Способ непрерывно-циклического литья заготовок
Номер патента: 9756
Опубликовано: 30.10.2007
Авторы: Марукович Евгений Игнатьевич, Бевза Владимир Федорович, Бодяко Александр Михайлович

Текст
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(72) Авторы Марукович Евгений Игнатьевич Бодяко Александр Михайлович Бевза Владимир Федорович(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(56) Специальные способы литья Справочник. - М. Машиностроение, 1991. С. 578-585. Германн Э. Непрерывное литье. - М. Металлургиздат, 1961. - С. 258-259.1721929 , 1994.2026136 1, 1995.2017560 1, 1994.2955334, 1960.2000-005849 А, 2000.1533824 1, 1990.(57) Способ непрерывно-циклического литья полых заготовок, включающий подачу жидкого металла через сифонную литниковую систему в кристаллизатор, выдержку для намораживания стенки заготовки и извлечение заготовки, отличающийся тем, что перед извлечением заготовки в расположенной над кристаллизатором форме, изготовленной из огнеупорного нетеплопроводного материала с диаметром, равным диаметру кристаллизатора, создают избыточный объем перегретого жидкого металла, составляющий 0,05-0,95 объема получаемой последующей заготовки, путем подачи жидкого металла через сифонную литниковую систему, при этом времяот начала подачи жидкого металла в форму до начала извлечения заготовки определяют из соотношения из , где из - избыточный объем перегретого жидкого металла, м 3- средний расход жидкого металла, подаваемого через литниковую систему, м 3/с. Изобретение относится к области литейного производства и предназначено для получения полых мерных заготовок в непрерывно-циклическом режиме литья. Известен способ полунепрерывного литья заготовок по 1, включающий подачу жидкого металла снизу из литниковой системы, формирование в кристаллизаторе заготовки путем охлаждения ее боковой поверхности и извлечение заготовки вверх. В процессе формирования заготовки в кристаллизаторе осуществляют дополнительное охлаждение мениска металла до его затвердевания, а перед извлечением заготовки в ее полости создают избыточное гидростатическое давление путем подачи в чашу литниковой системы но 9756 1 2007.10.30 вой порции жидкого металла для получения последующей отливки. При этом уровень металла в чаше литниковой системы поднимается над уровнем затвердевшего мениска в кристаллизаторе. Недостатком описываемого способа является большая разнотолщинность стенки по высоте полой отливки, что связано