Способ литья заготовок
Номер патента: 18292
Опубликовано: 30.06.2014
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(72) Авторы Марукович Евгений Игнатьевич Стеценко Владимир Юзефович(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(57) 1. Способ литья заготовки, при котором подают расплав в металлическую форму, выполненную в виде раскрывающихся сегментов, формируют корку в виде стакана и раздвигают сегменты, затем затапливают охладителем стакан с расплавом на 0,65-0,85 его высоты и охлаждают до температуры от 200 до 400 С, после чего охладитель удаляют из формы и извлекают заготовку. 2. Способ по п. 1, отличающийся тем, что при литье заготовки из стали, цинка или его сплавов, алюминия или его сплавов, сплавов на основе олова или сплавов на основе свинца корку формируют в течение от 3 до 20 с. 3. Способ по п. 1, отличающийся тем, что при литье заготовки из меди или медных сплавов корку формируют в течение от 2 до 10 с. 18292 1 2014.06.30 Изобретение относится к металлургии и предназначено для получения мерных заготовок из металлов и сплавов. Известен процесс производства слитков и отливок, включающий заливку жидкого металла в форму, формирование на ее внутренней поверхности затвердевающей корки металла, извлечение корки с жидким металлом из формы и охлаждение 1. Способ предназначен в основном для литья тугоплавких металлов и сплавов и имеет невысокую производительность процесса литья, поскольку извлечение заготовки происходит в два приема после полного ее затвердевания в изложнице. Наиболее близким по технической сущности является способ литья заготовок, включающий подачу расплава в металлическую форму в виде раскрывающихся сегментов,формирование корки в виде стакана, охлаждение охладителем корки с расплавом на 0,650,85 ее высоты 2. Недостатком данного способа является повышенная толщина корки с немодифицированной структурой, что уменьшает выход годного заготовки с высокодисперсной микроструктурой. Технической задачей, на решение которой направлен заявляемый способ литья, является повышение выхода годного заготовки с высокодисперсной микроструктурой. Поставленная задача достигается тем, что в заявляемом способе литья заготовки, при котором подают расплава в металлическую форму, выполненную в виде раскрывающихся сегментов, формируют корку в виде стакана и раздвигают сегменты, затем затапливают охладителем стакан с расплавом на 0,65-0,85 его высоты и охлаждают до температуры от 200 до 400 С, после чего охладитель удаляют из формы и извлекают заготовку при литье заготовки из стали, цинка или его сплавов, алюминия или его сплавов, сплавов на основе олова или свинца корку формируют в течение