Способ изготовления штырей электрических соединителей
Номер патента: 1875
Опубликовано: 30.12.1997
Авторы: Сергеев Николай Акимович, Ненарокомов Александр Владимирович, Пузанов Владимир Андреевич
Текст
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ИЗГОТОВЛЕНИЯ ШТЫРЕЙ ЭЛЕКТРИЧЕСКИХ СОЕДИНИТЕЛЕЙ(71) Заявитель Малое предприятие Внедренческая конструкторско-технологическая фирма ТОТОС(73) Патентообладатель Малое предприятие Внедренческая конструкторско-технологическая фирма ТОТОС(57) Способ изготовления штырей электрических соединителей, включающий формирование профиля поперечного сечения проволоки, нанесение покрытия на проволоку, высадку выступов, отрезку и обжимку заходной части штыря, отличающийся тем, что формирование профиля поперечного сечения проволоки осуществляют после нанесения покрытия непосредственно перед высадкой выступов, при этом профиль формируют исходя из условия, при котором длина окружности поперечного сечения круглой проволоки не превышает периметра поперечного сечения штыря. Фиг. 1 Изобретение относится к производству многоконтактных электрических соединителей для электронной и радиотехнической промышленности. Известен способ изготовления штыревых контактов электрических соединителей, по которому металлическую ленту прямоугольного сечения профилируют продольным резанием резцами. В результате операции лента приобретает профиль поперечного сечения контакта. Профилированную ленту пропускают через 1875 1 штамповочный автомат, на котором вырубают контакты, соединенные с несущей полосой и технологические отверстия. После этого ленту с контактами пропускают через установленные в технологической последовательности для нанесения металлического покрытия гальванические ванны. Группу контактов на несущей полосе ориентируют относительно гнезда изолятора, отделяют от несущей полосы в зоне слабого сечения и устанавливают в изолятор. Недостатками способа являются низкий коэффициент использования металла из-за снятия стружки резцами, вырубки перемычек между контактами несущей полосы большой расход материала на покрытие, так как покрываются не только контакты, но и та часть полосы, которая идет в отход высокая трудоемкость изготовления контакта из-за необходимости выполнения операции профилирования ленты резцами в продольном направлении. Наиболее близким по технической сущности к предлагаемому изобретению является способ и устройство для изготовления и запрессовки проволочных штырей в изделие 1, по которому металлическую проволоку вначале протягивают через волоку для получения профиля поперечного сечения штыревого контакта, затем пропускают через гальванические ванны, установленные в технологической последовательности для нанесения покрытия, и наматывают на катушку или в бухту. На станке для изготовления и установки контактов в колодку изолятора проволоку с бухты (или катушки) механизмом подачи последовательно подают на длину, соответствующую длине штыря, через натяжное устройство и рихтовочный механизм механизмом высадки формируют выступы на каждом штыре механизмом отрезки отделяют контакты от проволок формированием заходной части на торцах штыря и запрессовывают в гнезда колодки изолятора с перемещением последнего на шаг, равный расстоянию между гнездами. Недостатками данного способа являются низкое качество контакта, обусловленное тем, что напряжения,возникающие при намотке профилированной проволоки на бухту, приводят к ее скручиванию по винтовой поверхности. Это скручивание не устраняется рихтовкой проволоки рихтовочным механизмом. Величина этого скручивания непостоянна и приводит к сбоям в работе станка, потере производительности и низкому качеству самого контакта. Кроме того, покрытие проволоки имеет невысокую чистоту поверхности, может иметь поры и неравномерную толщину. Для устранения этого необходима дополнительная обработка проволоки (например, оплавление покрытия, состоящего из сплава олово-висмут в парах глицерина). Кроме того,поверхность проволоки при хранении окисляется, что ухудшает ее свойства, например, способность к пайке. Для улучшения качества поверхности проволоки необходимо ее обновление, например, методом протягивания через волоку. В основу изобретения положена задача разработки способа изготовления штырей электрических соединителей, в котором за счет новых технологических приемов при определенном соотношении размеров