Экструзионная головка
Номер патента: 2021
Опубликовано: 30.03.1998
Авторы: Пинчук Леонид Семенович, Макаревич Анна Владимировна, Гольдаде Виктор Антонович
Текст
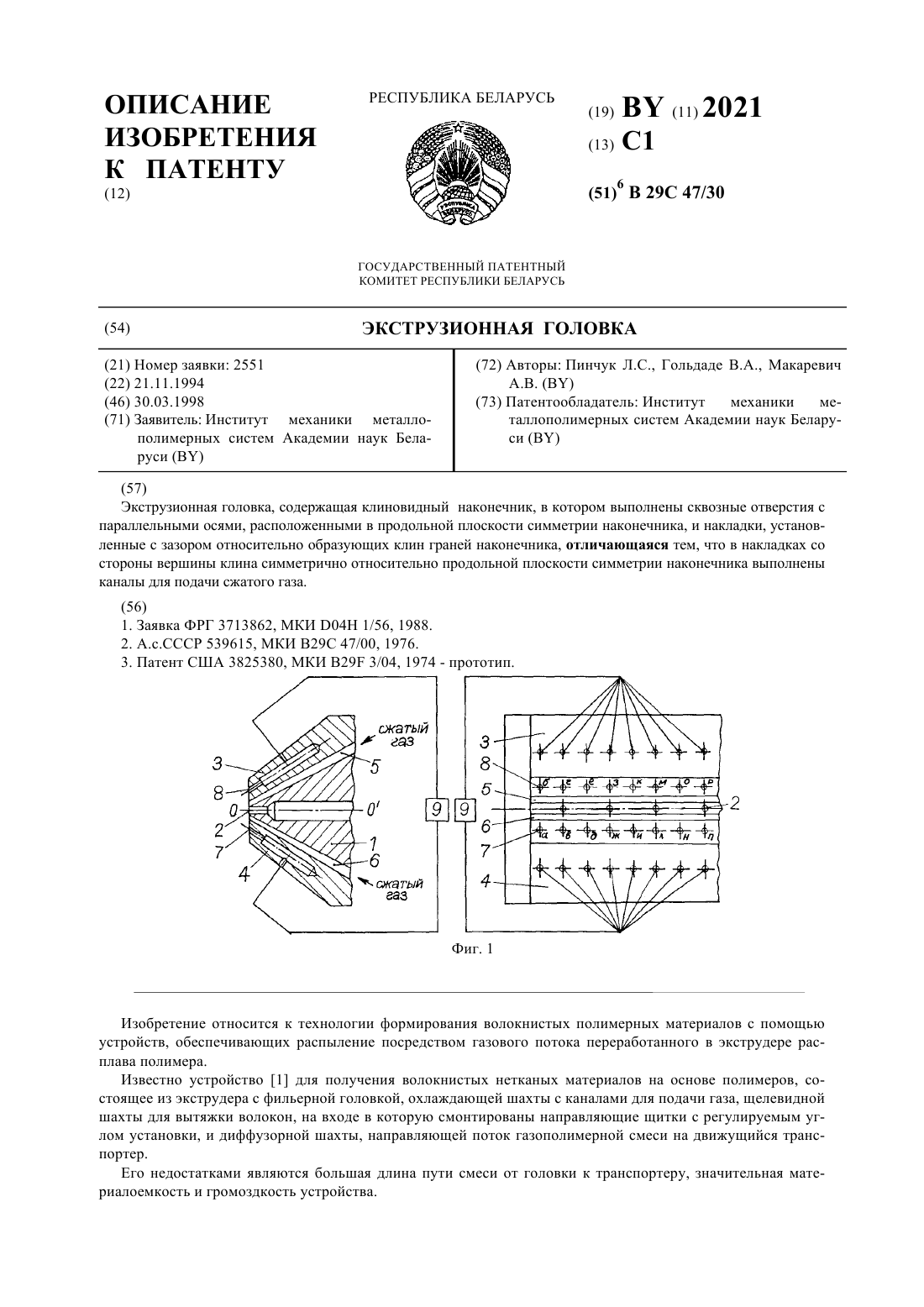
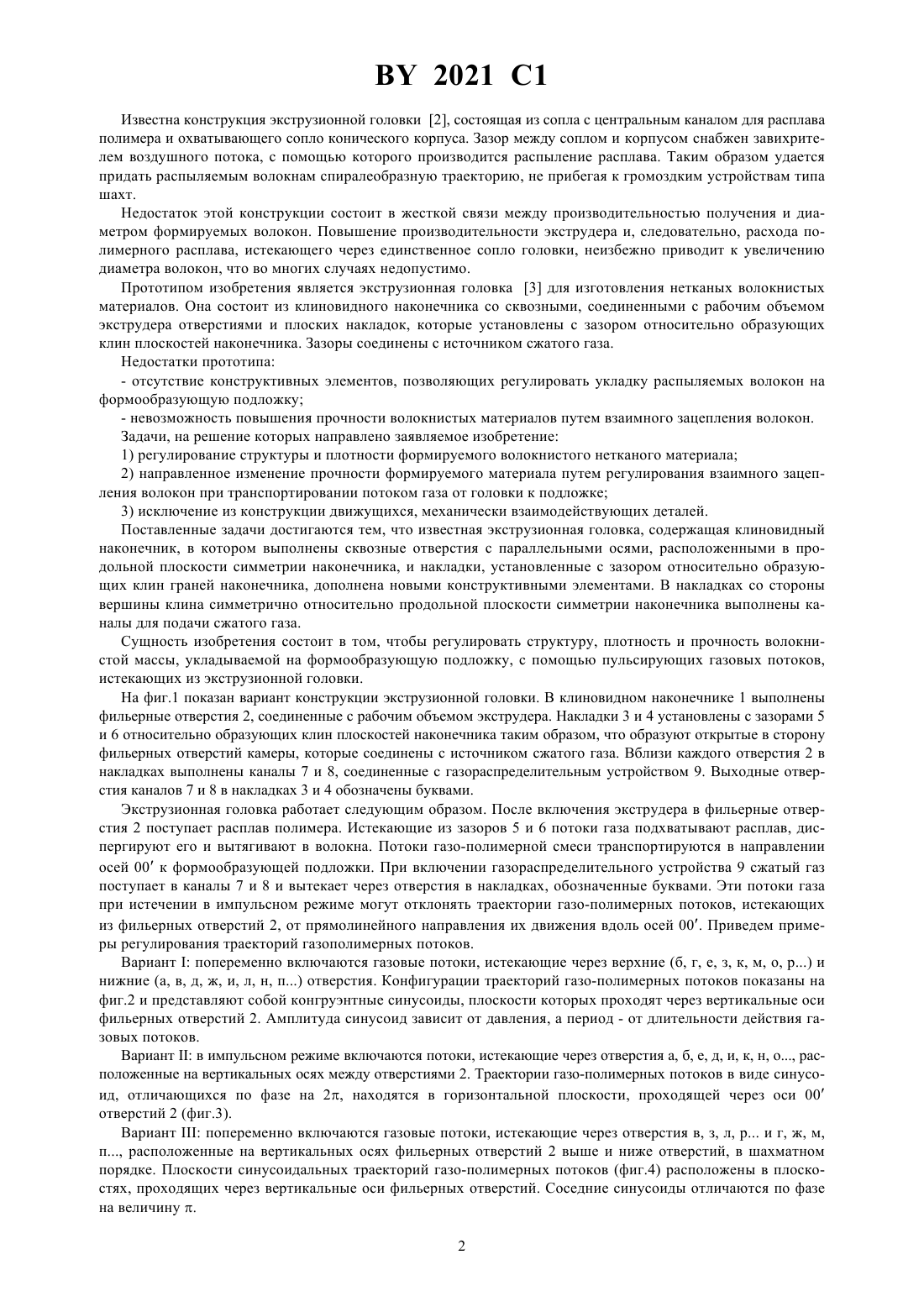
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(71) Заявитель Институт механики металлополимерных систем Академии наук Беларуси(73) Патентообладатель Институт механики металлополимерных систем Академии наук Беларуси(57) Экструзионная головка, содержащая клиновидный наконечник, в котором выполнены сквозные отверстия с параллельными осями, расположенными в продольной плоскости симметрии наконечника, и накладки, установленные с зазором относительно образующих клин граней наконечника, отличающаяся тем, что в накладках со стороны вершины клина симметрично относительно продольной плоскости симметрии наконечника выполнены каналы для подачи сжатого газа. Изобретение относится к технологии формирования волокнистых полимерных материалов с помощью устройств, обеспечивающих распыление посредством газового потока переработанного в экструдере расплава полимера. Известно устройство 1 для получения волокнистых нетканых материалов на основе полимеров, состоящее из экструдера с фильерной головкой, охлаждающей шахты с каналами для подачи газа, щелевидной шахты для вытяжки волокон, на входе в которую смонтированы направляющие щитки с регулируемым углом установки, и диффузорной шахты, направляющей поток газополимерной смеси на движущийся транспортер. Его недостатками являются большая длина пути смеси от головки к транспортеру, значительная материалоемкость и громоздкость устройства. 2021 1 Известна конструкция экструзионной головки 2, состоящая из сопла с центральным каналом для расплава полимера и охватывающего сопло конического корпуса. Зазор между соплом и корпусом снабжен завихрителем воздушного потока, с помощью которого производится распыление расплава. Таким образом удается придать распыляемым волокнам спиралеобразную траекторию, не прибегая к громоздким устройствам типа шахт. Недостаток этой конструкции состоит в жесткой связи между производительностью получения и диаметром