от 3 до 20 с при литье заготовки из меди или медных сплавов корку формируют в течение от 2 до 10 с. На фигуре представлена схема литья заготовки,где а - заполнение формы б - формирование корки в - охлаждение охладителем стакана с расплавом г - извлечение заготовки,где 1 - заливочное устройство, 2 - расплав, 3 - металлическая форма, 4 - корпус, 5 - затвердевшая корка (стакан), 6 - пневмоцилиндр, 7 - бак с охладителем, 8 - пневмоустройство,9 - заготовка. Получение литых заготовок осуществляется следующим способом. С помощью заливочного устройства 1 заполняют расплавом 2 металлическую форму 3, состоящую из раскрывающихся сегментов и установленную в корпусе 4. После достижения заданного уровня жидкий металл в течение заданного времени выдерживают для формирования корки (стакана) 5. Далее с помощью пневмоцилиндров 6 раздвигают сегменты литейной формы и затапливают охладителем из бака 7 стакан с расплавом с помощью пневмоустройства 8 на высоту 0,65-0,85 высоты стакана. Это способствует выведению усадочной раковины в верхнюю часть заготовки 9. После ее охлаждения до температуры от 200 до 400 С охладитель удаляют из формы с помощью пневмоустройства 8, а отливку извлекают из формы. Ее раздвигающиеся сегменты не оказывают динамичное воздействие на затвердевшую корку, что позволяет уменьшить ее толщину и увеличить выход годного заготовки с высокодисперсной (модифицированной) микроструктурой. Это снижает припуск на механическую обработку. Охлаждение заготовки до температуры менее 200 С не будет способствовать удалению охладителя из формы и ее прогреву перед заливкой. Если температура заготовки более 400 С, то необходима дополнительная охладительная технологическая операция, что снижает производительность процесса литья. Формирование корки из стали, цинка и его сплавов, алюминия и его сплавов, сплавов на основе олова и свинца за время менее 3 с приводит к проплавлению стакана с жидким металлом и нарушению стабильности процесса литья. За время более 20 с формируется относительно 2 18292 1 2014.06.30 большая толщина корки с немодифицированной микроструктурой, что снижает выход годного заготовки с высокодисперсной микроструктурой формирование корки для меди и ее сплавов за время менее 2 с приводит к проплавлению стакана жидким металлом и нарушению стабильности процесса литья. За время более 10 с формируется относительно большая толщина корки с крупнокристаллической структурой, что снижает выход годного заготовки с высокодисперсной микроструктурой. Пример 1. Отливали цилиндрические заготовки диаметром 45 мм и высотой 180 мм из стали 35 Л, алюминия, силуминов АК 12 и АК 18, цинка, сплава ЦАМ 10-5, баббитов Б-83 и