исходной проволоки и получаемого штыря обеспечивается повышение качества конечного продукта. Поставленная задача решается тем, что предлагается способ изготовления штырей электрических соединителей, включающий формирование профиля поперечного сечения проволоки, нанесение покрытия на проволоку, высадку выступов, отрезку и обжимку заходной части штыря. Согласно изобретению, формирование профиля поперечного сечения проволоки осуществляют после нанесения покрытия на проволоку круглого сечения и непосредственно перед высадкой выступов и дальнейшим изготовлением контакта в виде штыря. При этом профиль формируют исходя из условия, при котором длина окружности поперечного сечения круглой проволоки не превышает периметра поперечного сечения штыря. Формирование профиля поперечного сечения штыревого контакта в проволоке после нанесения покрытия непосредственно перед изготовлением контакта (высадкой выступов, отрезки проволоки, обжимки заходной части штыря) позволяет произвести по сравнению с прототипом более качественную рихтовку за счет пластической деформации проволоки в поперечном сечении, что увеличивает качество изготовления штыря. Кроме того, так как длина окружности поперечного сечения исходной проволоки не превышает периметра поперечного сечения получаемого штыря, то снятия покрытия с проволоки при ее протягивании через волоку не происходит. Процесс волочения сопровождается резким повышением температуры за счет трения о стенки волоки, и покрытие ( в данном случае олово-висмут) размягчается, затягивает поры в покрытии, увеличивая сплошность и чистоту поверхности. Сущность изобретения поясняется чертежами на фиг. 1 изображена технологическая линия, с помощью которой осуществляется предлагаемый способ на фиг. 2 изображено сечение А-А круглой проволоки на фиг. 3 изображено сечение Б-Б штыря в проволоке. Вначале проволоку 1 пропускают через последовательно установленные гальванические ванны для нанесения покрытия (на чертежах не показаны) и наматывают на катушку 2. Проволока протягивается через волоку 3 механизмом 4. В результате этого процесса осуществляется рихтовка, очистка поверхности проволоки, увеличивается ее сплошность и одновременно формируется профиль поперечного сечения контакта. Профилированная проволока, подача которой осуществляется на величину, равную длине штыря механизмом 4 зажима и подачи, поступает для дальнейшего формирования контакта в механизм 5 высадки высту 2 1875 1 пов, механизм 6 отрезки проволоки и обжимки заходной части штыря. Механизм 7 запрессовки контактов устанавливает штырь в ячейку колодки изолятора согласно схеме сборки. Например, необходимо получить из проволоки 1 контакт в виде штыря прямоугольного сечения 0,75 мм х 1,00 мм. Длина окружности (Сокр.) поперечного сечения исходной проволоки не должна превышать периметра (Ршт.) поперечного сечения получаемого штыря (см. фиг. 2 и 3). Исходный диаметр проволокиопределяют из данного условия Сокр.Ршт. П 2 а 2, где П 3, 14. Составитель Л.С. Зайкова Редактор Т.А. Лущаковская Корректор Т.Н. Никитина Заказ 9023 Тираж 20 экз. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: H01R 43/00, H01R 43/16
Метки: способ, электрических, соединителей, изготовления, штырей
Код ссылки
<a href="https://by.patents.su/3-1875-sposob-izgotovleniya-shtyrejj-elektricheskih-soedinitelejj.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления штырей электрических соединителей</a>
Способ изготовления коллекторов электрических машин
Номер патента: 1277
Опубликовано: 16.09.1996
Авторы: Петровский Генрих Викентьевич, Пенксик Александр Сергеевич, Бусел Николай Дмитриевич, БАДЕВИЧ Анатолий Брониславович, Ефимов Анатолий Михайлович, СЛЕСАРЕНКО Евгений Иванович, Гутфрайнд Овсей Абрамович, Дорошкевич Евгений Адамович, Звонарев Евгений Владимирович, Роман Олег Владиславович
МПК: H01R 43/08, B22F 3/24
Метки: коллекторов, электрических, способ, изготовления, машин
Текст:
...концов сегментов пазов, опрессовку пластмассой И уда. пение металлических переычек между сегментами, о т л и ч а ю щ и й с Я тем, лтос целью ловыения-про нем.с кольцевым зазором между ниинзводйтельностимеханических свойств Еизделцй Н экономии цветных металлов,прессовалие осуществляют с уступам на анутрелней поверхности с одной или двух сторон, после спеканиядоц полцительно проводят выдавливание за 7 готокив матрнцес профильным стерж3...
