Многопозиционный станок
Номер патента: U 9759
Опубликовано: 30.12.2013
Авторы: Обухов Александр Николаевич, Денисов Сергей Алексеевич, Игнатович Владимир Сергеевич, Резник Сергей Васильевич, Чернейко Иван Федорович
Текст
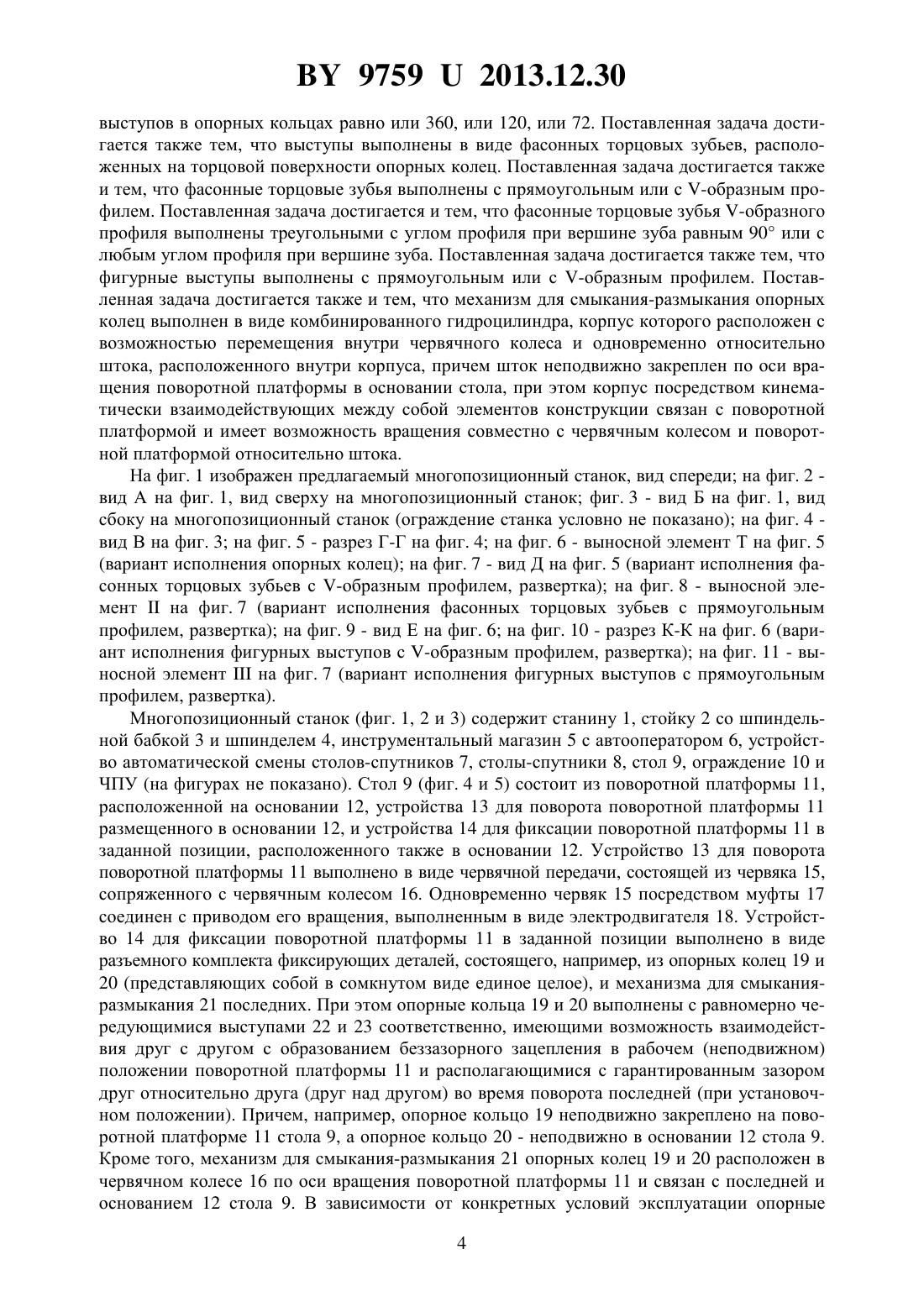
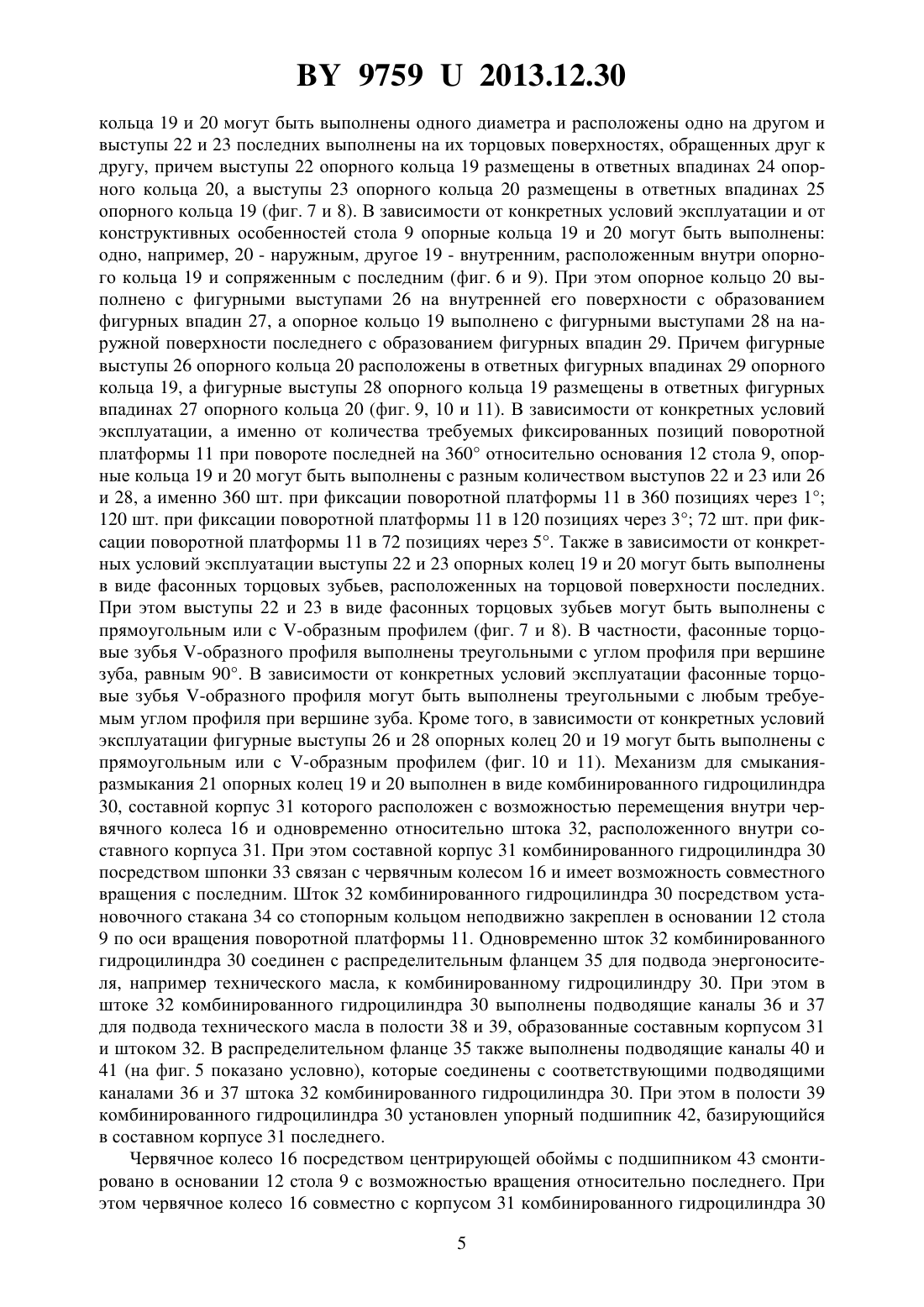
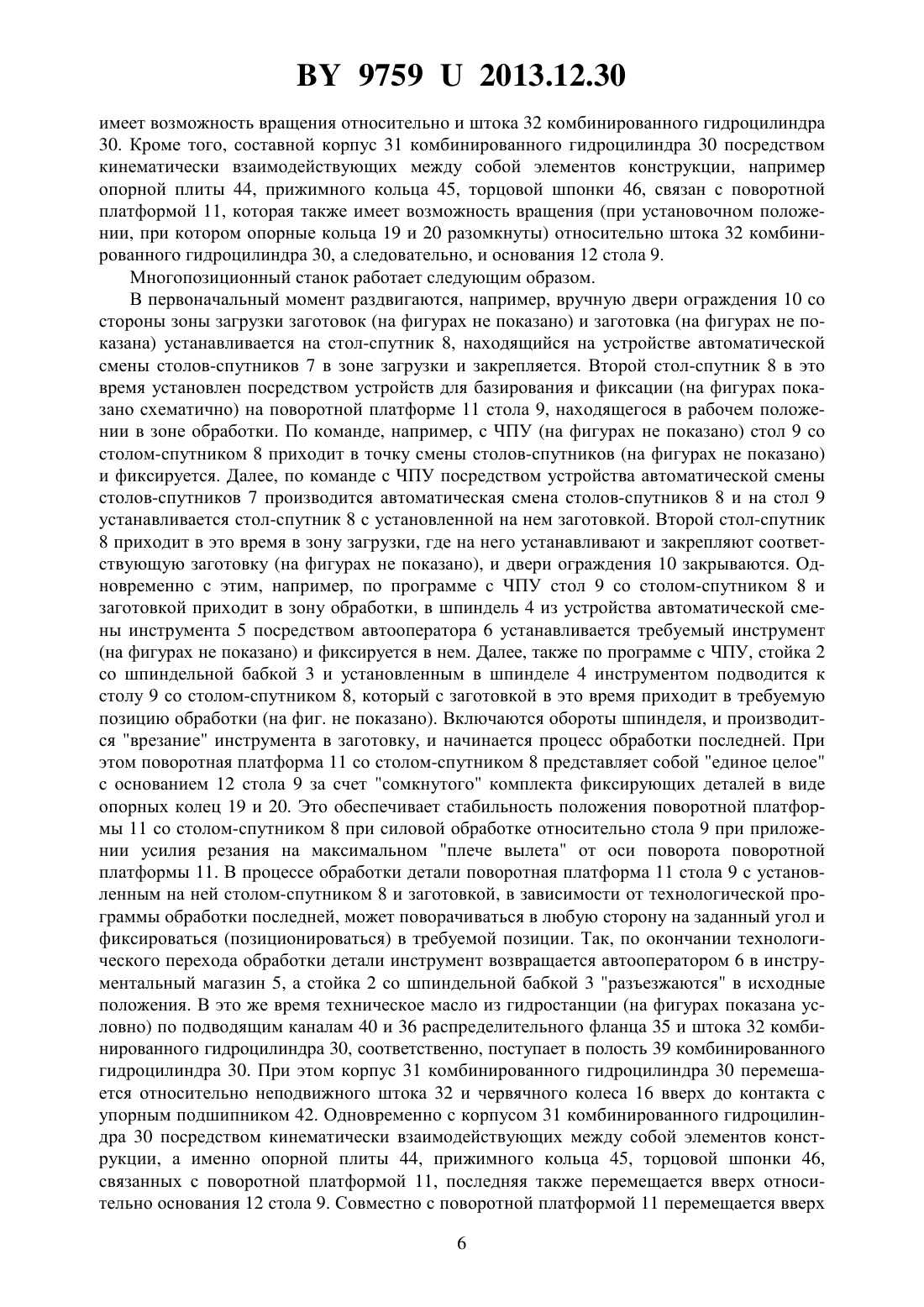
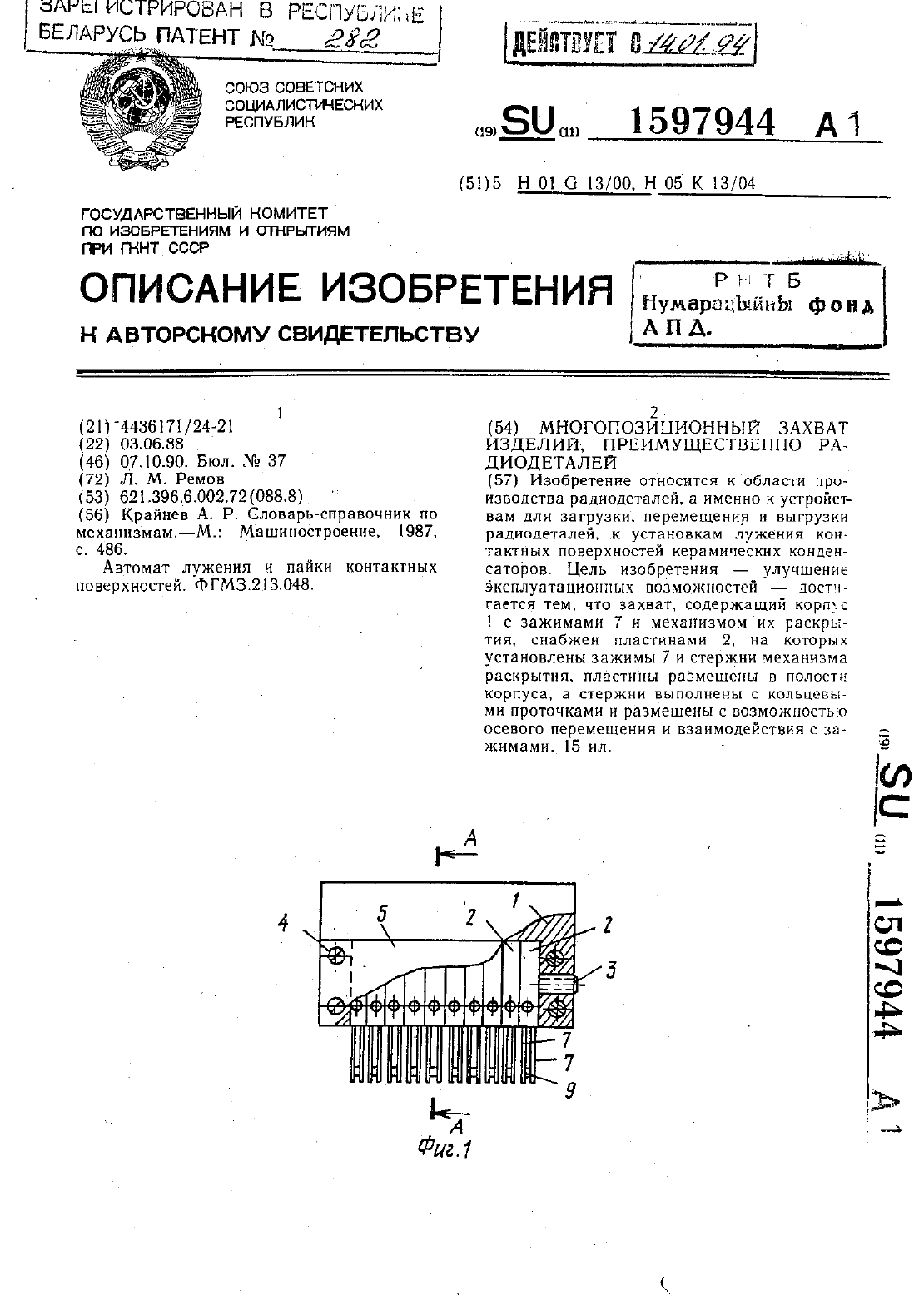
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Открытое акционерное общество СтанкоГомель(72) Авторы Игнатович Владимир Сергеевич Резник Сергей Васильевич Обухов Александр Николаевич Денисов Сергей Алексеевич Чернейко Иван Федорович(73) Патентообладатель Открытое акционерное общество СтанкоГомель(57) 1. Многопозиционный станок, содержащий станину, стойку со шпиндельной бабкой и шпинделем, инструментальный магазин с автооператором, устройство автоматической смены столов-спутников, столы-спутники, стол с поворотной платформой, устройство для поворота поворотной платформы в виде червячной передачи, расположенной в основании стола, устройство для фиксации поворотной платформы в заданной позиции и ЧПУ, отличающийся тем, что устройство для фиксации поворотной платформы стола в заданной позиции выполнено в виде разъемного комплекта опорных колец с равномерно чередующимися выступами, имеющих возможность взаимодействия друг с другом с образованием беззазорного зацепления в рабочем положении поворотной платформы и располагающихся с гарантированным зазором относительно друг друга во время поворота поворотной 97592013.12.30 платформы, причем одно опорное кольцо неподвижно закреплено на поворотной платформе стола, а другое - неподвижно в основании стола, и снабжено механизмом для смыкания-размыкания опорных колец, расположенным в червячном колесе червячной передачи по оси вращения поворотной платформы и связанным с последней. 