формируемых волокон. Повышение производительности экструдера и, следовательно, расхода полимерного расплава, истекающего через единственное сопло головки, неизбежно приводит к увеличению диаметра волокон, что во многих случаях недопустимо. Прототипом изобретения является экструзионная головка 3 для изготовления нетканых волокнистых материалов. Она состоит из клиновидного наконечника со сквозными, соединенными с рабочим объемом экструдера отверстиями и плоских накладок, которые установлены с зазором относительно образующих клин плоскостей наконечника. Зазоры соединены с источником сжатого газа. Недостатки прототипа- отсутствие конструктивных элементов, позволяющих регулировать укладку распыляемых волокон на формообразующую подложку- невозможность повышения прочности волокнистых материалов путем взаимного зацепления волокон. Задачи, на решение которых направлено заявляемое изобретение 1) регулирование структуры и плотности формируемого волокнистого нетканого материала 2) направленное изменение прочности формируемого материала путем регулирования взаимного зацепления волокон при транспортировании потоком газа от головки к подложке 3) исключение из конструкции движущихся, механически взаимодействующих деталей. Поставленные задачи достигаются тем, что известная экструзионная головка, содержащая клиновидный наконечник, в котором выполнены сквозные отверстия с параллельными осями, расположенными в продольной плоскости симметрии наконечника, и накладки, установленные с зазором относительно образующих клин граней наконечника, дополнена новыми конструктивными элементами. В накладках со стороны вершины клина симметрично относительно продольной плоскости симметрии наконечника выполнены каналы для подачи сжатого газа. Сущность изобретения состоит в том, чтобы регулировать структуру, плотность и прочность волокнистой массы, укладываемой на формообразующую подложку, с помощью пульсирующих газовых потоков,истекающих из экструзионной головки. На фиг.1 показан вариант конструкции экструзионной головки. В клиновидном наконечнике 1 выполнены фильерные отверстия 2, соединенные с рабочим объемом экструдера. Накладки 3 и 4 