Способ изготовления трубчатого электронагревателя
Номер патента: 6273
Опубликовано: 30.06.2004
Авторы: Суходолов Юрий Викторович, Зубец Александр Владимирович, Стогний Александр Иванович
Текст
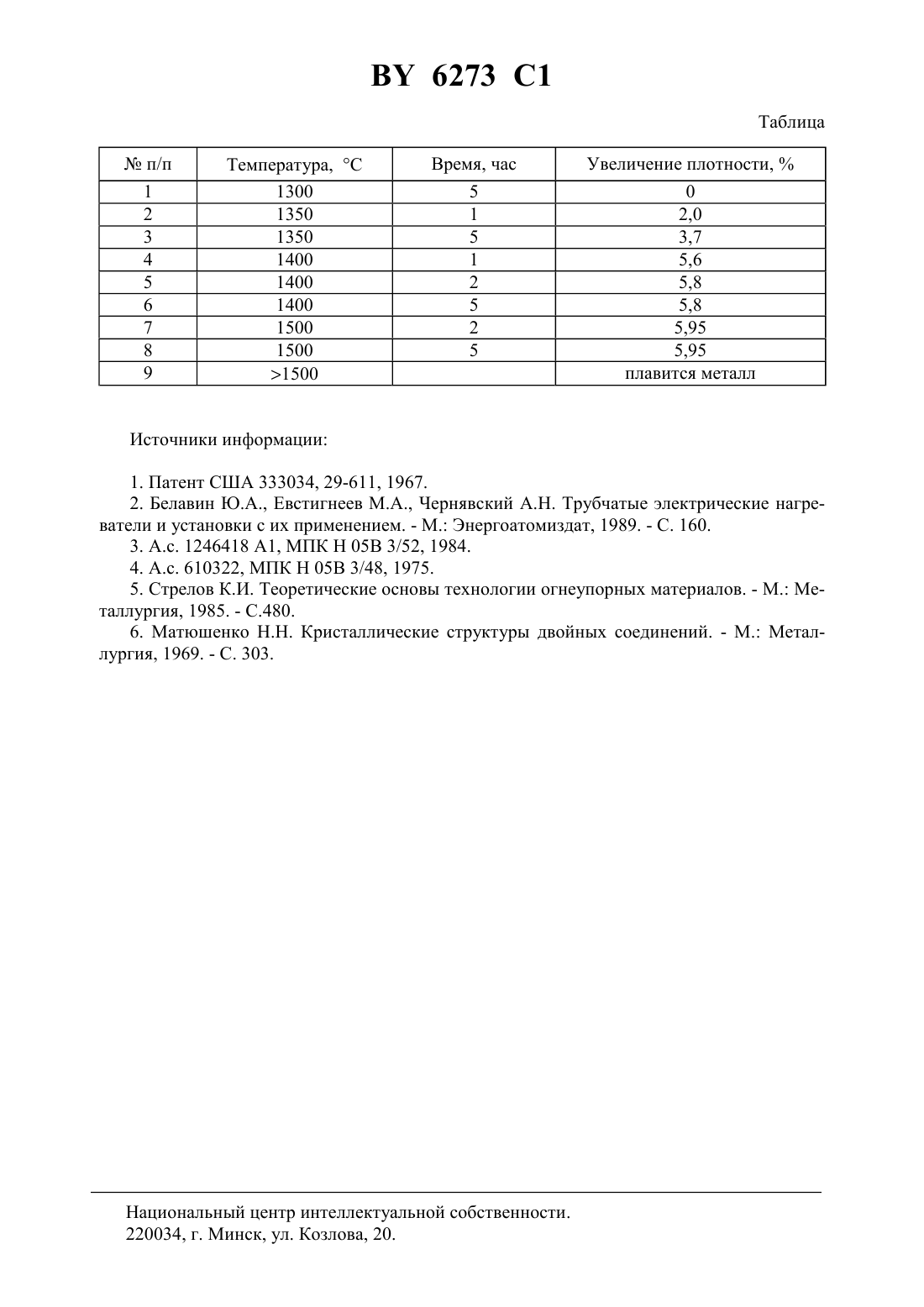
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ(71) Заявитель Государственное научное учреждение Институт физики твердого тела и полупроводников Национальной академии наук Беларуси(72) Авторы Зубец Александр Владимирович Стогний Александр Иванович Суходолов Юрий Викторович(73) Патентообладатель Государственное научное учреждение Институт физики твердого тела и полупроводников Национальной академии наук Беларуси(57) Способ изготовления трубчатого электронагревателя, включающий установку резистивного элемента внутри металлической оболочки, засыпку ее полости электроизоляционным наполнителем, обжатие оболочки, термообработку, герметизацию торцов оболочки, отличающийся тем, что в качестве электроизоляционного наполнителя засыпают смесь порошков периклаза и корунда, а термообработку производят при температуре 1350-1500 С в течение 1-5 ч.(56)610322, 1995.1246418 1, 1986.94027440 1, 1997.5753893 , 1998.01122590 , 1989.10255961 , 1998. Изобретение относится к области электротехники и, в частности, к способам изготовления трубчатых электронагревателей (ТЭН), предназначенных для работы в диапазоне температур 500-1000 С. Известен способ изготовления трубчатых электронагревателей, при котором полость цилиндрической металлической оболочки с установленным в ней резистивным элементом заполняют электроизоляционным наполнителем, например, периклазом, затем оболочку многократно обжимают для уплотнения наполнителя 1. Операции обжимания оболочки усложняют процесс изготовления ТЭНов и приводят к увеличению разброса