Способ изготовления биметаллической серебряномедной проволоки
Номер патента: 16798
Опубликовано: 28.02.2013
Авторы: Мосин Александр Владимирович, Новиков Владислав Юрьевич, Рубаник Василий Васильевич
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ СЕРЕБРЯНОМЕДНОЙ ПРОВОЛОКИ(71) Заявитель Государственное научное учреждение Институт технической акустики Национальной академии наук Беларуси(72) Авторы Рубаник Василий Васильевич Рубаник Василий Васильевич Мосин Александр Владимирович Новиков Владислав Юрьевич(73) Патентообладатель Государственное научное учреждение Институт технической акустики Национальной академии наук Беларуси(57) Способ изготовления биметаллической серебряномедной проволоки, включающий изготовление серебряного сердечника, подготовку внутренней поверхности медной оболочки, сборку биметаллической заготовки путем размещения серебряного сердечника в медной оболочке, ультразвуковое волочение биметаллической заготовки до размера готовой проволоки, отличающийся тем, что перед сборкой биметаллической заготовки серебряный сердечник и медную оболочку отжигают и отожженный серебряный сердечник деформируют волочением с единичным обжатием не менее 15 . Изобретение относится к области обработки металлов давлением, в частности к производству композиционных материалов, и может быть использовано при изготовлении биметаллических изделий с сердечником из драгоценных металлов и медной оболочкой,например, серебряномедной проволоки. Известен способ получения биметаллической проволоки, включающий совместное волочение исходной биметаллической заготовки в оболочке с промежуточными отжигами на воздухе, травление в щелочи при диаметре проволоки, в 3-6 раз превышающем диаметр готового изделия, и последующее волочение проволоки до конечных размеров 1. Известен способ получения биметаллической проволоки, включающий операции волочения биметаллической заготовки с промежуточными отжигами, травление в растворе азотной кислоты при диаметре проволоки, в 1,1-2,5 раза превышающем диаметр готового изделия, и окончательное волочение 2, 3. Основным недостатком этих способов является то, что в процессе обработки биметаллическая заготовка подвергается термическому и химическому воздействию, отрицательно влияющему на объемную и поверхностную структуру изделия. 16798 1 2013.02.28 Наиболее близким по технической сущности к изобретению является способ получения биметаллической серебряномедной проволоки, включающий изготовление серебряного сердечника из расплава с последующей прокаткой и волочением до необходимого диаметра, подготовку внутренней поверхности медной оболочки, сборку биметаллической заготовки и волочение с наложением ультразвуковых колебаний до требуемого диаметра с промежуточным отжигом 4. Существенным недостатком данного способа является то, что он в силу присущих ему особенностей технологических приемов, например