Способ обработки внутренних цилиндрических поверхностей нетермообработанных стальных заготовок
Номер патента: 13070
Опубликовано: 30.04.2010
Авторы: Ильюшина Елена Валерьевна, Минаков Анатолий Петрович
Текст
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ НЕТЕРМООБРАБОТАННЫХ СТАЛЬНЫХ ЗАГОТОВОК(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Минаков Анатолий Петрович Ильюшина Елена Валерьевна(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) Способ обработки внутренней цилиндрической поверхности нетермообработанной стальной заготовки, включающий размерную лезвийную обработку, поверхностное пластическое деформирование жесткими рабочими элементами и пневмоцентробежную обработку,отличающийся тем, что поверхностное пластическое деформирование осуществляют жесткими рабочими элементами до получения на обрабатываемой поверхности параметра шероховатостив пределах 0,32 - 0,2 мкм, а пневмоцентробежную обработку осуществляют сначала шарами, поверхность которых имеет параметр шероховатости , равный 0,1 мкм, а затем шарами с параметром шероховатости 0,04 мкм. Изобретение относится к технологии машиностроительного производства, а именно к тонким доводочным процессам обработки, главным образом внутренней цилиндрической поверхности заготовки, материалом для которой служит сталь без термообработки, т.е. в состоянии поставки. Известен способ обработки внутренних поверхностей вращения нежестких заготовок из сталей без термоулучшения, включающий размерную лезвийную обработку, поверхностное пластическое деформирование жесткими рабочими элементами до получения на обрабатываемой поверхности параметра шероховатости 0,25 - 0,16 мкм и центробежную пневмовибродинамическую обработку (ПВДО) деформирующими элементами до получения на обрабатываемой поверхности параметра шероховатости 0,16 мкм 1. Указанным способом невозможно достичь на обрабатываемой внутренней цилиндрической поверхности заготовок из стали без термообработки параметра шероховатостименее 0,1 мкм, так как в качестве деформирующих элементов при центробежной ПВДО используются шары из стали ШХ 15 степени точности 100, поверхность которых имеет параметр шероховатости , равный 0,125 мкм. 13070 1 2010.04.30 Известно, что в паре трения сталь-полимер, имеющейся в гидроцилиндре, износ полимера происходит интенсивнее при шероховатости стальной поверхности грубее , равной 0,1 мкм 2. При этом получение поверхности, имеющей наилучшие эксплуатационные характеристики, возможно при достижении одного из диапазонов параметра шероховатостив пределах 0,09-0,07 мкм 3. Известен способ обработки внутренних поверхностей вращения заготовок из сталей без термообработки, включающий размерную лезвийную обработку, поверхностное пластическое деформирование жесткими рабочими элементами до получения на обрабатываемой поверхности параметра шероховатости 0,2 - 0,1 мкм и центробежную ПВДО деформирующими элементами, поверхность которых имеет шероховатость 0,08 мкм,до получения на обрабатываемой поверхности параметра шероховатости 0,1 мкм 4. Несовершенство данного способа связано с тем, что поверхностное пластическое деформирование жесткими рабочими элементами не всегда обеспечивает стабильность получения на внутренней цилиндрической поверхности заготовок шероховатости поверхностив пределах 0,2-0,1 мкм, особенную сложность вызывает обработка маложестких и нежестких заготовок. Большинство предприятий обеспечивают получение после поверхностного пластического деформирования шероховатости поверхностив пределах 0,32-0,2 мкм, что недопустимо при обработке по вышеуказанному способу, где очень важно выдерживать диапазон шероховатости поверхностив пределах 0,2-0,1 мкм под центробежную ПВДО. Задачей изобретения является стабильное достижение параметра шероховатостименее 0,1 мкм на обрабатываемой внутренней цилиндрической поверхности нетермообработанной стальной заготовки, которая после операции поверхностного пластического деформирования жесткими рабочими элементами имеет параметр шероховатостив пределах 0,32-0,2 мкм. Поставленная задача