Способ изготовления стальной проволоки
Номер патента: 10382
Опубликовано: 28.02.2008
Авторы: Игнатенко Олег Иванович, Маточкин Виктор Аркадьевич, Демидов Александр Васильевич, Савенок Анатолий Николаевич, Зиновенко Андрей Владимирович
Текст
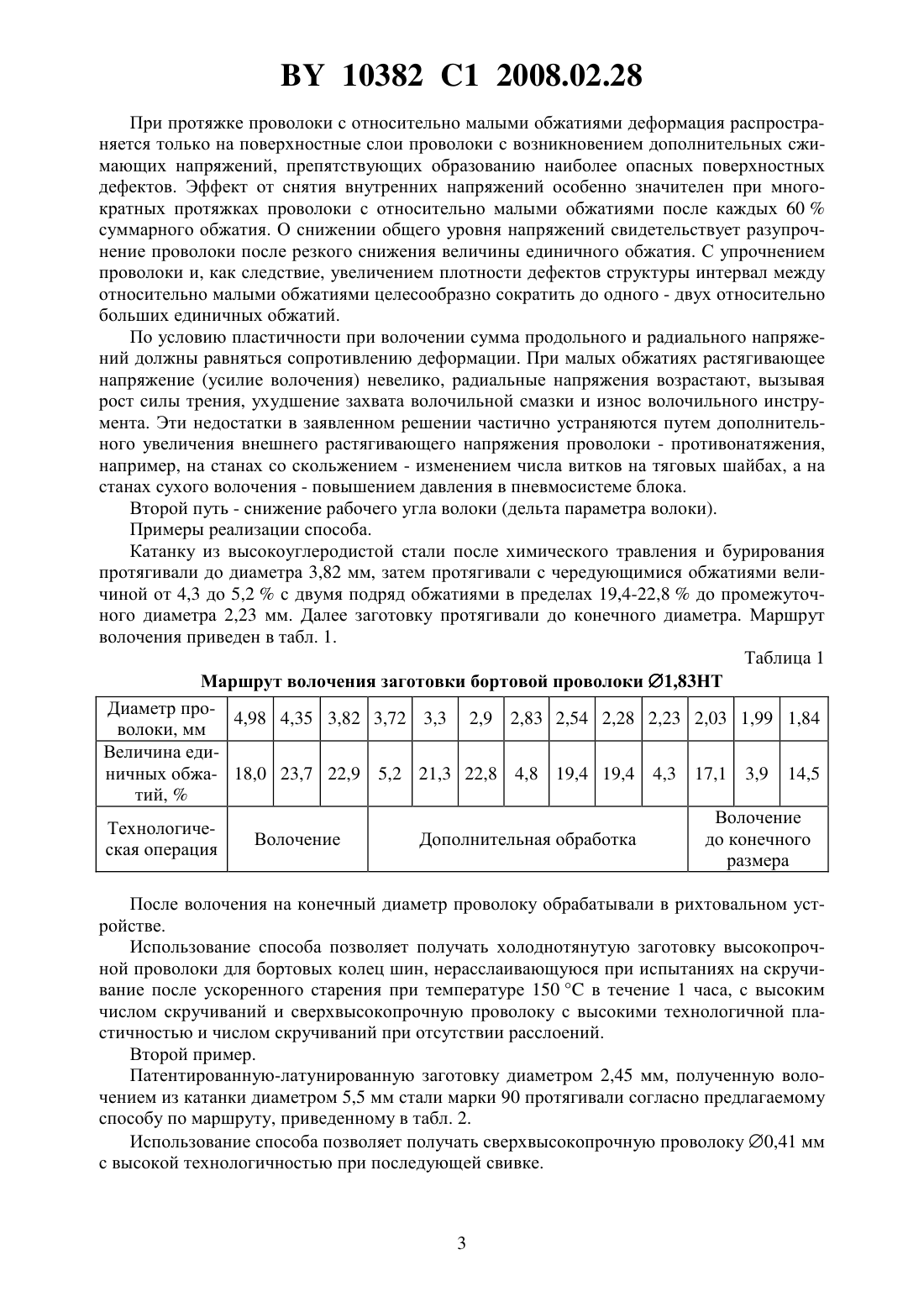
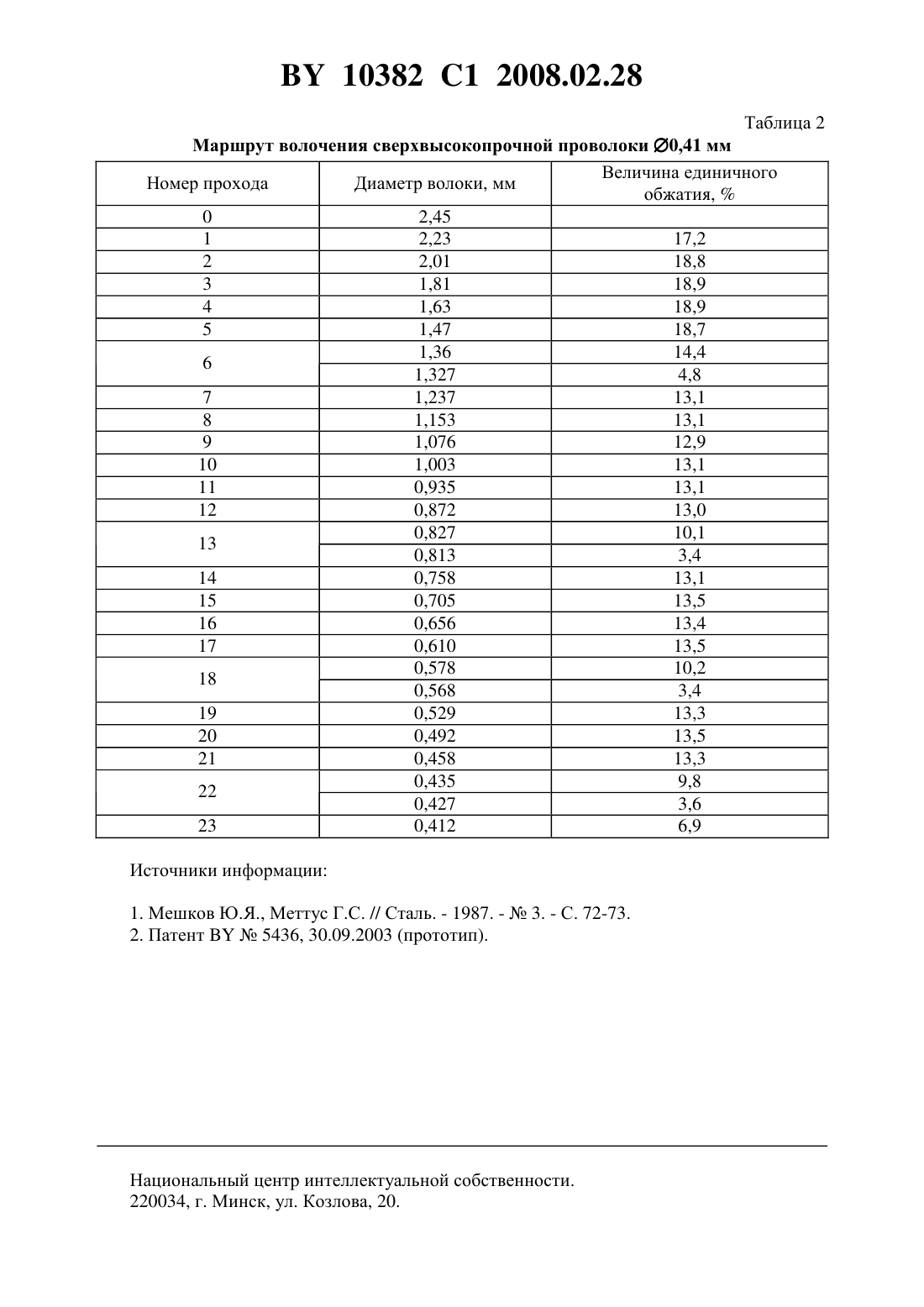
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПРОВОЛОКИ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Демидов Александр Васильевич Зиновенко Андрей Владимирович Игнатенко Олег Иванович Маточкин Виктор Аркадьевич Савенок Анатолий Николаевич(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) 1. Способ изготовления стальной проволоки, включающий последовательную деформацию катанки волочением и дополнительную обработку заготовки путем ее протягивания через волоки, обеспечивающие чередование величин единичных обжатий,отличающийся тем, что при дополнительной обработке заготовку протягивают через три и более волок, чередуя два или более подряд единичных обжатия величиной 9-27 с единичным обжатием величиной 2,5-8,0 , а после дополнительной обработки осуществляют волочение заготовки на конечный диаметр. 2. Способ по п. 1, отличающийся тем, что волочение заготовки на конечный диаметр осуществляют, чередуя единичные обжатия величиной 9-27 с единичным обжатием величиной 2,5-8,0 . 3. Способ по п. 1 или 2, отличающийся тем, что при волочении заготовки на конечный диаметр, используют волоку, обеспечивающую последнее единичное обжатие величиной 2,5-17,0 . 4. Способ по п. 1 или 2, отличающийся тем, что при протягивании заготовки через волоки, обеспечивающие единичные обжатия величиной 2,5-8,0 используют волоки со средней величиной рабочего угла на 1 или более градусов меньше, чем в волоках, обеспечивающих единичные обжатия величиной 9-27 . 