Способ изготовления клапана двигателя внутреннего сгорания
Номер патента: 16601
Опубликовано: 30.12.2012
Авторы: Шарий Василий Николаевич, Ходос Иван Александрович, Власов Вячеслав Владимирович, Буто Дмитрий Иванович, Кудин Максим Валентинович, Качанов Игорь Владимирович
Текст
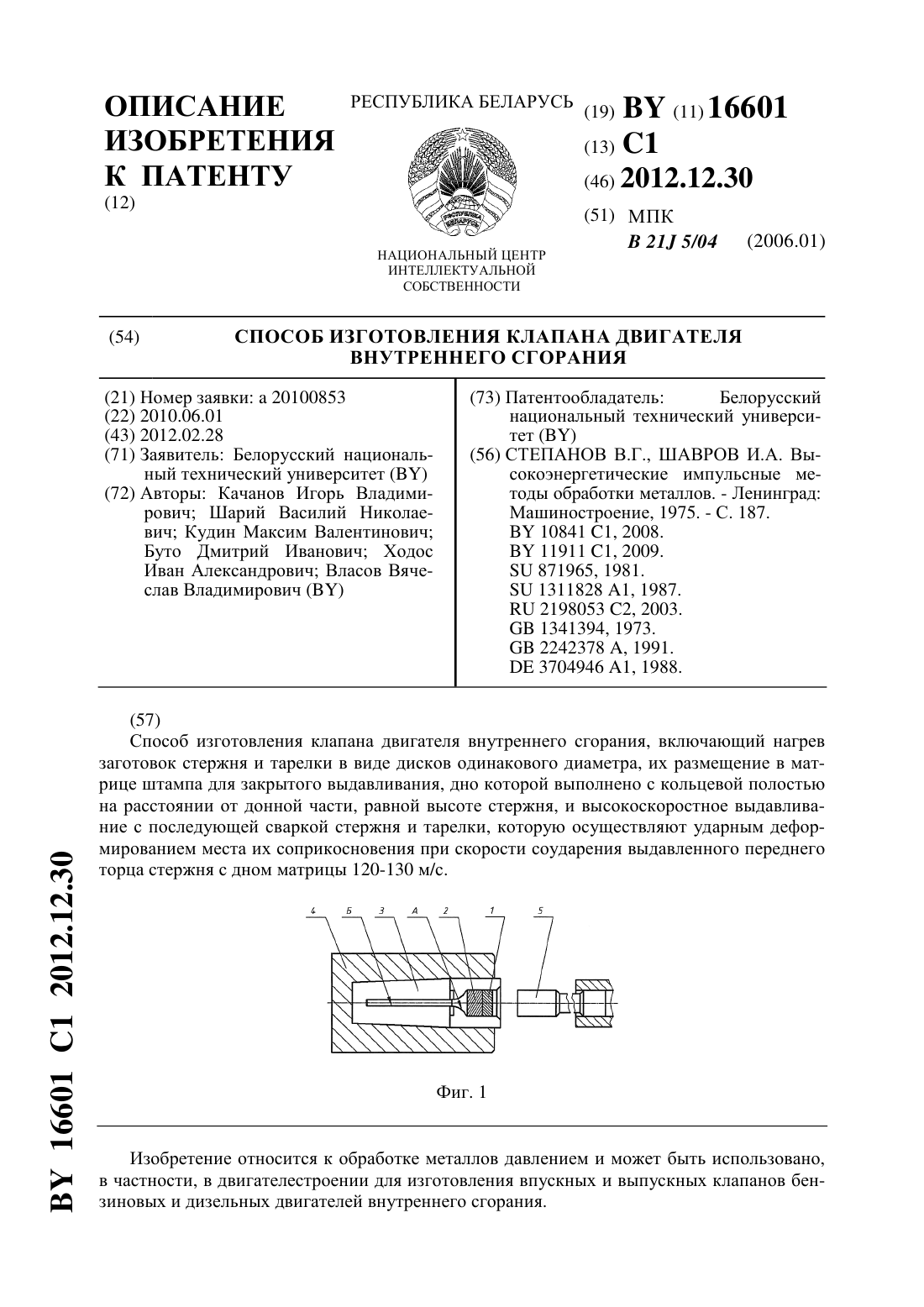
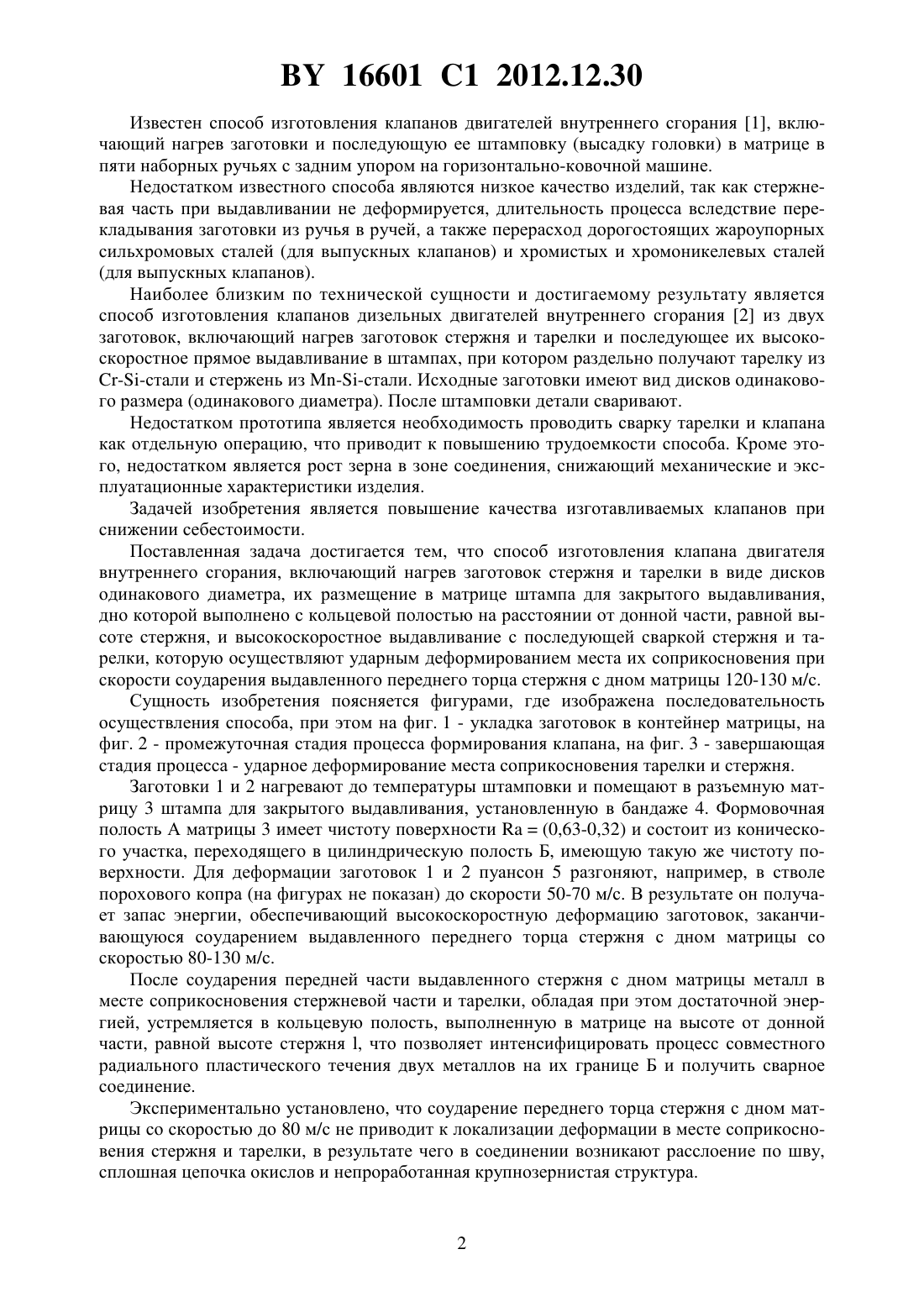
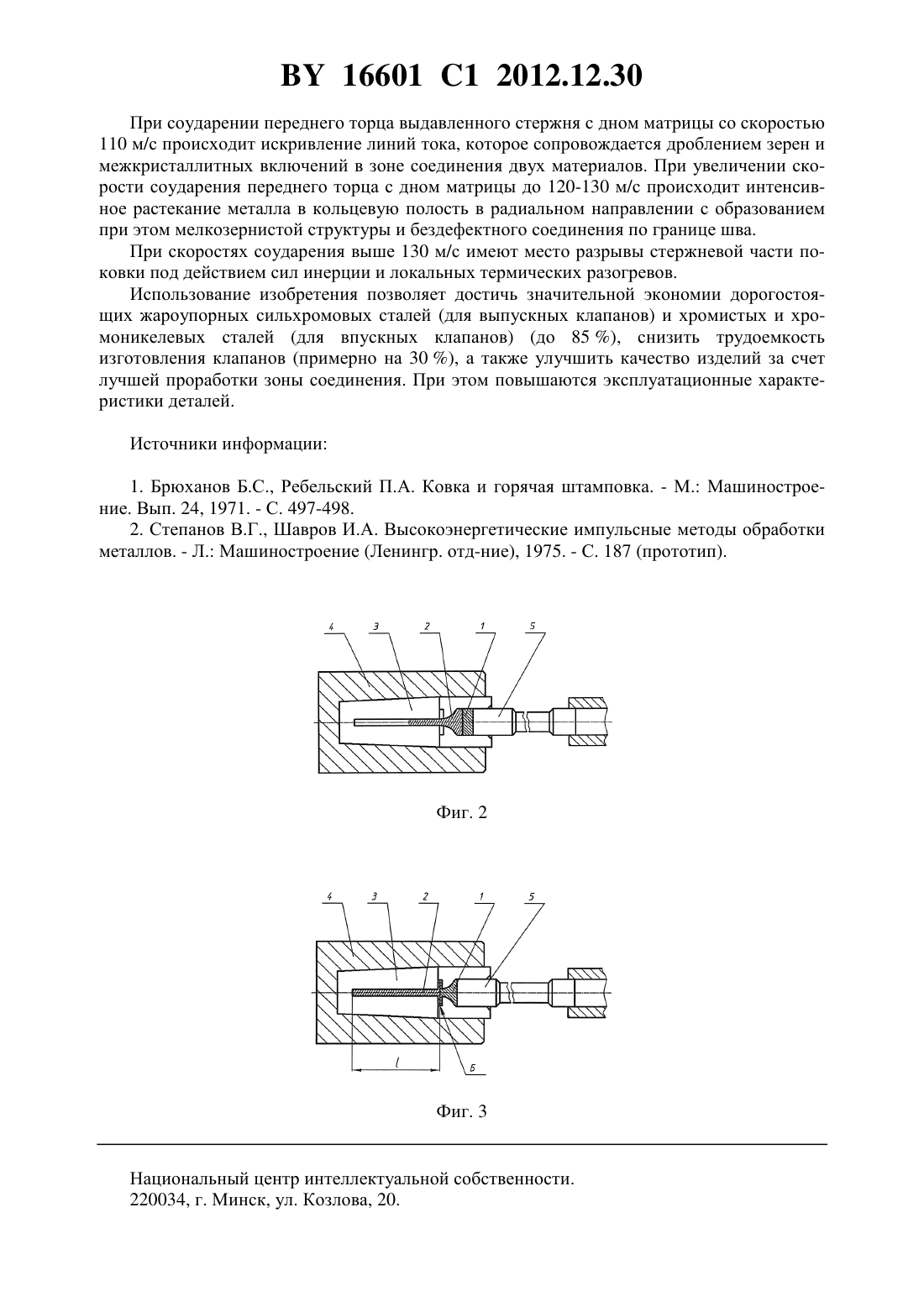
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАНА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ(71) Заявитель Белорусский национальный технический университет(72) Авторы Качанов Игорь Владимирович Шарий Василий Николаевич Кудин Максим Валентинович Буто Дмитрий Иванович Ходос Иван Александрович Власов Вячеслав Владимирович(73) Патентообладатель Белорусский национальный технический университет(56) СТЕПАНОВ В.Г., ШАВРОВ И.А. Высокоэнергетические импульсные методы обработки металлов. - Ленинград Машиностроение, 1975. - С. 187.10841 1, 2008.11911 1, 2009.871965, 1981.1311828 1, 1987.2198053 2, 2003.1341394, 1973.2242378 , 1991.3704946 1, 1988.(57) Способ изготовления клапана двигателя внутреннего сгорания, включающий нагрев заготовок стержня и тарелки в виде дисков одинакового диаметра, их размещение в матрице штампа для закрытого выдавливания, дно которой выполнено с кольцевой полостью на расстоянии от донной части, равной высоте стержня, и высокоскоростное выдавливание с последующей сваркой стержня и тарелки, которую осуществляют ударным деформированием места их соприкосновения при скорости соударения выдавленного переднего торца стержня с дном матрицы 120-130 м/с. Фиг. 1 Изобретение относится к обработке металлов давлением и может быть использовано,в частности, в двигателестроении для изготовления впускных и выпускных клапанов бензиновых и дизельных двигателей внутреннего сгорания. 