Соединительная конструкция и способ соединения двух отдельных частей медицинской системы
Текст
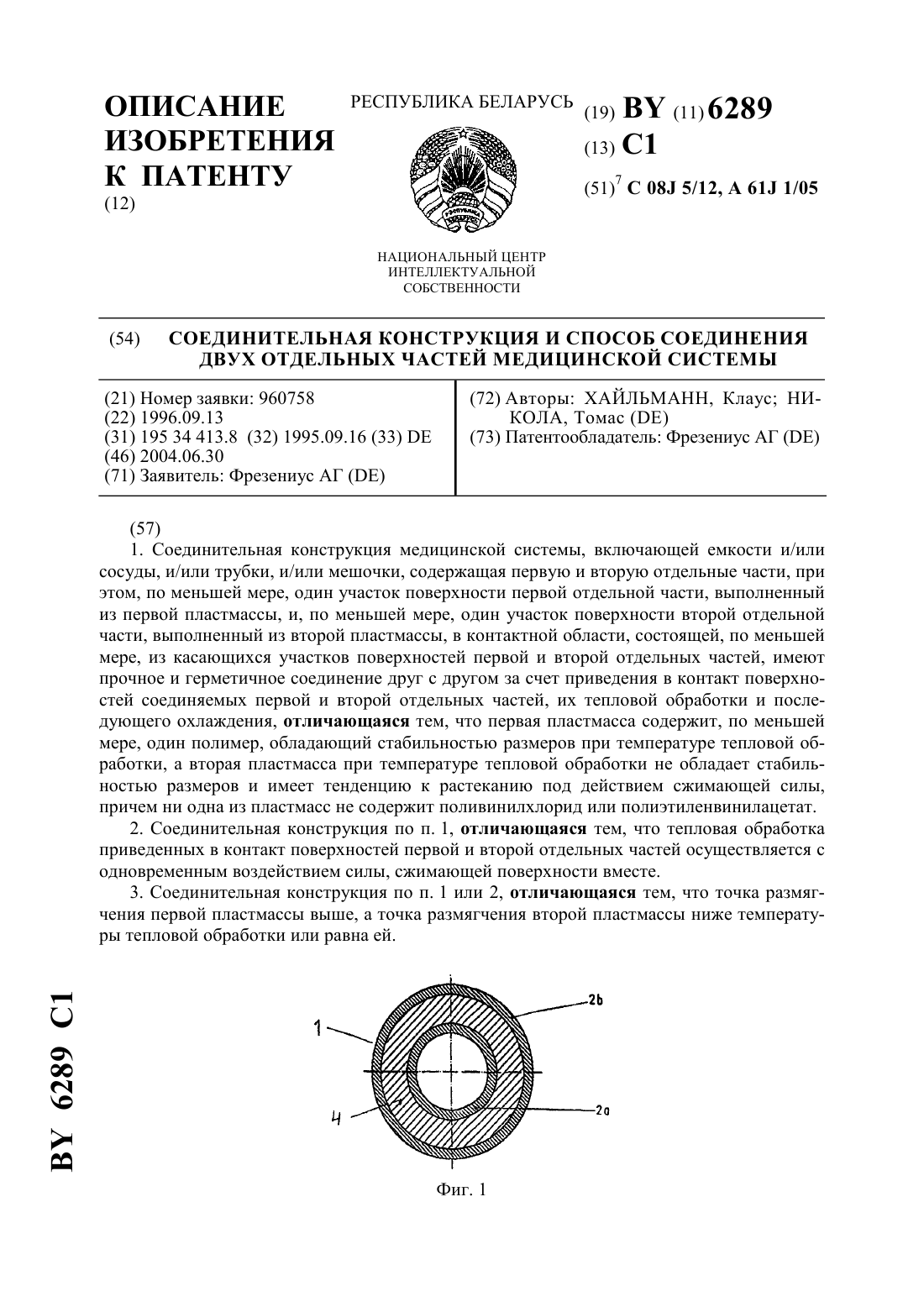
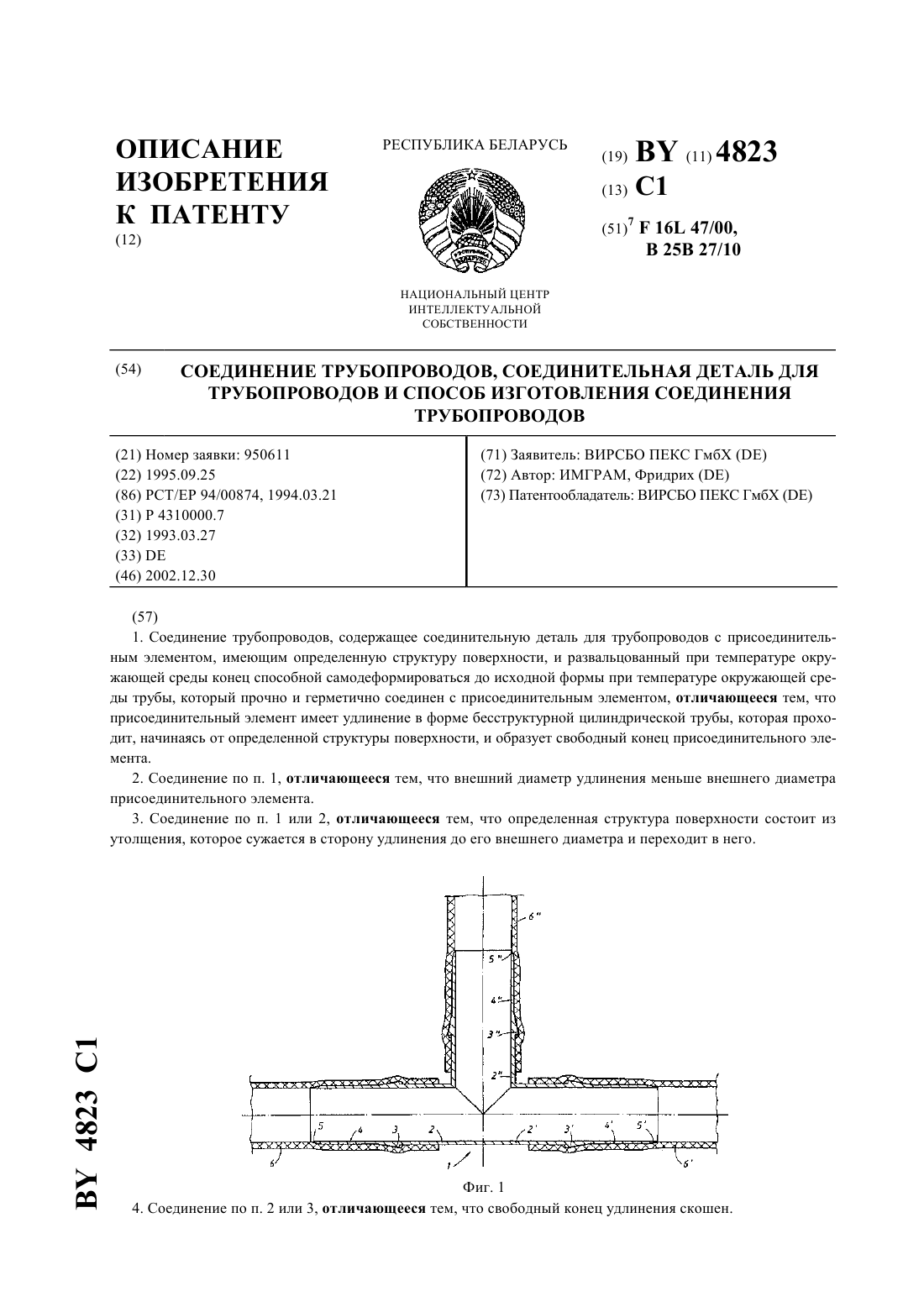
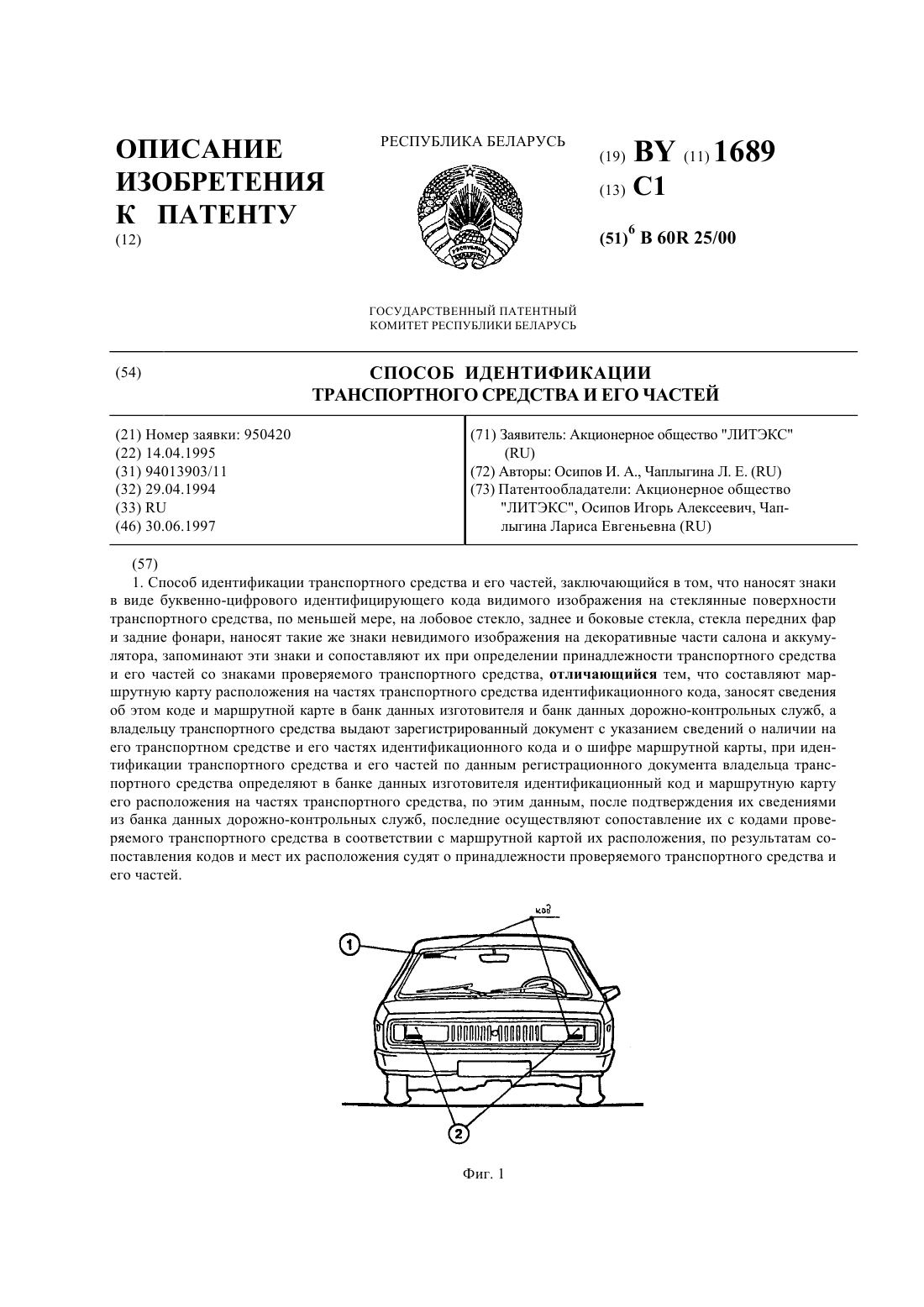
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СОЕДИНИТЕЛЬНАЯ КОНСТРУКЦИЯ И СПОСОБ СОЕДИНЕНИЯ ДВУХ ОТДЕЛЬНЫХ ЧАСТЕЙ МЕДИЦИНСКОЙ СИСТЕМЫ(57) 1. Соединительная конструкция медицинской системы, включающей емкости и/или сосуды, и/или трубки, и/или мешочки, содержащая первую и вторую отдельные части, при этом, по меньшей мере, один участок поверхности первой отдельной части, выполненный из первой пластмассы, и, по меньшей мере, один участок поверхности второй отдельной части, выполненный из второй пластмассы, в контактной области, состоящей, по меньшей мере, из касающихся участков поверхностей первой и второй отдельных частей, имеют прочное и герметичное соединение друг с другом за счет приведения в контакт поверхностей соединяемых первой и второй отдельных частей, их тепловой обработки и последующего охлаждения, отличающаяся тем, что первая пластмасса содержит, по меньшей мере, один полимер, обладающий стабильностью размеров при температуре тепловой обработки, а вторая пластмасса при температуре тепловой обработки не обладает стабильностью размеров и имеет тенденцию к растеканию под действием сжимающей силы,причем ни одна из пластмасс не содержит поливинилхлорид или полиэтиленвинилацетат. 2. Соединительная конструкция по п. 1, отличающаяся тем, что тепловая обработка приведенных в контакт поверхностей первой и второй отдельных частей осуществляется с одновременным воздействием силы, сжимающей поверхности вместе. 3. Соединительная конструкция по п. 1 или 2, отличающаяся тем, что точка размягчения первой пластмассы выше, а точка размягчения второй пластмассы ниже температуры тепловой обработки или равна ей. 6289 1 4. Соединительная конструкция по любому из пп. 1-3, отличающаяся тем, что тепловой обработкой является стерилизация. 5. Соединительная конструкция по любому из пп. 1-4, отличающаяся тем, что температура тепловой обработки 121 . 6. Соединительная конструкция по любому из пп. 1-5, отличающаяся тем, что первая и вторая отдельные части являются составными частями мешочков для медицинских растворов. 7. Соединительная конструкция по любому из пп. 1-5, отличающаяся тем, что первая и вторая отдельные части являются составными частями трубки медицинского назначения. 8. Соединительная конструкция по любому из пп. 1-5, отличающаяся тем, что первая отдельная часть является соединителем, вставной секцией или соединительной деталью в медицинской системе, а вторая отдельная часть является не содержащей поливинилхлорид многослойной трубкой для медицинских целей. 9. Соединительная конструкция по любому из пп. 1-8, отличающаяся тем, что соединяемые отдельные части выполнены целиком из пластмассы. 10. Соединительная конструкция по любому из пп. 1-9, отличающаяся тем, что первая отдельная часть, по меньшей мере, в контактной области выполнена из полипропилена, поликарбоната, сополимера, содержащего структурные звенья полипропилена или поликарбоната и/или их смесей с добавлением, по меньшей мере, до 40 мас.пластмассы, составляющей контактную область второй отдельной части. 11. Соединительная конструкция по любому из пп. 1-10, отличающаяся тем, что первая отдельная часть, по меньшей мере, в контактной области выполнена из смеси, содержащей а) 60-100 мас.полипропилена или поликарбоната и б) 0-40 мас.сополимера полиэтилена, стирол-этилен-бутилен-стирол/стирол-этиленпропилен-стирола с диблоковой долей или блочного полиэфирамида. 12. Соединительная конструкция по любому из пп. 1-10, отличающаяся тем, что первая отдельная часть, по меньшей мере, в контактной области выполнена из сополимера полипропилена. 13. Соединительная конструкция по любому из пп. 1-5, 8-12, отличающаяся тем, что вторая отдельная часть является не содержащей поливинилхлорид трубкой, по меньшей мере, с одним соединительным слоем, выполненным из второй пластмассы, причем вторая пластмасса содержит, по меньшей мере, один полимер, точка размягчения которого ниже температуры тепловой обработки или равна ей. 14. Соединительная конструкция по п. 13, отличающаяся тем, что полимерная композиция соединительного слоя не обладает стабильностью размеров при температуре 121 . 15. Соединительная конструкция по п. 13 или 14, отличающаяся тем, что слои в не содержащей поливинилхлорид трубке соединены между собой без дополнительных связывающих агентов и по существу не содержат пластификаторов, антиадгезивов, антистатических агентов или других наполнителей. 16. Соединительная конструкция по любому из пп. 13-15, отличающаяся тем, что в качестве второй пластмассы соединительного слоя содержит полимер или смесь, выполненные из а) 40-100 мас.сополимера полиэтилена и 0-60 мас.стирол-этилен-пропиленстирол/стирол-этилен-пропилена б) 40-100 мас.сополимера полиэтилена и 0-60 мас.стирол-этилен-бутиленстирол/стирол-этилен-бутилена в) 100 мас.стирол-этилен-пропилен-стирол/стирол-этилен-пропилена г) 40-100 мас.стирол-этилен-бутилен-стирол/стирол-этилен-бутилена и 0-60 мас.стирол-этилен-бутилен-стирола или д) 100 мас.блочного полиэфирамида. 2 6289 1 17. Способ соединения двух отдельных частей, входящих в состав медицинской системы, включающей емкости и/или сосуды, и/или трубки, и/или мешочки, в котором, по меньшей мере, один участок поверхности первой отдельной части выполняют из первой пластмассы и, по меньшей мере, один участок поверхности второй отдельной части выполняют из второй пластмассы, и для получения соединительной конструкции совмещают их с образованием контактной области, определяемой касающимися участками поверхностей первой и второй отдельных частей, после чего соединительную конструкцию для получения прочного и герметичного соединения между первой и второй отдельными частями подвергают тепловой обработке и затем охлаждают, отличающийся тем, что используют первую пластмассу, содержащую, по меньшей мере, один полимер, обладающий стабильностью размеров при температуре тепловой обработки, и вторую пластмассу, содержащую, по меньшей мере, один полимер, который при температуре тепловой обработки не обладает стабильностью размеров и имеет тенденцию к растеканию, причем ни одна из пластмасс не содержит поливинилхлорид или полиэтиленвинилацетат. 18. Способ соединения по п. 17, отличающийся тем, что совмещение первой и второй отдельных частей осуществляют вместе с образованием зоны воздействия давления, причем используют вторую пластмассу, имеющую тенденцию к растеканию при температуре тепловой обработки под действием силы, сжимающей вместе поверхности в контактной области. 19. Способ соединения по п. 17 или 18, отличающийся тем, что первую отдельную часть, по меньшей мере, в контактной области выполняют из полипропилена, поликарбоната, сополимера, содержащего структурные звенья полипропилена или поликарбоната и/или их смесей. 20. Способ соединения по любому из пп. 17-19, отличающийся тем, что соединяют первую и вторую отдельные части, являющиеся составными частями мешочков для медицинских растворов. 21. Способ соединения по любому из пп. 17-19, отличающийся тем, что соединяют, в качестве первой отдельной части, соединитель или вставную секцию, выполненные из пластмассы, а в качестве второй отдельной части, полученную методом коэкструзии не содержащую поливинилхлорид многослойную трубку. 