Б-С. Жидкий металл выдерживали в медной двухсекционной форме с толщиной стенки 20 мм в течение 4-6 с, после чего секции раздвигали и стакан с расплавом затапливался водой до высоты 140 мм, отливку охлаждали до температуры 200 С, убирали охладитель и извлекали заготовку. По сравнению с прототипом это позволило увеличить выход годного отливок с высокодисперсной микроструктурой на 13-15 . Пример 2. Производили отливку заготовок диаметром 45 мм и высотой 180 мм из бронз БрАЖ 94 и Бр 0,3 Ц 7 С 5 Н, жидкий металл выдерживали в стальной двухсекционной форме с толщиной стенки 20 мм в течение 4 с, после чего секции раздвигали и стакан с расплавом затапливали водой до высоты 140 мм, отливки охлаждали до температуры 300 С, убирали охладитель и извлекали заготовку. По сравнению с прототипом, при литье в аналогичную форму, это позволило увеличить выход годного отливок с высокодисперсной микроструктурой на 14-18 . Источники информации 1.0183679 2, МПК 722 7/00, 7/08. 2. Патент 2288067 2, МПК 22 7/00, 27/04. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 27/04, B22D 15/00, B22D 7/08
Метки: литья, заготовок, способ
Код ссылки
<a href="https://by.patents.su/3-18292-sposob-litya-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Способ литья заготовок</a>
Способ литья заготовки
Номер патента: 10609
Опубликовано: 30.06.2008
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 7/00, B22D 27/04
Метки: способ, заготовки, литья
Текст:
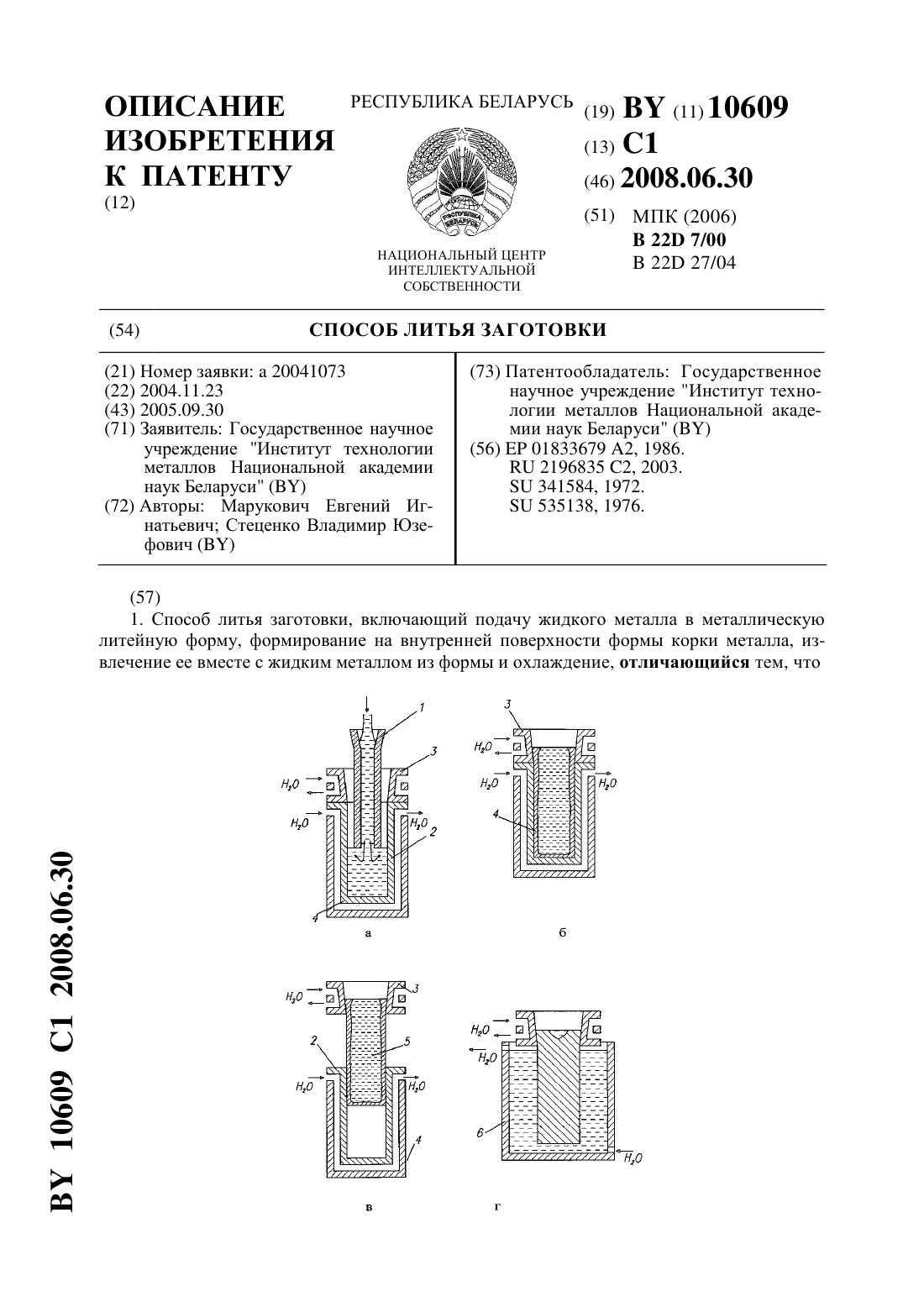
...формы б - формирование корки в - извлечение стакана г - закалка стакана с жидким металлом,где 1 - заливочное устройство, 2 - стационарная часть литейной формы, 3 - подвижная часть литейной формы, 4 - затвердевшая корка (стакан), 5 - жидкий металл, 6 - ванна с водой. Получение литых заготовок осуществляется следующим способом. С помощью заливочного устройства 1 заполняют расплавом металлическую водоохлаждаемую литейную форму, состоящую из...
Способ непрерывно-циклического литья заготовок
Номер патента: 9756
Опубликовано: 30.10.2007
Авторы: Марукович Евгений Игнатьевич, Бевза Владимир Федорович, Бодяко Александр Михайлович
МПК: B22D 11/00
Метки: заготовок, способ, литья, непрерывно-циклического
Текст:
...металла в форме диаметром, равным диаметру кристаллизатора и составляющего 0,05-0,95 объема получаемой заготовки. Время начала подачи жидкого металла в кристаллизатор по отно шению к началу извлечения заготовки определяют из соотношенияиз . Радиальный теплоотвод от жидкого металла над кристаллизатором минимизируют либо исключают за счет изготовления формы диаметром, равным диаметру кристаллизатора из огнеупорного нетеплопроводного материала,...
