Способ шаржирования поверхности проволочной заготовки
Номер патента: 18642
Опубликовано: 30.10.2014
Авторы: Киселев Михаил Григорьевич, Москаленко Андрей Валерьевич, Дроздов Алексей Владимирович

Текст
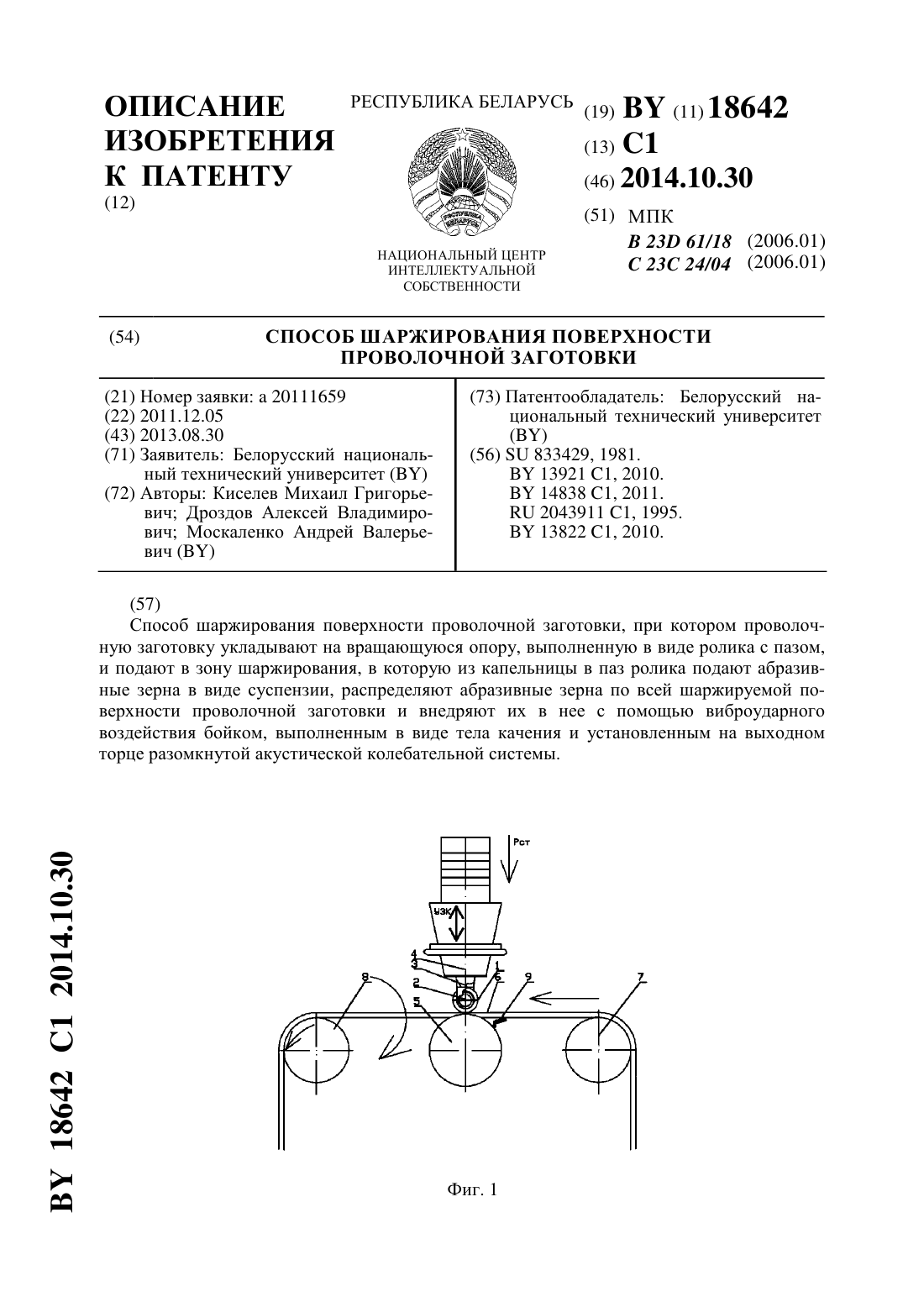
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ШАРЖИРОВАНИЯ ПОВЕРХНОСТИ ПРОВОЛОЧНОЙ ЗАГОТОВКИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Киселев Михаил Григорьевич Дроздов Алексей Владимирович Москаленко Андрей Валерьевич(73) Патентообладатель Белорусский национальный технический университет(57) Способ шаржирования поверхности проволочной заготовки, при котором проволочную заготовку укладывают на вращающуюся опору, выполненную в виде ролика с пазом,и подают в зону шаржирования, в которую из капельницы в паз ролика подают абразивные зерна в виде суспензии, распределяют абразивные зерна по всей шаржируемой поверхности проволочной заготовки и внедряют их в нее с помощью виброударного воздействия бойком, выполненным в виде тела качения и установленным на выходном торце разомкнутой акустической колебательной системы. 18642 1 2014.10.30 Изобретение относится к изготовлению шаржированных поверхностей абразивных инструментов и может быть использовано при обработке высокотвердых материалов резанием. Известен способ 1 изготовления проволочного инструмента, согласно которому заготовку, выполненную в виде корпуса с полостью, заполненной абразивными зернами и наполнительными армирующими деталями, помещают в контейнер высокого давления,нагревают и через отверстие матрицы выдавливают в виде стержня, после чего стержень охлаждают. Однако предлагаемый способ требует нагрева материала до значительных температур в инертной среде, что обусловливает применение дорогостоящего оборудования. Известен способ 2 формирования поверхностного покрытия из сверхтвердых материалов на абразивном инструменте с помощью закрепления абразивных частиц гальванически осаждаемым металлом. Однако основным недостатком такого способа изготовления инструмента является низкая