22. Способ соединения по любому из пп. 17-21, отличающийся тем, что в качестве тепловой обработки используют стерилизацию. 23. Способ соединения по любому из пп. 17-22, отличающийся тем, что тепловую обработку осуществляют при температуре 121 . 24. Способ соединения по п. 22 или 23, отличающийся тем, что используют первую пластмассу, имеющую точку размягчения выше 121 , и вторую пластмассу, не обладающую стабильностью размеров при температуре, равной или большей 121 , и имеющую тенденцию к растеканию под действием сжимающей силы. 25. Способ соединения по любому из пп. 17-24, отличающийся тем, что соединяют полученную методом коэкструзии не содержащую поливинилхлорид многослойную трубку, соединительный слой которой выполнен из блочного полиэфирамида, и соединитель или вставную секцию, выполненную из поликарбоната. 26. Способ соединения по любому из пп. 17-24, отличающийся тем, что соединяют полученную методом коэкструзии не содержащую поливинилхлорид многослойную трубку,соединительный слой которой выполнен из сополимера полиэтилена, стирол-этиленпропилен-стирола, стирол-этилен-бутилен-стирола с диблоковой долей или их смесей, и соединитель или вставную секцию, выполненную из полипропилена, полипропилена,смешанного с сополимером полиэтилена, или стирол-этилен-бутиленового (пропиленового) эластомера. 3(56)4516977, 1985.82/04016 1.3942529, 1976.0136848 1, 1989.0232171 2, 1987.0495729 2, 1992.5356709 , 1994. Данное изобретение относится к соединительной конструкции, обеспечивающей герметичное и крепкое соединение двух отдельных частей, являющихся составными частями медицинской системы. В частности, предметом изобретения является соединительная конструкция, включающая в себя отдельную первую и вторую части, в которой по крайней мере один участок поверхностного слоя, выполненный из пластмассы первого типа на первой отдельной части, и по крайней мере один участок поверхностного слоя, выполненный из пластмассы второго типа на второй отдельной части, образуют крепкое и герметичное соединение друг с другом в контактной области, которая включает по крайней мере часть касающихся поверхностей первой и второй частей. Такое соединение образуется за счет приведения в контакт друг с другом поверхностей первой и второй отдельных соединяемых частей, тепловой обработки касающихся поверхностей этих отдельных частей и последующего охлаждения. Предметом данного изобретения является также способ соединения двух отдельных частей, являющихся составными частями медицинской системы, с целью получения герметичного и крепкого соединения, как указано в основной части пункта 17 формулы изобретения. Следующие документы упоминаются как относящиеся к известному уровню техники 4,516,977 1,ЕР-А-0136848 2,82/04016 3. Предметом 1 является медицинский мешочек для хранения крови или растворов для вливаний, в котором соединительная часть, выполненная из жесткой пластмассы, вставляется в основную часть мешочка, выполненную из другой пластмассы. Чтобы обеспечить крепкое и непроницаемое для жидкости соединение между мешочком и соединительной частью, между соединительной частью и сегментами основной части мешочка, вступающими с ней в контакт, имеется соединительный слой, выполненный из несшитого сополимера, полученного из олефина и винилацетата или полиуретана. Для медицинского мешочка по 1 предлагается использовать пластмассы на основе полиолефинов, в том числе на основе полиэтилена, полипропилена и полибутилена. В дополнение к этим гомополимерам в 1 также упоминаются пластмассы, являющиеся замещенными олефинами, содержащими, например, метиловые, этиловые, виниловые или галогеновые заместители. Также предлагаются сополимеры или смеси соответствующих материалов. Наиболее предпочтительными материалами для изготовления мешочка являются полиэтилены, имеющие плотности от средних до высоких, высокие молекулярные веса и узкие распределения молекулярного веса. Кроме того, в соответствии с 1, в этом случае необходимо гарантировать, чтобы используемые полиэтилены имели точку плавления ниже температуры стерилизации 110-120 С. Подходящие пластмассы для использовании в соединительных частях или вставках (в соответствии с 1) являются относительно жесткими и прозрачными пластмассами, которые деформируются только под давлением по крайней мере 2 бара. Это, например, жесткий 4 6289 1 поливинилхлорид (ПВХ), полипропилен, полиамид, поликарбонат, полиэфир, полиакрилаты и подобные материалы и/или сополимеры на основе здесь упомянутых соединений и стирено-содержащие сополимеры, но в особенности поликарбонаты. Материалы для соединительного слоя включают, в соответствии с 1, сополимеры олефина с винилацетатом или полиуретаном. Соединительный слой имеет толщину от 0,1 мм до 7 мм и, для образования соединения между соединительной вставляемой частью,или вставкой, и мешочком, устроен так, что трубчатое колено из материала соединительного слоя по всей длине натягивается на внешнюю поверхность вставки или соединительной трубки, после чего вставка вталкивается в отверстие, предназначенное для этого в мешочке, и затем вся конструкция сваривается вместе. Можно также сначала приварить соединительный слой к соединительной части, для фиксации, а потом внести полученный элемент в подготовленное соединительное отверстие в мешочке и герметично соединить эту конструкцию. В этом случае после сварки соединенные части подвергаются тепловой обработке в автоклаве при температуре примерно 120 С и давлении 2 бара. Во время самого процесса теплового сшивания (сваривания) мешочек соединяется с сополимером этилена и винилацета в промежуточном слое, причем предпочтительно, чтобы мешочек был выполнен из поликарбоната, как и соединительная часть. Способ соединения в соответствии с 1 имеет недостатки по ряду причин. С одной стороны, введение соединительного слоя между соединяемыми отдельными частями системы является относительно сложной процедурой. С другой стороны, мешочек не годится для вторичной переработки по причине использования различных материалов (соединительный слой выполнен не из полиолефинового соединения). Предметом 2 является другой способ соединения. Здесь дано описание гибкого мешочка, выполненного из сополимеров этилена и винилацетата (ЭВА), в котором многослойная соединительная трубка, выполненная из пластмассы, находится в соединении с внутренней поверхностью мешочка, причем трубка имеет внешний слой, выполненный из сополимера этилена и винилацетата, который может быть соединен с внутренней поверхностью мешочка. В этом случае герметичность соединения достигается с помощью процесса герметизации энергией высокой частоты. Помимо того факта, что многослойные трубки, соединительные патрубки или фиттинги имеют слои, содержащие поливинилхлорид - материал, утилизация которого связана с рядом проблем и который почти всегда содержит пластификатор, который может проникать из материала в содержащийся в мешочке раствор, смесь поливинилхлорида и винилацетата очень трудно разделяется при вторичной переработке. В 3 дано описание соединителя в виде промежуточного слоя, предназначенного специально для соединения двух различных пластмасс, который особенно подходит для соединения медицинских емкостей, таких как, например, мешочки с кровью и гибкие трубки, когда соединяемые части состоят из материалов, несовместимых друг с другом,т.