Способ взрывного прессования
Номер патента: 13977
Опубликовано: 28.02.2011
Авторы: Шмурадко Валерий Трофимович, Овчинников Владимир Ильич
Текст
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Шмурадко Валерий Трофимович Овчинников Владимир Ильич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(56), , 1962. - . 39-43.1778950 1, 1996.2048598 С 1, 1995. РОМАН О.В. и др. Сборник материалов докладов международной научнотехнической конференции. Порошковая металлургия достижения и проблемы. - Минск, 2005. - С. 113-115.1708517 1, 1992.61000502 , 1986.(57) Способ взрывного прессования изделия, включающий размещение прессуемого порошкового материала и эластичной оболочки в камере, заполненной жидкостью, установку в камере прессующего поршня, размещение на поршне заряда взрывчатого вещества и его взрыв, отличающийся тем, что порошковый материал размещают между эластичной оболочкой и оправкой, под поршнем размещают дополнительный заряд взрывчатого вещества, повторяющий форму изделия, и инициирующее заряд взрывчатое вещество. 13977 1 2011.02.28 Изобретение относится к области порошковой металлургии и может быть использовано для производства керамических композиционных материалов и изделий из них. Известен способ гидровзрывного прессования порошковых материалов, включающий загрузку порошка в стальную трубку, предварительное статическое уплотнение, заварку торцов трубки пробками, установку заряда , погружение сборки в жидкость и прессование ударной волной через жидкую передающую среду 1. Наиболее близким техническим решением является способ взрывного прессования,включающий размещение порошка в эластичной оболочке, герметизацию ее, расположение оболочки с порошком в камере, заполненной жидкостью, установку прессующего поршня, размещение заряда взрывчатого веществав камере на поршне с последующим его взрывом 2. Недостатком известных способов является то, что они не обеспечивают равномерную плотность получаемых изделий. Задачей изобретения является получение изделий с равномерной и более высокой плотностью. Поставленная задача достигается тем, что в способе взрывного прессования изделия,включающем размещение прессуемого порошкового материала и эластичной оболочки в камере, заполненной жидкостью, установку в камере прессующего поршня, размещение на поршне заряда взрывчатого вещества и его взрыв, порошковый материал размещают между эластичной оболочкой и оправкой, под поршнем размещают дополнительный заряд взрывчатого вещества, повторяющий форму изделия, и инициирующее заряд взрывчатое вещество. Предложенный способ поясняется схемой. Прессуемый порошковый материал 1 помещен в полость между эластичной оболочкой 2 и оправкой 3, жидкость 4, размещенная в камере 5, дополнительный заряд 6, повторяющий форму изделия, и инициирующим 7, которые расположены под поршнем 8, и заряд 9 с электродетонатором 10, установленные на поршне 8 под слоем жидкости. Пример осуществления способа. Прессовали изделия типа конус, обладающие радио- и оптико-прозрачными свойствами, предназначенные для работы в летательных аппаратах. Изделия диаметром 110 мм, высотой 140 мм, с углом конуса при вершине 42, толщиной стенки 10 мм прессуют из керамического порошка нитрида бора с размером частиц 25 мкм. В качестве взрывчатого вещества применяли аммонит 6 ЖВ (заряд 9), листовое- НИЛ (дополнительный заряд 6) и азид свинца в качестве инициирующего 7. Прессуемый порошковый материал 1 (нитрид бора) засыпают в полость между оправкой 3 и эластичной оболочкой 2 с зазором 25 мм, устанавливают дополнительный заряд 6, на котором сверху располагают 7. Полученную сборку размещают в камере 5, которую заполняют жидкостью 4,например водой, и устанавливают поршень 8 на расстоянии 70 мм от дополнительного заряда 6. На поршне 8 располагают в герметичной оболочке заряд 9 конусной формы и электродетонатор 10. Конусная форма заряда 9 обладает более высоким кумулирующим эффектом по сравнению с плоской и цилиндрической. Высота слоя жидкости 4 над зарядом 9 от его вершины равнялась 200 мм, что позволяет увеличить к.