установлены с зазорами 5 и 6 относительно образующих клин плоскостей наконечника таким образом, что образуют открытые в сторону фильерных отверстий камеры, которые соединены с источником сжатого газа. Вблизи каждого отверстия 2 в накладках выполнены каналы 7 и 8, соединенные с газораспределительным устройством 9. Выходные отверстия каналов 7 и 8 в накладках 3 и 4 обозначены буквами. Экструзионная головка работает следующим образом. После включения экструдера в фильерные отверстия 2 поступает расплав полимера. Истекающие из зазоров 5 и 6 потоки газа подхватывают расплав, диспергируют его и вытягивают в волокна. Потоки газо-полимерной смеси транспортируются в направлении осей 00 к формообразующей подложки. При включении газораспределительного устройства 9 сжатый газ поступает в каналы 7 и 8 и вытекает через отверстия в накладках, обозначенные буквами. Эти потоки газа при истечении в импульсном режиме могут отклонять траектории газо-полимерных потоков, истекающих из фильерных отверстий 2, от прямолинейного направления их движения вдоль осей 00. Приведем примеры регулирования траекторий газополимерных потоков. Вариантпопеременно включаются газовые потоки, истекающие через верхние (б, г, е, з, к, м, о, р) и нижние (а, в, д, ж, и, л, н, п) отверстия. Конфигурации траекторий газо-полимерных потоков показаны на фиг.2 и представляют собой конгруэнтные синусоиды, плоскости которых проходят через вертикальные оси фильерных отверстий 2. Амплитуда синусоид зависит от давления, а период - от длительности действия газовых потоков. Вариантв импульсном режиме включаются потоки, истекающие через отверстия а, б, е, д, и, к, н, о, расположенные на вертикальных осях между отверстиями 2. Траектории газо-полимерных потоков в виде синусоид, отличающихся по фазе на 2, находятся в горизонтальной плоскости, проходящей через оси 00 отверстий 2 (фиг.3). Вариантпопеременно включаются газовые потоки, истекающие через отверстия в, з, л, р и г, ж, м,п, расположенные на вертикальных осях фильерных отверстий 2 выше и ниже отверстий, в шахматном порядке. Плоскости синусоидальных траекторий газо-полимерных потоков (фиг.4) расположены в плоскостях, проходящих через вертикальные оси фильерных отверстий. Соседние синусоиды отличаются по фазе на величину . 