2. Многопозиционный станок по п. 1, отличающийся тем, что опорные кольца выполнены одного диаметра и расположены одно на другом, а выступы выполнены на их торцовых поверхностях, обращенных друг к другу, причем выступы одного опорного кольца размещены в ответных впадинах другого опорного кольца. 3. Многопозиционный станок по п. 1, отличающийся тем, что опорные кольца выполнены одно наружным, другое внутренним, расположенным внутри наружного и сопряженным с последним, при этом выступы наружного опорного кольца выполнены фигурными на внутренней его поверхности с образованием фигурных впадин между последними, а выступы внутреннего опорного кольца - фигурными на наружной его поверхности с образованием также фигурных впадин между последними, при этом фигурные выступы наружного опорного кольца размещены в ответных фигурных впадинах внутреннего опорного кольца, а фигурные выступы внутреннего опорного кольца размещены в ответных фигурных впадинах наружного опорного кольца. 4. Многопозиционный станок по любому из пп. 1-3, отличающийся тем, что в зависимости от количества фиксированных позиций поворотной платформы при повороте последней на 360 опорные кольца выполнены с разным количеством выступов, а именно 360, или 120, или 72. 5. Многопозиционный станок по п. 1 или 2, отличающийся тем, что выступы выполнены в виде фасонных торцовых зубьев, расположенных на торцовой поверхности опорных колец, и имеют прямоугольный или -образный профиль, причем фасонные торцовые зубья -образного профиля выполнены треугольными с углом профиля при вершине зуба,равным 90, или с любым углом профиля при вершине зуба. 6. Многопозиционный станок по п. 1, отличающийся тем, что механизм для смыкания-размыкания опорных колец выполнен в виде