с различным временем затвердевания ее верхней и нижней части. Эта разница во времени затвердевания определяется продолжительностью заполнения кристаллизатора до заданного уровня расплавом, объем которого равен объему извлеченной заготовки, за счет его перетекания из заливочной чаши. Разнотолщинность приводит к повышенному припуску на механическую обработку по внутренней поверхности и увеличению массы отливки. Ближайшим техническим решением к предлагаемому (прототип) является способ циклического литья полых заготовок мерной длины, равной высоте кристаллизатора 2,включающий подачу жидкого металла в водоохлаждаемый кристаллизатор снизу через сифонную литниковую систему до его заполнения на заданную высоту, выдержку для намораживания необходимой толщины стенки заготовки и ее извлечение вверх полностью из кристаллизатора и расплава. В процессе удаления отливки из кристаллизатора жидкий металл, находящийся в осевой части, автоматически попадает на освобождающуюся поверхность стенки кристаллизатора и начинается формирование следующей заготовки. При этом в кристаллизатор подают новую порцию расплава, равную объему извлеченной заготовки, и вновь заполняют его до заданного уровня. Цикл повторяется. При литье заготовок по указанному способу после извлечения отливки уровень жидкого металла в кристаллизаторе падает. При этом его заполнение расплавом осуществляют за промежуток времени, в течение которого объем металла, равный объему извлеченной заготовки, перетекает с заданным расходом из заливочной чаши в кристаллизатор. Время выдержки для намораживания необходимой толщины стенки отливки задают после заполнения кристаллизатора расплавом до заданного уровня. Соответственно время затвердевания отливки в нижней части всегда больше, чем в верхней на промежуток времени, равный продолжительности заполнения кристаллизатора расплавом. Это приводит к тому, что в нижней зоне толщина стенки отливки превышает необходимую величину. В результате продолжительность цикла (период) получения отливок возрастает на величину времени заполнения кристаллизатора расплавом, что снижает производительность процесса, а разнотолщинность стенки по высоте отливки предполагает дополнительную механическую обработку по ее внутренней поверхности. Технической задачей, на решение которой направлено настоящее изобретение, является повышение производительности процесса литья и улучшение качества получаемых отливок за счет уменьшения их