их удлинения, значительному изменению электрического сопротивления спирали в сторону его уменьшения 2. Многоступенчатый процесс опрессовки происходит таким образом, что на первых ступенях уплотнение набивки пропорционально степени опрессовки, а удлинение ТЭНа весьма незначительно на последних ступенях опрессовки, наоборот, уплотне 6273 1 ние замедляется, а удлинение ТЭНа резко возрастает. Разброс удлинения ТЭНов является практически безвозвратным отходом дефицитных материалов. С ростом степени опрессовки происходит измельчение зерен наполнителя из периклаза, приводя к уменьшению его влагостойкости и снижению в 1,5-2 раза электроизолирующих свойств. Известен способ, предназначенный снизить материалоемкость и повысить качество ТЭНов за счет создания на наружной поверхности металлической оболочки по всей длине,по меньшей мере, одной продольной впадины глубиной не менее 0,03 наружного диаметра оболочки, затем опрессовывают оболочку и при опрессовке завальцовывают эту впадину внутрь оболочки 3. Описанный способ требует специального прокатного оборудования для создания впадин на оболочках. Образование при опрессовке внутренних ребер равнозначно уменьшению слоя изоляции на величину, равную ширине ребра. Это снижает электрическую прочность и надежность электронагревателей. Кроме того, создание глубоких узких борозд и последующая их завальцовка на используемых тонкостенных (0,5-1 мм) трубах сопряжены с возможностью появления в этой области микротрещин, т.е. повышается вероятность брака. Наиболее близким заявленному способу является способ изготовления ТЭНов, заключающийся в том, что после установки резистивного элемента внутри металлической оболочки, засыпки ее полости электроизоляционным наполнителем и обжатия оболочки производят