Установка для шаржирования боковой поверхности распиловочного диска
Номер патента: 14838
Опубликовано: 30.10.2011
Авторы: Киселев Михаил Григорьевич, Габец Вячеслав Леонидович, Дроздов Алексей Владимирович, Столяров Александр Александрович
Текст
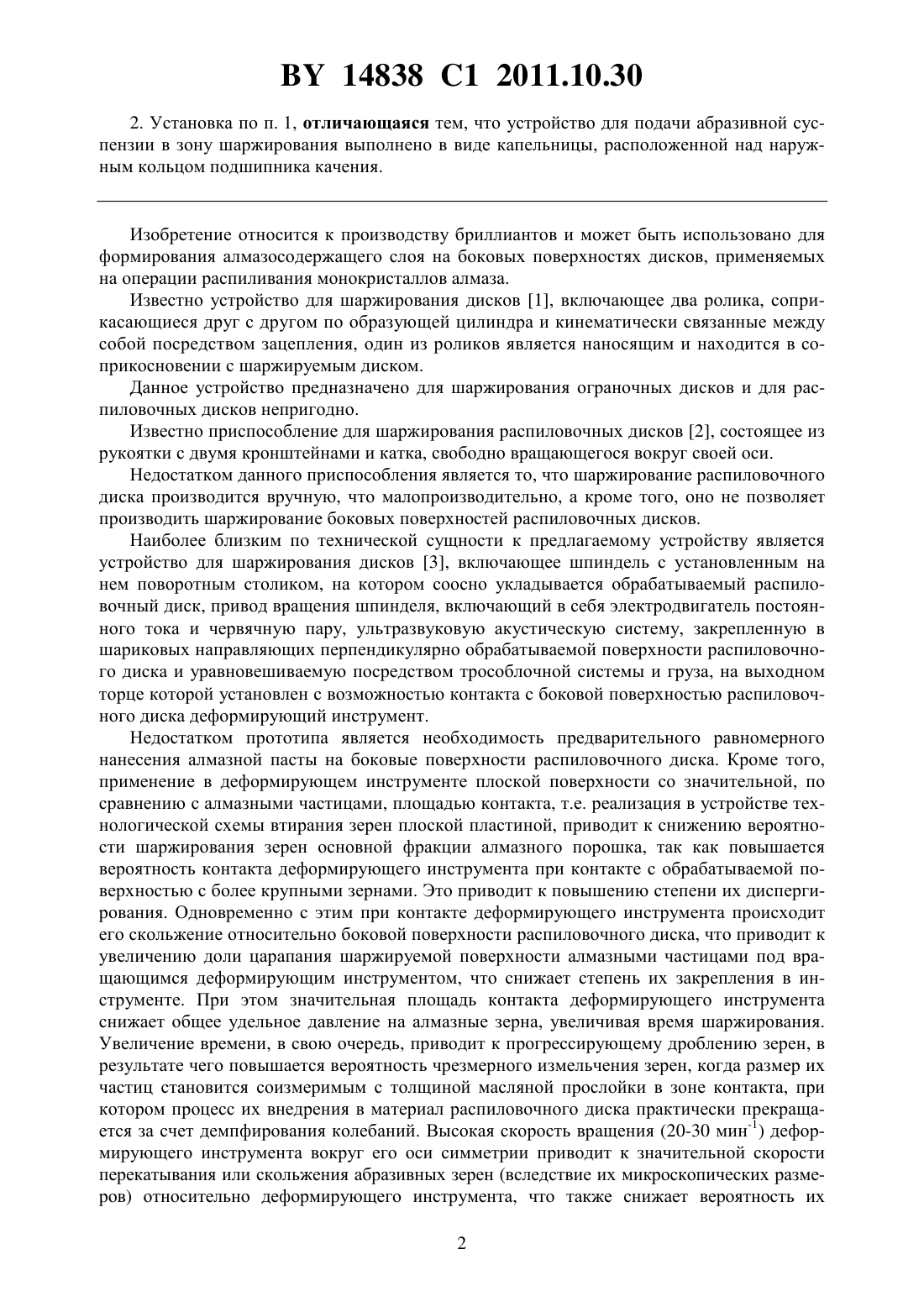
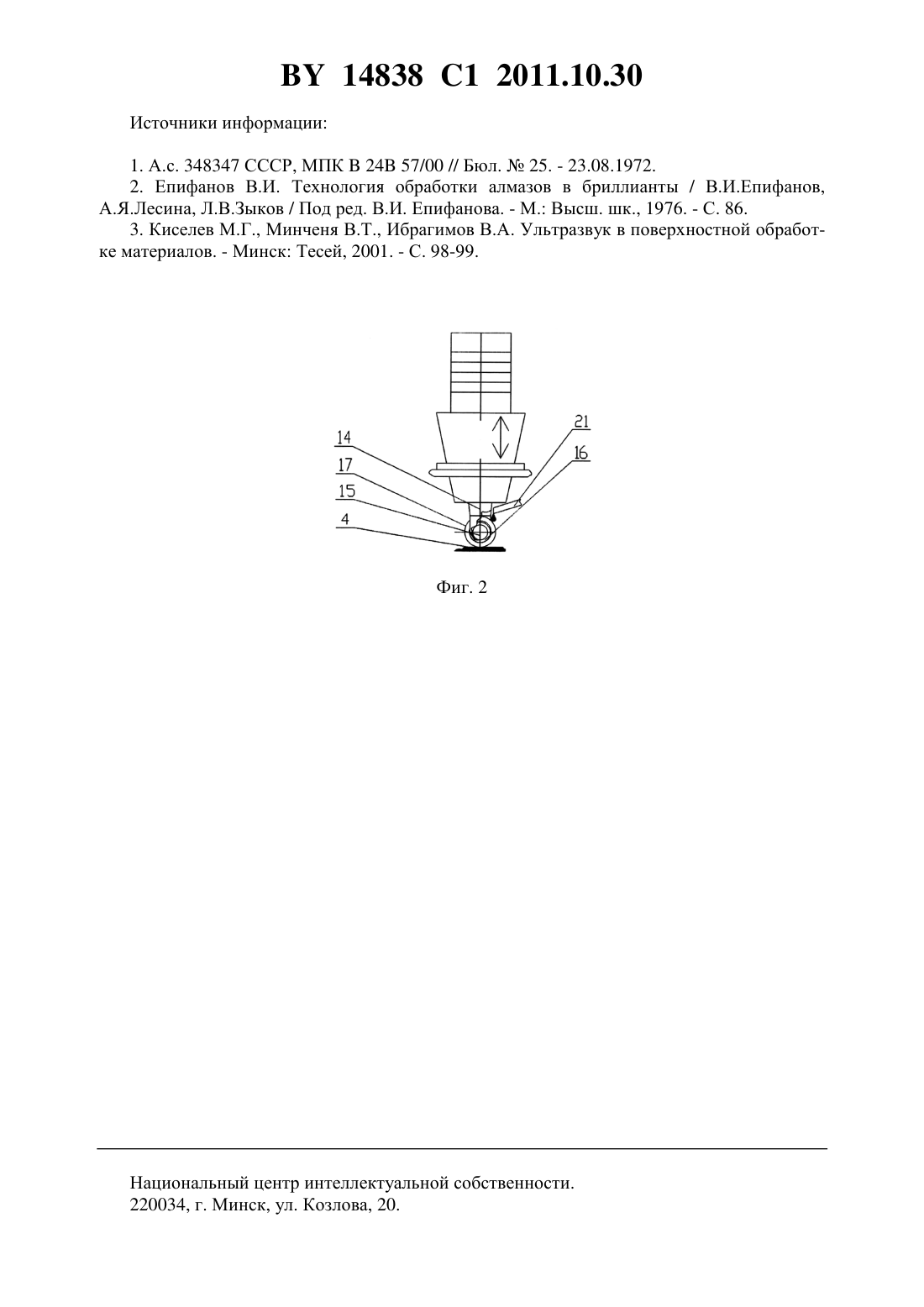
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТАНОВКА ДЛЯ ШАРЖИРОВАНИЯ БОКОВОЙ ПОВЕРХНОСТИ РАСПИЛОВОЧНОГО ДИСКА(71) Заявитель Белорусский национальный технический университет(72) Авторы Киселев Михаил Григорьевич Дроздов Алексей Владимирович Габец Вячеслав Леонидович Столяров Александр Александрович(73) Патентообладатель Белорусский национальный технический университет(57) 1. Установка для шаржирования боковой поверхности распиловочного диска, содержащая шпиндель с установленным на нем поворотным столиком, привод вращения шпинделя,закрепленную в шариковых направляющих перпендикулярно поверхности поворотного столика ультразвуковую акустическую систему, на выходном торце которой установлен деформирующий инструмент, систему регулирования его нагрузки на поворотный столик,отличающаяся тем, что содержит устройство подачи абразивной суспензии в зону шаржирования, а деформирующий инструмент выполнен в виде вилки, в проушинах которой закреплена ось с расположенной на ней с нулевым зазором втулкой, на которой с зазором установлен подшипник качения. 14838 1 2011.10.30 2. Установка по п. 1, отличающаяся тем, что устройство для подачи абразивной суспензии в зону шаржирования выполнено в виде капельницы, расположенной над наружным кольцом подшипника качения. Изобретение относится к производству бриллиантов и может быть использовано для формирования алмазосодержащего слоя на боковых поверхностях дисков, применяемых на операции распиливания монокристаллов алмаза. Известно устройство для шаржирования дисков 1, включающее два ролика, соприкасающиеся друг с другом по образующей цилиндра и кинематически связанные между собой посредством зацепления, один из роликов является наносящим и находится в соприкосновении с шаржируемым диском. Данное устройство предназначено для шаржирования ограночных дисков и для распиловочных дисков непригодно. Известно приспособление для шаржирования распиловочных дисков 2, состоящее из рукоятки с двумя кронштейнами и катка, свободно вращающегося вокруг своей оси. Недостатком данного приспособления является то, что шаржирование распиловочного