5. Способ по п. 1 или 2, отличающийся тем, что при дополнительной обработке заготовки ее протягивают через волоки с приложением силы противонатяжения, при этом среднее значение силы противонатяжения при протягивании заготовки через волоки,обеспечивающие единичные обжатия величиной 2,5-8,0 более чем на 20 превышает среднее значение силы противонатяжения при протягивании заготовки через волоки,обеспечивающие единичные обжатия величиной 9-27 . 6. Способ по одному из п. 1 или 2, отличающийся тем, что после волочения на конечный диаметр проволоку дополнительно обрабатывают в рихтовальном устройстве. 10382 1 2008.02.28 Изобретение относится к металлургическому производству, точнее к области обработки проволоки и изготовления изделий из нее, в частности к способам волочения стальной проволоки. В процессе волочения стальной проволоки с суммарными обжатиями более 40-60 происходит массовое образование микротрещин. Это явление в значительной степени обусловлено высоким уровнем внутренних напряжений, снижения которых добиваются специальными способами, например рихтовкой или обкаткой роликами. Так, известен способ, включающий волочение проволоки в сочетании с дополнительной упругой деформацией путем протяжки проволоки через волоки с одним и тем же фактическим размером 1. Недостаток известного способа в нестабильности прямолинейности проволоки, наличие волок с одинаковыми диаметрами требует или увеличения числа переходов проволоки, или использования сложных в настройке и обслуживании спаренных или строенных волок. В качестве прототипа принят способ изготовления проволоки волочением с последующей дополнительной обработкой путем протягивания через три и более волок, чередуя единичные обжатия в интервале от 9 до 17 с единичными обжатиями в интервале от 3 до 82. Недостаток прототипа состоит в том, что предлагаемое чередование единичных обжатий требует существенного увеличения числа переходов волочения из-за большого количества единичных обжатий в интервале от 3 до 8 , а в случае относительно короткой дополнительной обработки проволоки снижается ее эффективность из-за массового образования микротрещин еще до протяжки проволоки с обжатием в интервале от 3 до 8 . Задача, решаемая изобретением, состоит в разработке способа изготовления проволоки повышенной пластичности без существенного увеличения количества единичных обжатий при волочении и улучшении технологичности при последующей свивке, плетении и т.