термообработку нагревателя при температурах 900-1400 С в течение 1-12 ч в защитной атмосфере и герметизируют его торцы 4. В результате обжига происходит удаление влаги, что способствует повышению электроизолирующих свойств наполнителя и удлиняет срок службы электронагревателя. Однако указанный способ не устраняет необходимость многократного обжатия оболочки для уплотнения электроизоляционного наполнителя. Общими существенными признаками изобретения и прототипа являются последовательно выполняемые операции установки резистивного элемента внутри металлической оболочки, засыпка ее полости электроизоляционным наполнителем, обжатие оболочки, термообработка нагревателя в защитной атмосфере и герметизация торцов оболочки. Задачей данного изобретения является улучшение технологии изготовления электронагревателя. Предлагаемый способ изготовления трубчатого электронагревателя включает установку резистивного элемента внутри металлической оболочки, засыпку ее полости электроизоляционным наполнителем, обжатие оболочки, термообработку, герметизацию торцов оболочки, отличающийся тем, что в качестве электроизоляционного наполнителя засыпают смесь порошков периклаза и корунда, а термообработку производят при температуре 1350-1500 С в течение 1-5 ч. В наполнителе в результате химической реакции между периклазоми корундом А 2 О 3 с соотношением компонентов 11 мол. образуется шпинель 24, занимающая объем больший, чем объем, занимаемый смесью 5. В отличие от прототипа в заявленном способе увеличение объема наполнителя позволяет без дополнительных приспособлений и усложнения процесса изготовления уменьшить кратность операций опрессовки оболочки и перейти на меньший начальный диаметр оболочек. Данное обстоятельство приводит к уменьшению общего числа операций