сила удержания частиц на его поверхности. Наиболее близким к заявляемому является способ шаржирования поверхностей 3,при котором абразивные частицы посредством бойка внедряют в шаржируемую поверхность, причем бойку сообщают колебания. Недостатками прототипа являются необходимость подачи инструмента вдоль шаржируемой поверхности, что неприменимо для получения проволочного инструмента с поверхностным абразивным слоем. Задачей предлагаемого изобретения является обеспечение возможности получения проволочного инструмента с поверхностным абразивным слоем. Для этого в способе шаржирования поверхности проволочной заготовки проволочную заготовку укладывают на вращающуюся опору, выполненную в виде ролика с пазом, и подают в зону шаржирования, в которую из капельницы в паз ролика подают абразивные зерна в виде суспензии, затем распределяют абразивные зерна по всей шаржируемой поверхности проволочной заготовки и внедряют их в нее с помощью виброударного воздействия бойком, выполненным в виде тела качения и установленным на выходном торце разомкнутой акустической колебательной системы. Для повышения производительности шаржирования поверхностного слоя проволочного инструмента используется установка бойка на выходном концентраторе разомкнутой акустической колебательной системы. Это дает возможность реализовать виброударное взаимодействие бойка и шаржируемой поверхности с широким диапазоном частот возникающих колебаний, что позволяет повысить вероятность успешного внедрения зерен в поверхность проволочного инструмента. При этом выполнение бойка и опоры в виде тел качения и вращение последней позволяют подавать абразивные зерна в зону шаржирования. Кроме того, за счет реализации виброударного взаимодействия бойка с шаржируемой поверхностью угловая скорость его вращения уменьшается по сравнению со значением,соответствующим качению без виброударного взаимодействия. Это позволяет, регулируя уровень виброударного взаимодействия, управлять скоростью подачи алмазных зерен в зону шаржирования, что также повышает