д. Технический результат, достигаемый при использовании способа, состоит в повышении пластичности, исключении расслоения проволоки при скручивании, повышении качества ее поверхности, высоким средним числом простых и реверсивных скручиваний. Решение поставленной задачи достигается тем, что способ изготовления стальной проволоки включает последовательную деформацию катанки волочением и дополнительную обработку заготовки путем ее протягивания через волоки обеспечивающие чередование величин единичных обжатий. По изобретению при дополнительной обработке заготовку протягивают через три и более волок, чередуя два или более подряд единичных обжатия величиной 9-27 с единичным обжатием величиной 2,5-8,0 . После дополнительной обработки осуществляют волочение заготовки на конечный диаметр. Волочение заготовки на конечный диаметр, осуществляют чередуя единичные обжатия величиной 9-27 с единичным обжатием величиной 2,5-8,0 . При волочении заготовки на конечный диаметр, используют волоку, обеспечивающую последнее единичное обжатие величиной 2,5-17 . При протягивании заготовки через волоки, обеспечивающие единичные обжатия величиной 2,5-8,0 используют волоки со средней величиной рабочего угла на 1 или более градусов меньше, чем в волоках, обеспечивающих единичные обжатия величиной 9-27 . При дополнительной обработке заготовки ее протягивают через волоки с приложением силы противонатяжения, при этом среднее значение силы противонатяжения при протягивании заготовки через волоки, обеспечивающие единичные обжатия величиной 2,58,0 более чем на 20 превышает среднее значение силы противонатяжения при протягивании заготовки через волоки, обеспечивающие единичные обжатия величиной 9-27 . После волочения на конечный диаметр проволоку дополнительно обрабатывают в рихтовальном устройстве. 