Устройство для литья полых заготовок
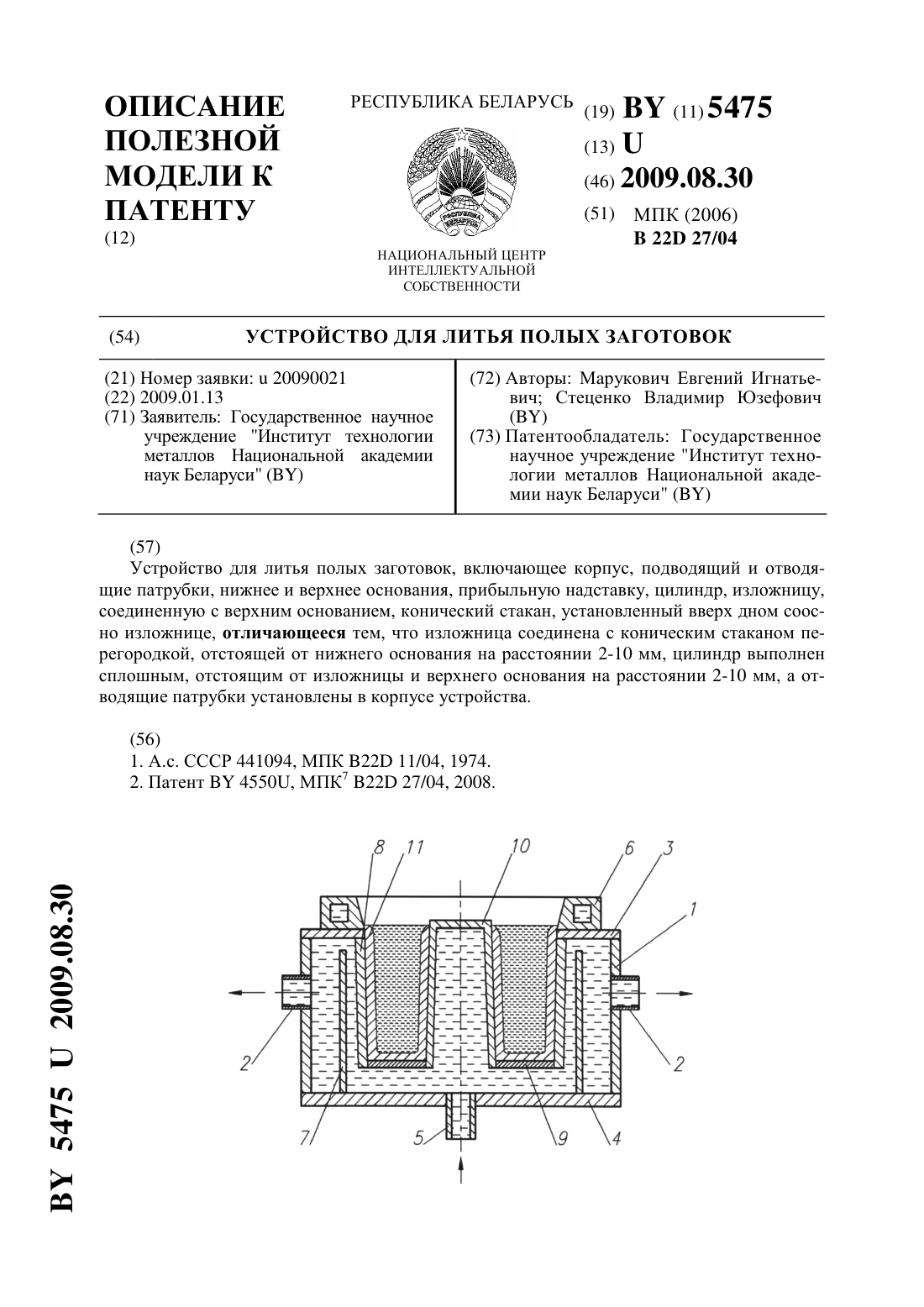
Номер патента: U 5475
Опубликовано: 30.08.2009
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 27/04
Метки: устройство, литья, заготовок, полых
Текст:
...изложницы и верхнего основания на расстоянии 210 мм, а отводящие патрубки установлены в корпусе устройства. Соединение изложницы с коническим стаканом перегородкой, отстоящей от нижнего основания, и установка отводящих патрубков в корпусе устройства позволяют получать полые заготовки с малыми внутренними диаметрами (менее 20 мм), что расширяет номенклатуру литья полых заготовок. Если перегородка отстоит от нижнего основания на расстоянии 210...