вероятность успешного их внедрения в поверхность заготовки. Схематично процесс шаржирования заготовок проволочных инструментов показан на фигурах, где на фиг. 1 показана схема шаржирования поверхности проволочного режущего инструмента, на фиг. 2 - установка бойка на акустической колебательной системе. Боек 1 в виде кольца с отверстием устанавливается с помощью оси 2 в вилке 3, установленной на выходном торце акустической колебательной системы 4, расположенной напротив опоры, выполненной в виде ролика 5 с пазом, в который укладывается заготовка 6 абразивного инструмента. Ее подача в зону шаржирования осуществляется вращением системы роликов, состоящей из натягивающего ролика 7 и подающего ролика 8. Для об 2 18642 1 2014.10.30 работки всей поверхности заготовки 6 абразивного инструмента ее также вращают вдоль собственной оси. Абразивные зерна в виде суспензии подаются из капельницы 9 в паз опоры 5 и в результате ее вращения попадают под боек 1. Вращение заготовки 6 абразивного инструмента вокруг собственной оси позволяет распределить абразивную суспензию по всей шаржируемой поверхности. Для шаржирования заготовки 6 подают ультразвуковые колебания на выходной торец акустической колебательной системы 4, в результате чего боек 1 при определенном уровне статической нагрузки на опору 5, создаваемой трособлочной системой 10, виброударно взаимодействует с поверхностью заготовки 6 абразивного инструмента в зоне шаржирования. Абразивные (алмазные) зерна за счет реализации виброударного взаимодействия при отрыве бойка 1 от поверхности заготовки 6 абразивного инструмента попадают в зону шаржирования, а затем при последующем опускании бойка 1 внедряются в ее поверхность. За счет подачи ультразвуковых колебаний на боек 1 уровень его виброударного взаимодействия с поверхностью заготовки 6 абразивного инструмента характеризуется возникновением как низкочастотных колебаний с большой амплитудой, ответственных за попадание зерен в зону шаржирования и их последующее начальное внедрение в материал проволоки, так и высокочастотных колебаний с меньшей амплитудой, позволяющих увеличить глубину внедрения зерен и обеспечить их лучшее закрепление на поверхности режущего инструмента. Источники информации 1. Патент 2104856 1, МПК 243/00, 17/00, 1998. 