изготовления, к снижению разброса параметров ТЭНов и экономии материалов. Повышается надежность работы ТЭНа за счет меньших колебаний длины спирали, большей плотности слоя изоляции между оболочкой и резистивным элементом, меньшего влагопоглощения вследствие укрупнения зерен наполнителя в результате реакции и уменьшения газового объема, улучшается теплопередача через наполнитель. Техническая применимость заявленного способа не ограничена, т.к. не влечет за собой никаких конструктивных изменений и дополнений. Расчет показывает, что увеличение объема кристаллической элементарной ячейки при образовании шпинели из периклаза и корунда по реакции 2324 составляет 2 1007,6,255 / 674,6 / 4 где 526,5/8, 255/6, 74,6/4 - объемы элементарных ячеек шпинели, корунда и периклаза в ангстремах, деленные на число формульных единиц, составляющих соответствующую кристаллическую ячейку 6. Пример. Смесь порошков электролитического периклаза и корунда со стехиометрическим для вышеуказанной реакции (1 мольна 1 моль А 2 О 3) соотношением компонентов, приготовленную в шаровой мельнице в течение 4 ч, помещали в стальные трубки длиной 3 м и диаметром 16 мм, утряской доводили до приблизительно 70 насыпной плотности смеси, а также прессовали из нее таблетки диаметром 10 мм и высотой около 10 мм со средней кажущейся плотностью 3,04 г/см 3. Затем обжигали при температурах от 1300 С до 1500 С в среде аргона в течение 1, 2 и 5 ч. После чего рентгенофазовым анализом определяли присутствие исходных компонентови А 2 О 3 в порошках и таблетированных образцах и измеряли изменение объемов таблеток. Изменение объемов порошков происходит за счет изменения насыпной плотности и измерено быть не может, поэтому измерения проводили на таблетированных образцах, результаты которых