решается способом обработки внутренней цилиндрической поверхности нетермообработанной стальной заготовки, включающим размерную лезвийную обработку, поверхностное пластическое деформирование жесткими рабочими элементами и пневмоцентробежную обработку, согласно изобретению, поверхностное пластическое деформирование осуществляют жесткими рабочими элементами до получения на обрабатываемой поверхности параметра шероховатостив пределах 0,32-0,2 мкм, а пневмоцентробежную обработку осуществляют сначала шарами, поверхность которых имеет параметр шероховатости , равный 0,1 мкм, а затем шарами с параметром шероховатости 0,04 мкм. Данный способ обработки пригоден для жестких, средней жесткости, маложестких и тонкостенных заготовок 5. Было установлено, что после ППД жестким роликовым накатником проведение пневмоцентробежной обработки сначала шарами из стали ШХ 15 степени точности 60, поверхность которых имеет , равный 0,1 мкм, а затем шарами из стали ШХ 15 степени точности 20 и менее, поверхность которых имеет 0,04 мкм, позволяет на обрабатываемой поверхности достигать параметра шероховатостименее 0,1 мкм. Пример. Финишная обработка внутренней цилиндрической поверхности гильзы гидроцилиндра, выполненная на токарно-винторезном станке мод. 16 К 20. В качестве заготовки использовалась бесшовная горячекатаная труба (сталь 35 с твердостью НВ 187), длина обработки - 400 мм. Внутренний диаметр 1007, шероховатость поверхности отверстия по чертежу 0,08 мкм. В качестве деформирующих элементов при пневмоцентробежной обработке применялись шары из стали ШХ 15 диаметром 12,7 мм, 11,112 мм и 9,525 мм. Обработка проводилась сначала шарами степени точности 60, поверхность которых имеет , равный 0,1 мкм, а затем шарами степени точности 20 и менее, поверхность которых имеет 0,04 мкм. 2 13070 1 2010.04.30 Шероховатость поверхности отверстия у партии заготовок после ППД жестким роликовым накатником составилав пределах 0,17-0,32 мкм. Режимы процесса окончательной пневмоцентробежной обработки Частота вращения заготовки,125 - 1000 мин-1. Давление подводимого к инструменту сжатого воздуха, Р 0,2 - 0,4 МПа. Подача инструмента (шаров),0,5 - 2 мм/об. Количество ходов инструментом,1 - 2. В результате обработки по предлагаемому способу на различных режимах достигается шероховатость обрабатываемой поверхностив пределах 0,07-0,09 мкм. Источники информации 1. Патент РФ 2207241, МПК В 24 В 39/02, 2003. 2. Гаркунов Д.Н. Триботехника Учебник для студентов втузов. - 2-е изд., перераб. и доп. - М. Машиностроение, 1989. - С. 65. 3. Шпеньков Г.П. Физикохимия трения. - Минск Университетское, 1991. - С. 59. 4. Патент РФ 2244619, МПК В 24 В 39/02, 2005 (прототип). 5. Ящерицын П.И., Минаков А.П. Упрочняющая обработка нежестких деталей в машиностроении. - Минск Наука и техника, 1986. - С. 12. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B24B 39/00
Метки: способ, поверхностей, обработки, стальных, нетермообработанных, заготовок, внутренних, цилиндрических
Код ссылки
<a href="https://by.patents.su/3-13070-sposob-obrabotki-vnutrennih-cilindricheskih-poverhnostejj-netermoobrabotannyh-stalnyh-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Способ обработки внутренних цилиндрических поверхностей нетермообработанных стальных заготовок</a>
Способ обработки внутренних поверхностей вращения нежестких заготовок из сталей без термоулучшения
Номер патента: 5492
Опубликовано: 30.09.2003
Авторы: Минаков Анатолий Петрович, Ящук Олег Викторович
МПК: B24B 39/02
Метки: способ, термоулучшения, нежестких, заготовок, сталей, вращения, внутренних, обработки, поверхностей
Текст:
...оптимальной величины припуска на обработку ухудшение экологии производства. Кроме того, для пар трения полимер (резина) - сталь, как, например, в гидроцилиндре, более предпочтительным является снижение шероховатости поверхности зеркала гильзы гидроцилиндра, и повышение размерной точности отверстия, обеспечиваемое абразивной доводкой, является необязательным дорогостоящим дополнением. Известно, что при шероховатости стальной поверхности...