Способ работы паротурбинной установки на пониженных электрических нагрузках
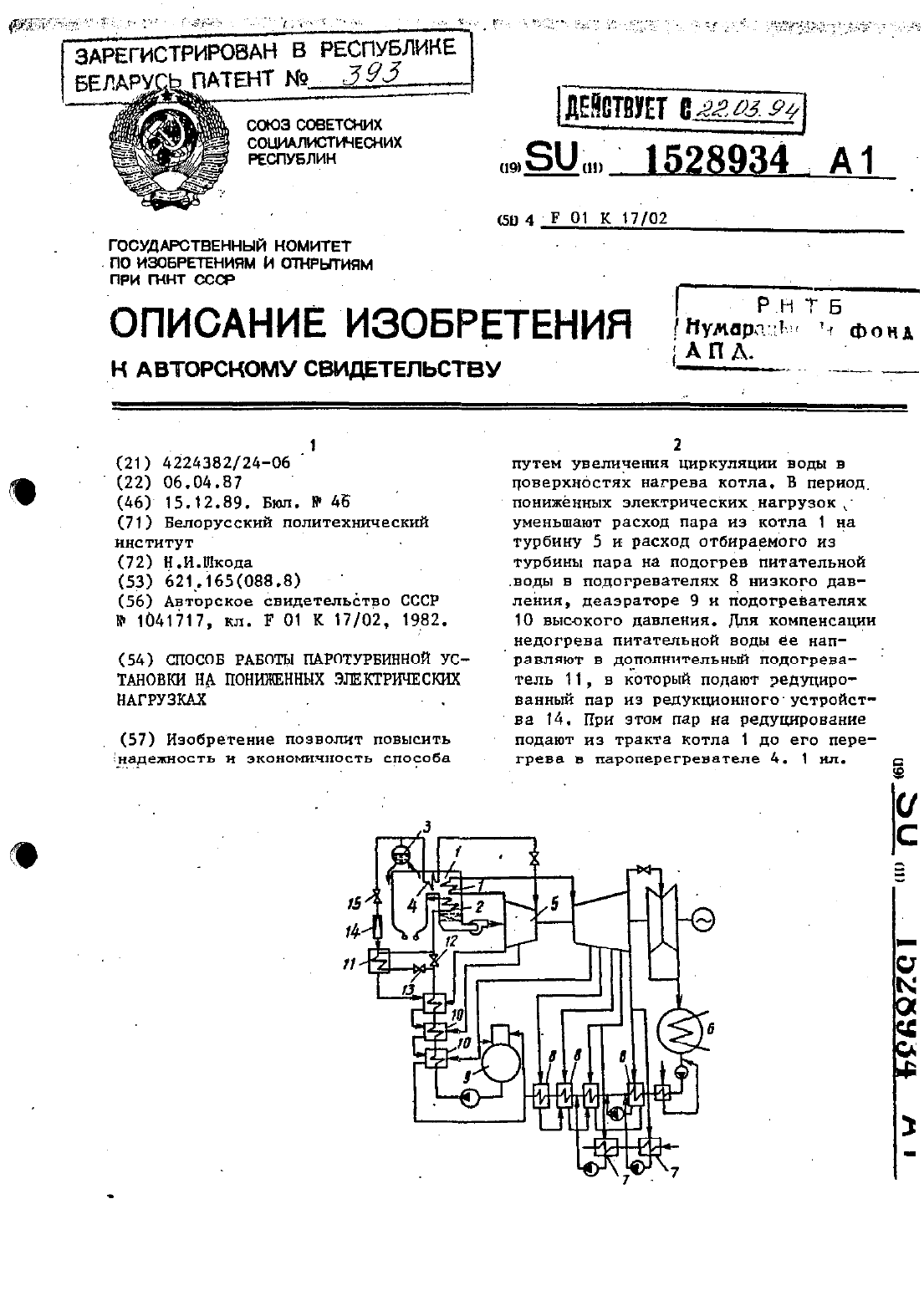
Номер патента: 393
Опубликовано: 30.03.1995
Автор: Шкода Николай Иванович
МПК: F01K 17/02
Метки: пониженных, работы, установки, способ, нагрузках, паротурбинной, электрических
Текст:
...котла до паро- РВГРЕВЗТВЛЯ 4. СЕТЕВЫЕ ПОДОГРЕВЕТЕ л также могут быть подключены к редукционному устройству (не показано). Способ осуществляют слецтющм образом. -В номнальном режиме работы паротурбинной установки пар из котла 1 с расчетным расходом подается на турбину 5, отработавшй в турбине пар оклаждается в конденсаторе 6, а питательная вода последовательно подогревается в подогревателяк 8 низкого давления, деаэраторей 9 и подогревателях 10...