е. когда непосредственное сваривание отдельных частей друг с другом невозможно. Промежуточный материал в соответствии с 3 представляет собой коэкструзионный или полученный литьем под давлением многослойный соединитель, в котором слои выполнены из различных пластмасс, причем один из слоев плавится при более низкой температуре, чем остальные. В 3 в качестве материала для внутреннего слоя соединителя упоминается поливинилхлорид, в то время как внешний слой состоит из полимера с более низкой точкой плавления, например полиэтиленвинилацетата (ЭВА). В этом случае соединитель в соответствии с 3 подходит, например, для соединения ПВХ трубки и полиэтиленового контейнера, у которого соединительная часть состоит из материала, содержащего пропиленовые звенья и полиэтиленвинилацетатные звенья в качестве первого и второго компонентов. Для получения соединения ПВХ трубку приводят в контакт с внутренним слоем соединителя, например используя растворитель типа циклогексанона. Внешний слой соеди 5 6289 1 нителя, после надежной фиксации внутренней трубки с соединителем, вводят в соединительную область мешочка. Затем всю конструкцию трубка-соединитель-соединяемая область-мешочек подвергают тепловой обработке при температуре, достаточной для расплавления полиэтиленвинилацетата во внешнем слое соединителя и его связывания с соединительной областью мешочка. Такую тепловую обработку можно осуществлять,между прочим, и в автоклаве. Для соединения отдельных частей, выполненных из сходных материалов, и для снижения температуры, требуемой для их теплового связывания, в 3 предлагается использовать два соединителя первый с внешним слоем из пластмассы с низкой точкой плавления(ЭВА) и с внутренним слоем из пластмассы с высокой точкой плавления (ПВХ), а второй с обратной последовательностью слоев. Два соединителя различных диаметров затем соединяют вместе так, чтобы ПВХ слои соприкасались друг с другом. Затем с помощью растворителя (циклогексанон) два ПВХ слоя герметично связывают вместе. Получаемый двойной соединитель имеет два внешних слоя из пластмассы с низкой точкой плавления, которые известным способом можно использовать для соединения ЭВА мешочков и трубок. Материалы и процессы, описанные в публикации 3, также имеют ряд недостатков. С одной стороны, по крайней мере одна дополнительная соединительная часть требуется каждый раз для соединения медицинской системы (мешочек-трубка). С другой стороны, для получения соединения в конечном счете всегда требуются по крайней мере две операции. Таким образом, связывание расворителем ПВХ слоев в соединителе и трубке или даже двух соединителей в норме предшествует тепловой обработке, которая сама по себе является достаточно сложной процедурой. Наконец, процессы, описанные в 3, ориентированы исключительно на классические ПВХ и ЭВА материалы, использование которых является нежелательным, особенно по причине проблем, связанных с присутствием в ПВХ пластификаторов. Таким образом, принимая во внимание рассмотренный выше известный уровень техники, целью данного изобретения является соединительная конструкция и способ получения соединения указанного в начале описания типа, который обеспечивает крепкое и непроницаемое для жидкости соединение между двумя или даже несколькими отдельными частями, входящими в состав одной системы. Соединительная конструкция должна быть выполнена из материалов, не содержащих ПВХ и винил, и не должна содержать пластификаторов, связующих агентов или других добавок. В частности, соединение должно осуществляться без дополнительных соединителей или соединительных частей, или им подобных средств при соединении двух отдельных частей, входящих в состав одной медицинской системы, таких, например, как трубка и соединительные поверхности. Данное изобретение также дает информацию о способе соединения двух отдельных частей медицинской системы без дополнительных вспомогательных элементов, используя только тепловую обработку. В то же время, однако, все отдельные части должны обладать стабильностью размеров. Эта задача, а также и другие, которые подробно не указаны, решается благодаря упомянутой в начале соединительной конструкции с признаками, указанными в отличительной части пункта 1 формулы изобретения. С точки зрения способа пункт 17 формулы изобретения представляет решение проблемы, лежащей в основе данного изобретения. Преимущественые варианты способа в соответствии с изобретением изложены в зависимых пунктах, касающихся способа. В результате использования первой пластмассы, содержащей по крайней мере один полимер, который обладает стабильностью размеров в процессе тепловой обработки, в то время как вторая пластмасса содержит по крайней мере один полимер, который не обладает стабильностью размеров в процессе тепловой обработки и может растекаться под действием сжимающей силы, т.е. под давлением, или имеет тенденцию к растеканию,6 6289 1 причем обе пластмассы не содержат ЭВА и ПВХ, и если, в особенно предпочтительном варианте, первая отдельная часть, по крайней мере в области соединения, состоит из полипропилена, поликарбоната, сополимера, содержащего структурные звенья на основании упомянутых гомополимеров и/или смеси на основании упомянутых полимеров, в весовом процентном отношении их до 40 к общему весу пластмассы, содержащейся в первой отдельной части, в то время как второй пластмассой является сополимер полиэтилена,стирол-этилен/бутилен-стирол / стирол-этилен/пропилен-стирол (СЭБС/СЭПС) с диблоковой долей и/или полиэфир блок амидом, можно получить соединительную конструкцию, которая 1 совершенно не использует такие материалы, как ЭВА или ПВХ 2 простым образом позволяет получить герметичное, крепкое и надежное соединение двух отдельных частей, входящих в состав медицинской системы, путем тепловой обработки, которую несложно осуществить и если быть точным, то 3 не требует обязательного использования сложных дополнительных соединительных элементов в виде соединительных или переходных трубок (тем не менее дополнительные соединительные элементы допускаются) и 4 не связана с использованием дополнительных герметизирующих технологий, таких как, например, с применением растворителей. Прочное соединение получают, согласно преимущественному варианту заявленного способа, во время тепловой стерилизации, которой в норме подвергаются медицинские системы, поэтому никакие дополнительные операции не требуются вообще. Соединительная конструкция в соответствии с данным изобретением является частью медицинской системы. Подразумевается, что медицинская система включает в себя, согласно изобретению, все емкости, сосуды, трубки, мешочки и т.