диска производится вручную, что малопроизводительно, а кроме того, оно не позволяет производить шаржирование боковых поверхностей распиловочных дисков. Наиболее близким по технической сущности к предлагаемому устройству является устройство для шаржирования дисков 3, включающее шпиндель с установленным на нем поворотным столиком, на котором соосно укладывается обрабатываемый распиловочный диск, привод вращения шпинделя, включающий в себя электродвигатель постоянного тока и червячную пару, ультразвуковую акустическую систему, закрепленную в шариковых направляющих перпендикулярно обрабатываемой поверхности распиловочного диска и уравновешиваемую посредством трособлочной системы и груза, на выходном торце которой установлен с возможностью контакта с боковой поверхностью распиловочного диска деформирующий инструмент. Недостатком прототипа является необходимость предварительного равномерного нанесения алмазной пасты на боковые поверхности распиловочного диска. Кроме того,применение в деформирующем инструменте плоской поверхности со значительной, по сравнению с алмазными частицами, площадью контакта, т.е. реализация в устройстве технологической схемы втирания зерен плоской пластиной, приводит к снижению вероятности шаржирования зерен основной фракции алмазного порошка, так как повышается вероятность контакта деформирующего инструмента при контакте с обрабатываемой поверхностью с более крупными зернами. Это приводит к повышению степени их диспергирования. Одновременно с этим при контакте деформирующего инструмента происходит его скольжение относительно боковой поверхности распиловочного диска, что приводит к увеличению доли царапания шаржируемой поверхности алмазными частицами под вращающимся деформирующим инструментом, что снижает степень их закрепления в инструменте. При этом значительная площадь контакта деформирующего инструмента снижает общее удельное давление на алмазные зерна, увеличивая время шаржирования. Увеличение времени, в свою очередь, приводит к прогрессирующему дроблению зерен, в результате чего повышается вероятность чрезмерного измельчения зерен, когда размер их частиц становится соизмеримым с толщиной масляной прослойки в зоне контакта, при котором процесс их внедрения в материал распиловочного диска практически прекращается за счет демпфирования колебаний. Высокая скорость вращения (20-30 мин-1) деформирующего инструмента вокруг его оси симметрии приводит