2 10382 1 2008.02.28 При протяжке проволоки с относительно малыми обжатиями деформация распространяется только на поверхностные слои проволоки с возникновением дополнительных сжимающих напряжений, препятствующих образованию наиболее опасных поверхностных дефектов. Эффект от снятия внутренних напряжений особенно значителен при многократных протяжках проволоки с относительно малыми обжатиями после каждых 60 суммарного обжатия. О снижении общего уровня напряжений свидетельствует разупрочнение проволоки после резкого снижения величины единичного обжатия. С упрочнением проволоки и, как следствие, увеличением плотности дефектов структуры интервал между относительно малыми обжатиями целесообразно сократить до одного - двух относительно больших единичных обжатий. По условию пластичности при волочении сумма продольного и радиального напряжений должны равняться сопротивлению деформации. При малых обжатиях растягивающее напряжение (усилие волочения) невелико, радиальные напряжения возрастают, вызывая рост силы трения, ухудшение захвата волочильной смазки и износ волочильного инструмента. Эти недостатки в заявленном решении частично устраняются путем дополнительного увеличения внешнего растягивающего напряжения проволоки - противонатяжения,например, на станах со скольжением - изменением числа витков на тяговых шайбах, а на станах сухого волочения - повышением давления в пневмосистеме блока. Второй путь - снижение рабочего угла волоки (дельта параметра волоки). Примеры реализации способа. Катанку из высокоуглеродистой стали после химического травления и бурирования протягивали до диаметра 3,82 мм, затем протягивали с чередующимися обжатиями величиной от 4,3 до 5,2 с двумя подряд обжатиями в пределах 19,4-22,8 до промежуточного диаметра 2,23 мм. Далее заготовку протягивали до конечного диаметра. Маршрут волочения приведен в табл. 1. Таблица 1 Маршрут волочения заготовки бортовой проволоки 1,83 НТ Диаметр про 