п. и связанные с ними соединительные элементы, используемые в области медицинской техники, которые в процессе конкретного использования вступают в контакт, например, с кровяными потоками или жидкостями, предназначенными для терапевтического лечения человека, такими,например, как растворы для вливаний. Использование термина система, в соответствии с данным изобретением, также подразумевает наличие по крайней мере двух отдельных частей или элементов, которые должны быть крепко и надежно соединены друг с другом при использовании системы таким образом, чтобы не было риска прекращения функционирования системы. Примеры медицинских систем включают, между прочими, мешочки для растворов,снабженные соединительными элементами, вставными секциями или соединительными деталями, которые должны быть соединены с трубками, системами трубок или комплектами трубок для того, чтобы обеспечить перенесение медицинских растворов для терапевтического лечения. К медицинским системам также относятся сами комплекты трубок,для которых существует необходимость в соединении нескольких трубок вместе, например, с использованием подходящих соединительных элементов или других элементов, известных и используемых специалистом в области медицинской техники. Для получения крепкого герметичного соединения, между двумя отдельными частями, входящими в состав одной системы, отдельные части, соединяемые согласно данному изобретию, имеют поверхностный слой, который по крайней мере частично состоит из пластмассы. В этом случае достаточно, чтобы по крайней мере определенные участки поверхностого слоя отдельных частей состояли из пластмасс, если при этом именно эти участки соприкасаются друг с другом для образования соединения. Соприкасающиеся друг с другом поверхности отдельных частей определяют контактную область, причем подразумевается, что контакная область между первой и второй отдельными частями не определяется поверхностями вообще, но определяется участками, выполненными из пластмассы,которые соприкасаются, когда отдельные части системы находятся в специальном положении, в котором и необходимо произвести соединение. Таким образом, согласно изобретению,7 6289 1 контактная область должна быть ограничена соприкасающимися участками поверхных слоев, выполненных из пластмассы, в то время как участки поверхности первой и второй отдельных частей сами по себе могут касаться друг друга также и вне области контакта,определенной указанным образом. Способ получения крепкого и герметичного соединения отдельных частей в соответствии с данным изобретением заключается в контактном наложении поверхностей с одновременным применением силы, сжимающей поверхности вместе, тепловой обработке отдельных частей, прижатых друг к другу, и последующем охлаждении. Здесь подразумевается, что сжимающее воздействие применяется к отдельным частям тогда, когда эти части наложены друг на друга, что обеспечивает сжатие соприкасающихся поверхностей отдельных частей вместе. Это, с одной стороны, гарантирует определенную стабильность наложенных соединяемых отдельных частей на этапе, пока еще не получено крепкое и надежное соединение, а с другой стороны фиксирует учатки поверхностей отдельных частей в положении тесного взаимоконтакта материала так, что образуется контактная область соприкасающихся поверхностей. Согласно данному изобретению, при одновременном применении силы, сжимающей поверхности вместе, по крайней мере одна из соединяемых отдельных частей деформируется под действием груза или силы (когда они прижаты вместе), но после удаления груза или силы она стремится вернуться к своей первоначальной форме. Такое эластичное поведение является особенным преимуществом в соответствии с данным изобретением,причем упомянутая деформация может быть получена любым способом, который покажется подходящим специалисту в данной области. Возможными способами являются,между прочими, сжатие, применение давления, сгибание, смещение, скручивание и т.п. Данное изобретение обеспечивает получение крепкой и надежной соединительной конструкции путем соответствующего подбора полимеров, составляющих пластмассы в контактной области, причем без использования ПВХ и ЭВА, и только одного процесса тепловой обработки, без использования дополнительных клеящих, герметизирующих или фиксирующих материалов или вспомогательтных агентов, или других герметизирующих процессов, таких как, например, обработка энергией высокой частоты и т.п. В частности,основной задачей является получение крепкого соединения между соединителем или вставной секцией и трубкой за счет того, что контактная область трубки и соединитель или вставная секция состоят из материалов или содержат определенную часть материалов,которые крепко связываются друг с другом во время последующей тепловой обработки, в частности тепловой стерилизации, за которой следует охлаждение. Согласно данному изобретению, под пластмассами следует понимать такие материалы,существенные составляющие части которых состоят из макромолекулярных органических соединений, причем пластмассы могут содержать один или несколько полимеров, к числу которых, в частности, относятся гомополимеры или сополимеры (также статистические,блоксополимеры или/и привитые сополимеры) и их смеси. Согласно данному изобретению, важным критерием для выбора и использования полимера в пластмассе, как в первой, так и во второй отдельных частях (если быть точным,конкретно в области контакта), является стабильность размеров (текучесть) полимера в условиях стерилизации. Стабильность размеров существенным образом зависит от точки размягчения (теплостойкости по Вика), от твердости материала и модуля упругости используемого вещества. Точка размягчения для полимеров и пластмасс, используемых в данном изобретении,опредена по методу Вика, т.е. она определена как температура, при которой специальным образом нагруженная стальная игла с поперечным сечением 1 мм 2 проникает на глубину 1 мм 2 в образец пластмассы, который постепенно нагревается (старый стандарт 53 460 364,новый - - 306). 8 6289 1 В соответствии с данным изобретением, использование в первой соединяемой части первой пластмассы, содержащей полимер, точка размягчения которого выше температуры тепловой обработки, гарантирует требуемую стабильность размеров во время формирования соединения при этом вторая пластмасса содержит полимер, который может растекаться под действием соединительной нагрузки и который не сохраняет стабильности размеров при температуре ниже или равной температуре тепловой обработки, что и делает возможным получение соединения. Таким образом, согласно данному изобретению, для получения соединительной конструкции особенно подходящими для первой отдельной части являются такие материалы, как полипропилен, поликарбонат и их сополимеры или смеси, основанные на упомянутых гомополимерах или сополимерах, с содержанием до 40 полимера, содержащегося во второй отдельной части, а для второй отдельной части сополимеры полиэтилена, СЭБС/СЭПС с диблоковой долей или полиэфир блок амид с твердостью по Шору 32. Кроме того, целесообразно, чтобы первая отдельная часть являлась смесью, содержащей до 40 полимера, содержащегося во второй отдельной части, и наоборот. Хотя достаточно с точки зрения изобретения, чтобы пластмассы содержали необходимые вышеупомянутые полимеры, цель изобретения может быть достигнута с особенно хорошими результатами не только, если пластмассы содержат полимеры, стабильность размеров которых удовлетворяет упомянутым выше критериям, но также, если точки размягчения самих пластмасс находятся выше, ниже или равны температурам во время процесса тепловой обработки или же не достигаются вообще. В таком преимущественном варианте не только составные части пластмассы имеют требуемые свойства, но скорее пластмасса в целом обладает требуемым набором свойств. В одном из вариантов изобретения первая отдельная часть содержит до 40 полимера, содержащегося во второй отдельной части. Это обеспечивает лучшее сцепление, при условии, что коэффициенты вязкости материала подобраны так, что полимер, содержащийся во второй отдельной части, сосредоточен в поверхностном слое первой отдельной части. Таким образом, изобретение в принципе может быть адаптировано к целому ряду вариантов тепловых обработок и температур, связанных с ними. Температура, представляющая особенный интерес с точки зрения размягчения полимеров или пластмасс в соответствии с данным изобретением, т.