к значительной скорости перекатывания или скольжения абразивных зерен (вследствие их микроскопических размеров) относительно деформирующего инструмента, что также снижает вероятность их 2 14838 1 2011.10.30 шаржирования в поверхность распиловочного диска. Кроме того, в процессе шаржирования при вращении деформирующего инструмента скорость относительного скольжения точек его рабочей поверхности оказывается различной. Ее максимальное значение имеют точки, расположенные на периферии инструмента, в то время как в центре она имеет минимальное значение, что приводит к неравномерности шаржирования боковой поверхности распиловочного диска. Задача, решаемая изобретением, заключается в повышении эффективности шаржирования и износостойкости шаржируемой поверхности. Поставленная задача достигается тем, что установка для шаржирования боковой поверхности распиловочного диска, содержащая шпиндель с установленным на нем поворотным столиком, привод вращения шпинделя, закрепленную в шариковых направляющих перпендикулярно поверхности поворотного столика ультразвуковую акустическую систему, на выходном торце которой установлен деформирующий инструмент, систему регулирования его нагрузки на поворотный столик, содержит устройство подачи абразивной суспензии в зону шаржирования, а деформирующий инструмент выполнен в виде вилки, в проушинах которой закреплена ось с расположенной на ней с нулевым зазором втулкой,на которой с зазором установлен подшипник качения. При этом устройство для подачи абразивной суспензии в зону шаржирования выполнено в виде капельницы, расположенной над наружным кольцом подшипника качения. Повышение степени шаржирования торцевой поверхности режущего инструмента достигается за счет возникновения при подаче ультразвуковых колебаний на рабочую поверхность ультразвукового преобразователя, выполненную в виде вилки, в проушине которой располагается подшипник качения, виброударного режима обработки, а также реализации при взаимодействии подшипника качения с боковой поверхностью режущего инструмента шаржирования путем вдавливания алмазных частиц роликом. Кроме того,уменьшение площади контакта между деформирующим инструментом и боковой поверхностью распиловочного диска увеличивает удельное давление на алмазные зерна, снижая время шаржирования. Одновременно это приводит к активному вытеснению масляной прослойки из зоны контакта, повышая вероятность шаржирования. Кроме того, за счет