приведены в таблице. Непрореагировавших исходных компонентов в обожженных при 1400 С порошковых смесях и таблетках не обнаружено. В образцах, обожженных при 1350 С, выявлено присутствие непрореагировавшего корунда. Наибольшее увеличение объема около 6 установлено у таблеток, обожженных при 1500 С в течение 2 ч (таблица). Из экспериментов следует, что обжиг при температуре 1350 С, хотя и приводит к увеличению объема, но даже при выдержке 5 ч оно составляет величину более, чем наполовину меньше теоретической. Причиной малого объемного увеличения является низкая скорость химической реакции при данной температуре, что подтверждается результатами рентгенофазового анализа. Оптимальным по температуре и времени оказался режим обжига при 1500 С в течение 2 ч, когда увеличение близко к максимальному. При 1300 С образования шпинели не происходит. При температуре 1400 С и выдержке 5 ч объем образцов остается практически таким же, как и при двухчасовой выдержке. Повышение температуры свыше 1500 С, хотя и приводит к дальнейшему увеличению объема, однако может серьезно повлиять на качество оболочки, так как приближается к температуре плавления железа. Расхождения в рассчитанных и экспериментальных значениях объема, вероятно, связаны с незавершенностью химической реакции, пористостью, величиной дисперсности порошковой смеси, степенью ее гомогенности. В обожженных в стальных трубках порошковых смесях изменение объема в результате реакции происходит за счет увеличения насыпной плотности путем заполнения зазоров между частичками порошка без изменения внешних габаритов. Увеличение насыпной плотности является целью операции опрессовки и позволяет уменьшать кратность опрессовки. Таким образом, обжиг ТЭНов с наполнителем из смеси порошков корунда и