2 2021 1 С помощью головки, схема которой приведена на фиг.1, формировали волокнистый материал на основе ПЭВД (ГОСТ 16337-77, марка 16405-020), используя экструдер с диаметром шнека 40 мм. Температурные режимы экструзии и аэродинамические режимы распыления расплава потоками воздуха, подаваемого через зазоры 5 и 6, были идентичны. В каналы 7 и 8 (диаметр - 1 мм) подавали осушенный сжатый воздух под давлением 0,4 МПа по технологическим вариантам- . Физико-механические характеристики материалов приведены в табл.1. Таблица 1 Варианты технологии Предел прочности при растяжении, МПа 0,81 1,23 0,72 Приведенные данные свидетельствуют, что с помощью пульсирующих воздушных потоков, истекающих из экструзионной головки, путем изменения их чередования, скорости и длительности воздействия на поток воздушно-полимерной смеси можно в значительной мере регулировать структуру, плотность и прочность волокнистого материала, осаждаемого на формообразующей подложке. оставитель Н.Б. Суханова Редактор Т.А. Лущаковская Корректор Т.Н. Никитина Заказ 0003 Тираж 20 экз. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B29C 47/30
Метки: экструзионная, головка
Код ссылки
<a href="https://by.patents.su/3-2021-ekstruzionnaya-golovka.html" rel="bookmark" title="База патентов Беларуси">Экструзионная головка</a>
Экструзионная головка
Номер патента: 1602
Опубликовано: 30.03.1997
Авторы: Гольдаде Виктор Антонович, Семенюк Михаил Савич, Громыко Юрий Владимирович, Марков Евгений Михайлович, Пинчук Леонид Семенович
МПК: B29C 47/30
Метки: головка, экструзионная
Текст:
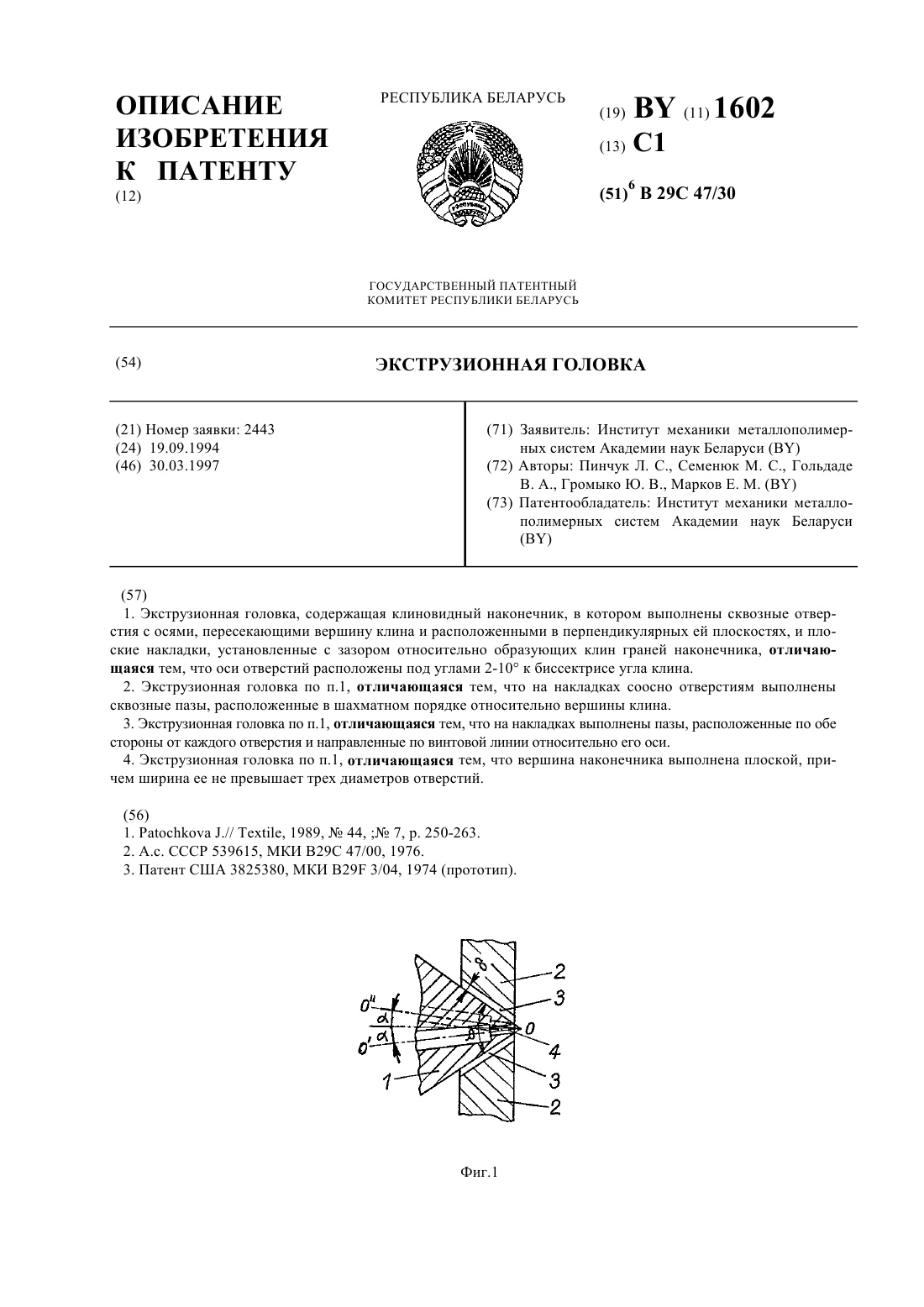
...спиралеобразного движения волокон на пути от головки к формообразующей подложке-технологическом упрощении конструкции гловки путем выполнения на стром конце клина плоской площадки, в которую выходят отверстия. На фиг. 1 изображен вариант конструкции головки. Клиновидный наконечник 1 сопряжен с плоскими накладками 2 , установленными с зазорами 3 относительно образующих клин плоскостей наконечника. В наконечнике выполнены сквозные...