комбинированного гидроцилиндра, корпус которого расположен с возможностью перемещения внутри червячного колеса и одновременно относительно штока, расположенного внутри корпуса, причем шток неподвижно закреплен по оси вращения поворотной платформы в основании стола, при этом корпус посредством кинематически взаимодействующих между собой элементов конструкции связан с поворотной платформой и имеет возможность вращения совместно с червячным колесом и поворотной платформой относительно штока.(56) 1. А.с. СССР 914237, МПК 23 3/157,23 37/00, 1980. 2. Центр обрабатывающий горизонтальный с ЧПУ модели ГДТ 500-02-40. Руководство по эксплуатации ГДТ 500-02-40.000.00. ОООРЭ. Ч. 1. - С. 5.2, 5.3, 5.4, 5.5, 5.6, 6,17, 6.18,6.19, 6.20, рис. 5.1, 6.10. - Гомель ОАО СтанкоГомель, 2011. Полезная модель относится к области машиностроения, в частности к станкостроению, а именно к производству многопозиционных станков с силовыми поворотными столами. Известен металлорежущий станок, содержащий основание, поворотный стол, расположенный на опорных элементах в центральной части последнего, вал, установленный в опорных элементах в центральной части основания соосно оси поворотного стола, стойки с силовыми головками, установленные на направляющих с возможностью радиального 2 97592013.12.30 перемещения, причем по меньшей мере одна из стоек расположена на подставке с возможностью поворота относительно поворотного стола 1. Недостатком известного металлорежущего станка является достаточно низкая точность позиционирования поворотного стола как при одностороннем, так и при двухстороннем подходе к заданной позиции. Вышеуказанный недостаток устраняется в наиболее близком по технической сущности обрабатывающем центре, содержащем станину, стойку со шпиндельной бабкой и шпинделем, инструментальный