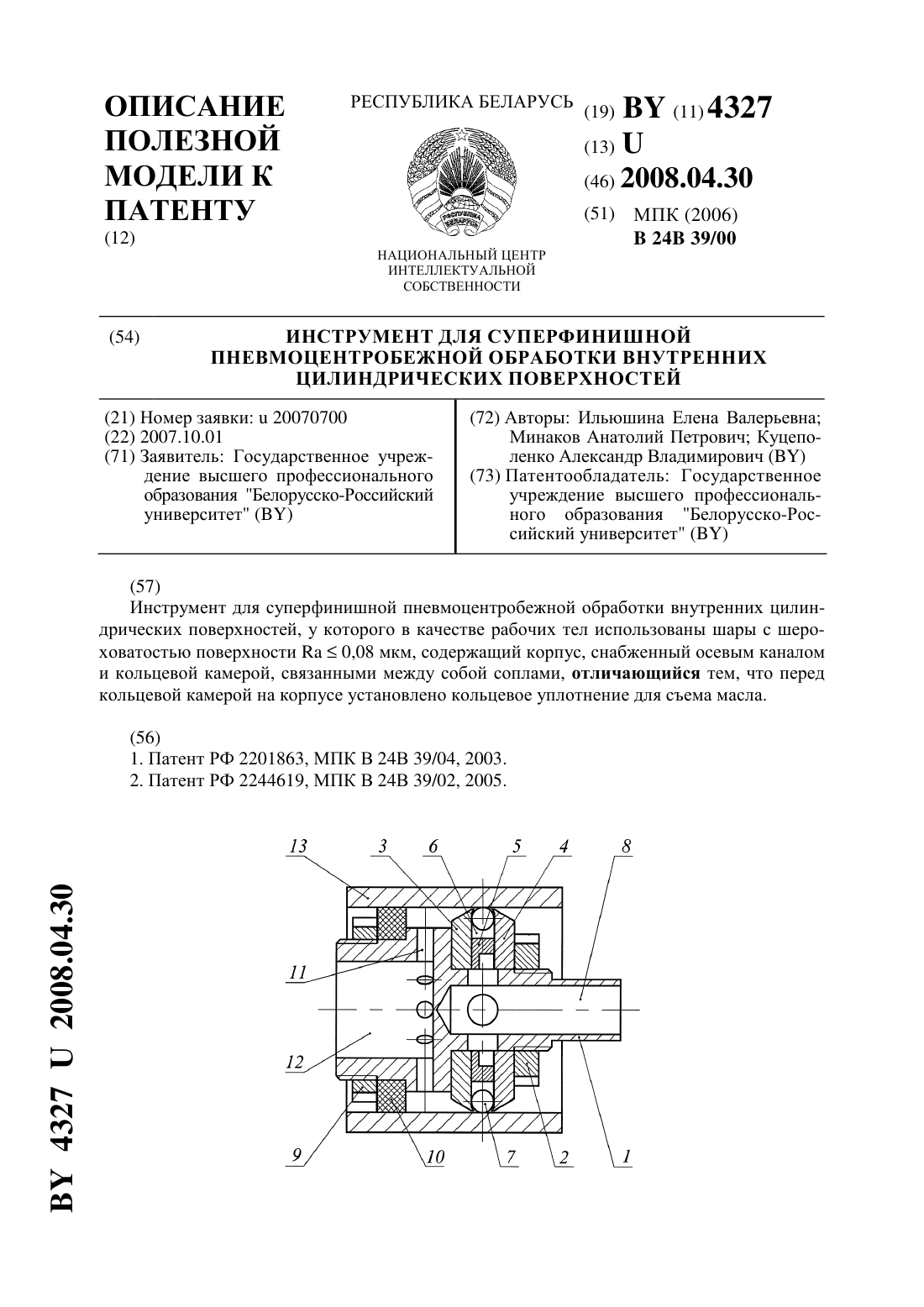
Инструмент для суперфинишной пневмоцентробежной обработки внутренних цилиндрических поверхностей
Номер патента: U 4327
Опубликовано: 30.04.2008
Авторы: Ильюшина Елена Валерьевна, Куцеполенко Александр Владимирович, Минаков Анатолий Петрович
МПК: B24B 39/00
Метки: внутренних, суперфинишной, цилиндрических, поверхностей, инструмент, обработки, пневмоцентробежной
Текст:
...корпуса инструмента и соединяющиеся с ним сопла. Несовершенством данного инструмента является невозможность получения на нетермообработанной поверхности шероховатости 0,1 мкм без предварительной очистки этой поверхности от загрязнений, полученных на предварительных операциях обработки. Поэтому после поверхностного пластического деформирования жестким роликовым накатником необходимо применять операцию очистки поверхности от масла, а затем...