4,98 4,35 3,82 3,72 3,3 2,9 2,83 2,54 2,28 2,23 2,03 1,99 1,84 волоки, мм Величина единичных обжа- 18,0 23,7 22,9 5,2 21,3 22,8 4,8 19,4 19,4 4,3 17,1 3,9 14,5 тий,Волочение ТехнологичеВолочение Дополнительная обработка до конечного ская операция размера После волочения на конечный диаметр проволоку обрабатывали в рихтовальном устройстве. Использование способа позволяет получать холоднотянутую заготовку высокопрочной проволоки для бортовых колец шин, нерасслаивающуюся при испытаниях на скручивание после ускоренного старения при температуре 150 в течение 1 часа, с высоким числом скручиваний и сверхвысокопрочную проволоку с высокими технологичной пластичностью и числом скручиваний при отсутствии расслоений. Второй пример. Патентированную-латунированную заготовку диаметром 2,45 мм, полученную волочением из катанки диаметром 5,5 мм стали марки 90 протягивали согласно предлагаемому способу по маршруту, приведенному в табл. 2. Использование способа позволяет получать сверхвысокопрочную проволоку 0,41 мм с высокой технологичностью при последующей свивке. 10382 1 2008.02.28 Таблица 2 Маршрут волочения сверхвысокопрочной проволоки 0,41 мм Величина единичного Номер прохода Диаметр волоки, мм обжатия,0 2,45 1 2,23 17,2 2 2,01 18,8 3 1,81 18,9 4 1,63 18,9 5 1,47 18,7 1,36 14,4 6 1,327 4,8 7 1,237 13,1 8 1,153 13,1 9 1,076 12,9 10 1,003 13,1 11 0,935 13,1 12 0,872 13,0 0,827 10,1 13 0,813 3,4 14 0,758 13,1 15 0,705 13,5 16 0,656 13,4 17 0,610 13,5 0,578 10,2 18 0,568 3,4 19 0,529 13,3 20 0,492 13,5 21 0,458 13,3 0,435 9,8 22 0,427 3,6 23 0,412 6,9 Источники информации 1. Мешков Ю.Я., Меттус Г.С. // Сталь. - 1987. -3. - С. 72-73. 2. Патент 5436, 30.09.2003 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21C 1/00
Метки: проволоки, способ, изготовления, стальной
Код ссылки
<a href="https://by.patents.su/4-10382-sposob-izgotovleniya-stalnojj-provoloki.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления стальной проволоки</a>
Способ изготовления стальной проволоки