периклаза, взятых в молярном отношении /23, равном 11, при температуре 1400 С в течение 2 ч приводит к увеличению объема не менее, чем на 5,8 , что позволяет сократить количество операций опрессовки при сохранении качества, что удешевляет процесс изготовления ТЭНов и повышает их надежность. Таблица изменения объема таблеток смеси порошков корунда и периклаза Источники информации 1. Патент США 333034, 29-611, 1967. 2. Белавин Ю.А., Евстигнеев М.А., Чернявский А.Н. Трубчатые электрические нагреватели и установки с их применением. - М. Энергоатомиздат, 1989. - С. 160. 3. А.с. 1246418 1, МПК 05 В 3/52, 1984. 4. А.с. 610322, МПК Н 05 В 3/48, 1975. 5. Стрелов К.И. Теоретические основы технологии огнеупорных материалов. - М. Металлургия, 1985. - С.480. 6. Матюшенко Н.Н. Кристаллические структуры двойных соединений. - М. Металлургия, 1969. - С. 303. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
Метки: электронагревателя, изготовления, способ, трубчатого
Код ссылки
<a href="https://by.patents.su/4-6273-sposob-izgotovleniya-trubchatogo-elektronagrevatelya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления трубчатого электронагревателя</a>
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 3554
Опубликовано: 30.09.2000
Авторы: Скугарь Алексей Александрович, Александров Валерий Михайлович, Богинский Леонид Стефанович, Реут Олег Павлович, Бадыкин Анатолий Анатольевич
МПК: B21F 3/04, B01D 39/12
Метки: способ, изготовления, элемента, композиционного, проницаемого, трубчатого
Текст:
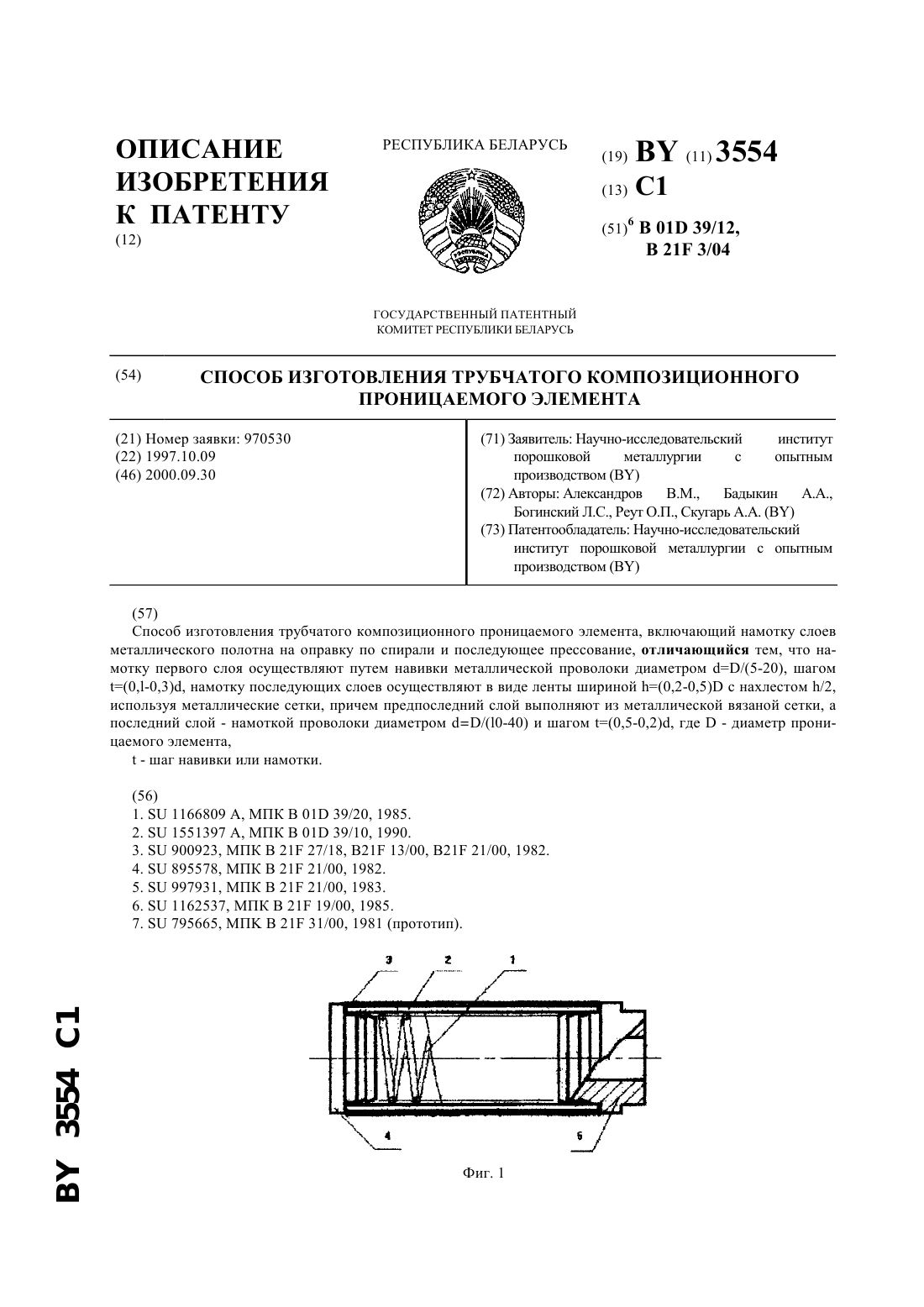