наличие промежуточного отжига и химической обработки поверхности заготовки в процессе изготовления, характеризуется высокой трудоемкостью и отрицательным воздействием на структуру и свойства получаемого материала изделия мелкозернистость, охрупчивание, малая коррозионная стойкость, недостаточная твердость. Технической задачей, на решение которой направлено изобретение, является создание способа получения биметаллической серебряномедной проволоки, позволяющего снизить трудоемкость процесса и повысить качество изделия путем исключения факторов температурного и химического воздействия на материал изделия. Поставленная задача достигается тем, что при использовании существенных признаков известного способа получения биметаллической серебряномедной проволоки, который включает изготовление серебряного сердечника, подготовку внутренней поверхности медной оболочки, размещение сердечника в оболочке, волочение с наложением ультразвуковых колебаний заготовки до размера готовой проволоки, в соответствии с изобретением в нем перед операцией сборки биметаллической заготовки сердечник и оболочку отжигают и отожженный серебряный сердечник деформируют волочением с единичным обжатием не более 15 . Сопоставительный анализ показывает, что предлагаемый способ отличается от прототипа наличием операций отжига сердечника и оболочки и деформирования сердечника в процессе волочения перед операцией сборки заготовки, что свидетельствует о наличии признаков, отличающих заявляемое изобретение от прототипа. В данном случае отсутствие промежуточных операций температурного и химического воздействия на биметаллическую заготовку в процессе обработки в совокупности с другими приемами, в частности деформировании сердечника перед операцией сборки заготовки, позволяют практически исключить обрывность заготовки при волочении,уменьшить трудоемкость процесса изготовления серебряномедной проволоки путем увеличения степени деформации при ультразвуковом волочении отожженной заготовки,улучшить физико-механические свойства изготавливаемой проволоки, что свидетельствует о получении нового более высокого технического результата и возможности промышленной применимости заявляемого способа. Заявляемый способ осуществляется следующим образом. Первоначально изготавливают сердечник, для чего используют гранулированное серебро 999,9 чистоты. Мерную дозувесом 98,0 г засыпают в тигель и расплавляют в муфельной печи при температуре 965 С. Расплав серебра заливают в стальную изложницу и получают отливку диаметром 10,0 мм. Далее серебряную отливку прокатывают на вальцах с диаметра 10,0 мм до диаметра 3,5 мм и деформируют волочением с наложением ультразвуковых колебаний до диаметра 0,5 мм с единичными обжатиями 25 . Полученную серебряную проволоку отжигают в проходной печи при температуре 600 С, охлаждают и деформируют волочением с наложением ультразвуковых колебаний до