магазин с автооператором, устройство автоматической смены столов-спутников, столы-спутники, стол с поворотной платформой, устройство для поворота и фиксации поворотной платформы, выполненное в виде двух соединенных между собой упругой крутильно-жесткой муфтой соосно расположенных и размещенных в основании стола червяков, каждый из которых взаимодействует с независимым червячным колесом, расположенным в основании стола с образованием независимых червячных передач, и ЧПУ 2. Недостатком данного станка является недостаточная надежность фиксации поворотной платформы стола в заданной позиции при силовой обработке деталей, особенно при приложении усилия резания к обрабатываемой детали на максимальном плече от оси поворота поворотной платформы стола. Технической задачей предлагаемой полезной модели является повышение надежности фиксации поворотной платформы стола в заданной позиции при силовой обработке деталей. Поставленная задача достигается тем, что во многопозиционном станке, содержащем станину, стойку со шпиндельной бабкой и шпинделем, инструментальный магазин с автооператором, устройство автоматической смены столов-спутников, столы-спутники, стол с поворотной платформой, устройство для поворота поворотной платформы в виде червячной передачи, расположенной в основании стола, и устройство для фиксации поворотной платформы в заданной позиции, и ЧПУ, устройство для фиксации поворотной платформы в заданной позиции выполнено в виде разъемного комплекта опорных колец с равномерно чередующимися выступами, имеющих возможность взаимодействия друг с другом с образованием беззазорного зацепления в рабочем положении поворотной платформы и располагающихся с гарантированным зазором друг относительно друга во время поворота поворотной платформы, причем одно