...швом 7. Однако такая технология предусматривает наличие дорогостоящего нагревательного оборудования, кроме того, нагрев сетчатого полотна снижает его прочностные свойства (снимается наклеп нагартованной проволоки сетки). Технической задачей изобретения является повышение эксплуатационных характеристик фильтра(трубчатого проницаемого композиционного элемента). Поставленная техническая задача решается тем, что в способе изготовления...
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 5998
Опубликовано: 30.03.2004
Авторы: Реут Олег Павлович, Скугарь Алексей Александрович, Богинский Леонид Стефанович, Александров Валерий Михайлович, Бадыкин Анатолий Анатольевич
МПК: B21F 31/00
Метки: трубчатого, композиционного, способ, элемента, проницаемого, изготовления
Текст:
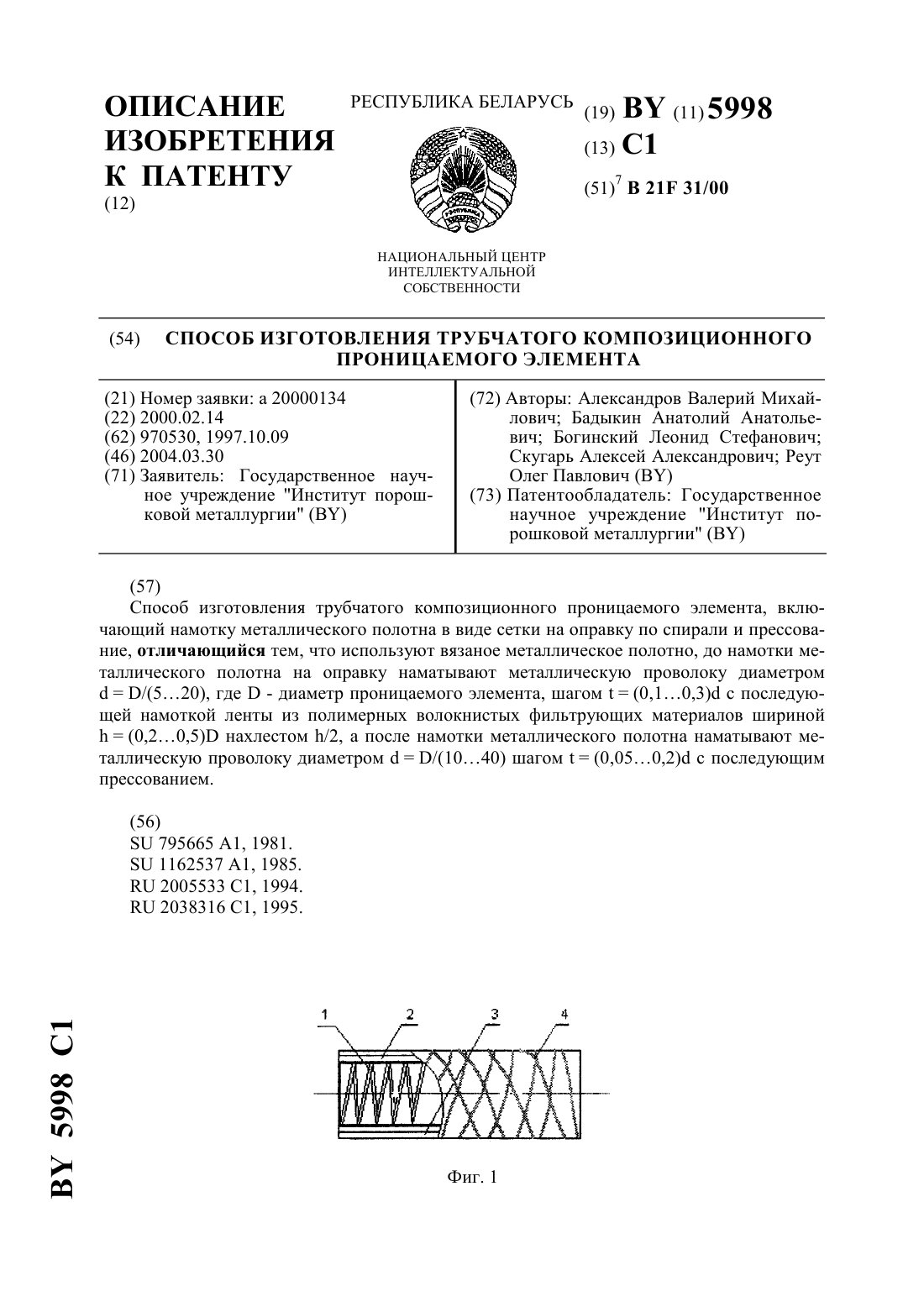
...(ТКПЭ), включающего намотку металлического полотна в виде сетки на оправку по спирали и прессование, используют вязаное металлическое полотно, до намотки металлического полотна на оправку наматывают металлическую проволоку диаметром/(520), где- диаметр проницаемого элемента, шагом(0,10,3) с последующей намоткой ленты из полимерных волокнистых фильтрующих материалов шириной(0,20,5) нахлестом /2, а после намотки металлического полотна...
Способ изготовления трубчатого трикотажа
Номер патента: 398
Опубликовано: 30.03.1995
Автор: Рагоза Игорь Вячеславович
МПК: D04B 21/20, D04B 21/00
Метки: трикотажа, способ, трубчатого, изготовления
Текст:
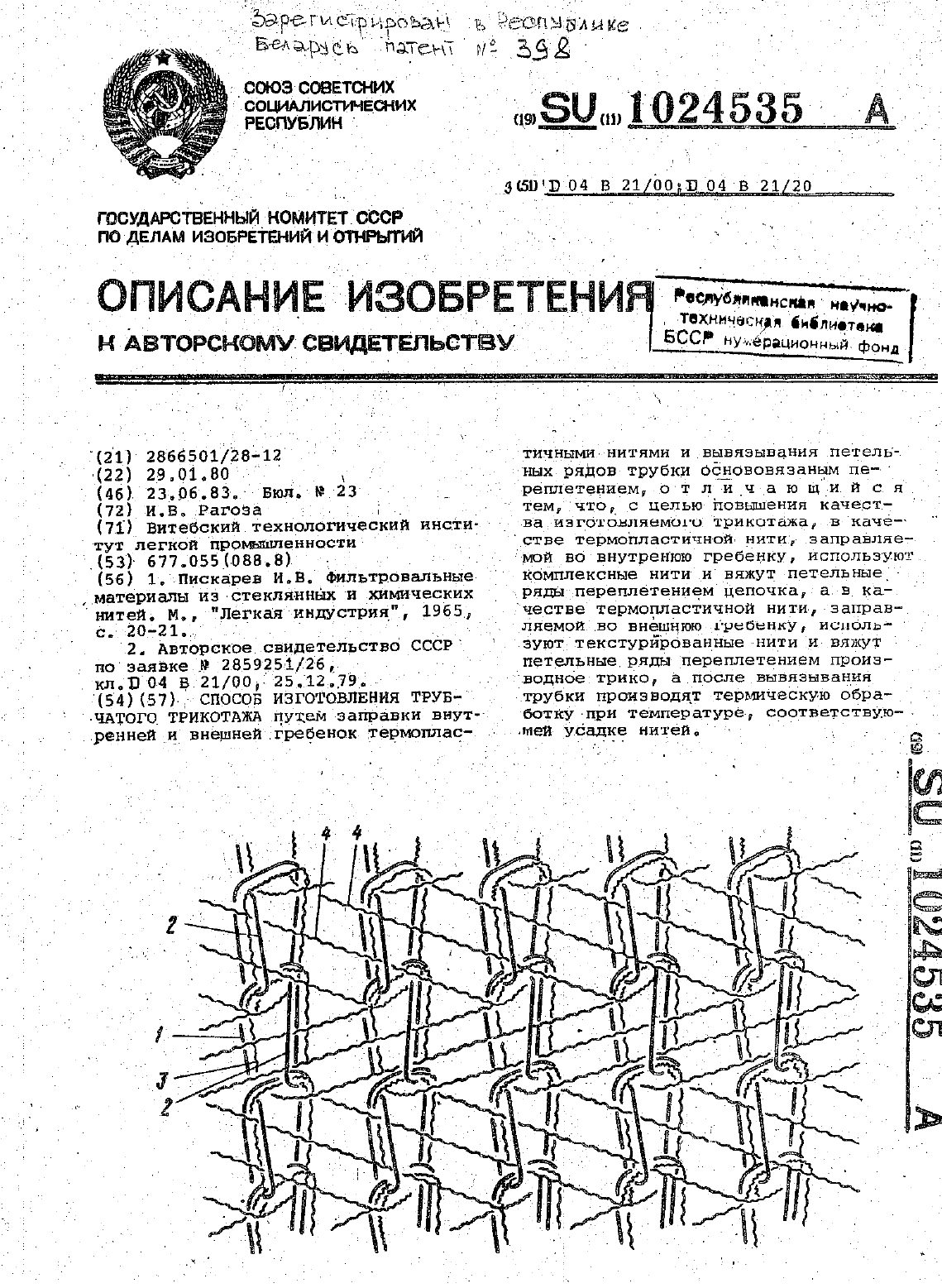
...соглас но способу изготовления трубчатоготрикотажа путем Заправки внутренней И внешней гребенон терМопластичНыми 7в качестве термопластичной нити, зае правляемой во внутреннюю гребенкуд используют комплексные нити и вяжут петелъные ряды переплетением це почка а в качестве термопластичной 53 нити, ку, используют текстурированные нитиЭЗПРВПЯЕМОЙ ВО ВНВЩНЮЮ Гребен и вяжут петелъные ряды переплетением бпроизводное трико, а после вывязывания...