разнотолщинности. Задача решается следующим образом. В способе непрерывно-циклического литья заготовок, включающем подачу жидкого металла сифоном в кристаллизатор, намораживание заготовки и ее извлечение вверх, перед извлечением заготовки в расположенной над кристаллизатором форме, изготовленной из огнеупорного нетеплопроводного материала с диаметром, равным диаметру кристаллизатора, создают избыточный объем перегретого жидкого металла, составляющий 0,05-0,95 объема получаемой последующей заготовки путем подачи жидкого металла через сифонную литниковую систему, при этом времяот начала подачи жидкого металла в форму до начала извлечения заготовки определяют из соотношения из , где из - избыточный объем жидкого металла над кристаллизатором до извлечения заготовки, м 3- средний расход жидкого металла, подаваемого через литниковую систему, м 3/с. 2 9756 1 2007.10.30 Форму для жидкого металла над кристаллизатором изготавливают из огнеупорного нетеплопроводного материала, например из шамота и ультралегковесного шамота. Предлагаемый способ осуществляют следующим образом. Через сифонную литниковую систему жидкий металл подают в кристаллизатор и заполняют его до заданного уровня. Затем подачу металла прекращают и делают выдержку для намораживания необходимой толщины стенки заготовки. При этом обеспечивают равномерный по периметру и высоте отвод тепла от наружной поверхности затвердевающей отливки. Ее внутренняя поверхность в течение всего времени формирования контактирует с перегретым расплавом и определяется фронтом затвердевания. До начала извлечения формирующейся заготовки из кристаллизатора в заливочную чашу подают расплав для формирования последующей заготовки и таким образом за счет его перетекания через сифонную литниковую систему над кристаллизатором создают избыточный объем перегретого жидкого металла в форме диаметром, равным диаметру кристаллизатора и составляющего 0,05-0,95 объема получаемой заготовки. Время начала подачи жидкого металла в кристаллизатор по отно шению к началу извлечения заготовки определяют из соотношенияиз . Радиальный теплоотвод от жидкого металла над кристаллизатором минимизируют либо исключают за счет изготовления формы диаметром, равным диаметру кристаллизатора из огнеупорного нетеплопроводного материала, например шамота и ультралегковесного шамота. После создания заданного объема жидкого металла над кристаллизатором осуществляют извлечение затвердевшей отливки. В