реализации виброударного взаимодействия боковой поверхности распиловочного диска с подшипником качения, угловая скорость его вращения уменьшается по сравнению со значением, соответствующим качению без реализации виброударного взаимодействия. Это позволяет, регулируя его уровень, управлять скоростью перемещения алмазных зерен относительно шаржируемой поверхности, что также повышает вероятность успешного их внедрения в боковую поверхность распиловочного диска. Кроме того, скорость относительного скольжения точек деформирующего инструмента оказывается одинаковой, что увеличивает равномерность шаржирования. При этом использование для подачи абразивной суспензии в зону распиливания капельницы, находящейся над наружным кольцом подшипника качения, позволяет автоматизировать процесс нанесения алмазной пасты на боковые поверхности распиловочного диска и повысить равномерность наносимого слоя. Сущность изобретения поясняется фигурами, где на фиг. 1 изображена вертикальная проекция установки, на фиг. 2 - вид по стрелке А на вертикальную проекцию зоны взаимодействия деформирующего инструмента с боковой поверхностью распиловочного диска в процессе шаржирования. Устройство содержит вертикально установленный шпиндель 1, на котором соосно закреплен с помощью трех винтов 2 поворотный столик 3. Обрабатываемый распиловочный диск 4 укладывается на поворотный столик 3 и центрируется относительно оси вращения по четырем штифтам 5, и зажимается винтом 6 со специальной шайбой. Привод вращения шпинделя 1 включает в себя электродвигатель 7 постоянного тока и червячную пару 8. В направляющих качения 9 перпендикулярно поворотному столику 3 установлен корпус 10, с которым в узловом сечении соединяется акустическая колебательная система. 3 14838 1 2011.10.30 Она состоит из ультразвукового преобразователя 11, конического концентратора 12, связанного через фланец 13 с корпусом 10. Деформирующий инструмент закрепляется на выходном конце конического концентратора 12 и состоит из вилки 14, в проушинах которой закреплена ось 15 с расположенной на ней с нулевой посадкой втулкой 16, на которой с зазором установлен подшипник 17 качения закрытого типа, контактирующий с боковой поверхностью распиловочного диска 4. Система регулирования нагрузки деформирующего инструмента на поворотный столик 3 включает в себя трособлочную систему 18 с грузами 19, уравновешивающими корпус 10, а также аттестованные грузы 20, устанавливаемые