2. Патент США 3061525. 3. А.с. СССР 833429, МПК 24 17/00, 1/00, 1981 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23D 61/18, C23C 24/04
Метки: проволочной, поверхности, шаржирования, заготовки, способ
Код ссылки
<a href="https://by.patents.su/3-18642-sposob-sharzhirovaniya-poverhnosti-provolochnojj-zagotovki.html" rel="bookmark" title="База патентов Беларуси">Способ шаржирования поверхности проволочной заготовки</a>
Установка для шаржирования боковой поверхности распиловочного диска
Номер патента: 14838
Опубликовано: 30.10.2011
Авторы: Киселев Михаил Григорьевич, Габец Вячеслав Леонидович, Дроздов Алексей Владимирович, Столяров Александр Александрович
МПК: B24B 1/04, B24B 57/02
Метки: шаржирования, диска, распиловочного, поверхности, боковой, установка
Текст:
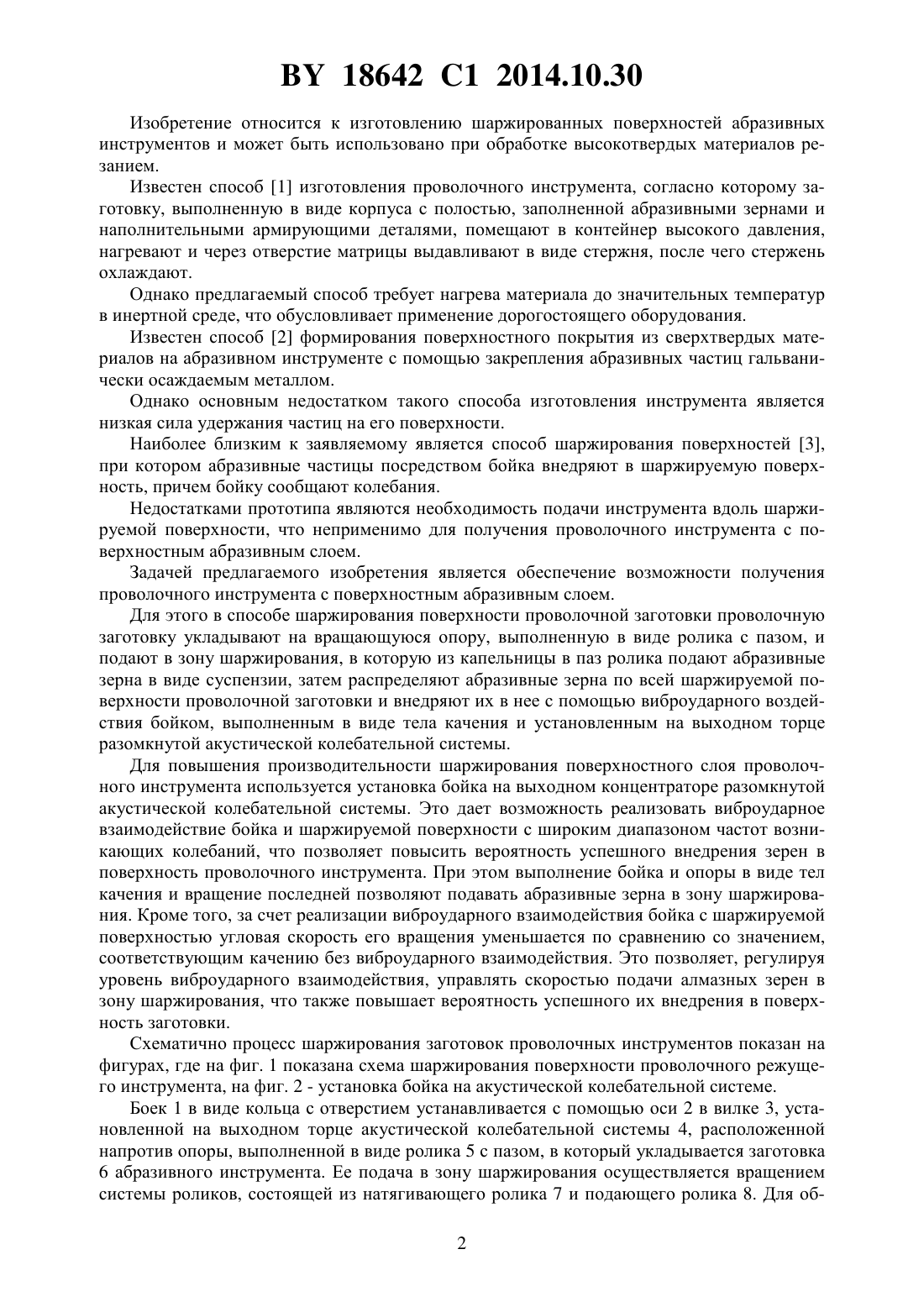
...в проушине которой располагается подшипник качения, виброударного режима обработки, а также реализации при взаимодействии подшипника качения с боковой поверхностью режущего инструмента шаржирования путем вдавливания алмазных частиц роликом. Кроме того,уменьшение площади контакта между деформирующим инструментом и боковой поверхностью распиловочного диска увеличивает удельное давление на алмазные зерна, снижая время шаржирования....
Устройство для шаржирования боковых поверхностей распиловочного диска

Номер патента: 13908
Опубликовано: 30.12.2010
Авторы: Киселев Михаил Григорьевич, Дроздов Алексей Владимирович, Габец Вячеслав Леонидович, Степаненко Дмитрий Александрович
МПК: B24B 57/00
Метки: диска, шаржирования, поверхностей, боковых, устройство, распиловочного
Текст:
...устройстве используются так называемые разомкнутые акустические колебательные системы. Их особенностью является наличие одного или нескольких промежуточных элементов, размещаемых с возможностью перемещения относительно оси концентратора акустической системы между его торцом и обрабатываемой поверхностью. Разомкнутые акустические колебательные системы характеризуются тем, что при определенных условиях они переходят в виброударный режим...
Устройство для шаржирования боковых поверхностей распиловочного диска
Номер патента: U 2874
Опубликовано: 30.06.2006
Авторы: Киселев Михаил Григорьевич, Новиков Александр Анатольевич
МПК: B24B 1/04
Метки: шаржирования, боковых, распиловочного, поверхностей, устройство, диска
Текст:
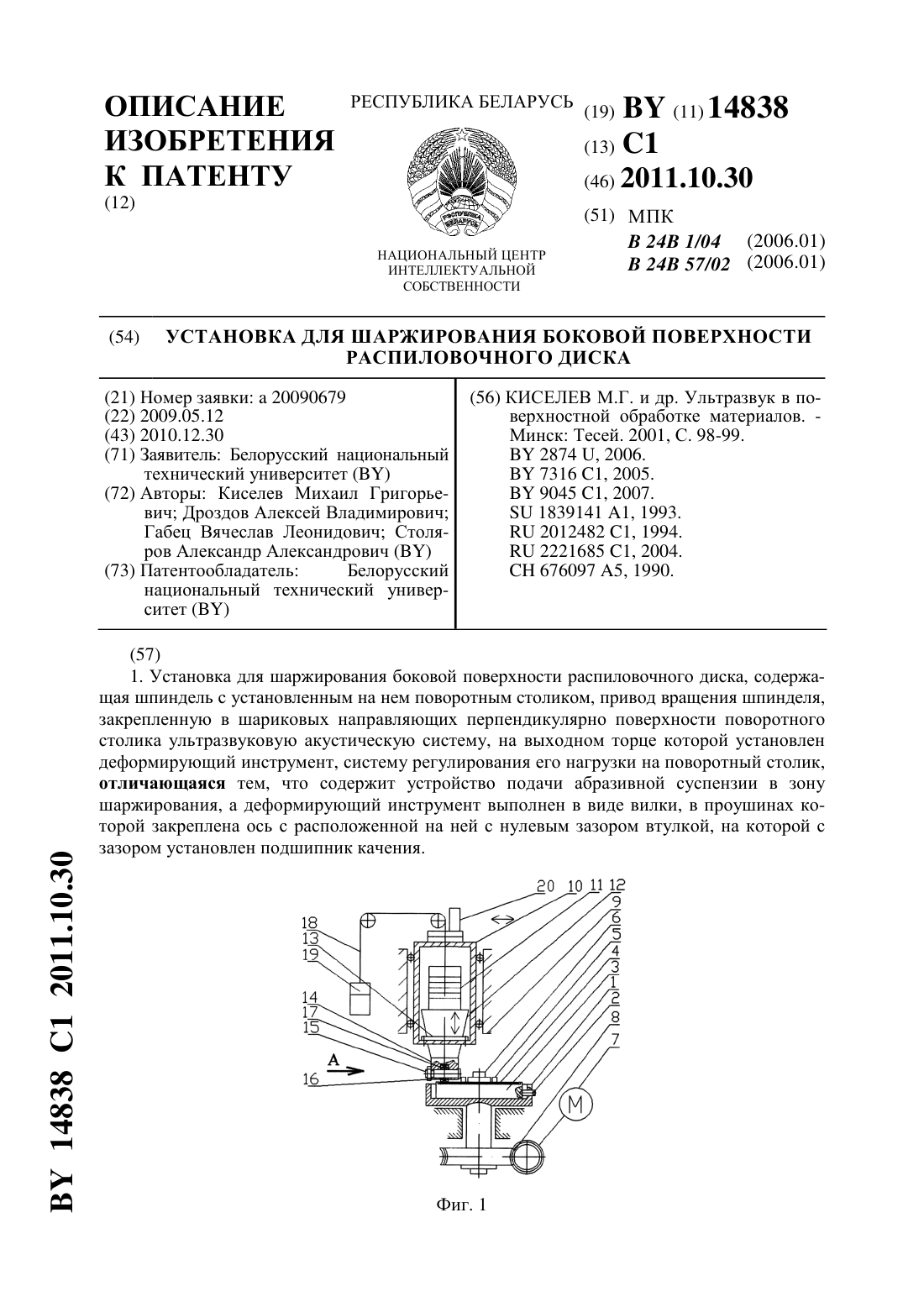
...В заявляемой полезной модели в качестве промежуточного элемента использован спиленный шарик,который устанавливается в сменный наконечник. Разомкнутые акустические колебательные системы характеризуются тем, что при определенных условиях они переходят в виброударный режим работы. При этом в системе помимо ультразвуковых колебаний возникают низкочастотные колебания промежуточных звеньев, обусловленные динамическим уводом...
Устройство для шаржирования боковых поверхностей распиловочного диска

Номер патента: U 2910
Опубликовано: 30.08.2006
Авторы: Киселев Михаил Григорьевич, Новиков Александр Анатольевич
МПК: B24B 1/04
Метки: шаржирования, поверхностей, распиловочного, боковых, устройство, диска
Текст:
...к увеличению производительности обработки. Кроме того, значительная амплитуда низкочастотных колебаний звеньев виброударной акустической системы приводит к возникновению в процессе обработки значительных зазоров между рабо 2 29102006.08.30 чей поверхностью сменного инструмента и поверхностью заготовки, что облегчает доступ абразивной суспензии в зону обработки. Полезная модель поясняется чертежом, где на фиг. 1 показана схема устройства для...
Устройство для шаржирования боковых поверхностей распиловочного диска
Номер патента: 16631
Опубликовано: 30.12.2012
Авторы: Киселев Михаил Григорьевич, Николаевский Александр Романович, Дроздов Алексей Владимирович
МПК: B24D 18/00, B24B 57/02, B24B 1/04...