диаметра 0,48 мм (единичное обжатие в процессе волочения составляет 10 ). Изготовленный серебряный сердечник обезжиривают. В качестве оболочки биметаллической заготовки используют медную трубку марки 1 размером 3,01,6 мм. Медную заготовку длиной 2200 мм отжигают в проходной печи 16798 1 2013.02.28 при температуре 650 С, охлаждают в 10 раствора соляной кислоты, промывают водой и сушат. Сборку биметаллической заготовки производят методом вставки. Серебряный сердечник длиной 5000 мм вставляют в медную оболочку и конец биметаллической заготовки и обжимают на острильном устройстве. Волочение с наложением ультразвуковых колебаний биметаллической заготовки до размера готовой проволоки производят на станке крупномерного волочения со степенью деформации 20-25 за переход. Деформирование биметаллической заготовки с наложением ультразвуковых колебаний производится с помощью волоки, расположенной в пучности смещений волновода продольных колебаний. Готовое изделие подвергают ультразвуковой очистке и консервации. Экспериментальной проверкой подтверждено, что заявляемый способ в сравнении с прототипом обеспечивает достижение более высокого технического результата и наиболее эффективен в осуществлении. Источники информации 1.2219608 С 1, 2003. 2.933154, 1982. 3.718246, 1980. 4. Сборник докладов 8 Международной научно-технической конференции АМО. Кранево, 2008. - С. 89. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21C 23/22
Метки: проволоки, изготовления, серебряномедной, способ, биметаллической
Код ссылки
<a href="https://by.patents.su/3-16798-sposob-izgotovleniya-bimetallicheskojj-serebryanomednojj-provoloki.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления биметаллической серебряномедной проволоки</a>
Способ волочения проволоки с наложением ультразвуковых колебаний
Номер патента: 9737
Опубликовано: 30.10.2007
Авторы: Бобров Виктор Петрович, Царенко Юрий Валентинович, Телепнев Сергей Николаевич, Клубович Владимир Владимирович
МПК: B21C 1/00
Метки: способ, колебаний, наложением, ультразвуковых, проволоки, волочения
Текст:
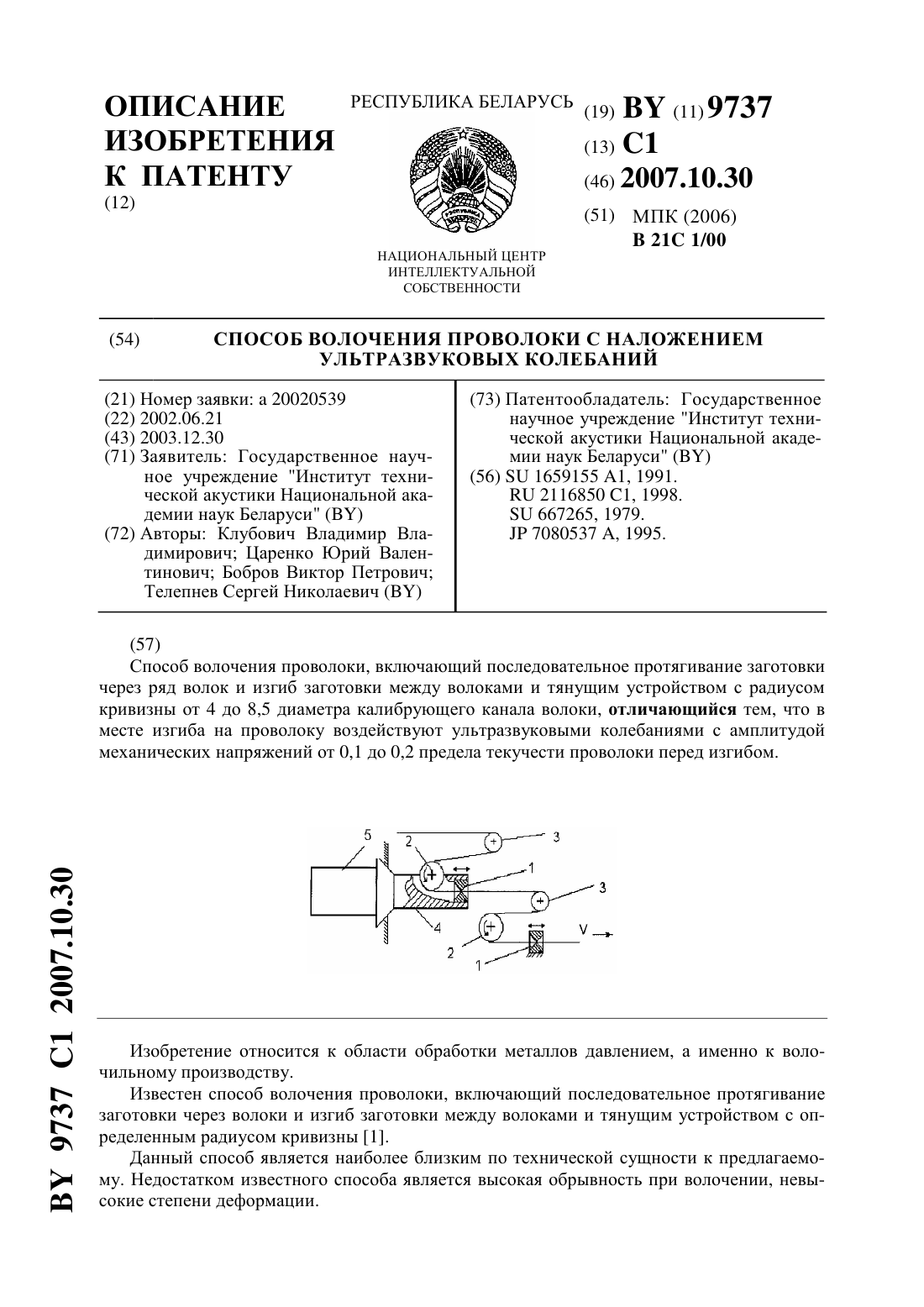
...волоки 1, расположенные между тянущими барабанами 2, после волоки размещен ролик 3, обеспечивающий изгиб по радиусу (48,5), где- диаметр калибрующего канала волоки. Волоки 1 расположены в пучности смещений концентратора 4, соединенного с магнитострикционным преобразователем 5. Изгибающий ролик 3 расположен от волоки 1 на расстоянии, равном /4 1, где- длина ультразвуковой волны в материале проволоки. Примеры конкретного осуществления...
Способ изготовления биметаллической заготовки концевого режущего инструмента
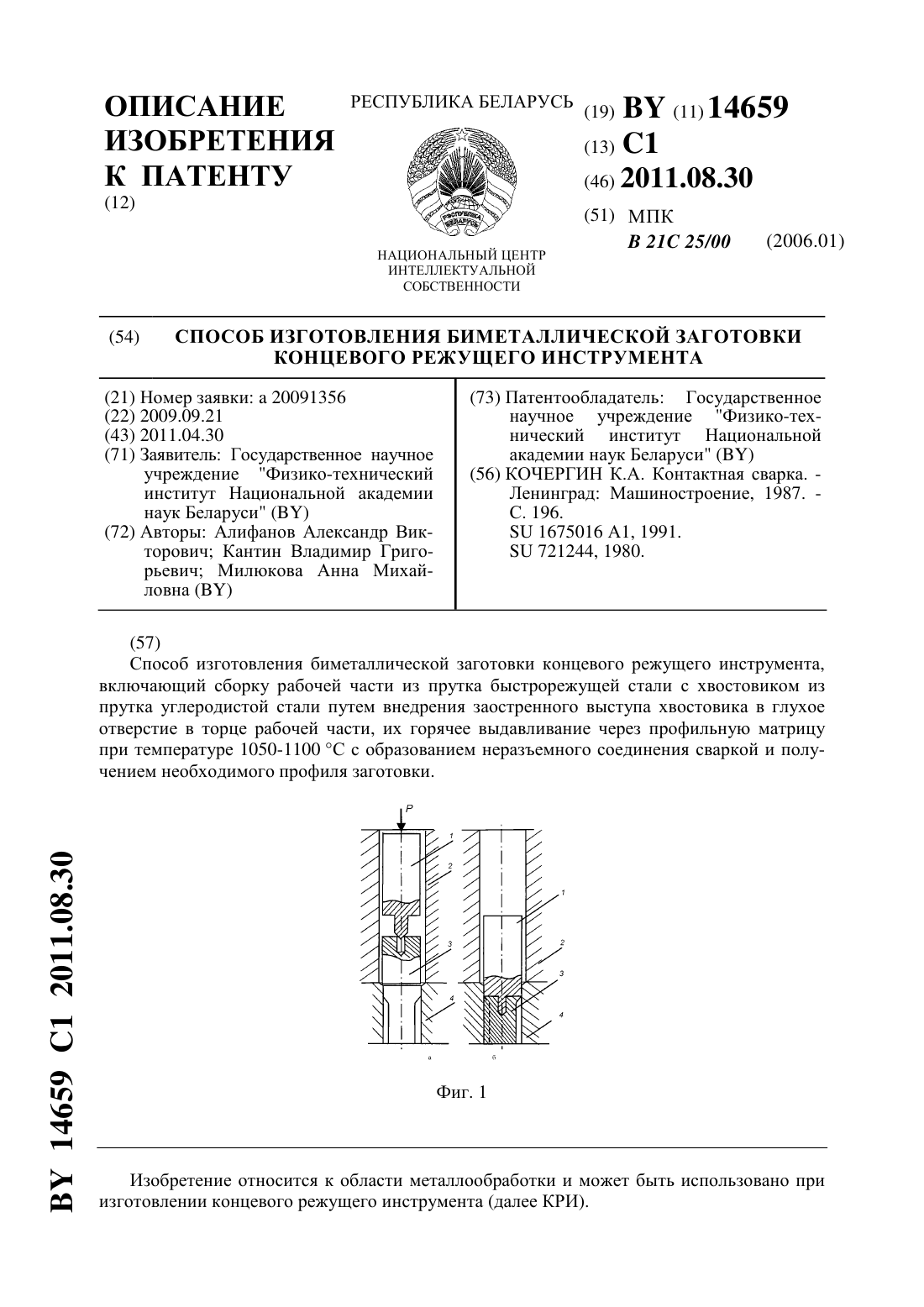
Номер патента: 14659
Опубликовано: 30.08.2011
Авторы: Алифанов Александр Викторович, Кантин Владимир Григорьевич, Милюкова Анна Михайловна
МПК: B21C 25/00