п.д. взрыва заряда 9 и длительность нагружения на прессуемый порошковый материал 1. Способ осуществляют следующим образом. Электродетонатором 10 инициируют заряд 9. Под действием взрыва приводится в движение поршень 8, который сжимает жидкость 4. В результате этого происходит предварительная подпрессовка порошкового материала 1, которая одинакова по высоте конусной засыпки порошка. Так как давление от заряда 9 в воде под поршнем 8 нарастает сравнительно плавно по времени, то за этот период успевает произойти подпрессовка порошкового материала 1 до относительной плотности 50-65 при давлении сжатой жидкости 500 МПа, а при достижении давления в камере под поршнем в 600 МПа происходит 2 13977 1 2011.02.28 самоподрыв 7 и подрыв дополнительного заряда 6, создающего конусный фронт ударной волны. Прямая ударная волна проходит через подпрессованный порошковый материал, увеличивает его плотность и, отразившись от металлической конусной оправки 3,переходит в отраженную волну сжатия в материале, и дополнительно подпрессовывает порошковый материал 1. Спрессованные изделия из нитрида бора имеют относительную плотность 9092 ,одинаковую по сечениям прессовок. По описанной технологии были изготовлены равноплотные конуса из микропорошков окиси алюминия с размером частиц 310 мкм с величинами относительных плотностей 9194 , на которых не было обнаружено трещин. Использование предлагаемого способа взрывного прессования керамических порошковых материалов энергией взрыва через жидкую передающую среду обеспечивает получение высокоплотных изделий из керамических порошковых материалов (9094 ) в зависимости от состава прессуемых порошковых материалов получение равноплотных и высокоплотных изделий за один взрывной цикл способ позволяет произвести подпрессовку до относительных плотностей 5065 и окончательное прессование порошковых материалов до высоких плотностей, что снижает температуру спекания изделий на 100-300 С и исключает образование трещин в изделиях увеличивает к.п.д. взрыва до 30 по сравнению со взрывом на воздухе за счет размещения в жидкости (воде), так как плотность водяной среды в 315 раз больше воздушной. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22F 3/08
Метки: взрывного, прессования, способ
Код ссылки
<a href="https://by.patents.su/3-13977-sposob-vzryvnogo-pressovaniya.html" rel="bookmark" title="База патентов Беларуси">Способ взрывного прессования</a>
Способ импульсного прессования порошковых изделий
Номер патента: 11651
Опубликовано: 28.02.2009
Авторы: Овчинников Владимир Ильич, Роман Олег Владиславович, Шмурадко Валерий Трофимович
МПК: C04B 35/622, B22F 3/08
Метки: способ, прессования, порошковых, импульсного, изделий
Текст:
...где вв 0,8-1,2 г/см 3. В предлагаемом способе применение металлического затвора для замыкания линейного заряда БВВ с жидкой ПС и порошка в корпусе установки исключает мгновенный выброс жидкой ПС и продуктов детонации заряда БВВ в атмосферу. Это обеспечивает увеличение времени нагружения (прессования) порошкового материала за счет времени неоднократного расширения газообразных продуктов детонации, образовавшихся от заряда БВВ в жидкой ПС и...
Способ импульсного прессования порошковых материалов
Номер патента: 12981
Опубликовано: 30.04.2010
Авторы: Овчинников Владимир Ильич, Роман Олег Владиславович, Киршина Наталья Васильевна, Шмурадко Валерий Трофимович
МПК: B22F 3/08
Метки: порошковых, прессования, импульсного, способ, материалов
Текст:
...слой. Для отделения изделия от формующего инструмента материал защитного слоя переводят в жидкое или газообразное состояние путем разогрева поверхности формующего инструмента, тесно контактирующего с защитным слоем, токами высокой частоты. При этом между изделием и инструментом образуется зазор, позволяющий свободно отделить их друг от друга. В целях повышения стойкости формующего инструмента к воздействию термической нагрузки и...