е. температура тепловой обработки, есть температура, при которой в норме происходит стерилизация паром. С точки зрения изобретения под стерилизацией паром здесь в основном понимается процесс уничтожения всех микроорганизмов или инактивации вирусов, включая в высшей степени стойкие формы их. Материалы в соответствии с изобретением могут быть подвергнуты, в частности, стерилизации паром в автоклавах, использующих водяной пар при температуре по крайней мере 121 С и давлении выше атмосферного, то есть так называемой автоклавной обработке, без какого-либо повреждения. Таким образом, если соединение может быть получено в стандартных условиях стерилизации паром, стерилизация и образование соединения в соединительной конструкции в соответствии с данным изобретением могут быть осуществлены в одном процессе. В этом случае предпочтительно, чтобы полимер или пластиковый материал во второй отдельной части при таких условиях только размягчался, т.е. находился в фазе перехода в жидкое состояние под действием сжимающей силы. В момент, когда уже нет воздействия дополнительной силы, жидкое состояние достигнуто еще не полностью. Если бы это случилось,то задача, решаемая изобретением, стала бы неосуществимой, так как процесс формирования достаточно крепкого, герметичного и надежного соединения с другим пластиковым материалом в присоединяемой половине становится неуправляемым из-за нестабильности размеров трубки или собственно присоединяемой половины в областях вне соединения. 9 6289 1 Как уже упоминалось, соединительная конструкция в соответствии с изобретением может включать в себя и соединять отдельные части, в которых только определенные участки состоят из пластмасс. В преимущественном варианте, соединительная конструкция в соответствии с изобретением тем не менее отличается тем, что присоединяемые отдельные части полностью состоят из пластмасс. Это делает возможным, в частности, изготовление отдельных частей с помощью преимущественных технологических процессов обработки пластмасс и кроме того, является особенно преимущественным при использования в области медицины. В одном из целесообразных вариантов соединительной конструкции, согласно данному изобретению, первая отдельная часть выполнена, по крайней мере в контактной области, из пластмассы или смеси пластмасс, содержащих а) от 60 до 100 вес.полипропилена или поликарбоната и б) от 40 до 0 вес.сополимера полиэтилена или СЭБС/СЭПС с диблоковой долей или полиэфир блок амида. Премущестенным содержанием компоненты б) является 30-10 вес. . Первая отдельная часть главным образом состоит, по крайней мере в контактной области, из полипропилена. Вторая отдельная часть, в частном случае, когда она представляет собой многослойную трубку, не содержащую ПВХ, должна иметь по крайней мере два слоя, один из которых - несущий слой А, выполненный из третьей пластмассы, а второй - соединительный слой Б, выполненный из второй пластмассы. При этом третья пластмасса содержит по крайней мере один полимер, точка размягчения которого выше температуры тепловой обработки, а вторая пластмасса содержит по крайней мере один полимер, который может растекаться под действием соединяющей нагрузки при температуре ниже или равной температуре тепловой обработки. Особенно подходящей трубкой является гибкая трубка,термостойкая во время тепловой стерилизации и остающаяся прозрачной после завершения тепловой стерилизации, которая обладает достаточной прочностью на продольный изгиб и которая может герметично перекрываться трубными зажимами или им подобными элементами, и которая может быть присоединена, надежно и герметично, к первой отдельной части, имеющей форму вставной секции медицинского мешочка или к соединителю во время процесса тепловой стерилизации. В то время как образование соединения в соответствии с данным изобретением, с одновременной гарантией прочности и гибкости трубки, легко может быть достигнуто даже в присутствии малых весовых долей полимеров с требуемыми свойствами размягчения,общее поведение материала трубки улучшается, когда большая часть пластмассы или полимера в каждом отдельном слое трубки обладает требуемыми свойствами, при этом исключен риск того, что во время стерилизации паром не произойдет образования должного соединения. Таким образом, следующий преимущественный вариант данного изобретения отличается тем, что несущий слой А размягчается и может деформироваться при температурах выше 121 С, а каждый соединительный слой В, который деформируется при температурах, меньших или равных 121 С, размягчается под действием соединительного давления. Трубка, согласно данному изобретению, может, например, надеваться на соединитель или фиттинг первой отдельной части, выполненный из соответствующего материала,таким образом, чтобы внутренний слой трубки находился в контакте с внешней поверхностью соединителя либо она может быть предназначена для вставления в полую соединительную деталь, внутренний слой которой выполнен из материала, подходящего для получения соединения, причем наличие у трубки двух соединительных слоев (внешнего и внутреннего) во второй отдельной части не содержащая ПВХ многослойная трубка означает, что можно использовать любой из указанных способов или оба способа одновременно. 10 6289 1 Что касается получения соединения с другими частями, такими как мешочки, соединители, соединительные секции, или им подобными, следует заметить, что, главным образом в особенно предпочтительном варианте, для получения герметичного и прочного соединения требуется не только воздействие температуры тепловой стерилизации, но, как уже объяснялось, другой фактор также играет существенную роль. Если быть точным это сжимающая сила, под действием которой две соединяемые области находятся в контакте во время действия температуры тепловой стерилизации. Таким образом, для воплощения изобретения предпочтительным является также то, чтобы отдельная часть не содержащая ПВХ многослойная трубка образовывала собой опорную поверхность для отдельной части соединитель или соединительная секция мешочка с тем, чтобы в процессе паровой стерилизации, при условии воздействия силы на соединенные поверхности происходило растекание слоев, способных образовывать соединение. В этом случае связывание достигается, с одной стороны, растеканием слоев размягченного материала во время тесного контакта и, с другой стороны, связыванием поверхностей в результате выбора подходящих поверхностей, например имеющих особенно неровный профиль. В предпочтительной отдельной части не содержащая ПВХ многослойная трубка в соответствии с данным изобретением соединительный слой В, открытый так, чтобы соединяться с соединителем, предпочтительно выполнен в основном из стирен-этиленбутиленового (или пропиленового) эластомера с диблоковой долей сополимера полиэтилена, в то время как несущий слой А предпочтительно выполнен в основном из полипропилена или стирол-изопрен-стирола. Такая комбинация материалов для несущего слоя А и соединительного слоя или слоев В может сразу дать ряд требуемых свойств. Особенно преимущественным для изобретения является вариант, когда несущий слой А представляет собой смесь, содержащую, в весовом отношении к общему количеству третьего пластмассы а) 40-100 сополимера полиэтилена(Пебакс 35335, АТО). Использованные