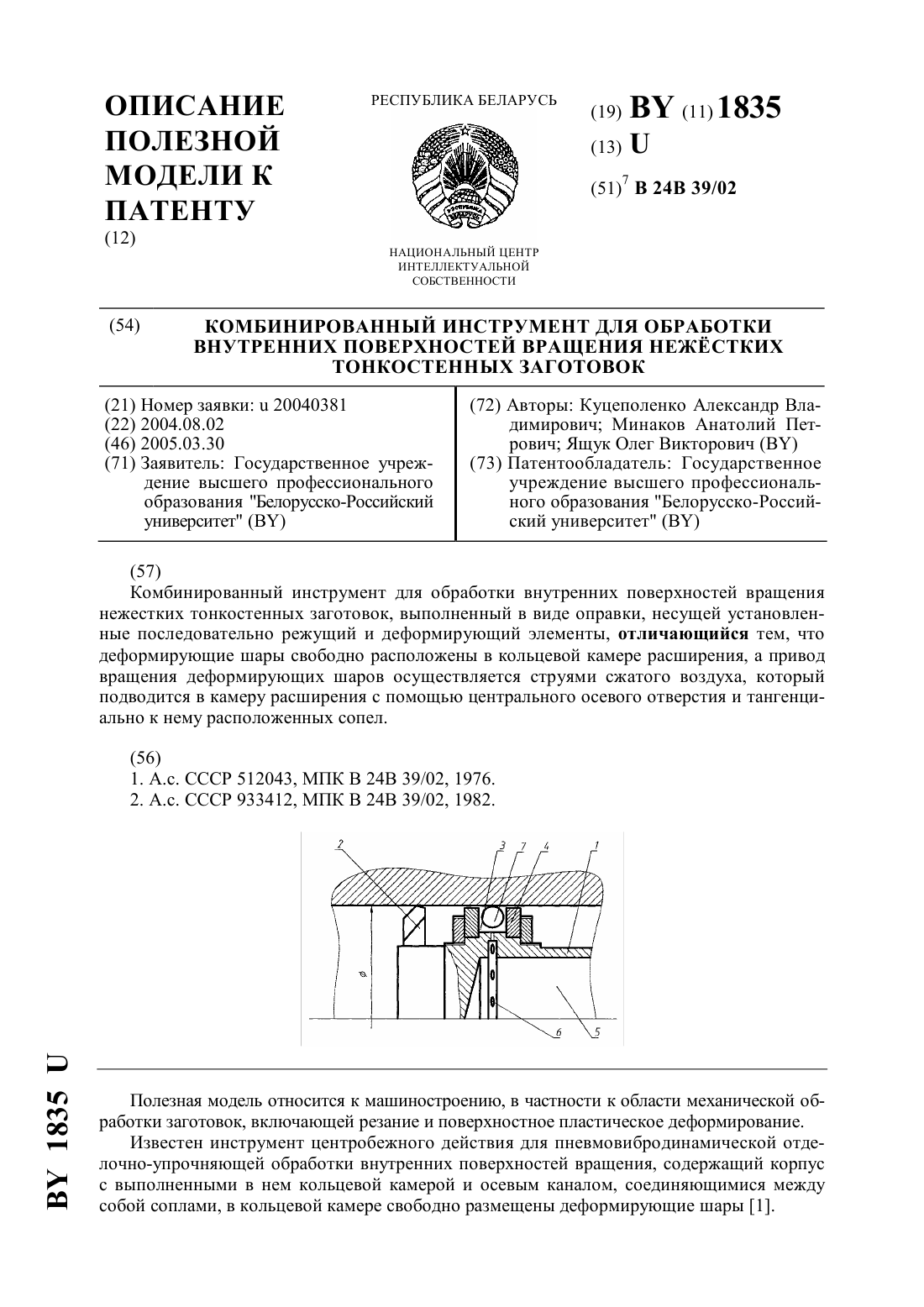
Комбинированный инструмент для обработки внутренних поверхностей вращения нежёстких тонкостенных заготовок
Номер патента: U 1835
Опубликовано: 30.03.2005
Авторы: Ящук Олег Викторович, Куцеполенко Александр Владимирович, Минаков Анатолий Петрович
МПК: B24B 39/02
Метки: обработки, поверхностей, комбинированный, нежёстких, тонкостенных, вращения, внутренних, инструмент, заготовок
Текст:
...качества обработки нежестких тонкостенных заготовок за счет снижения усилий пластического деформирования. Поставленная задача решается тем, что в комбинированном инструменте для обработки внутренних поверхностей вращения нежестких тонкостенных заготовок, выполненном в виде оправки, несущей установленные последовательно режущий и деформирующий элементы, согласно полезной модели, деформирующие шары свободно расположены в кольцевой камере...
Способ обработки внутренней поверхности вращения заготовки из нетермообработанной стали
Номер патента: 8635
Опубликовано: 30.10.2006
Авторы: Камчицкая Ирина Дмитриевна, Ящук Олег Викторович, Минаков Анатолий Петрович, Ильюшина Елена Валерьевна, Ткачев Александр Владимирович
МПК: B24B 39/02
Метки: стали, способ, внутренней, нетермообработанной, обработки, вращения, заготовки, поверхности
Текст:
...шаров из стали ШХ 15 степени точности 100, поверхность которых имеет параметр шероховатости 0,125 мкм. Известно, что при шероховатости стальной поверхности 0,1 мкм полимер интенсивно изнашивается 3. Поэтому - для пар трения полимер (резина) - сталь, как, например, в гидроцилиндре, следует стремиться к изготовлению стальной поверхности с параметром шероховатости а 0,1 мкм. Задачей изобретения является достижение значения параметра...