Способ гидровзрывного прессования порошковых материалов
Номер патента: 12979
Опубликовано: 30.04.2010
Авторы: Овчинников Владимир Ильич, Шмурадко Валерий Трофимович, Киршина Наталья Васильевна
МПК: B22F 3/08
Метки: прессования, порошковых, гидровзрывного, материалов, способ
Текст:
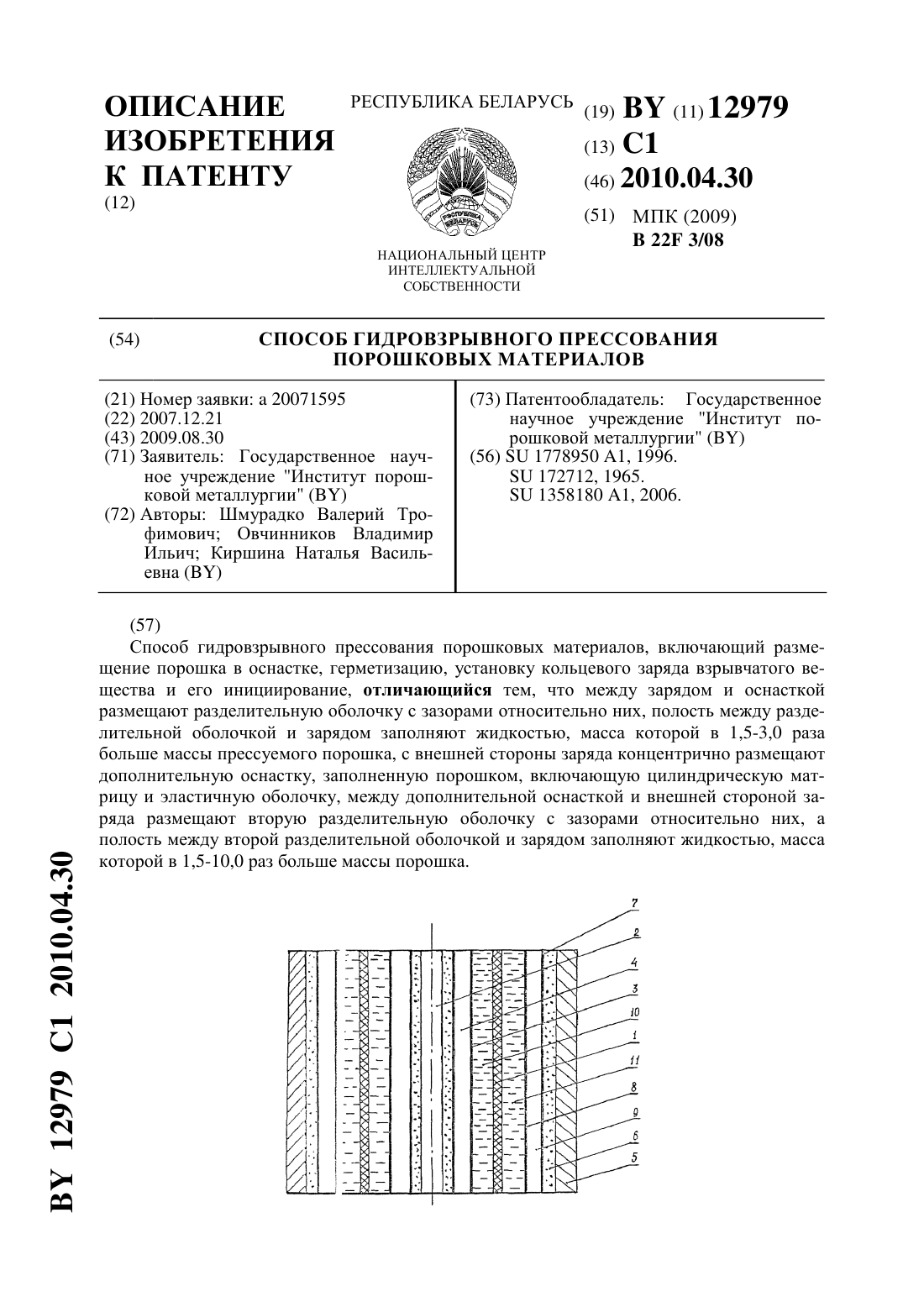
...в обеих оснастках. Это приводит к минимуму потерь энергии сдетонировавшего заряда ВВ при прессовании изделий и повышает его КПД. Предложенный способ поясняется схемой на фигуре. Данный способ может применяться для прессования плоских и трубчатых изделий. При прессовании изделий (фиг. 1) с внутренней стороны от кольцевого заряда 1 помещают оснастку с порошком 2, с зазором относительно них, концентрично устанавливают разделительную оболочку...
Способ прессования изделий из порошков
Номер патента: 3568
Опубликовано: 30.09.2000
Авторы: Матвеев Константин Сергеевич, Клименков Степан Степанович, Пятов Владислав Владимирович, Голубев Алексей Николаевич, Ахтанин Олег Николаевич
МПК: B22F 3/02
Метки: порошков, изделий, прессования, способ
Текст:
...состоянии утряски. Способ осуществляют следующим образом. Среду, передающую давление, засыпают в матрицу и уплотняют прессующим пуансоном при давлении 50 МПа. В качестве среды, передающей давление, используют пластифицированный легирующий порошок,при этом пластификатор, в качестве которого используют парафин, заполняет все межчастичное пространство. В уплотненной среде, передающей давление, формующим пуансоном выдавливают полость, форма...