Номер патента: 5436
Опубликовано: 30.09.2003
Авторы: Филиппов Вадим Владимирович, Желтков Александр Сергеевич
МПК: B21C 1/00
Метки: стальной, проволоки, способ, изготовления
Текст:
...скручивании проволоки в этом случае практически не отличается от прочности проволоки, полученной без дополнительной деформации. В качестве прототипа принят способ изготовления проволоки, включающий деформацию заготовки волочением с единичными обжатиями величиной более 20 и последним обжатием -2-32. 5436 1 Недостатком данного способа является быстрый износ последней волоки, что приводит к ухудшению качества протягиваемой проволоки, и...
Способ изготовления высокопрочной стальной проволоки
Номер патента: 6035
Опубликовано: 30.03.2004
Авторы: Ежов Виктор Васильевич, Желтков Александр Сергеевич, Филиппов Вадим Владимирович, Савенок Анатолий Николаевич
МПК: B21C 1/00
Метки: проволоки, стальной, изготовления, способ, высокопрочной
Текст:
...с последующим нагревом до 350400 С 1. Недостаток прототипа в том, что при использовании этого способа происходит заметное разупрочнение проволоки, увеличение затрат и трудоемкости за счет введения дополнительной операции нагрева. 6035 1 Задача, решаемая изобретением, состоит в повышении качества и снижении трудоемкости производства проволоки, подвергаемой дальнейшей пластической деформации свивке, плетению и т.д. Технический результат,...
Устройство для сухого волочения стальной высокоуглеродистой проволоки
Номер патента: U 2065
Опубликовано: 30.09.2005
Авторы: Маточкин Виктор Аркадьевич, Зиновенко Андрей Владимирович, Савенок Анатолий Николаевич, Демидов Александр Васильевич, Игнатенко Олег Иванович
МПК: B21C 1/00
Метки: стальной, высокоуглеродистой, сухого, проволоки, устройство, волочения
Текст:
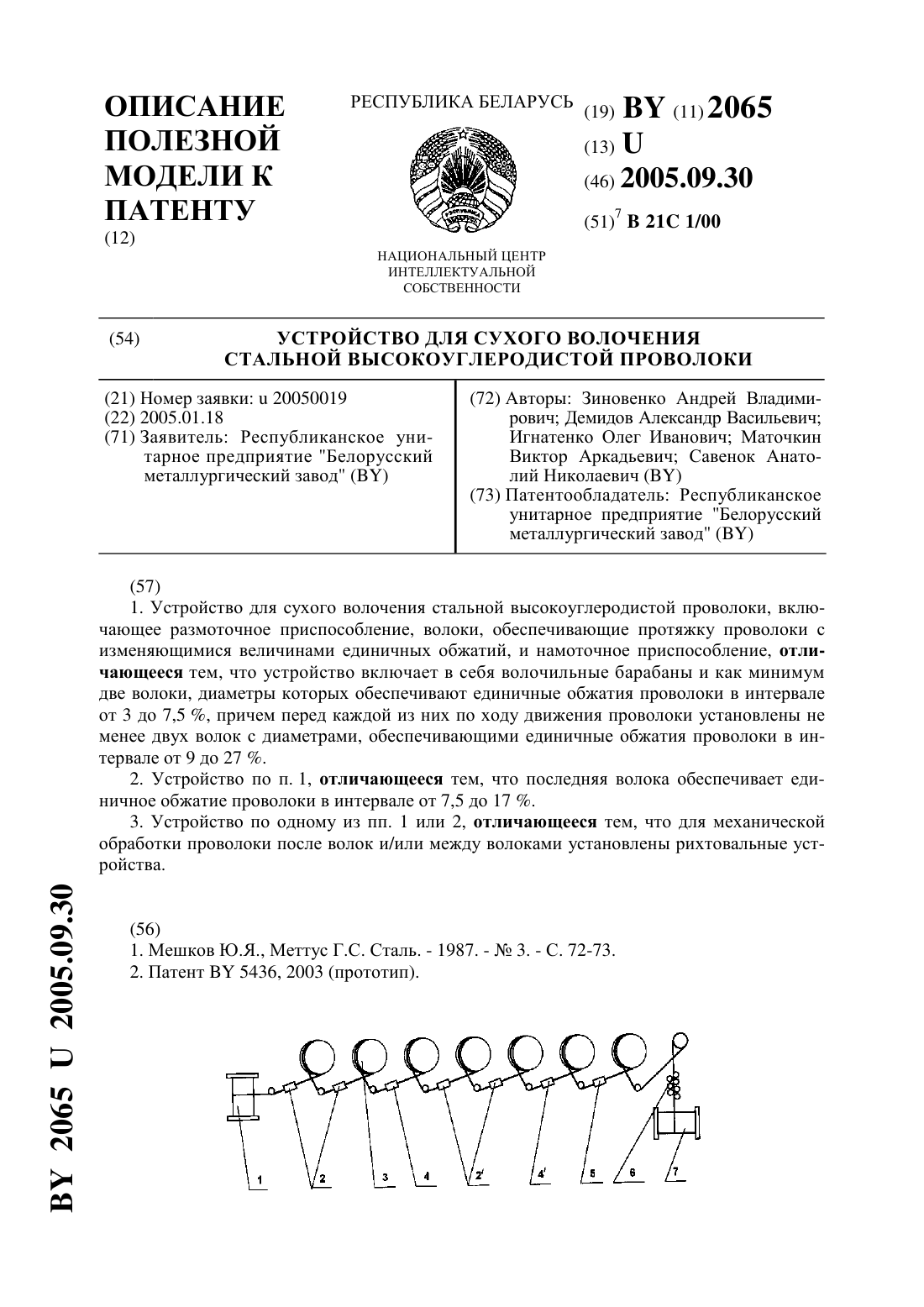