результате этого жидкий металл, находящийся над кристаллизатором, опускается вниз в кристаллизатор и автоматически заполняет 0,050,95 освободившегося объема. Одновременно с этим расплав перетекает также из заливочной чаши. После заполнения кристаллизатора до заданного уровня подачу металла в него прекращают. При этом объем металла, который подают в кристаллизатор через литниковую систему после извлечения предыдущей отливки, уменьшается на величину объема расплава, находившегося над кристаллизатором перед извлечением предыдущей отливки. Это снижает время заполнения кристаллизатора и соответственно уменьшает время цикла получения отливок, т.е. увеличивает производительность процесса, а также снижает осевую разнотолщинность отливок, что улучшает их качество. При создании избыточного объема расплава над кристаллизатором до извлечения отливки менее чем 0,05 объема получаемой заготовки время заполнения кристаллизатора расплавом уменьшается незначительно, поэтому положительный эффект, практически, не ощутим и поставленная задача не решается. При увеличении избыточного объема расплава над кристаллизатором более чем 0,95 объема получаемой заготовки приводит к дестабилизации процесса литья и его прекращению за счет завышения уровня металла по отношению к заданному в системе кристаллизатор-заливочная чаша после извлечения отливки. После заполнения кристаллизатора расплавом до заданного уровня вновь делают выдержку и намораживают следующую заготовку. Цикл повторяется. Таким образом осуществляют литье полых заготовок в непрерывно-циклическом режиме. Пример 1. Производили отливку полых заготовок из серого чугуна при создании избыточного объема расплава над кристаллизатором, составляющего 0,05 объема заготовки наружным диаметром 10,22 м, высотой Н 0,25 м с минимальной толщиной стенки 0,022 м. Кристаллизатор заполняли расплавом до заданного уровня и создавали выдержку выд 40 с для намораживания заготовки толщиной 22 мм. Перед извлечением заготовки из кристаллизатора над ним создавали избыточный объем расплава (из), равный 0,05 объема получаемой заготовки из 0,0510,053,746510-30,18710-3 м 3. Время от начала подачи жидкого металла в формудо начала извлечения заготовки при расходе 0,20310-3 м 3/с составляет 3 0,92 с .0,203 10 3 При этом от избыточного объема жидкого металла, создаваемого над кристаллизатором,теплоотвод предотвращают за счет изготовления формы диаметром 0,22 м из огнеупорного нетеплопроводного