Экструзионная головка для получения рукавных полимерных материалов
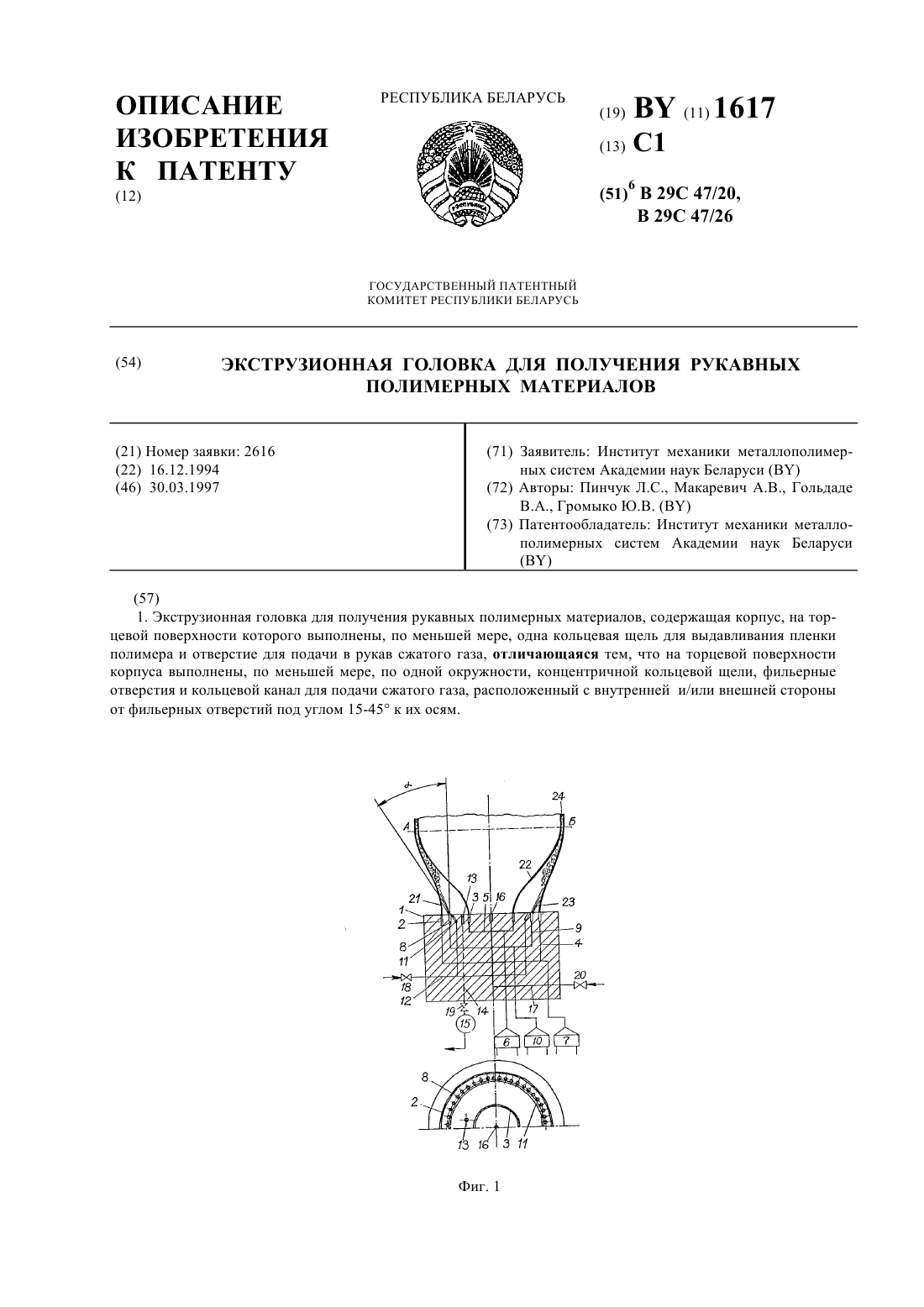
Номер патента: 1617
Опубликовано: 30.03.1997
Авторы: Пинчук Леонид Семенович, Гольдаде Виктор Антонович, Громыко Юрий Владимирович, Макаревич Анна Владимировна
МПК: B29C 47/26, B29C 47/20
Метки: экструзионная, головка, рукавных, полимерных, материалов, получения
Текст:
...охлаждением рукава приводит к образованию адгезионных соединений между компонентами материала. С помощью вентиля 19 регулируют давление в полости между пленками, откачивая избыток газа насосом 15 через отверстие 13 и канал 14. При раздуве рукава осажденный между пленками слой волокнистой массы деформируется в пористую прокладку 24. Получается листовой материал, состоящий из полимерных пленок 21 и 22, адгезионно связанных с волокнисто-пористым...