16601 1 2012.12.30 Известен способ изготовления клапанов двигателей внутреннего сгорания 1, включающий нагрев заготовки и последующую ее штамповку (высадку головки) в матрице в пяти наборных ручьях с задним упором на горизонтально-ковочной машине. Недостатком известного способа являются низкое качество изделий, так как стержневая часть при выдавливании не деформируется, длительность процесса вследствие перекладывания заготовки из ручья в ручей, а также перерасход дорогостоящих жароупорных сильхромовых сталей (для выпускных клапанов) и хромистых и хромоникелевых сталей(для выпускных клапанов). Наиболее близким по технической сущности и достигаемому результату является способ изготовления клапанов дизельных двигателей внутреннего сгорания 2 из двух заготовок, включающий нагрев заготовок стержня и тарелки и последующее их высокоскоростное прямое выдавливание в штампах, при котором раздельно получают тарелку из стали и стержень из стали. Исходные заготовки имеют вид дисков одинакового размера (одинакового диаметра). После штамповки детали сваривают. Недостатком прототипа является необходимость проводить сварку тарелки и клапана как отдельную операцию, что приводит к повышению трудоемкости способа. Кроме этого, недостатком является рост зерна в зоне соединения, снижающий механические и эксплуатационные характеристики изделия. Задачей изобретения является повышение качества изготавливаемых клапанов при снижении