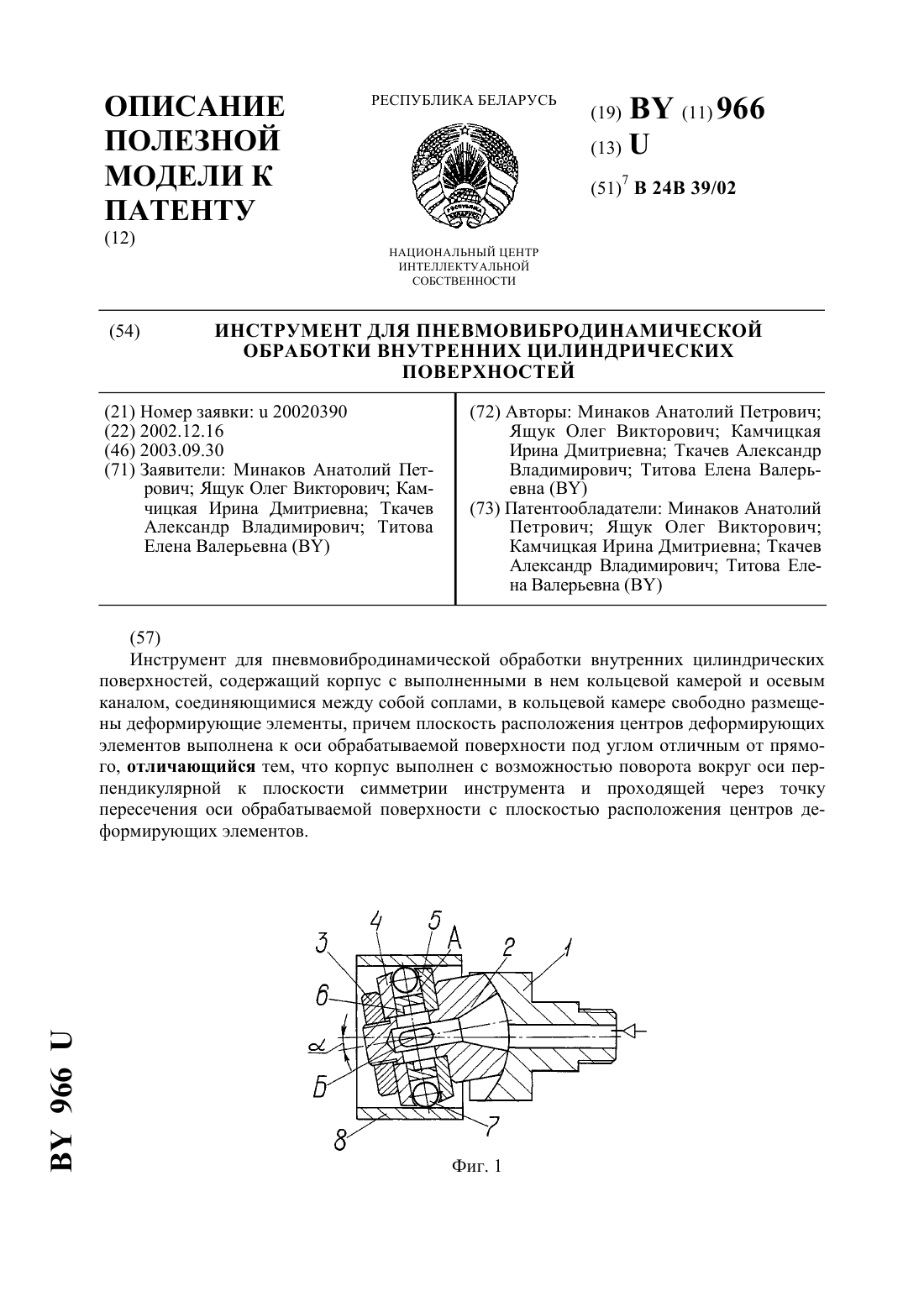
Инструмент для пневмовибродинамической обработки внутренних цилиндрических поверхностей
Номер патента: U 966
Опубликовано: 30.09.2003
Авторы: Минаков Анатолий Петрович, Ткачев Александр Владимирович, Титова Елена Валерьевна, Камчицкая Ирина Дмитриевна, Ящук Олег Викторович
МПК: B24B 39/02
Метки: обработки, цилиндрических, инструмент, пневмовибродинамической, внутренних, поверхностей
Текст:
...деформирующие элементы, причем плоскость расположения центров деформирующих элементов выполнена к оси обрабатываемой поверхности под углом отличным от прямого 2. Рассматриваемый инструмент позволяет наносить на обрабатываемую поверхность микрорельеф в виде сетки ромбовидной формы, но не позволяет регулировать угол наклона плоскости расположения центров деформирующих элементов, что ограничивает его технологические возможности. Задачей...
Предыдущий патент: Способ получения двойного перовскита Sr2FeMoO6-?
Следующий патент: Способ получения композиционного покрытия
Случайный патент: Гидропонная система теплицы