Способ охлаждения кристаллизатора для непрерывного литья заготовок или слитков
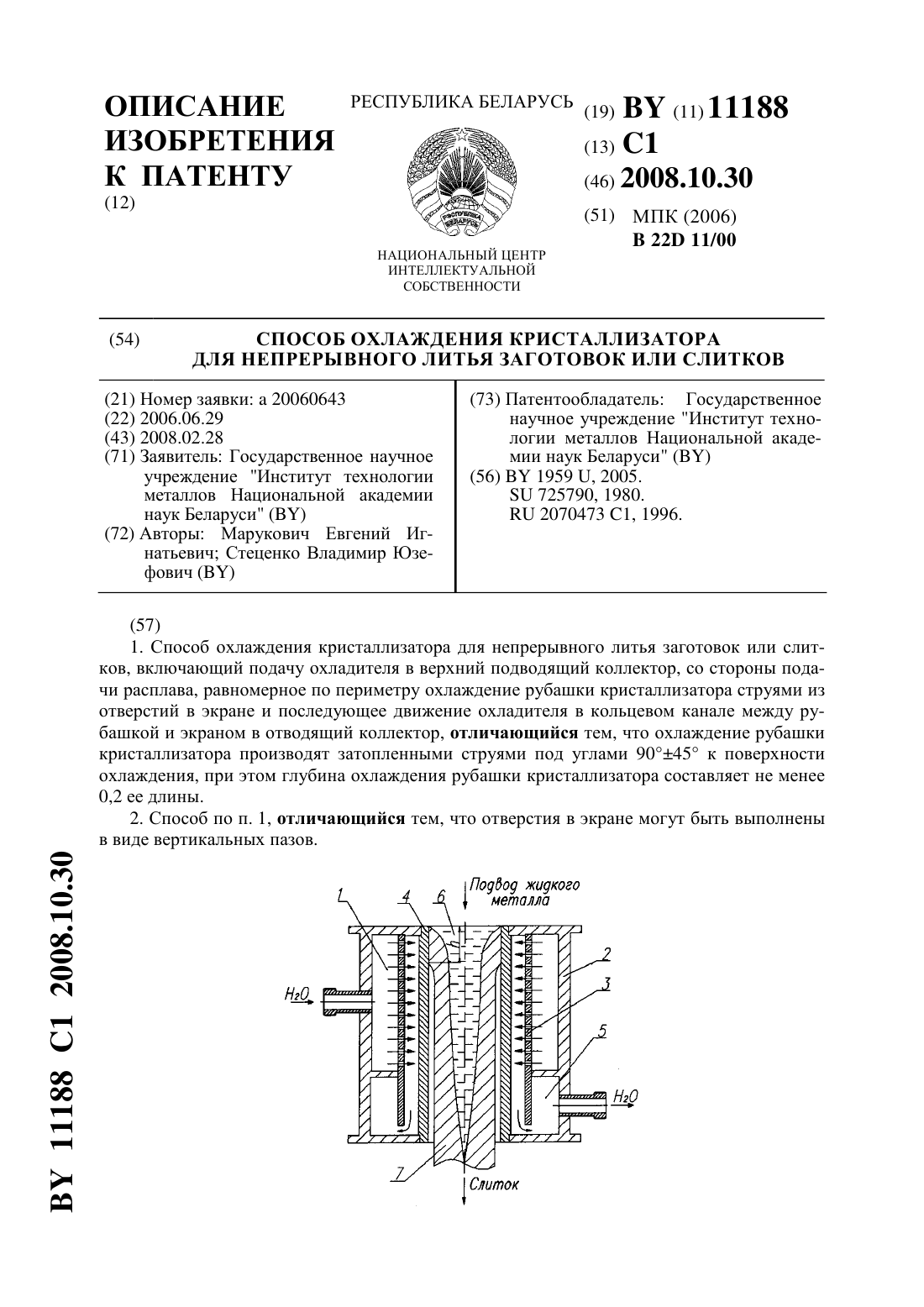
Номер патента: 11188
Опубликовано: 30.10.2008
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/00
Метки: непрерывного, способ, литья, кристаллизатора, заготовок, охлаждения, или, слитков
Текст:
...заготовок. Технической задачей, на решение которой направлен заявленный способ охлаждения кристаллизатора для непрерывного литья заготовок или слитков, является повышение производительности процесса литья и улучшение качества заготовки. Поставленная задача достигается тем, что в заявленном способе, включающем подачу охладителя в верхний подводящий коллектор, со стороны подачи расплава, равномерное по периметру охлаждение рубашки...