опорное кольцо неподвижно закреплено на поворотной платформе стола, а другое - неподвижно в основании стола, и снабжено механизмом для смыкания-размыкания опорных колец, расположенным в червячном колесе червячной передачи по оси вращения поворотной платформы и связанным с последней. Поставленная задача достигается и тем, что опорные кольца выполнены одного диаметра и расположены одно на другом, а выступы выполнены на их торцовых поверхностях, обращенных друг к другу, причем выступы одного опорного кольца размещены в ответных впадинах другого опорного кольца. Поставленная задача достигается также тем, что опорные кольца выполнены одно наружным, другое внутренним, расположенным внутри наружного и сопряженным с последним, при этом выступы наружного опорного кольца выполнены фигурными на внутренней его поверхности с образованием фигурных впадин между последними, а выступы внутреннего опорного кольца - фигурными на наружной его поверхности с образованием также фигурных впадин между последними, при этом фигурные выступы наружного опорного кольца размещены в ответных фигурных впадинах внутреннего опорного кольца, а фигурные выступы внутреннего опорного кольца размещены в ответных фигурных впадинах наружного опорного кольца. Поставленная задача достигается также и тем, что в зависимости от количества фиксированных позиций поворотной платформы при повороте последней на 360 опорные кольца выполнены с разным количеством выступов. Поставленная задача достигается и тем, что количество 3 97592013.12.30 выступов в опорных кольцах равно или 360, или 120, или 72. Поставленная задача достигается также тем, что выступы выполнены в виде фасонных торцовых зубьев, расположенных на торцовой поверхности опорных колец. Поставленная задача достигается также и тем, что фасонные