Головка экструдера для изготовления обрезиненного металлокордного полотна
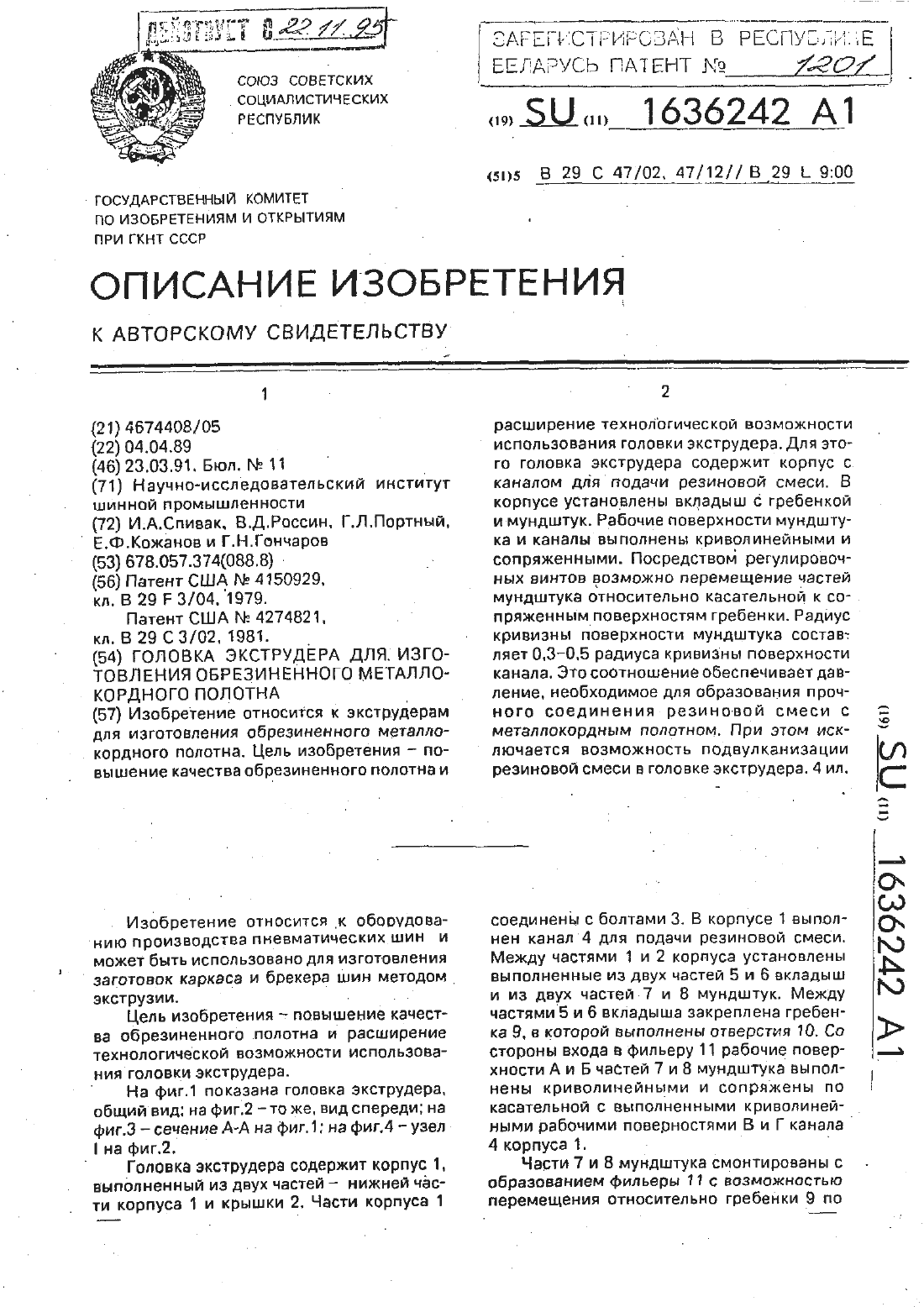
Номер патента: 1201
Опубликовано: 14.06.1996
Авторы: Спивак Игорь Александрович, Россин Валерий Донович, Портный Геннадий Лазаревич, Кожанов Евгений Фролович, Гончаров Геннадий Николаевич
МПК: B29C 47/12, B29C 47/02
Метки: головка, обрезиненного, полотна, экструдера, металлокордного, изготовления
Текст:
...образом. значение 121 должно быть в пределах 5-10 мм. т.е. соизмеримо с толщиной обкладки. Если 12 менее 2 Нт (отношение Н 1/Н 2 0.5). то имеется опасность завихрения резиновой смеси у поверхностей А и Б корпуса. что может привести к подвулканизации. снижению качества обкладки и надежности головки экструдера в работе. С другой стороны. если 132 более 381 (отношение Н 1/Н 21.0.3) то увеличивается время нахождениясмеси в канале 4 корпуса 1....