Метки: заготовки, способ, изготовления, концевого, режущего, инструмента, биметаллической
Текст:
...собой внедрение заостренного выступа цилиндрической заготовки хвостовой части (сталь 40 Х) в цилиндрическую заготовку рабочей части (Р 6 М 5) концевого инструмента осадка биметаллической заготовки до диаметра контейнера штампа прямое выдавливание биметаллической заготовки через профильную матрицу. Оптимальный температурный интервал нагрева биметаллической заготовки для горячего выдавливания определяется оптимальной температурой...
Способ изготовления стальной проволоки
Номер патента: 10382
Опубликовано: 28.02.2008
Авторы: Савенок Анатолий Николаевич, Зиновенко Андрей Владимирович, Демидов Александр Васильевич, Маточкин Виктор Аркадьевич, Игнатенко Олег Иванович
МПК: B21C 1/00
Метки: изготовления, проволоки, способ, стальной
Текст:
...По изобретению при дополнительной обработке заготовку протягивают через три и более волок, чередуя два или более подряд единичных обжатия величиной 9-27 с единичным обжатием величиной 2,5-8,0 . После дополнительной обработки осуществляют волочение заготовки на конечный диаметр. Волочение заготовки на конечный диаметр, осуществляют чередуя единичные обжатия величиной 9-27 с единичным обжатием величиной 2,5-8,0 . При волочении заготовки на...
Способ изготовления высокопрочной стальной проволоки
Номер патента: 6035
Опубликовано: 30.03.2004
Авторы: Желтков Александр Сергеевич, Савенок Анатолий Николаевич, Филиппов Вадим Владимирович, Ежов Виктор Васильевич
МПК: B21C 1/00
Метки: высокопрочной, проволоки, стальной, способ, изготовления
Текст:
...с последующим нагревом до 350400 С 1. Недостаток прототипа в том, что при использовании этого способа происходит заметное разупрочнение проволоки, увеличение затрат и трудоемкости за счет введения дополнительной операции нагрева. 6035 1 Задача, решаемая изобретением, состоит в повышении качества и снижении трудоемкости производства проволоки, подвергаемой дальнейшей пластической деформации свивке, плетению и т.д. Технический результат,...
Способ изготовления стальной проволоки
Номер патента: 5436
Опубликовано: 30.09.2003
Авторы: Филиппов Вадим Владимирович, Желтков Александр Сергеевич
МПК: B21C 1/00
Метки: способ, стальной, изготовления, проволоки
Текст:
...скручивании проволоки в этом случае практически не отличается от прочности проволоки, полученной без дополнительной деформации. В качестве прототипа принят способ изготовления проволоки, включающий деформацию заготовки волочением с единичными обжатиями величиной более 20 и последним обжатием -2-32. 5436 1 Недостатком данного способа является быстрый износ последней волоки, что приводит к ухудшению качества протягиваемой проволоки, и...
Предыдущий патент: Способ обработки поверхности оптического элемента на основе фторида кальция CaF2
Следующий патент: Способ подготовки лигатуры
Случайный патент: Аккумуляторное транспортное средство