Способ изготовления алмазного инструмента
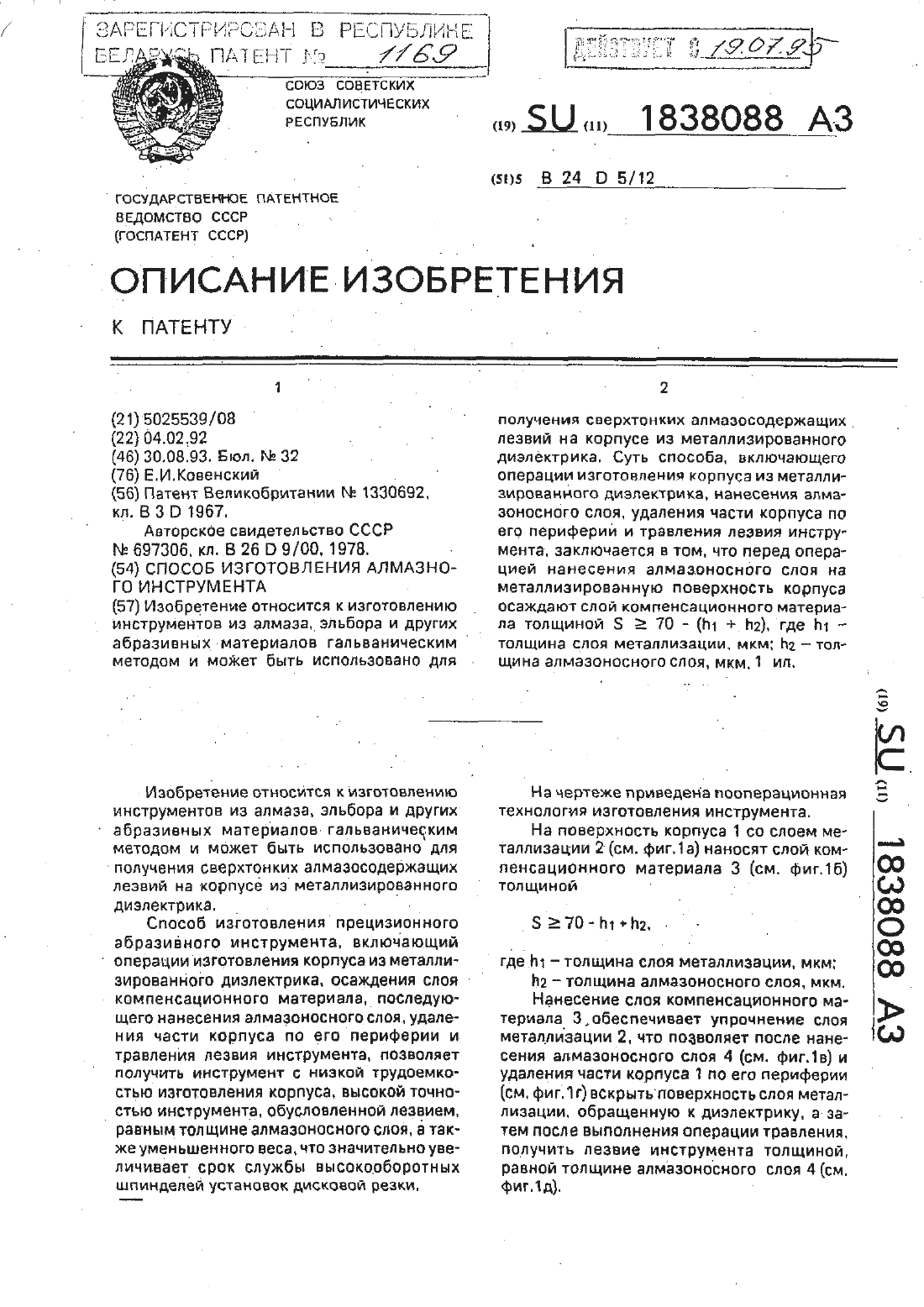
Номер патента: 1169
Опубликовано: 14.06.1996
Автор: Ковенский Евгений Исаакович
МПК: B24D 5/12
Метки: изготовления, способ, алмазного, инструмента
Текст:
...наружным диаметром круга и внутренним диаметром 48 мм.Исходя из требуемой толщины лезвия 4,равной 20 мкм. и толщины слоя металлизации 2 35 мкм в соответствии с минимальным экспериментально определенным суммарным размером слоев 2 З и 4 равным то мкм. определяли толщину слоя компенса- 15 ционного материала 3. равную 15 мкм. В качестве. компенсационного материала была вьтбрана медь. Медь указанной толщины наносили из электролита медн...