сверху на корпус 10. Устройство для подачи абразивной суспензии в зону шаржирования выполнено в виде капельницы 21, находящейся над наружным кольцом подшипника 17 качения. Между втулкой 16 и внутренним кольцом подшипника 17 качения выполнен гарантированный зазор порядка 0,05-0,1 мм, что обеспечивает самоустановку его наружного кольца по боковой поверхности распиловочного диска 4, а также подвижность подшипника 17 качения вдоль оси акустической системы. Установка работает следующим образом. С помощью аттестованных грузов 20 создается нагрузка деформирующего инструмента на боковую поверхность распиловочного диска 4, установленного на поворотном столике 3. На наружное кольцо подшипника 17 качения с помощью капельницы 21 наносят абразивную суспензию, состоящую из алмазного микропорошка, смешанного с касторовым маслом. Включается электродвигатель 7 постоянного тока, который через червячную пару 8 приводит во вращение шпиндель 1. При контакте подшипника 17 качения с вращающейся боковой поверхностью распиловочного диска 4 происходит перемещение его наружного кольца, на котором находится абразивная суспензия, что обеспечивает непрерывную подачу алмазных частиц в зону шаржирования. Одновременно на ультразвуковой преобразователь 11 подается питание от ультразвукового генератора (на фигурах не показан). За счет подачи на вилку 14 ультразвуковых колебаний от преобразователя 11 в системе подшипник 17 качения - боковая поверхность распиловочного диска 4 за счет явления затягивания подвижного звена возникает виброударное взаимодействие этих элементов. Реализация эффекта затягивания подвижного звена рассматриваемой виброударной системы, а также динамического увода подшипника 17 качения позволяет увеличить зазор между ним и боковой поверхностью распиловочного диска 4 за период их виброударного взаимодействия, что дает возможность обеспечить гарантированное поступление абразивной суспензии в зону их взаимодействия, увеличив при этом динамическое воздействие наружного кольца подшипника 17 на шаржируемую поверхность, что увеличивает вероятность успешного внедрения алмазных частиц. Кроме того, это одновременно приводит к активному вытеснению масляной прослойки из зоны контакта, повышая вероятность шаржирования. Амплитуду колебаний подшипника 17 качения возможно регулировать путем изменения зазора между втулкой 16 и подшипником 17 качения, что достигается использованием набора втулок 16 с