Лазерная обрабатывающая головка
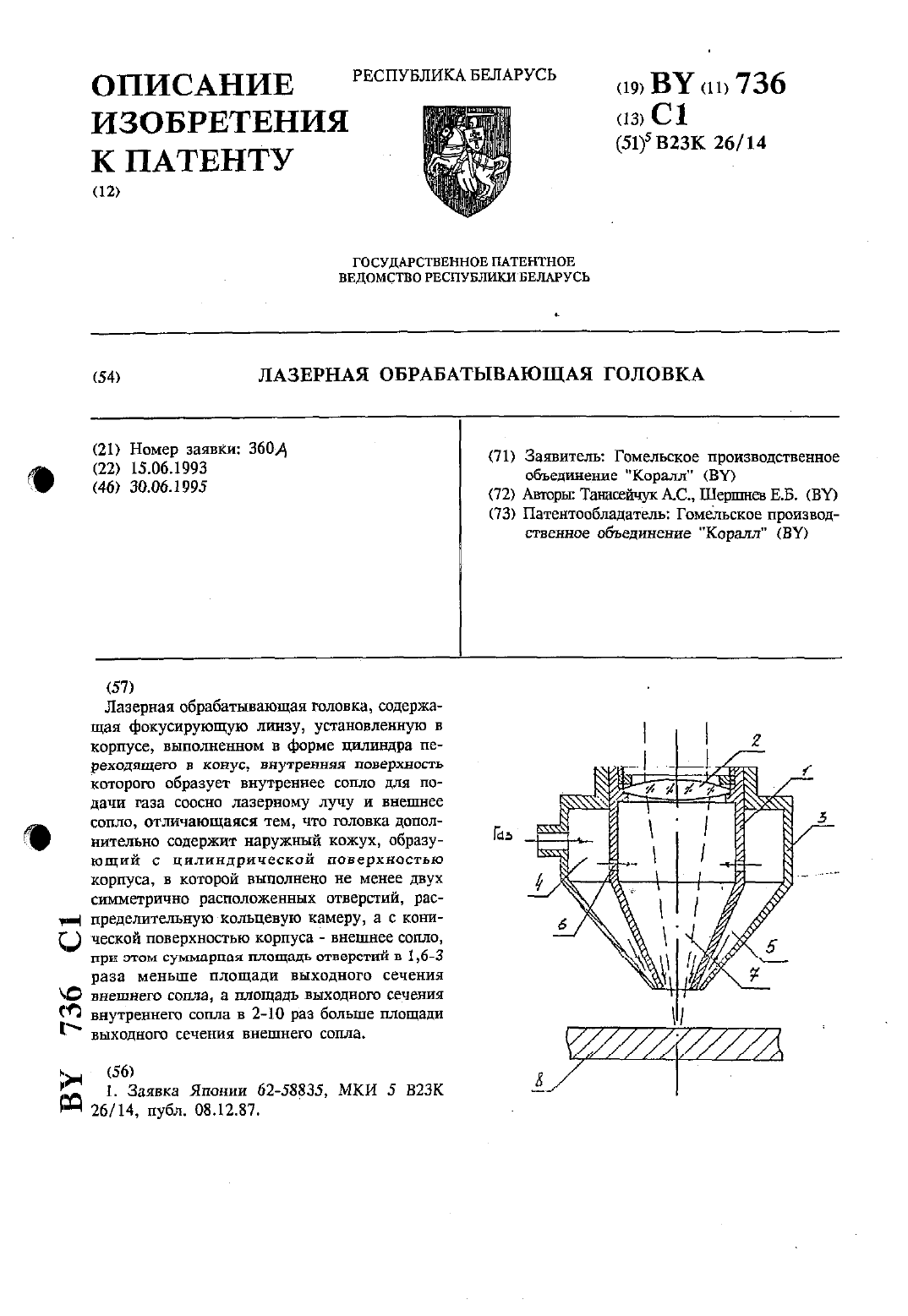
Номер патента: 736
Опубликовано: 30.06.1995
Авторы: Танасейчук А. С., Шершнев Е. Б.
МПК: B23K 26/14
Метки: лазерная, обрабатывающая, головка
Текст:
...поверхность которою образует внутреннее сопло для подачи газа соосно лазерному лучу и внешнее сопло, согласно изобретению,дополнительно содержит наружный кожух, образующий с цилиндрической поверхностью корпуса, в которой выполнено не менее двух симметрично расположенных отверстий, распределительную кольцевую камеру, а с конической поверхностью корпуса - внешнее сопло,при этом суммарная площадь отверстий в 16-3 раза меньше площади выходного...