Способ изготовления трубчатых полимерных изделий
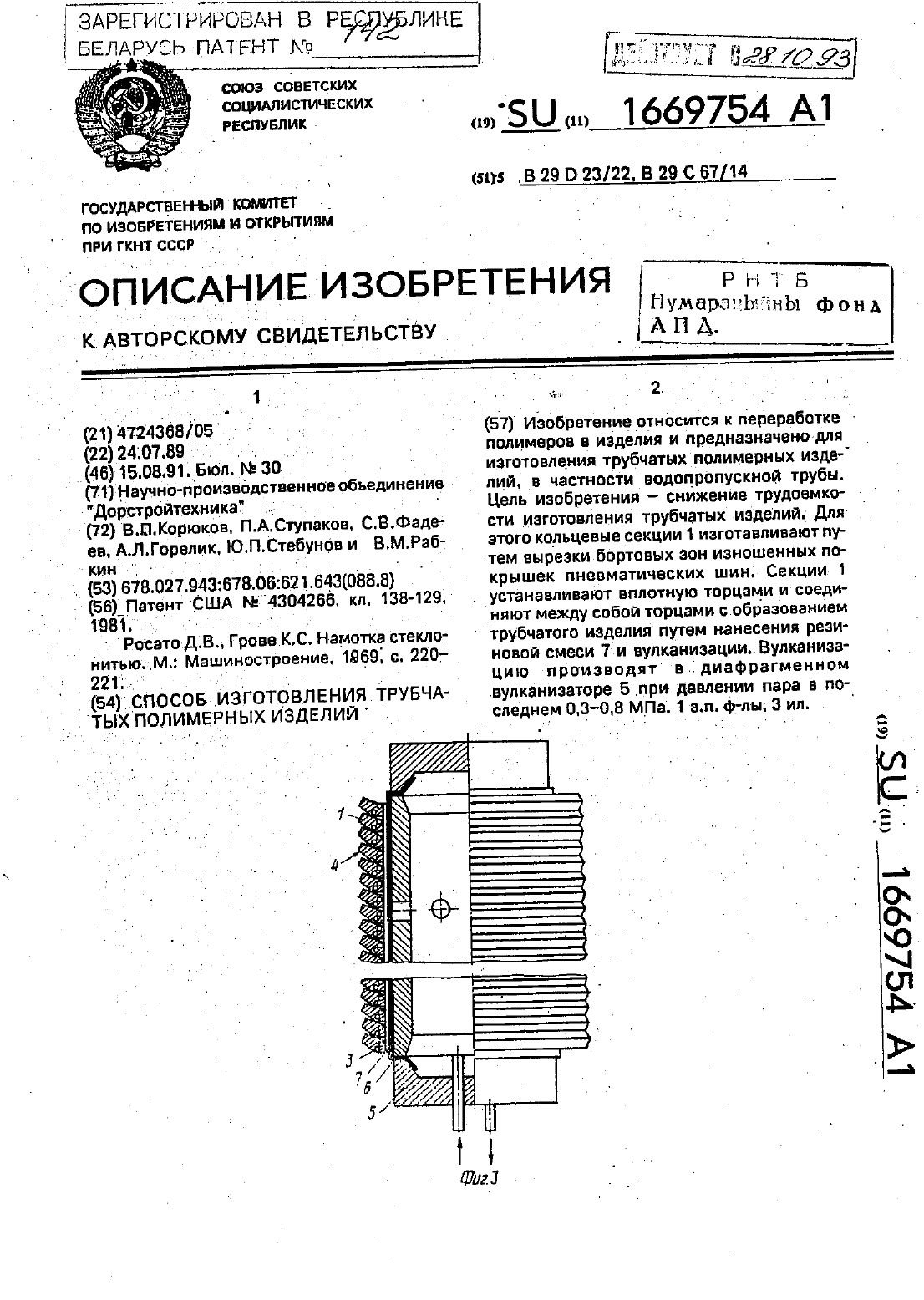
Номер патента: 142
Опубликовано: 30.09.1994
Авторы: Стебунов Ю. П., Горелик А. Л., Рабкин В. М., Ступаков П. А., Корюков В. П., Фадеев С. В.
МПК: B29D 23/22, B29C 67/14
Метки: трубчатых, способ, полимерных, изготовления, изделий
Текст:
...давлениивоздействием давления и нагрева резино- вая смесь заполняла зазоры между торцамисекций 1 и покрывалаих внутренней повер 45хности. соединяя секции между собой с об-раз-ованием трубучатого изделия водопропускной трубы и осуществлением вулканизации.После окончания вулканизации прекра- ащапи подачу пара в диафрагму 6. удаляли из нее конденсат и снимали готовую трубу.По результатам испытаний полученной трубы в соответствии с ГОСТ 6482-0-79...
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Король В. А., Степаненко А. В., Исаевич Г. А.
МПК: B21H 7/00
Метки: профилем, длине, изделий, заготовок, переменным, устройство, осуществления, изготовления, способ
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Предыдущий патент: Способ получения пленочного покрытия лекарственных препаратов
Следующий патент: Электрический соединитель для внутриблочного монтажа
Случайный патент: Способ изготовления многоуровневой системы микроэлектронных межсоединений на основе алюминия и его анодных оксидов