здесь и далее аббревиатуры обозначают СЭБС - триблоксополимер стирол-этилен-бутилен-стирола СЭПС - триблоксополимер стирол-этилен-пропилен-стирола СЭБ - диблоксополимер стирол-этилен-бутилена СЭП - диблоксополимер стирол-этилен-пропилена. В данном случае СЭБС/СЭБ (Крэтон 1726) представляет собой триблоксополимер стирол-этилен-бутилен-стирола с низким молекулярным весом, содержащий по крайней мере 20 диблоксополимера стирол-этилен-бутилена. Трубка с одним из вышеописанных соединительных слоев может предпочтительно связываться с соединителем, выполненным из статистического сополимера полипропилена или гомополимера полипропилена, в то время как полиэфир блок амиды могут связываться с поликарбонатами. Предпочтительным с точки зрения данного изобретения и гарантированным является условие, чтобы различные слои А и В по существу не содержали никаких пластификаторов, антиадгезивов, антистатических агентов или других наполнителей, несмотря на присутствие обычных стабилизирующих компонентов. Это условие в особенности позволяет избежать известных проблем, связанных с применением ПВХ пластификаторов. Соединительный слой В может быть выполнен с обеих сторон несущего слоя А. Кроме того, соединительный слой В может включать в себя до 30 вес.материала слоя А и 11 6289 1 наоборот. В результате такого обмена материалами совместимость слоев, сплавляемых вместе для того, чтобы получить, например, трубку, сильно повышается, не оказывая влияния на другие свойства. Следующий особенно предпочтительный признак изобретения относится к дальнейшему развитию известных соединительных конструкций в соответствии с данным изобретением и заключается в том, что пластмассы всех отдельных частей соединительной конструкции выбираются таким образом, что они выполнены главным образом из гомополимеров полиолефина или сополимеров полиолефина. Особенно неожиданным результатом оказалась возможность впервые реализовать способ получения соединения между медицинским мешочком и, например, не содержащей ПВХ многослойной трубкой, которое полностью состоит из материалов, легко поддающихся вторичной переработке. Это делает возможным беспроблемное получение в процессе стерилизации паром соединения между двумя частями или с соединителями, выполненного из экологически чистых материалов, и в то же время удовлетворяет всем другим требованиям, предъявляемым к системам, которые используются в медицинской области. Предметом данного изобретения является также способ соединения двух отдельных частей, входящих в состав медицинской системы, в котором, вместе с формированием контактной области, определяемой соприкасающимися областями первой и второй отдельных частей, по крайней мере один участок поверхностного слоя первой отдельной части, выполненный из первой пластмассы, приводится в контакт по крайней мере с одним участком поверхностного слоя второй отдельной части, выполненным из второй пластмассы. После этого собранная соединительная конструкция подвергается тепловой обработке и затем охлаждается с тем, чтобы получить прочное и герметичное соединение между первой и второй отдельными частями. При этом изобретение отличается тем, что первая пластмасса содержит по крайней мере один полимер, обладающий стабильностью размеров при температуре тепловой обработки, и тем, что вторая пластмасса содержит по крайней мере один полимер, не сохраняющий стабильности размеров при температуре тепловой обработки и имеющий склонность к растеканию, причем ни одна из пластмасс вообще не содержит ПВХ. Первая и вторая отдельные части предпочтительно удерживаются в соединительной конструкции за счет воздействия давления. Преимущественным является использование во втором пластиковом материале полимера, который не сохраняет стабильности размеров при температуре тепловой обработки и имеет склонность к растеканию под действием силы (соединительное давление или сила), прижимающей поверхности вместе. В особенно предпочтительном варианте способа соединения первая отдельная часть, по крайней мере в контактной области, состоит из полипропилена, поликарбоната,сополимеров, содержащих структурные звенья, на которых основаны упомянутые гомополимеры, и/или состоит из смесей, основанных на упомянутых полимерах, и преимущественно содержит до 40 вес.полимера, содержащегося во второй отдельной части. В этом случае вторая отдельная часть состоит предпочтительно из сополимеров полиэтилена, СЭБС/СЭПС с диблоковой долей или из полиэфир блок амида. В следующем предпочтительном варианте способа соединения, согласно данному изобретению, соединяются друг с другом отдельные части, входящие в состав системы мешочков для медицинских растворов, или отдельные части, входящие в состав системы медицинских трубок. Кроме того, преимущественным является соединение друг с другом первой отдельной части, представляющей собой соединитель или отдельную часть, выполненную из первой пластмассы, и второй отдельной части, представляющей собой коэкструзионную не содержащую ПВХ многослойную трубку, причем во всех случаях предпочтительно, чтобы в качестве процесса тепловой обработки использовался процесс стерилизации. В общем, любая температура, известная специалисту в данной области,может использоваться для данных целей. Например, общепринято осуществлять процесс стерилизации при температуре, например, около 116 С. Тем не менее тепловую обработ 12 6289 1 ку предпочтительно осуществлять при температуре 121 С. В зависимости от желаемой температуры свойства материалов двух соединяемых отдельных частей могут быть нужным образом изменены, например, соответствующим выбором используемых пластмасс. Таким образом, огромным преимуществом способа в соответствии с данным изобретением является использование первой пластмассы, сохраняющей стабильность размеров при температурах выше 121 С, в то время как используемая вторая пластмасса может растекаться под действием сжимающей силы или соединительного давления при температурах ниже или равных 121 С. В одном из преимущественных вариантов способ, согласно данному изобретению, отличается тем, что в качестве одной из отдельных частей используется коэкструзионная не содержащая ПВХ многослойная трубка, внутренний и/или внешний слой которой выполнен из по крайней мере 30 вес.СЭБС (СЭПС) с диблоковой долей, в то время как сам соединитель или вставная секция выполнены из полипропилена. Далее, преимущественным может быть использование коэкструзионной не содержащей ПВХ многослойной трубки, соединительный слой которой выполнен из сополимеров полиэтилена, СЭБС или СЭПС с диблоковой долей или их смесей, и использование соединителя или фиттинга для вставки, выполненного из полипропилена или полипропилена, смешанного с сополимерами полиэтилена, или из стирен-этилен-бутиленового(пропиленового) эластомера. Наконец, предпочтительным также является соединение вместе крэкструзионной не содержащей ПВХ многослойной трубки, внутренний и/или внешний слой которой выполнен из полиэфир блок амида, и соединителя или вставной секции, выполненной из поликарбоната. Ниже изобретение объясняется более детально с помощью рабочих примеров и со ссылкой на приложенные чертежи. На чертежах показаны Фиг. 1 - поперечное сечение одного из вариантов второй отдельной части соединительной конструкции согласно данному изобретению, когда второй отдельной частью является не содержащая ПВХ многослойная трубка. Фиг. 2 - продольное сечение одного из