материала, например из шамота и ультралегковесного шамота. Через 0,92 с после начала заливки осуществляли извлечение формирующейся заготовки из кристаллизатора. При этом объем жидкого металла, находящийся над кристаллизатором, опускался вниз и к моменту удаления отливки из кристаллизатора заполнял 0,05 освободившегося в нем объема. Одновременно с началом извлечения заготовки в кристаллизатор подают расплав из литниковой системы и заполняют его до заданного уровня. Продолжительность заполнения кристаллизатора (зал.1) составляет(При литье по известному способу зал.218,46 с). После этого вновь делали выдержку в течение 40 с для намораживания следующей заготовки и цикл повторяли. Время цикла получения заготовки ц составляет цвыд.зал.140 с 17,53 с 57,53 с (при литье по прототипу ц 58,46 с). Соответственно частота извлечения заготовок 1 1 1 0,01738221 (при литье по прототипу 20,0171057 с-1).ц 57,53 В результате получали заготовки с толщиной стенки в нижней части 122(0,317,53)27,26 мм, а средняя толщина стенки составляла ср.124,63 мм, (при литье по прототипу 227,54 мм, а ср.224,77 мм). При этом масса заготовок составляла(0,22 20,1707 2 ) 1172000,2527,27 кг ,4 где- плотность чугуна, кг/м 3 (при литье по прототипу М 227,33 кг). Положительный эффект при литье заготовок по предлагаемому способу при из 0,05 по сравнению с прототипом выражается в увеличении производительности процесса 0,01738220,0171057 П 2 1 1001001,61 0,0171057 снижении массы заготовок за счет уменьшения разнотолщинности 2 27,3327,271 1001000,22. 1 27,33 Пример 2. Производили отливку полых заготовок из серого чугуна такого же размера, как в примере 1 при создании избыточного объема расплава над кристаллизатором, составляющего 0,95 объема заготовки. Литье осуществляли следующим образом. Кристаллизатор заполняли расплавом до заданного уровня и делали выдержку выд.40 с. Перед извлечением заготовки из кристаллизатора над ним создавали избыточный объем расплава (из), равный 0,95 объема получаемой заготовки из 0,950,953,419510-33,248510-3 м 3. Время от начала подачи жидкого металла в формудо начала извлечения заготовки при расходе 0,20310-3 м 3/с составляло 0,203 10 3 Через 16 с после начала заливки осуществляли извлечение формирующейся заготовки из кристаллизатора. При этом объем жидкого металла, находящийся над кристаллизато 9756 1 2007.10.30 ром, опускался вниз и к моменту удаления отливки из кристаллизатора заполнял 0,95 