Способ прессования из порошков изделий с внутренними полостями
Номер патента: 6978
Опубликовано: 30.06.2005
Авторы: Клименков Степан Степанович, Голубев Алексей Николаевич
МПК: B22F 3/02
Метки: полостями, порошков, изделий, способ, прессования, внутренними
Текст:
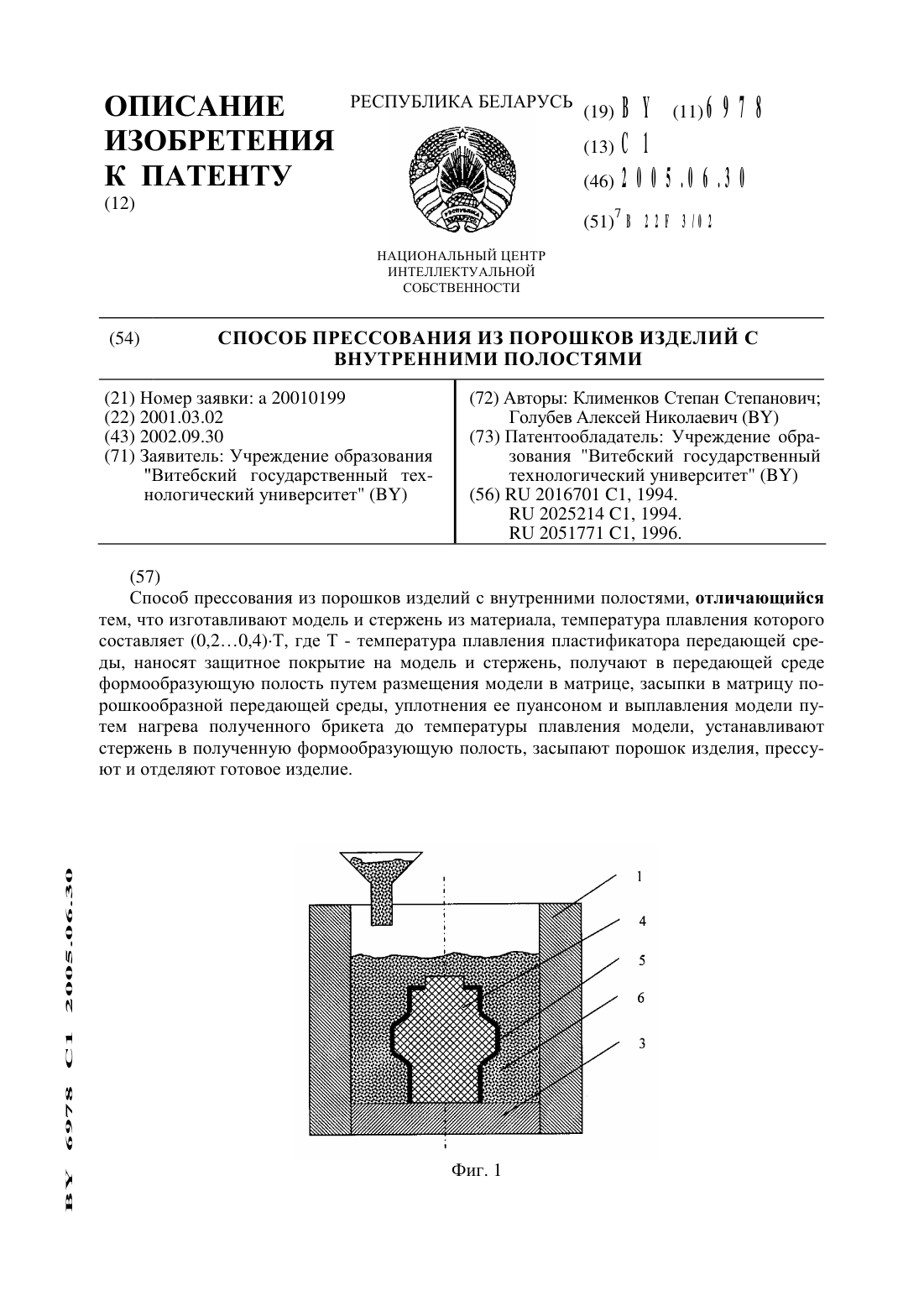
...изделия - стержень 7. На поверхность модели и стержня наносят защитное покрытие 5, модель устанавливают в матрице 1, центрируют ее, после чего в матрицу 1 засыпают слой порошкообразной передающей среды 6 (фиг. 1). Объем насыпки определяется уплотняемостью передающей среды, он должен быть достаточным для компенсации уменьшения объема последней при движении уплотняющего пуансона вниз и подбирается экспериментально. Затем (фиг. 2) передающую...