себестоимости. Поставленная задача достигается тем, что способ изготовления клапана двигателя внутреннего сгорания, включающий нагрев заготовок стержня и тарелки в виде дисков одинакового диаметра, их размещение в матрице штампа для закрытого выдавливания,дно которой выполнено с кольцевой полостью на расстоянии от донной части, равной высоте стержня, и высокоскоростное выдавливание с последующей сваркой стержня и тарелки, которую осуществляют ударным деформированием места их соприкосновения при скорости соударения выдавленного переднего торца стержня с дном матрицы 120-130 м/с. Сущность изобретения поясняется фигурами, где изображена последовательность осуществления способа, при этом на фиг. 1 - укладка заготовок в контейнер матрицы, на фиг. 2 - промежуточная стадия процесса формирования клапана, на фиг. 3 - завершающая стадия процесса - ударное деформирование места соприкосновения тарелки и стержня. Заготовки 1 и 2 нагревают до температуры штамповки и помещают в разъемную матрицу 3 штампа для закрытого выдавливания, установленную в бандаже 4. Формовочная полость А матрицы 3 имеет чистоту поверхности(0,63-0,32) и состоит из конического участка, переходящего в цилиндрическую полость Б, имеющую такую же чистоту поверхности. Для деформации заготовок 1 и 2 пуансон 5 разгоняют, например, в стволе порохового копра (на фигурах не показан) до скорости 50-70 м/с. В результате он получает запас энергии, обеспечивающий высокоскоростную деформацию заготовок, заканчивающуюся соударением выдавленного переднего торца стержня с дном матрицы со скоростью 80-130 м/с. После соударения передней части выдавленного стержня с дном