Метки: диска, устройство, распиловочного, шаржирования, боковых, поверхностей
Текст:
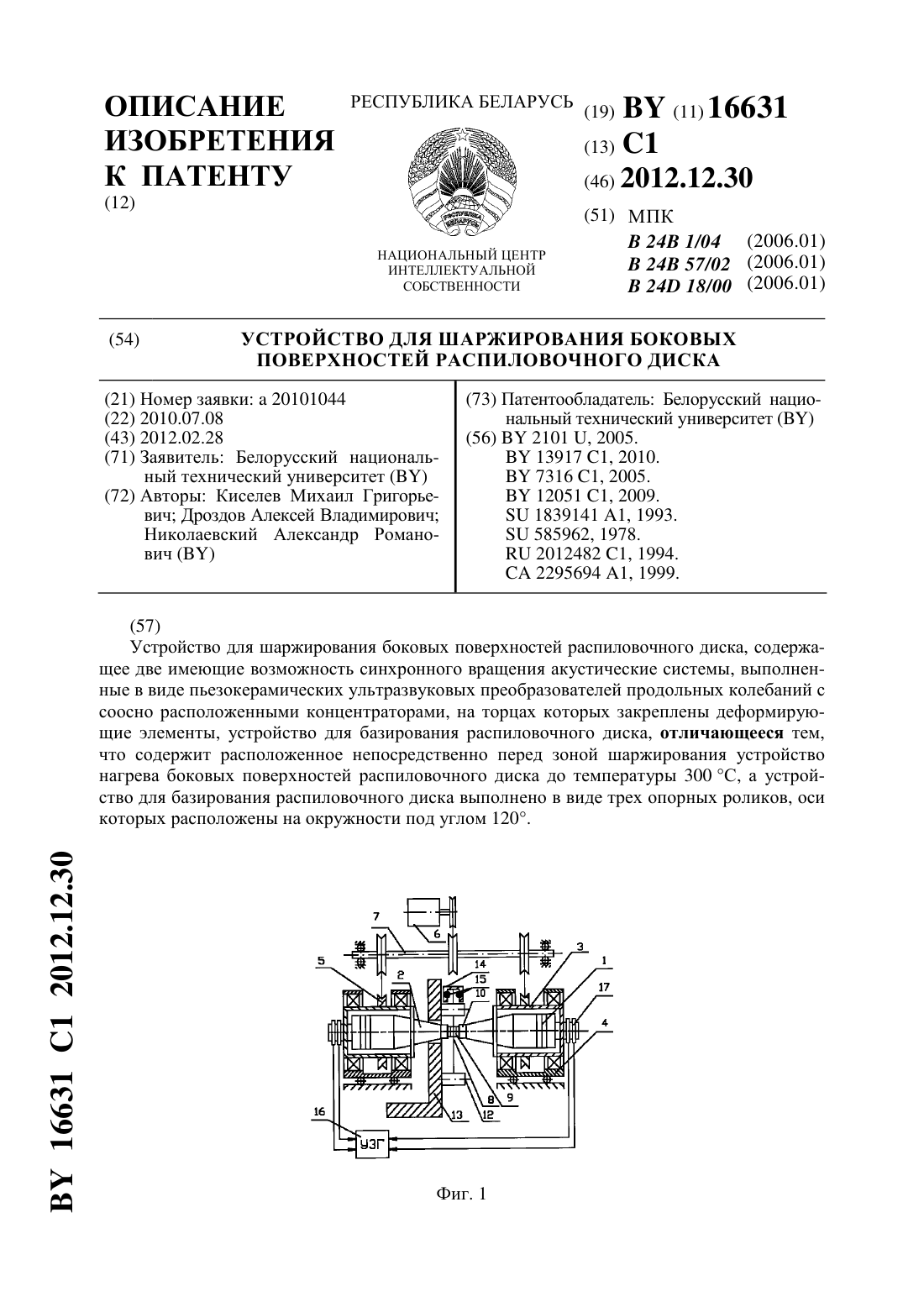
...диска. 2 16631 1 2012.12.30 Устройство содержит две синхронно вращающиеся акустические колебательные системы, выполненные в виде пьезокерамических ультразвуковых преобразователей 1 продольных колебаний с соосно расположенными концентраторами 2. Корпуса 3 ультразвуковых преобразователей 1 установлены в шарикоподшипниках на каретках 4. Каретки 4 закреплены на направляющих качения, допускающих их перемещение вдоль общей оси...
Предыдущий патент: Электрод для электролитического получения водорода и кислорода из щелочных электролитов
Следующий патент: Устройство для получения сыворотки крови
Случайный патент: Теплообменник