...устройства, состоит в повышении пластичности, изготовлении высокоуглеродистой проволоки с пониженной расслаиваемостью при кручении и высоким числом скручиваний. Решение поставленной задачи достигается тем, что устройство для сухого волочения стальной высокоуглеродистой проволоки включает размоточное приспособление, волоки,обеспечивающие протяжку проволоки с изменяющимися величинами единичных обжатий, и намоточное приспособление. Устройство...
Устройство для мокрого волочения стальной высокоуглеродистой проволоки
Номер патента: U 2064
Опубликовано: 30.09.2005
Авторы: Демидов Александр Васильевич, Игнатенко Олег Иванович, Зиновенко Андрей Владимирович, Савенок Анатолий Николаевич, Маточкин Виктор Аркадьевич
МПК: B21C 1/00
Метки: мокрого, устройство, проволоки, стальной, волочения, высокоуглеродистой
Текст:
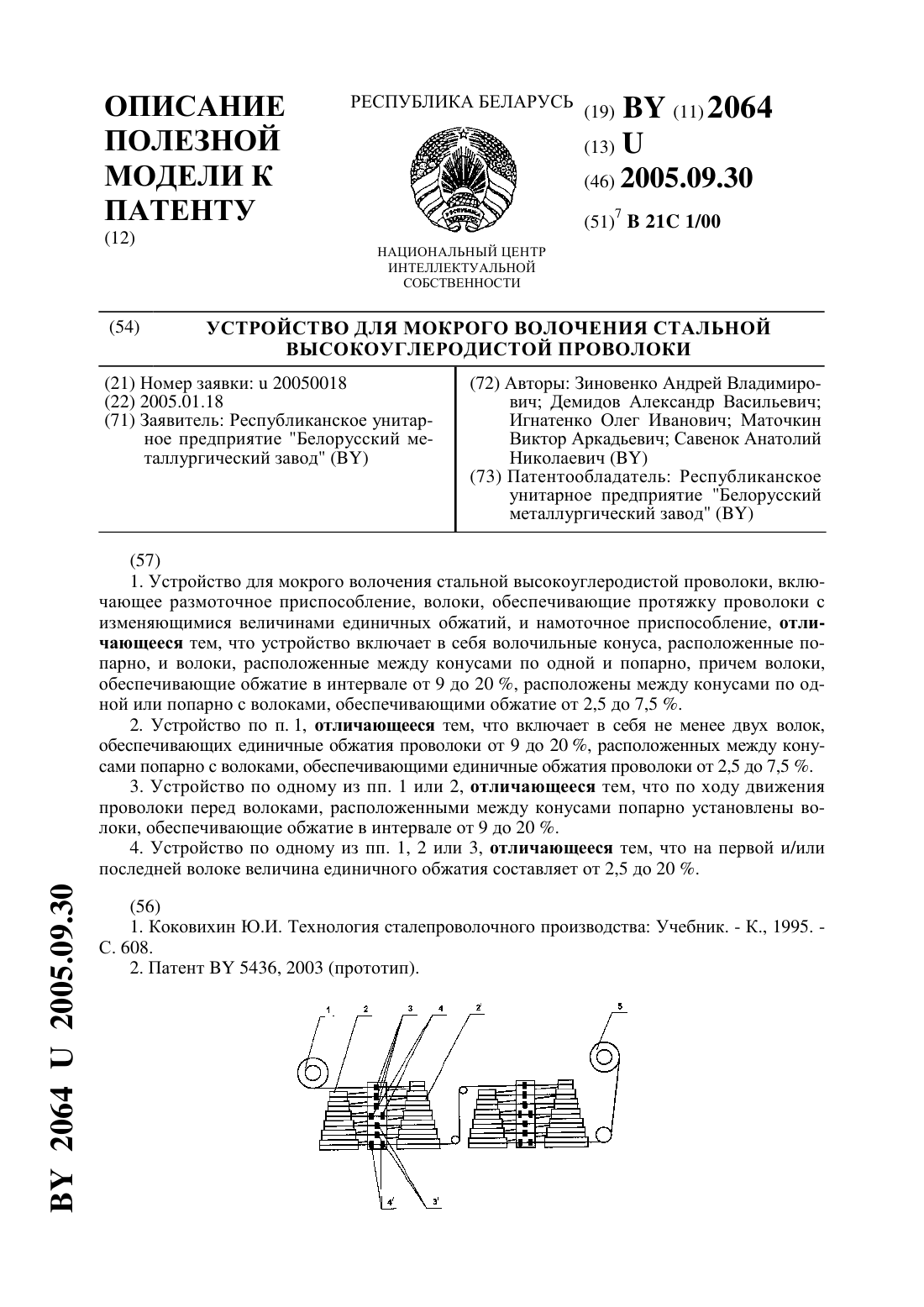
...данной полезной моделью, является изготовление высокоуглеродистой проволоки с повышенной пластичностью без существенного увеличения количества волок. Техническим результатом, достигаемым при использовании устройства, является снижение уровня обрывности проволоки при последующей свивке, оплетке, отсутствие расслоений при кручении, увеличении числа скручиваний. Решение поставленной задачи достигается тем, что устройство для мокрого волочения...
Способ изготовления стальной проволоки
Номер патента: 4956
Опубликовано: 30.03.2003
Авторы: Бирюков Борис Александрович, Желтков Александр Сергеевич, Рыбинский Виктор Николаевич
МПК: B21C 1/00
Метки: изготовления, способ, проволоки, стальной
Текст:
...при дальнейшей обработке. Решение поставленной задачи достигается тем, что способ изготовления стальной проволоки включает последовательную деформацию проволоки волочением и последующую дополнительную упругую деформацию, причем дополнительная упругая деформация осуществляется путем вдавливания в поверхность протягиваемой проволоки с постоянным или пульсирующим усилием твердых тел, имеющих рабочую поверхность сферической или...
Предыдущий патент: Способ задней ротационной остеотомии бедренной кости
Случайный патент: Устройство для обтурации наружных кишечных свищей, открывающихся на кожу через гнойную полость