матрицы металл в месте соприкосновения стержневой части и тарелки, обладая при этом достаточной энергией, устремляется в кольцевую полость, выполненную в матрице на высоте от донной части, равной высоте стержня , что позволяет интенсифицировать процесс совместного радиального пластического течения двух металлов на их границе Б и получить сварное соединение. Экспериментально установлено, что соударение переднего торца стержня с дном матрицы со скоростью до 80 м/с не приводит к локализации деформации в месте соприкосновения стержня и тарелки, в результате чего в соединении возникают расслоение по шву,сплошная цепочка окислов и непроработанная крупнозернистая структура. 16601 1 2012.12.30 При соударении переднего торца выдавленного стержня с дном матрицы со скоростью 110 м/с происходит искривление линий тока, которое сопровождается дроблением зерен и межкристаллитных включений в зоне соединения двух материалов. При увеличении скорости соударения переднего торца с дном матрицы до 120-130 м/с происходит интенсивное растекание металла в кольцевую полость в радиальном направлении с образованием при этом мелкозернистой структуры и бездефектного соединения по границе шва. При скоростях соударения выше 130 м/с имеют место разрывы стержневой части поковки под действием сил инерции и локальных термических разогревов. Использование изобретения позволяет достичь значительной экономии дорогостоящих жароупорных сильхромовых сталей (для выпускных клапанов) и хромистых и хромоникелевых сталей (для впускных клапанов) (до 85 ), снизить трудоемкость изготовления клапанов (примерно на 30 ), а также улучшить качество изделий за счет лучшей проработки зоны соединения. При этом повышаются эксплуатационные характеристики деталей. Источники информации 1. Брюханов Б.