Ножевая головка куттера
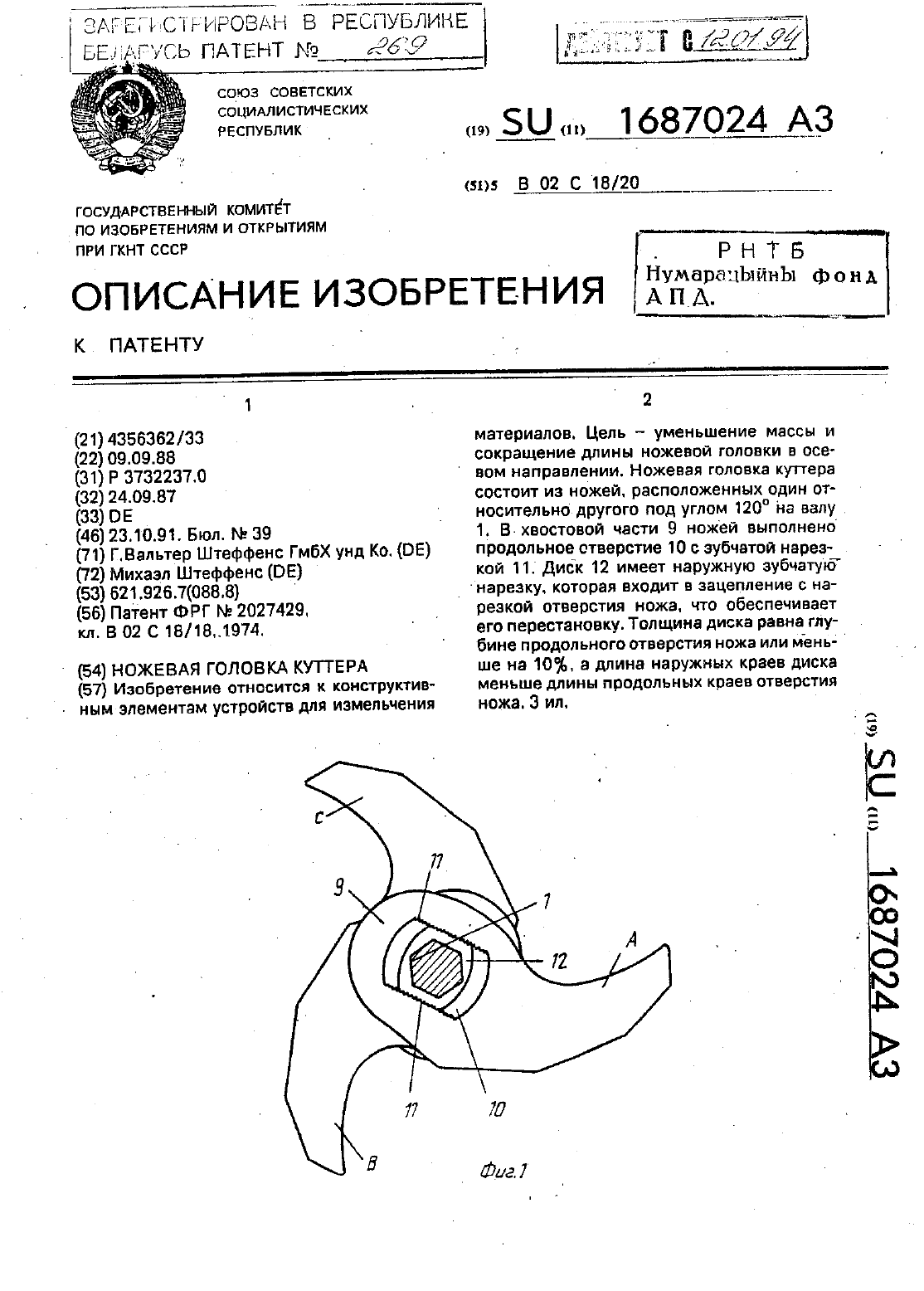
Номер патента: 269
Опубликовано: 30.12.1994
Автор: Михаэл Штеффенс
МПК: B02C 18/20
Метки: куттера, ножевая, головка
Текст:
...13 дляразмещения в нем соответствующего шестигранного ведущего вала 1 имеет на противоположных параллельных наружных продольных краях наружную зубчатую нарезку 14. которая входит в зацепление с внутренней зубчатой нарезкой 11 на продольных краях продольного отверстия 10. благодаря чему нож 4 можно переставлять в радиальном направпении ОТНОСИТЕЛЬНО центрального ОТВЕР стия диска 12 и тем самым относительнодлина диска 12 для приема вала...
Предыдущий патент: Устройство наблюдения
Следующий патент: Высоколинейный усилитель (варианты)
Случайный патент: Способ изготовления зубных протезов