освободившегося в нем объема. Одновременно с началом извлечения заготовки в кристаллизатор подавали расплав из литниковой системы и заполняли его до заданного уровня. Продолжительность заполнения кристаллизатора (зал) составляла 0,203 10 3 После этого вновь делали выдержку в течение 40 с для формирования следующей заготовки и цикл повторяли. Время цикла получения заготовки (ц) составляло цвыд.зал.40 с 0,84 с 40,84 с. Частота извлечения заготовок 1 0,0244861 . 40,84 В результате получали заготовки с толщиной стенки в нижней части 22(0,30,84)22,25 мм, а средняя толщина стенки составляла 2222,25 ср 22,125 мм. 2 При этом масса заготовок была равна(0,22 20,17575 2 )72000,2527,74 кг. 4 Положительный эффект при литье заготовок по предлагаемому способу при из 0,95 по сравнению с прототипом выражается в увеличении производительности процесса 0,0244860,0171057 П 2 1 10010043,11 0,0171057 снижении массы заготовок 2 27,3327,741 1001009,5. 1 27,33 Таким образом, использование предлагаемого способа непрерывно-циклического литья заготовок обеспечивает увеличение производительности процесса более чем на 40 ,снижение массы заготовок на (0,2-10)за счет уменьшения разнотолщинности. Кроме того, при извлечении заготовки из кристаллизатора ее внутренняя поверхность проходит через больший объем перегретого жидкого металла, что способствует получению более гладкой внутренней поверхности, которая определяется только фронтом затвердевания. Источники информации 1. А.с. СССР 1720208, МПК 22 11/00, 1991. 2. Специальные способы литья Справочник. - М. Машиностроение, 1991. - С. 580-581. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B22D 11/00
Метки: заготовок, литья, способ, непрерывно-циклического
Код ссылки
<a href="https://by.patents.su/5-9756-sposob-nepreryvno-ciklicheskogo-litya-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Способ непрерывно-циклического литья заготовок</a>
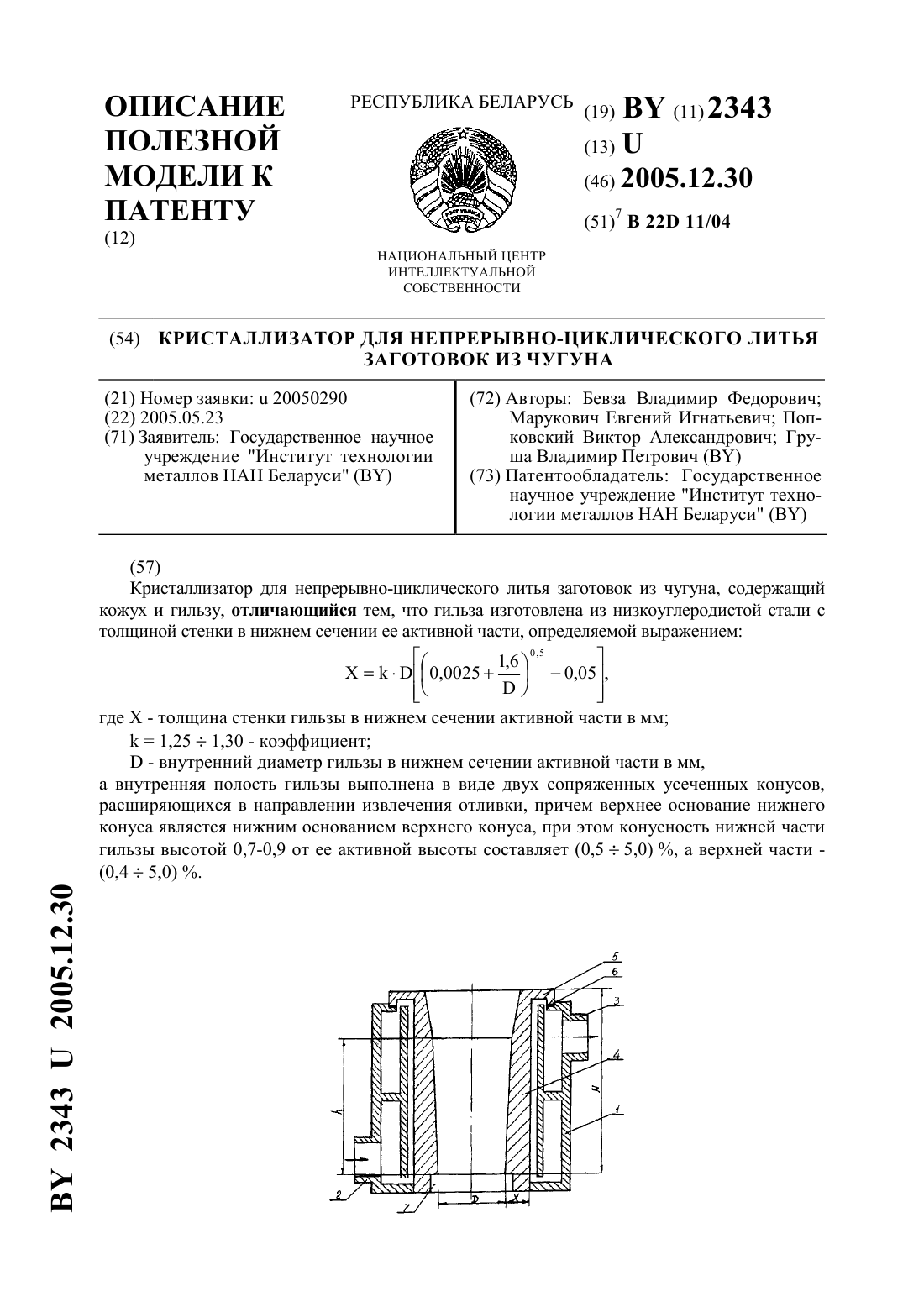
Кристаллизатор для непрерывно-циклического литья заготовок из чугуна
Номер патента: U 2343
Опубликовано: 30.12.2005
Авторы: Бевза Владимир Федорович, Груша Владимир Петрович, Марукович Евгений Игнатьевич, Попковский Виктор Александрович
МПК: B22D 11/04
Метки: литья, непрерывно-циклического, кристаллизатор, заготовок, чугуна
Текст:
...кристаллизатора в 2,02,5 раза и исключении обрывов затравочной части отливок по вине кристаллизатора. Поставленная задача достигается тем, что кристаллизатор содержит корпус и центрированную соосно с ним гильзу, причем гильза изготовлена из низкоуглеродистой стали с толщиной стенки в нижнем сечении ее активной части, определяемой выражением 0,5 где- толщина стенки гильзы в нижнем сечении ее активной части в мм 1,251,30 -...
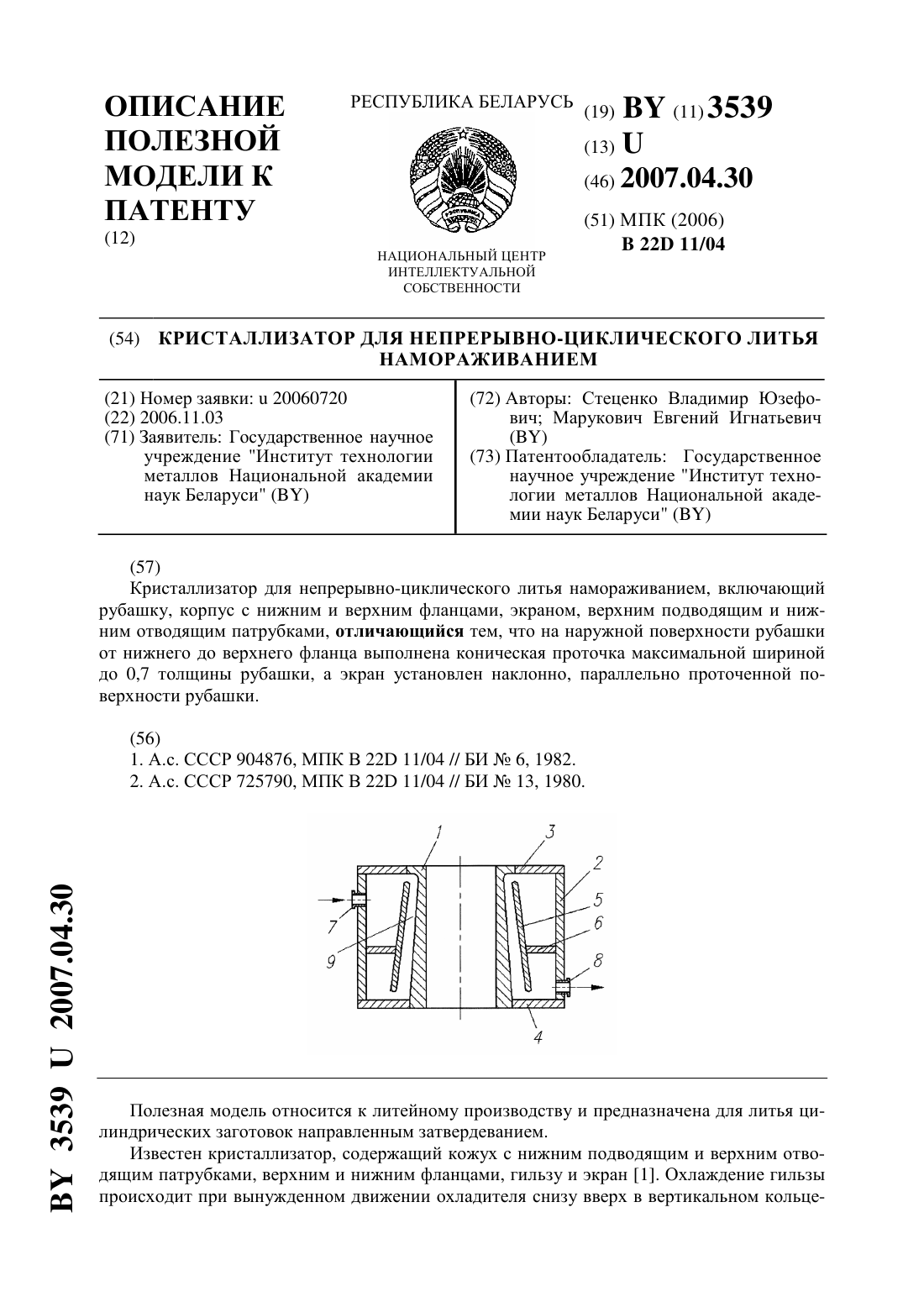
Кристаллизатор для непрерывно-циклического литья намораживания
Номер патента: U 3539
Опубликовано: 30.04.2007
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/04
Метки: кристаллизатор, непрерывно-циклического, намораживания, литья
Текст:
...результат заключается в повышении выхода годного литья. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для непрерывно-циклического литья намораживанием, включающем рубашку, корпус с нижним и верхним фланцами, экраном, верхним подводящим и нижним отводящим патрубками, на наружной поверхности рубашки от нижнего до верхнего фланца выполнена коническая проточка максимальной шириной до 0,7 толщины рубашки, а экран установлен...
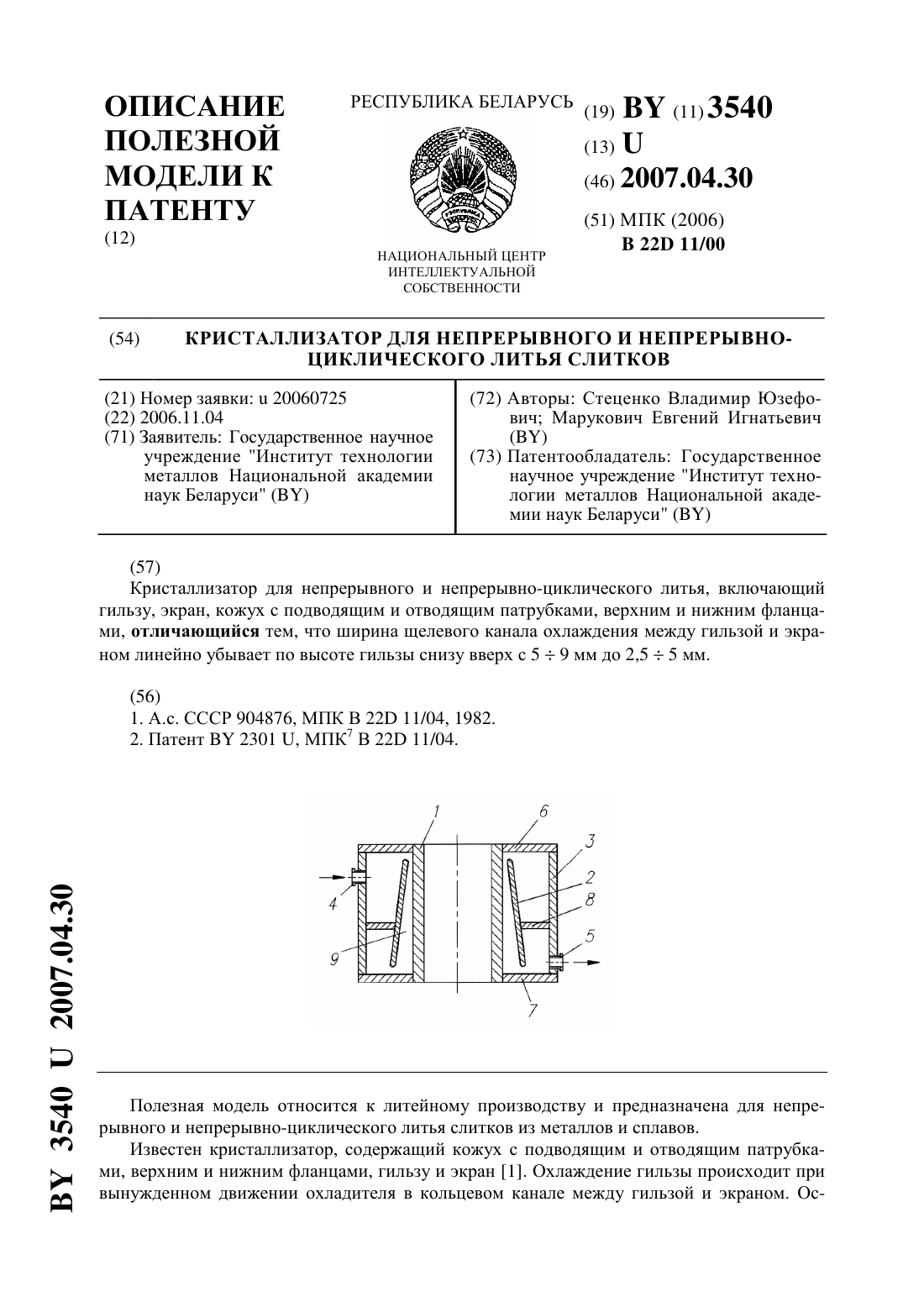
Кристаллизатор для непрерывного и непрерывно-циклического литья слитков
Номер патента: U 3540
Опубликовано: 30.04.2007
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/00
Метки: литья, непрерывно-циклического, слитков, непрерывного, кристаллизатор
Текст:
...величины термических напряжений и разностенности по высоте гильзы и отливки. Технический результат заключается в повышении стабильности процесса литья и увеличении выхода годной продукции. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для непрерывного и непрерывно-циклического литья, включающем гильзу, экран, кожух с подводящим и отводящим патрубками, верхним и нижним фланцами, ширина щелевого канала между гильзой...
Кристаллизатор для непрерывно-циклического литья направленным затвердеванием

Номер патента: U 2301
Опубликовано: 30.12.2005
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/04
Метки: затвердеванием, направленным, литья, кристаллизатор, непрерывно-циклического
Текст:
...литья направленным затвердеванием, включающем кожух с подводящим и отводящим патрубками, верхним и нижним фланцами, экран и гильзу, экран соединен с нижним фланцем и удален от верхнего фланца на расстояние 320 мм, а ширинакольцевого канала между гильзой и экраном определяется из уравнения,где Н - ширина кольцевого канала в верхней части кристаллизатора- высота экрана- высота экрана, на которой определяется ширина кольцевого канала,...