С., Ребельский П.А. Ковка и горячая штамповка. - М. Машиностроение. Вып. 24, 1971. - С. 497-498. 2. Степанов В.Г., Шавров И.А. Высокоэнергетические импульсные методы обработки металлов. - Л. Машиностроение (Ленингр. отд-ние), 1975. - С. 187 (прототип). Фиг. 3 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21J 5/04
Метки: двигателя, изготовления, внутреннего, клапана, способ, сгорания
Код ссылки
<a href="https://by.patents.su/3-16601-sposob-izgotovleniya-klapana-dvigatelya-vnutrennego-sgoraniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления клапана двигателя внутреннего сгорания</a>
Литейный сплав для седла клапана двигателя внутреннего сгорания и способ изготовления седла клапана
Номер патента: 5509
Опубликовано: 30.09.2003
Авторы: Комаров Олег Сидорович, Жданович Олег Егорович, Волочко Александр Тихонович, Ласковнев Александр Петрович, Дудецкая Лариса Романовна, Комаров Дмитрий Олегович
МПК: C22C 38/58, C21D 5/00
Метки: сплав, сгорания, литейный, седла, клапана, внутреннего, способ, двигателя, изготовления
Текст:
...менее 0,15 этот эффект не достигается, а увеличение ее более чем 0,25 ведет к неоправданному удорожанию сплава. Для достижения высокой износостойкости седел клапанов ДВС при заданной твердости 3540 НКС и удовлетворительной обрабатываемости резанием предлагается в известном способе получения седел клапанов, включающем получение литой заготовки, из предлагаемого сплава, ее термическую и механическую обработку, при термической обработке...