Способ изготовления трубчатого основовязаного трикотажа
Номер патента: 2374
Опубликовано: 30.09.1998
Авторы: Рагоза Игорь Вячеславович, Балашов Петр Егорович
МПК: D04B 21/00, D04B 21/20
Метки: изготовления, трубчатого, трикотажа, способ, основовязаного
Текст:
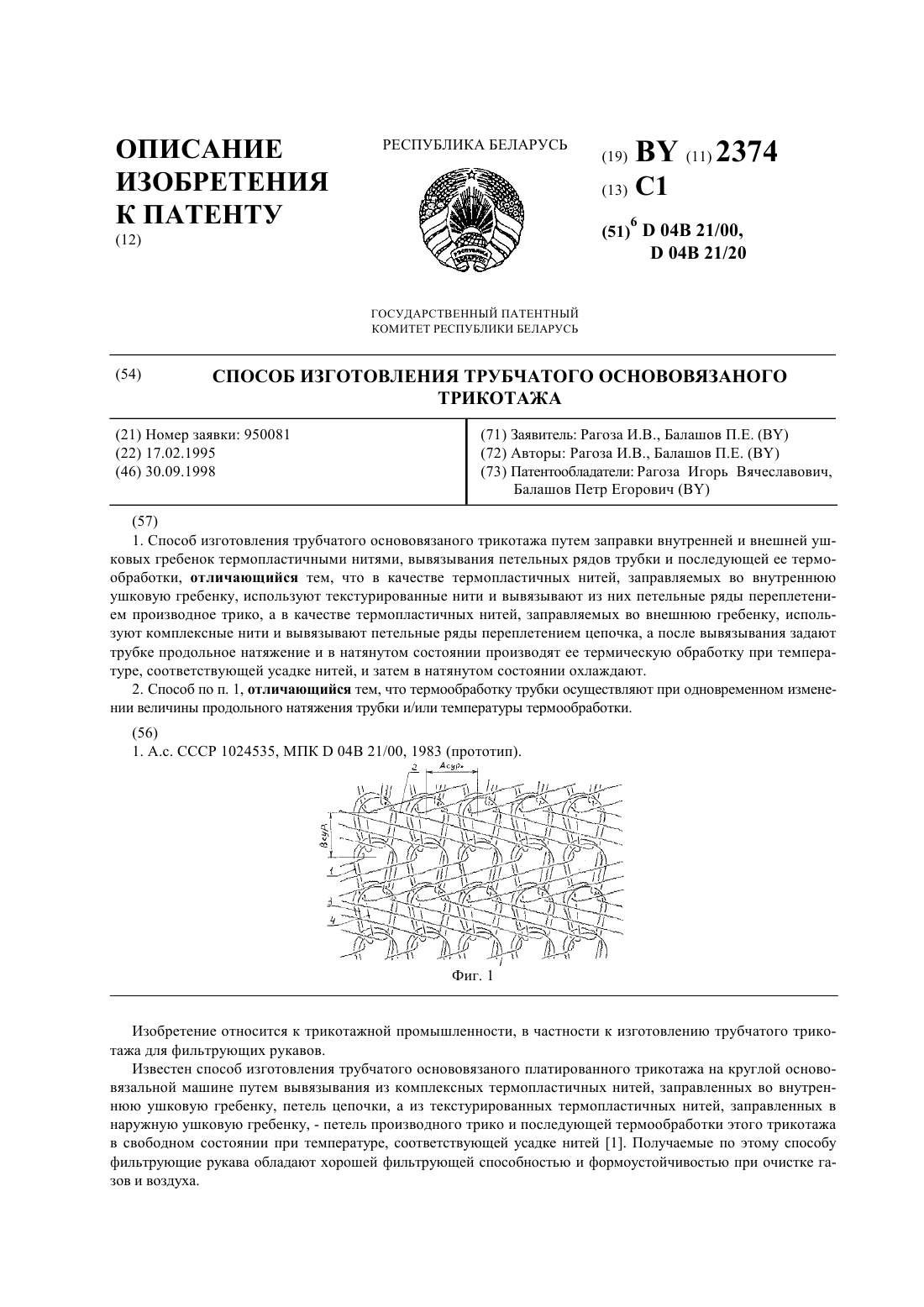
...при продольном натяжении трубки. Трубчатый трикотаж вывязывают на двухгребеночной основовязальной машине из двух систем нитей основы. Одну систему из текстурированных термопластичных нитей заправляют во внутреннюю ушковую гребенку, а вторую систему из комплексных термопластичных нитей заправляют в наружную ушковую гребенку. При вывязывании трубки обеими гребенками сообщают встречные сдвиги. Из текстурированных нитей внутренней...
Масса для изготовления токопроводящей пленки резистивного электронагревателя
Номер патента: 3319
Опубликовано: 30.06.2000
Авторы: Подденежный Евгений Николаевич, Мельниченко Игорь Михайлович, Проневич Игорь Иванович
Метки: изготовления, масса, электронагревателя, токопроводящей, пленки, резистивного
Текст:
...порошок и жидкое натриевое стекло, в качестве токопроводящего порошка содержит порошок алюминия, вместо жидкого натриевого стекла может содержать жидкое калиевое стекло, а компоненты массы взяты при следующем соотношении в массовых процентах порошок алюминия 20 95 ишлкое натриевое стекло или жидкое калиевое стекло 5 80.Согласно изобретению, заявляемую массу наносят на кремнеземсодержашую подложку ровным однородным слоем и обжигают вместе с...
Предыдущий патент: Способ модифицирования углеволокнистого наполнителя для политетрафторэтилена
Следующий патент: Комплексный способ очистки технологического оборудования от продуктов разложения полиамидов и стабилизаторов
Случайный патент: Устройство для тренировки баскетболистов