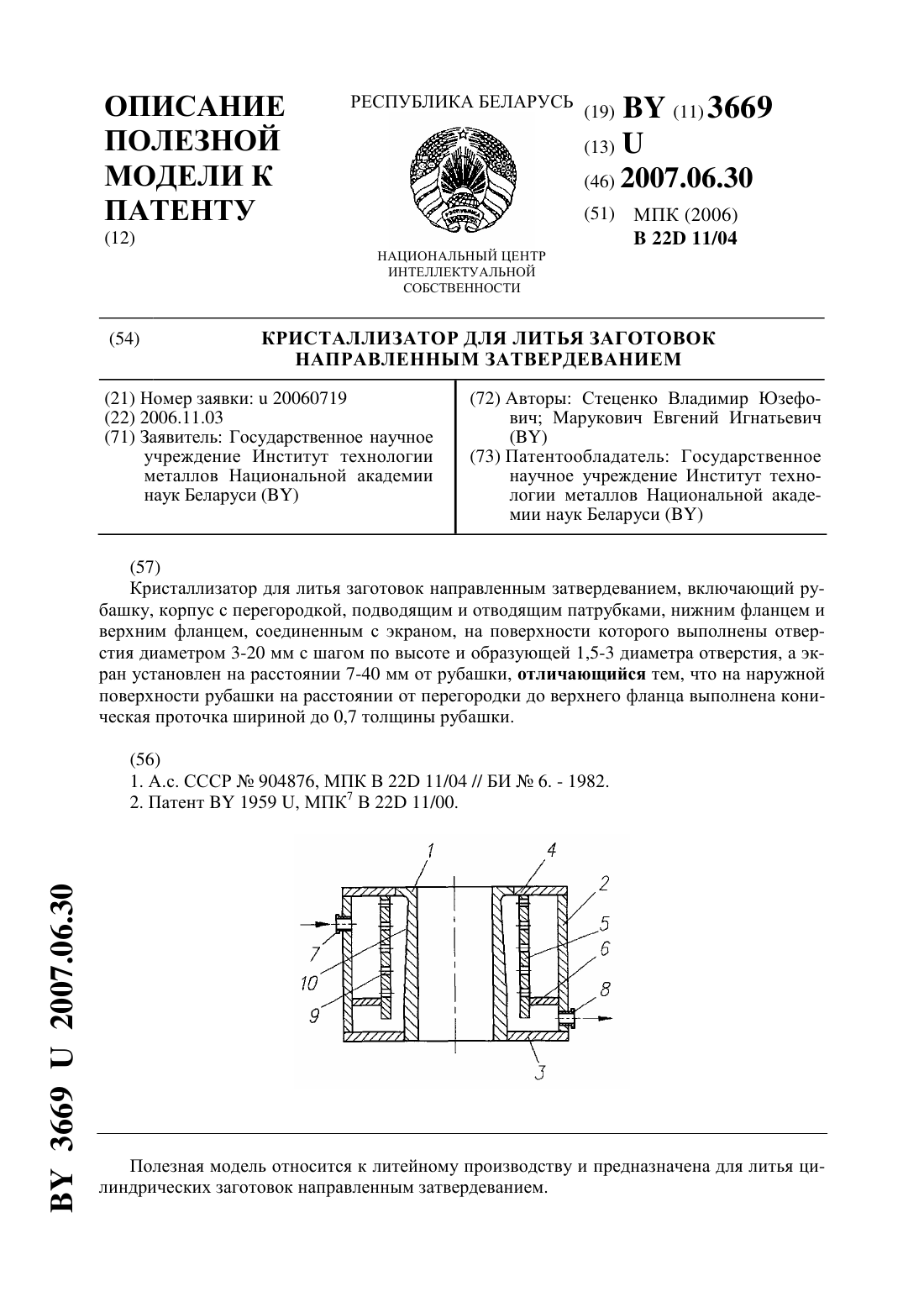
Кристаллизатор для литья заготовок направленным затвердеванием
Номер патента: U 3669
Опубликовано: 30.06.2007
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/04
Метки: затвердеванием, заготовок, литья, кристаллизатор, направленным
Текст:
...задачей, на решение которой направлена заявляемая полезная модель,является уменьшение разностенности полой отливки по высоте. Технический результат заключается в повышении выхода годного литья. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для литья заготовок направленным затвердеванием, включающем рубашку, корпус с перегородкой,подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с...
Предыдущий патент: Способ получения двухслойных пористых порошковых изделий
Следующий патент: Способ и устройство для обработки почтовых отправлений
Случайный патент: Ротационный сепаратор