Привод газораспределительного клапана двигателя внутреннего сгорания
Номер патента: U 5291
Опубликовано: 30.06.2009
Авторы: Маньшин Геральд Григорьевич, Марковский Анатолий Борисович, Дробышевский Чеслав Брониславович
МПК: F01L 9/00
Метки: газораспределительного, внутреннего, клапана, сгорания, двигателя, привод
Текст:
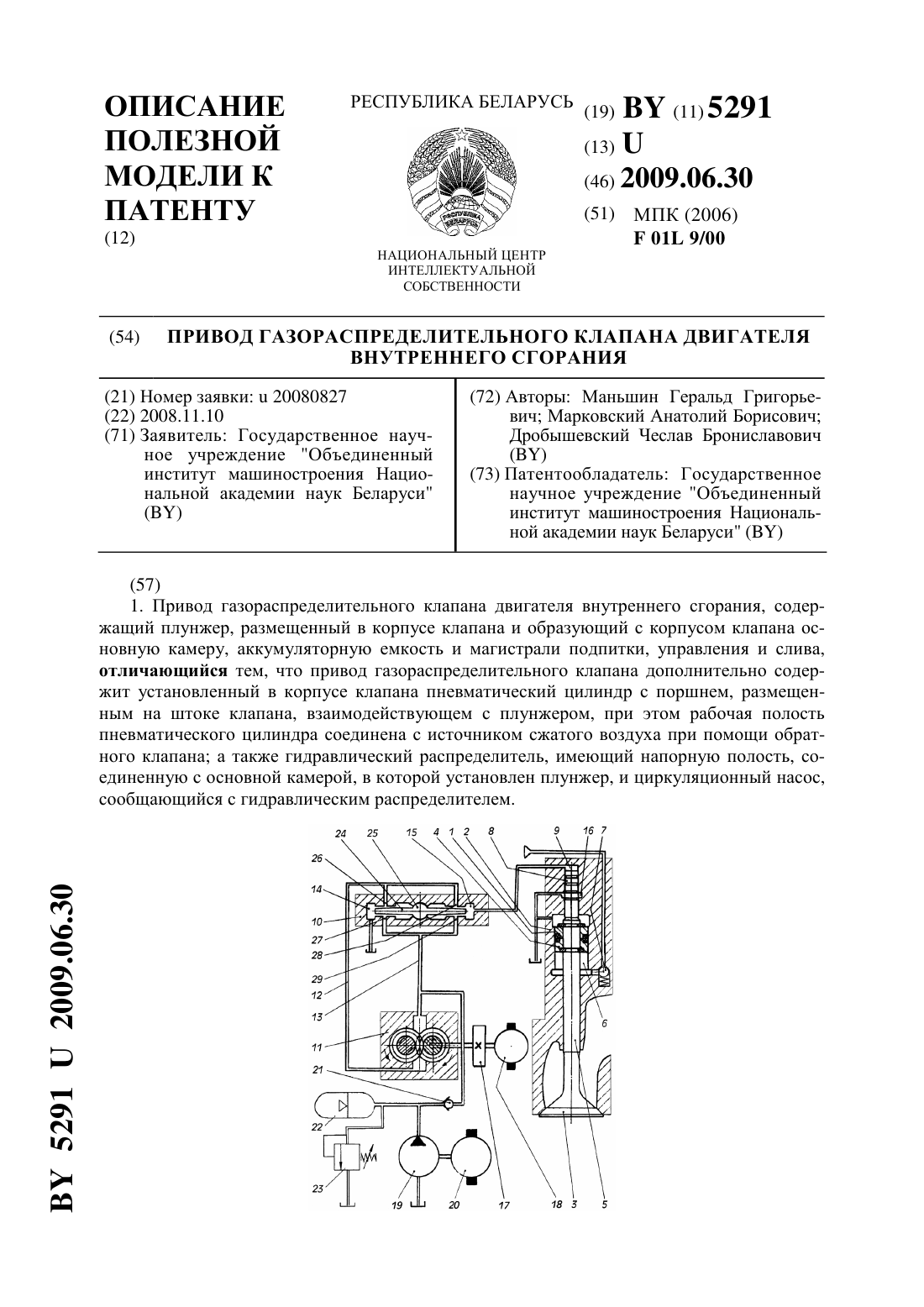
...сгорания. На фигуре показан привод газораспределительного клапана двигателя внутреннего сгорания. Привод газораспределительного клапана двигателя внутреннего сгорания содержит пневматический цилиндр 1, установленный в корпусе 2 газораспределительного клапана 3. Поршень 4 пневматического цилиндра 1 размещен на штоке 5 газораспределительного клапана 3. Рабочая полость 6 пневматического цилиндра 1 соединена посредством обратного клапана 7...