вариантов соединительной конструкции в соответствии с изобретением, выполненной из первой и второй отдельных частей, где первой отдельной частью является фиттинг, соединитель или вставная секция, а второй частью является трубка. Фиг. 3 - продольное сечение другого варианта соединительной конструкции в соответствии с изобретением. Трубка 1, представленная на фиг. 1, является не содержащей ПВХ многослойной трубкой с тремя слоями. Слои трубки выполнены на основе полиолефинов, синтетических эластомеров или их комбинаций. В соответствии с изобретением внутренний слой 2 а и/или внешний слой 2 трубки, в зависимости от того, внутреннее или внешнее соединение с трубкой требуется, является соединительным слоем, выполненным из специального материала или специальной комбинации материалов, который обладает способностью образовывать прочное соединение во время соответствующей тепловой обработки, за которой следует охлаждение. Соединительный слой 2 а и/или 2 предпочтительно является очень тонким слоем, а точка размягчения слоя или его частей лежит ниже температуры стерилизации при воздействии сжимающей силы. Особенно подходящими материалами для соединительного слоя 2 а и/или 2 являются, наряду с прочими, стирен-этиленбутиленовые (пропиленовые) эластомеры, полиэфир блок амид, сополимеры полиэтилена или их смеси. В трехслойном варианте трубки 1, показанной на чертеже, слой 4 соответствует несущему слою А, упомянутому в описании. Предпочтительными вариантами трубки 1, используемой в качестве отдельной части в способе соединения согласно данному изобретению, являются варианты, характеризуемые следующими точками размягчения отдельных слоев. 13 6289 1 Модуль Твердость Точка размягчения упругости по Шору под действием тепла 2 Несущий слой (А)слой 4 121 С 80 Н/мм 32 2 Соединительный слой (В)слой 2 а, 2 80 Н/мм А 65 121 С 2 Дополнительный слой покрытия 1000 Н/мм 90 121 С Как показано на фиг. 2 и 3, соединитель 3 (фиг. 2) или вставная секция 3 (фиг. 3) вместе с трубкой 1 благодаря прочному соединению представляют собой герметичную систему. Для простоты соединительный или связующий слой 2 в варианте по фиг. 2 опущен,в то время как в варианте по фиг. 3 опущен внутренний слой 2 а. Подразумевается, что в случае использования варианта трубки по фиг. 1 соединительные конструкции, соответствующие показанным на фиг. 2 и 3, также возможны. В соответствии с их использованием соединители или вставные секции 3, вследствие требований по герметичности в процессе соединения или во время стерилизации, имеют сложные конструкции и контуры, которые остаются неизменными, и так как они не должны подвергаться изменениям во время стерилизации, то на чертежах они не представлены. Для соединителей и вставных секций 3 используются структурные пластмассы предпочтительно с высоким модулем упругости и точкой размягчения выше 121 С. Соединители или вставные секции 3 предпочтительно состоят из гомополимеров полипропилена,статистических сополимеров полипропилена с малым содержанием этилена, поликарбонат или полиметилпентен. Сами части состоят главным образом из частей, полученных литьем под давлением или выдуванием, причем, согласно данному изобретению, в соединителе 3 может содержаться определенная доля материала с уменьшенной стабильностью размеров при температуре 121 С, содержащегося в соединительном слое 2 а или 2. Следующие примеры объясняют изобретение более детально. Соединительная конструкция, полученная из трубки и соединителя, в которой отдельные части характеризуются следующими свойствами 1. Трубка 8 мм,6 мм. Структура от внешнего к внутреннему слою герметизирующий слой, выполненный на 50 вес.из статистического полипропилена и на 50 вес.из стирол-изопрен-стирола, толщиной 40 мкм несущий слой, выполненный из полипропилена (твердость по Шору 32), толщиной 920 мкм и соединительный слой, выполненный на 60 вес.из СЭБС соединения и на 40 вес.из СЭБС/СЭБ, толщиной 40 мкм. 2. Соединитель выполнен из гомополимера полипропилена хвостовик - конический, с увеличением диаметра от 6,2 до 6,8 мм поверхность хвостовика - гладкая. 3. Соединитель вдавливается в трубку и стерилизуется при температуре 121 С в течение 20 мин. Тест 1. Тест на протекание при температуре 121 С. Простерилизованная система трубка-соединитель подвергается внутреннему давлению в нагревательном шкафу (121 С) после нагревания в течение 10 мин. Для оценки воздухонепрницаемости соединения система трубка-соединитель находится в подвешенном состоянии в погружной глицериновой ванне. Внутренне давление р 0,1 бар р 0,25 бар р 0,5 бар Результат наблюдения пузырьки воздуха не наблюдаются пузырьки воздуха не наблюдаются через 1 минуту трубку разорвало, пузырьки воздуха не наблюдаются 14 6289 1 Тест 2. Тест на протекание при комнатной температуре. Простерилизованная система трубка-соединитель подвергается внутреннему давлению при комнатной температуре (20 С). Для оценки воздухонепрницаемости соединения система трубка-соединитель находится в подвешенном состоянии в погружной водяной ванне. Внутренне давление р 0,2 бар р 0,5 бар р 0,75 бар р 1,0 бар р 1,5 бар р 2,0 бар Тест 3. Проводился так же, как тест 1,трубка-соединитель. Внутренне давление Время р 0,1 бар 15 мин р 0,2 бар 15 мин р 0,5 бар 1 мин Результат наблюдения пузырьки воздуха не наблюдаются пузырьки воздуха не наблюдаются пузырьки воздуха не наблюдаются пузырьки воздуха не наблюдаются пузырьки воздуха не наблюдаются наблюдаются пузырьки воздуха но без предварительной стерилизации системы Результат наблюдения пузырьки воздуха не наблюдаются пузырьки воздуха не наблюдаются соединитель выскочил из трубки Тест 4. Тест на прочность на разрыв при температуре 70 С Простерилизованная система трубка-соединитель подвергается растяжению за концы трубки и соединителя с помощью установки для тестирования прочности на разрыв,снабженной нагревательным шкафом. В нагревательном шкафу поддерживается постоянная температура 70 С. Время предварительного нагревания образца - 10 мин. Условия теста на прочность на разрыв расстояние между захватами - 50 мм, начальная нагрузка - 2 Н, скорость теста - 200 мм/мин. Образец(Н) 1 63,68 2 56,35 3 63,78 Другие варианты и преимущества изобретения даны в формуле изобретения. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
Метки: конструкция, медицинской, способ, соединения, соединительная, частей, системы, двух, отдельных
Код ссылки
<a href="https://by.patents.su/15-6289-soedinitelnaya-konstrukciya-i-sposob-soedineniya-dvuh-otdelnyh-chastejj-medicinskojj-sistemy.html" rel="bookmark" title="База патентов Беларуси">Соединительная конструкция и способ соединения двух отдельных частей медицинской системы</a>
Соединение трубопроводов, соединительная деталь для трубопроводов и способ изготовления соединения трубопроводов
Номер патента: 4823
Опубликовано: 30.12.2002
Авторы: ИМГРАМ, Фридрих
МПК: B25B 27/10, F16L 47/00
Метки: соединение, соединения, деталь, соединительная, трубопроводов, способ, изготовления
Текст:
...удлинения меньше внешнего диаметра присоединительного элемента, а определенная структура поверхности состоит из утолщения, которое сужается в сторону удлинения до его внешнего диаметра и переходит в него и свободный конец удлинения скошен. В предпочтительном варианте соединительная деталь для трубопроводов является соединительной деталью для труб, деталью с несколькими присоединениями или концом трубы. Еще одним объектом изобретения...