различным наружным диаметром. Одновременно с изменением амплитуды колебаний подшипника 17 качения меняется и время его контакта с шаржируемой поверхностью, что позволяет управлять скоростью перемещения алмазных зерен относительно шаржируемой поверхности. При этом происходит снижение угловой скорости вращения наружного кольца подшипника 17, в результате чего возникает относительное проскальзывание между боковой поверхностью распиловочного диска 4 и подшипником 17 качения в процессе их контакта. Это позволяет увеличить перекатывание шаржируемых алмазных зерен, что увеличивает вероятность контакта их вершин с шаржируемой поверхностью, уменьшая тем самым их дробление. При этом малая площадь контакта деформирующего инструмента с распиловочным диском 4 уменьшает расход абразивной суспензии, а одинаковая скорость относительного скольжения точек деформирующего инструмента увеличивает равномерность шаржирования. 14838 1 2011.10.30 Источники информации 1. А.с. 348347 СССР, МПК 24 57/00 // Бюл.25. - 23.08.1972. 2. Епифанов В.И. Технология обработки алмазов в бриллианты / В.И.Епифанов,А.Я.Лесина, Л.В.Зыков / Под ред. В.И. Епифанова. - М. Высш. шк., 1976. - С. 86. 3. Киселев М.Г., Минченя В.Т., Ибрагимов В.А. Ультразвук в поверхностной обработке материалов. - Минск Тесей, 2001. - С. 98-99. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
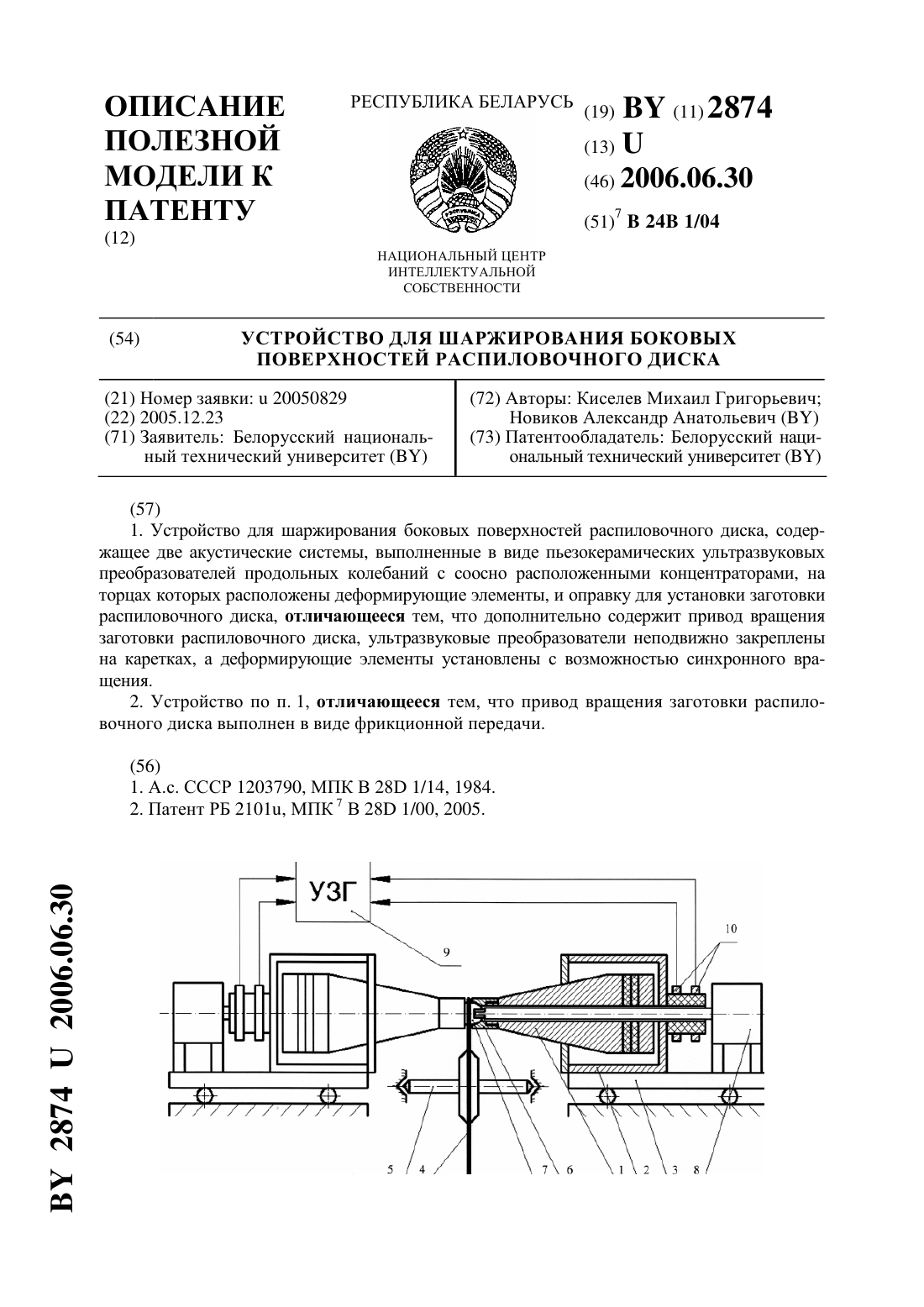
МПК / Метки
МПК: B24B 1/04, B24B 57/02
Метки: диска, шаржирования, поверхности, установка, распиловочного, боковой
Код ссылки
<a href="https://by.patents.su/5-14838-ustanovka-dlya-sharzhirovaniya-bokovojj-poverhnosti-raspilovochnogo-diska.html" rel="bookmark" title="База патентов Беларуси">Установка для шаржирования боковой поверхности распиловочного диска</a>
Способ шаржирования распиловочного диска
Номер патента: 13917
Опубликовано: 30.12.2010
Авторы: Новиков Александр Анатольевич, Киселев Михаил Григорьевич
МПК: B24D 17/00
Метки: способ, диска, распиловочного, шаржирования
Текст:
...количества внедренных абразивных частиц, а также степени их внедрения и закрепления в поверхностном слое. Поставленная задача решается тем, что в способе шаржирования распиловочного диска, при котором на боковые поверхности диска наносят абразивно-масляную смесь, затем 13917 1 2010.12.30 втирают абразив, после чего диск подвергают термической обработке при температуре 280-300 С в течение 2-2,5 ч, в процессе втирания абразива...