Привод перепускного клапана в системе трубонаддува двигателя внутреннего сгорания
Номер патента: 2600
Опубликовано: 30.12.1998
Авторы: Клуссон Олег Евгеньевич, Жарнов Виктор Михайлович
МПК: F02B 37/12
Метки: внутреннего, сгорания, клапана, перепускного, трубонаддува, системе, двигателя, привод
Текст:
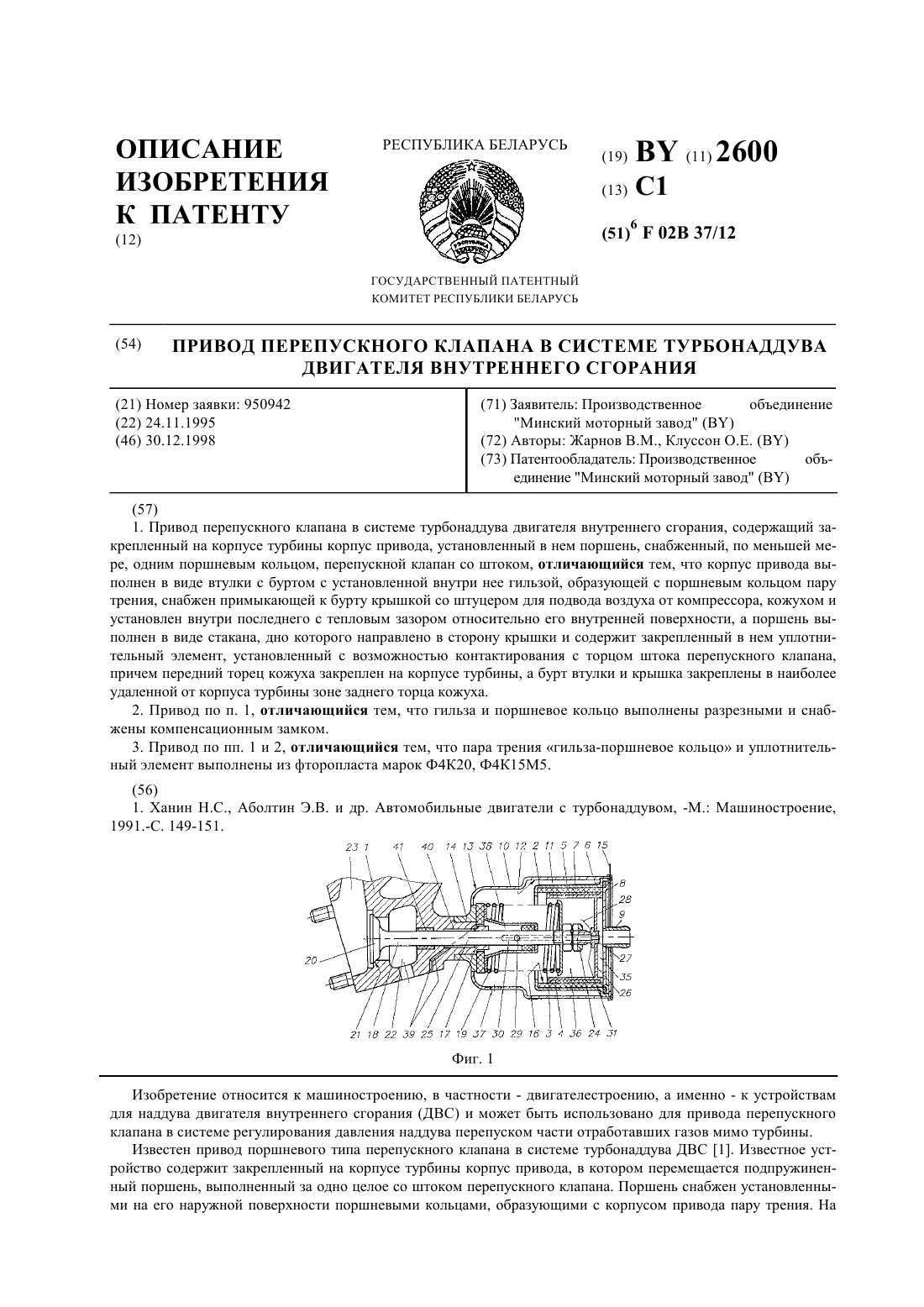
...втулке 14, закрепленной на корпусе 1 турбины. В наиболее удаленной от корпуса 1 турбины зоне заднего торца 15 кожуха 10 закреплены бурт 6 втулки 5 и крышка 8. Крепление может выполняться, например, путем установки стопорного кольца, сварки, завальцовки, или иным способом. Соосно с внутренней поверхностью 16 гильзы 7 установлен в посадочном отверстии 17 корпуса 1 турбины перепускной клапан 18, удерживаемый в исходном закрытом положении с...
Способ изготовления охлаждающего канала поршня двигателя внутреннего сгорания

Номер патента: 13832
Опубликовано: 30.12.2010
Авторы: Ласковнев Александр Петрович, Волочко Александр Тихонович, Изобелло Александр Юрьевич, Овчинников Владимир Васильевич
МПК: F02F 3/00
Метки: сгорания, внутреннего, изготовления, двигателя, канала, поршня, охлаждающего, способ
Текст:
...наружного кольца до температуры менее 600 С недостаточен для запрессовки внутреннего кольца, так как при такой температуре происходит малое термическое расширение наружного кольца, диаметр наружного кольца изменяется на меньшую величину,чем значение натяга колец. Температура нагрева наружного кольца до 850 С обеспечивает необходимое термическое расширение кольца при сборке. Температура нагрева свыше 850 С экономически нецелесообразна и...
Способ изготовления охлаждающего канала поршня двигателя внутреннего сгорания

Номер патента: 15061
Опубликовано: 30.12.2011
Авторы: Волочко Александр Тихонович, Изобелло Александр Юрьевич, Овчинников Владимир Васильевич, Клушин Валерий Александрович
МПК: F02F 3/16, B21D 53/18
Метки: сгорания, внутреннего, поршня, изготовления, двигателя, способ, канала, охлаждающего
Текст:
...канал формируется методом тепловой сборки, характеризующейся малой трудоемкостью. Причем тепловая сборка колец осуществляется с натягами в радиальном и осевом направлениях, что способствует надежному соединению двух колец и исключению возможности затекания алюминиевого расплава на стадиях алитирования и литья поршня. Натяг колец в радиальном и осевом направлениях менее 0,2 и 0,3 мм соответственно может привести к затеканию металла...
Предыдущий патент: Способ определения показания для введения ботулотоксина типа А в жевательные мышцы при оромандибулярной дистонии
Следующий патент: Устройство для электролитно-плазменной обработки длинномерного изделия
Случайный патент: Датчик для измерения давления крови