Устройство для соединения двух монолитных пакетов конденсаторов в блок
Номер патента: 286
Опубликовано: 30.12.1994
Авторы: Спевацкий А. А., Афанасенко Н. Л., Рябов А. П.
МПК: H01G 13/00
Метки: соединения, блок, пакетов, конденсаторов, устройство, двух, монолитных
Текст:
...значением отклонений от номинальной емкости в однозагрузсдчное устройство с положительным в ДРУГОЕ Первый механизм 3 укладки забирает пакет А вакуумной присоской и укладывает его на опорную плоскость неподвижного упора 15 механизма совмещения.Рычаг 16 с упругой вставкой 19 в это время открыт поворотом на оси 17. Затем рычаг 1 б закрывается под действием пружины 18. удерживая пакет при дальнейшем повороте стола 5. Затем стол 5 поворачивается...
Устройство для соединения двух монолитных пакетов конденсаторов в блок
Номер патента: 285
Опубликовано: 30.12.1994
Авторы: Прищепов В. Н., Афанасенко Н. Л., Рябов А. П.
МПК: H01G 13/00
Метки: пакетов, двух, блок, соединения, конденсаторов, устройство, монолитных
Текст:
...Механизм 10 базирования выполнен в виде двух планок,способных приближаться к блоку для его базирования. Механизм 11 прижима выполнен в виде подвижного рычага. Механизм 12 раскрытия рьтчагоа ВЫПОЛНЕН В виде ПО ДВИЖНОГО ШТОКЭ. ОСНЭЩВННОГО круглым УПО ром для воздействия на рычаги. Механизм 13 раскладки на транспортер выполнен в виде поворотного рычага с закрепленной на нем вакуумной лрисоской. Транспортер 14 выполнен в виде металлической...
Устройство для испытания образца заклепочного соединения двух деталей на усталость при изгибе
Номер патента: 664
Опубликовано: 30.06.1995
Авторы: Горбацевич М. И., Протасеня Э. М., Панов А. Н., Петушок Н. М.
МПК: G01N 3/32
Метки: испытания, изгибе, заклепочного, двух, соединения, устройство, образца, деталей, усталость
Текст:
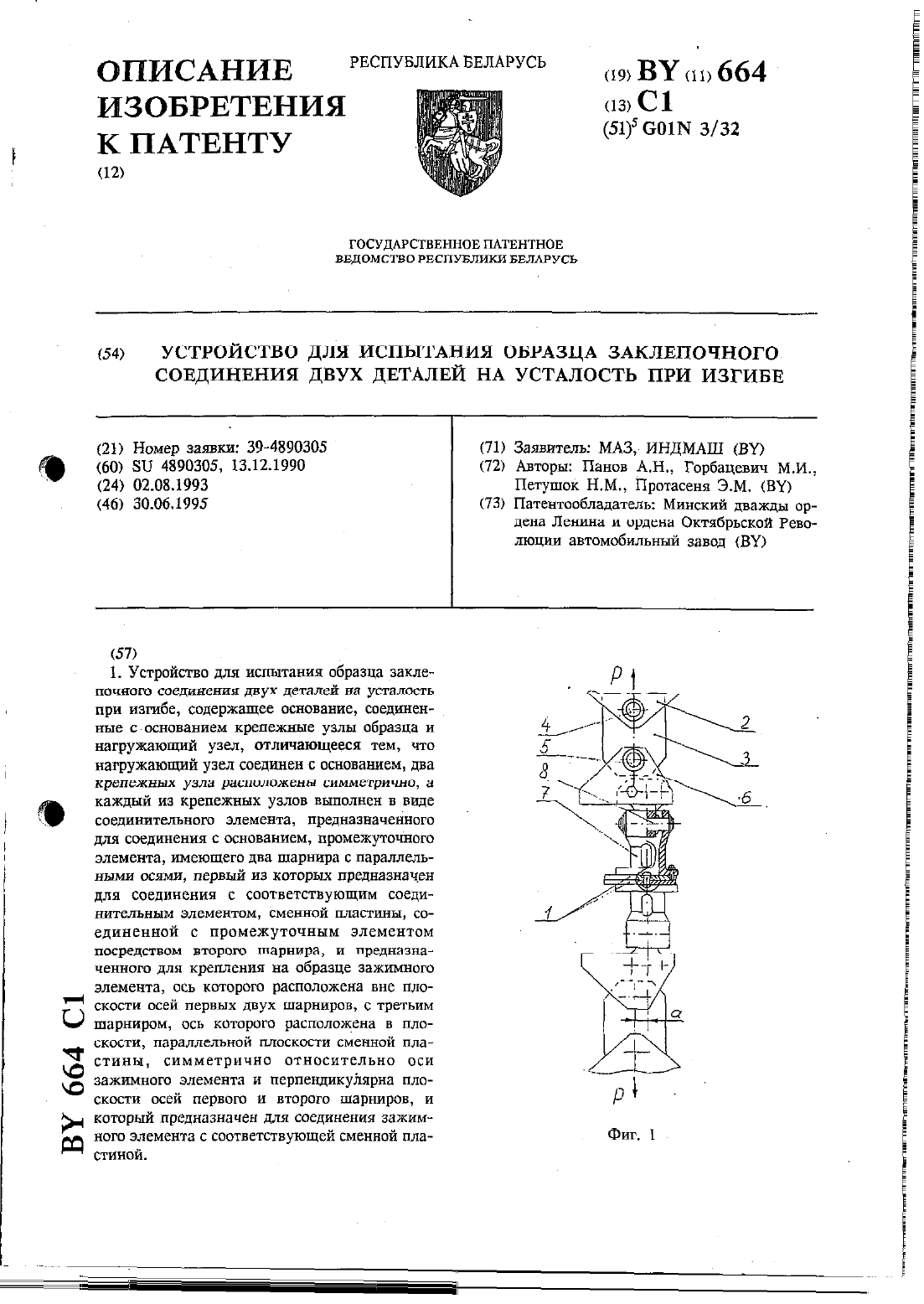
...испытаний.Задача изобретения заключается в повышении точности испытаний и обеспечении испытаний не только на изгиб, но и на изгиб с растяжением.Поставленная задача выполняется благодаря тому, что в устройстве для испытания образца заклепочного соединения двух деталей на усталость при изгибе, содержащем основание,соединенные с основанием крепежные узлы образца и нагружающий узел, согласно изобретению последний соединен с основанием, два...
Способ идентификации транспортного средства и его частей
Номер патента: 1689
Опубликовано: 30.06.1997
Авторы: Осипов Игорь Алексеевич, Чаплыгина Лариса Евгеньевна
МПК: B60R 25/00
Метки: транспортного, средства, идентификации, частей, способ
Текст:
...средства дополнительно вносят сведения о технологии изготовления и нанесения идентификационного кода, которые при определении принадлежности транспортного средства и его частей сопоставляют со сведениями о технологии изготовления и нанесения кодов на этих частях. Кроме этого, владелец транспортного средства самостоятельно определяет дополнительный идентификационный код и дополнительные места его расположения, сведения о которых также...
Предыдущий патент: Способ получения волокнистого ионообменного материала
Следующий патент: Способ переработки остатка от перегонки сырого сложного эфира, полученного в процессе производства диметилтерефталата
Случайный патент: Разбрасыватель минеральных удобрений