие состоит из спеченных титановых частиц с покрытиемиз пленок ТП и Т 10 д. тоИзобретение иллюстрируется следующими примерами.П р и м...
Способ получения изделий из теста и установка для его осуществления
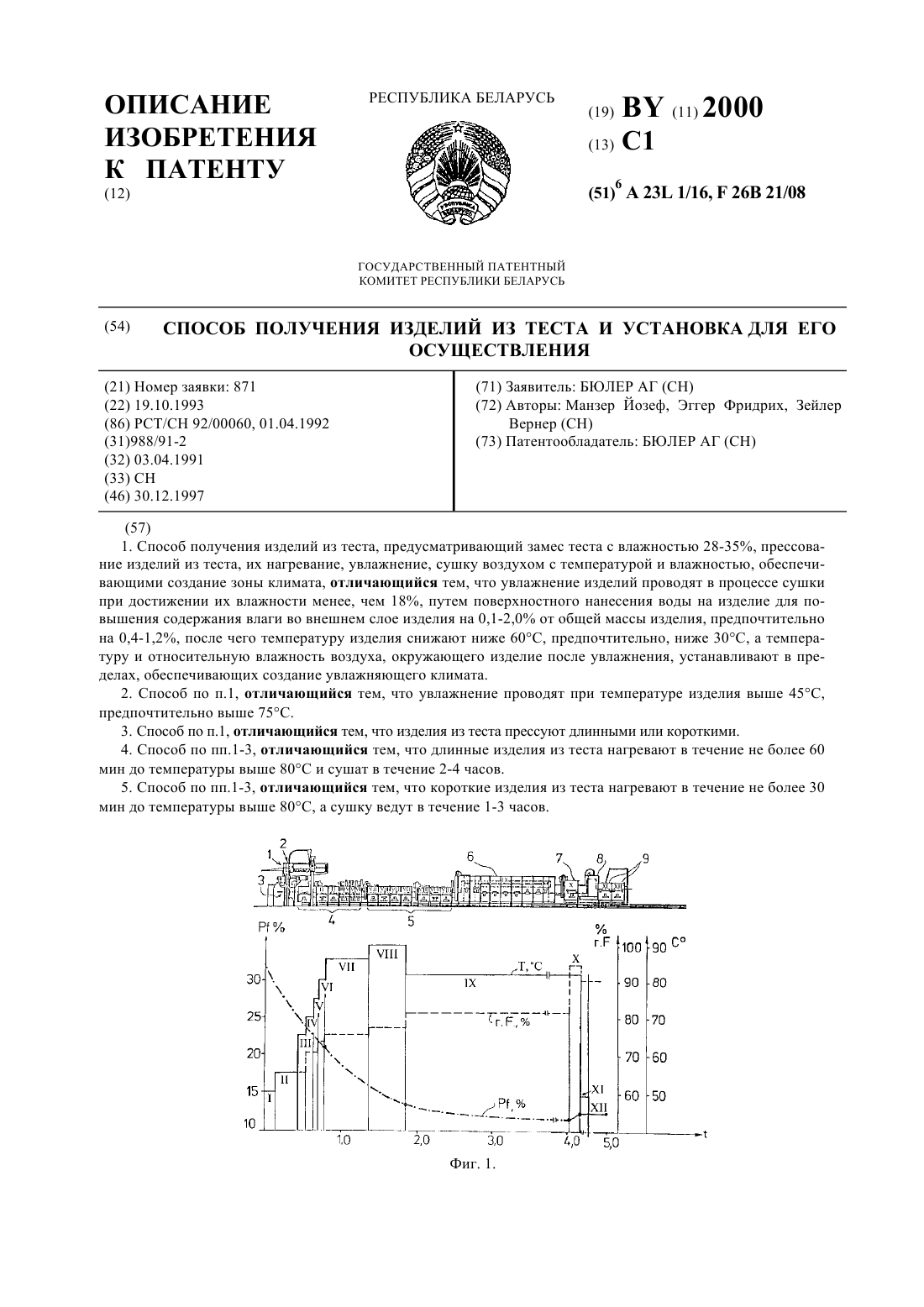
Номер патента: 2000
Опубликовано: 30.12.1997
Авторы: Зейлер Вернер, Манзер Йозеф, Эггер Фридрих
МПК: F26B 21/08, A23L 1/16
Метки: осуществления, получения, установка, способ, теста, изделий
Текст:
...заключается в том, что после сушки при высокой температуре,перед быстрым снижением температуры, изделия поверхностно увлажняют. Изобретение предусматривает различные варианты дальнейшего развития. Предлагается по отношению ко всему изделию добавлять воду, предпочтительно от 0,4 до 1,2. Наилучшие результаты достигаются также и при очень интенсивной сушке, когда добавление воды производится при температуре изделия выше 60 С,...
Предыдущий патент: Способ получения строительного герметика
Следующий патент: Флотационный осадкоуплотнитель
Случайный патент: Устройство для измерения скорости объекта