Кристаллизатор для непрерывно-циклического литья полых заготовок методом намораживания
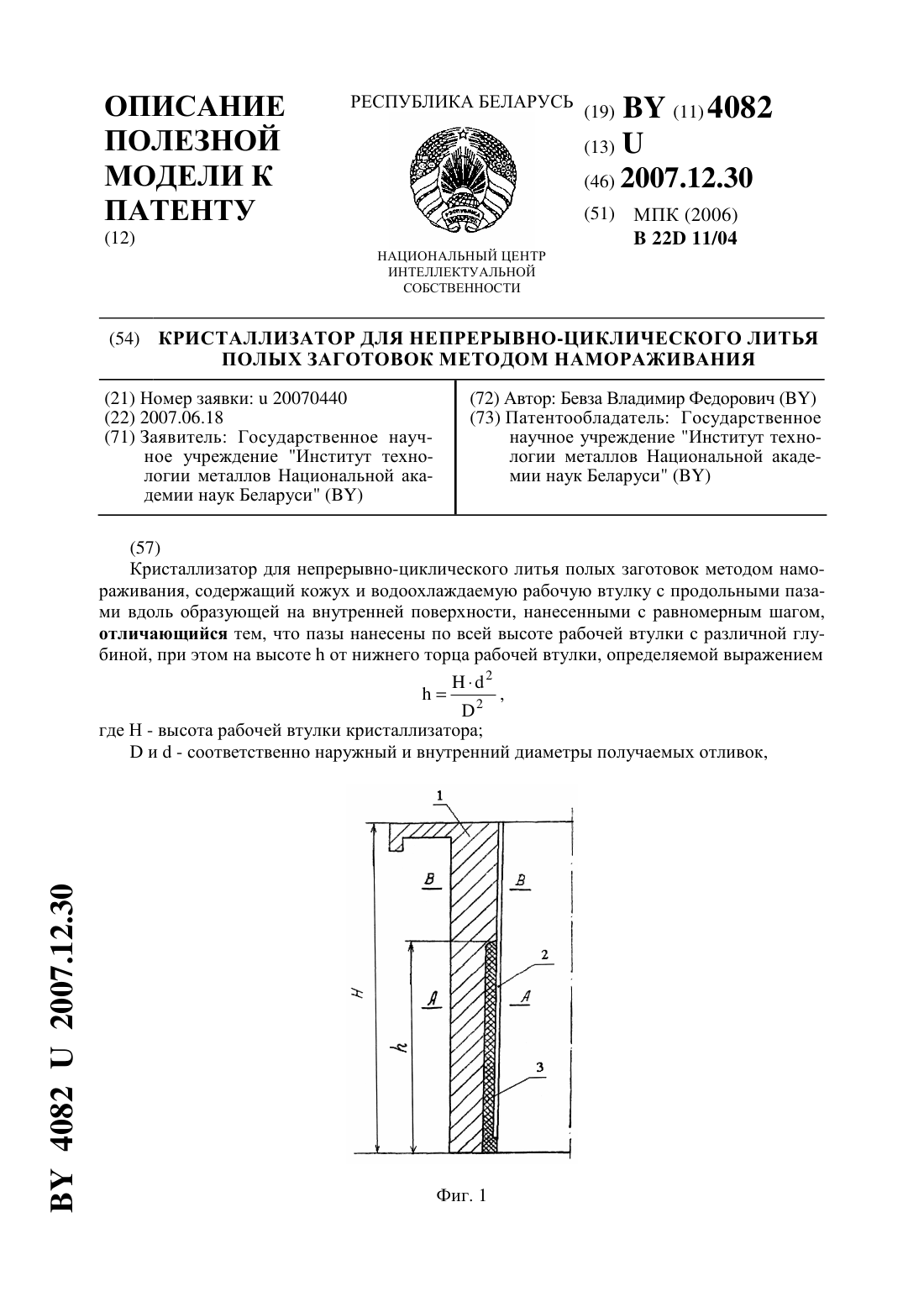
Номер патента: U 4082
Опубликовано: 30.12.2007
Автор: Бевза Владимир Федорович
МПК: B22D 11/04
Метки: полых, непрерывно-циклического, литья, заготовок, намораживания, методом, кристаллизатор
Текст:
...выполнении пазов глубиной менее 0,1 толщины стенки рабочей втулки эффективность их воздействия на условия затвердевания металла будет недостаточна и поставленная задача не будет достигнута. Глубина пазов более 0,5 толщины стенки рабочей втулки приводит к потере ее жесткости и короблению. Заполнение пазов низкотеплопроводным материалом на всю глубину высотой менее 0,005 высоты рабочей втулки не обеспечивает надежную установку соединительного...
Предыдущий патент: Способ получения полой отливки
Следующий патент: Машина для контактной шовной сварки воздуховода
Случайный патент: Износостойкий порошковый сплав на основе железа