Устройство для шаржирования боковых поверхностей распиловочного диска
Номер патента: 14908
Опубликовано: 30.10.2011
Авторы: Киселев Михаил Григорьевич, Дроздов Алексей Владимирович, Корзун Павел Олегович, Габец Вячеслав Леонидович
МПК: B24B 57/00
Метки: боковых, диска, распиловочного, шаржирования, устройство, поверхностей
Текст:
...и упрощении конструкции технологического оборудования, применяемого на этой операции. Это достигается тем, что в устройстве для шаржирования боковых поверхностей распиловочного диска, содержащем оправку для установки распиловочного диска с приводом вращения и две вращающиеся соосные виброударные системы, при этом каждая из виброударных систем установлена с возможностью перемещения вдоль оси и выполнена в виде подвешенного на плоских...
Устройство для шаржирования распиловочного диска
Номер патента: 7316
Опубликовано: 30.09.2005
Авторы: Бочаров Анатолий Михайлович, Савицкий Сергей Степанович, Киселев Михаил Григорьевич, Скарулис Светлана Дмитриевна
МПК: B24B 1/04
Метки: устройство, распиловочного, шаржирования, диска
Текст:
...шпиндель, содержит второй идентичный узел шаржирования, при этом оба узла шаржирования расположены диаметрально противоположно оси шпинделя,один из деформирующих инструментов выполнен в виде неподвижной ультразвуковой опоры, а другой связан посредством упругого элемента с приводом и установлен с возможностью вращения и осевого перемещения. Распиловочный диск устанавливается между двумя диаметрально расположенными узлами шаржирования,...
Устройство для шаржирования боковых поверхностей распиловочного диска
Номер патента: U 2874
Опубликовано: 30.06.2006
Авторы: Новиков Александр Анатольевич, Киселев Михаил Григорьевич
МПК: B24B 1/04
Метки: диска, боковых, устройство, поверхностей, шаржирования, распиловочного
Текст:
...В заявляемой полезной модели в качестве промежуточного элемента использован спиленный шарик,который устанавливается в сменный наконечник. Разомкнутые акустические колебательные системы характеризуются тем, что при определенных условиях они переходят в виброударный режим работы. При этом в системе помимо ультразвуковых колебаний возникают низкочастотные колебания промежуточных звеньев, обусловленные динамическим уводом...
Устройство для шаржирования боковых поверхностей распиловочного диска

Номер патента: 13908
Опубликовано: 30.12.2010
Авторы: Дроздов Алексей Владимирович, Габец Вячеслав Леонидович, Степаненко Дмитрий Александрович, Киселев Михаил Григорьевич
МПК: B24B 57/00
Метки: поверхностей, устройство, шаржирования, диска, распиловочного, боковых
Текст:
...устройстве используются так называемые разомкнутые акустические колебательные системы. Их особенностью является наличие одного или нескольких промежуточных элементов, размещаемых с возможностью перемещения относительно оси концентратора акустической системы между его торцом и обрабатываемой поверхностью. Разомкнутые акустические колебательные системы характеризуются тем, что при определенных условиях они переходят в виброударный режим...
Предыдущий патент: Санитарно-техническое устройство
Следующий патент: Комбинированный упругий инструмент для обработки отверстия
Случайный патент: Полотнище для покрытия теплиц (варианты)