торцовые зубья выполнены с прямоугольным или с -образным профилем. Поставленная задача достигается и тем, что фасонные торцовые зубья -образного профиля выполнены треугольными с углом профиля при вершине зуба равным 90 или с любым углом профиля при вершине зуба. Поставленная задача достигается также тем, что фигурные выступы выполнены с прямоугольным или с -образным профилем. Поставленная задача достигается также и тем, что механизм для смыкания-размыкания опорных колец выполнен в виде комбинированного гидроцилиндра, корпус которого расположен с возможностью перемещения внутри червячного колеса и одновременно относительно штока, расположенного внутри корпуса, причем шток неподвижно закреплен по оси вращения поворотной платформы в основании стола, при этом корпус посредством кинематически взаимодействующих между собой элементов конструкции связан с поворотной платформой и имеет возможность вращения совместно с червячным колесом и поворотной платформой относительно штока. На фиг. 1 изображен предлагаемый многопозиционный станок, вид спереди на фиг. 2 вид А на фиг. 1, вид сверху на многопозиционный станок фиг. 3 - вид Б на фиг. 1, вид сбоку на многопозиционный станок (ограждение станка условно не показано) на фиг. 4 вид В на фиг. 3 на фиг. 5 - разрез Г-Г на фиг. 4 на фиг. 6 - выносной элемент Т на фиг. 5(вариант исполнения опорных колец) на фиг. 7 - вид Д на фиг. 5 (вариант исполнения фасонных торцовых зубьев с -образным профилем, развертка) на фиг. 8 - выносной элементна фиг. 7 (вариант исполнения фасонных торцовых зубьев с прямоугольным профилем, развертка) на фиг. 9 - вид Е на фиг. 6 на фиг. 10 - разрез К-К на фиг. 6 (вариант исполнения фигурных выступов с -образным профилем, развертка) на фиг. 11 - выносной элементна фиг. 7 (вариант исполнения фигурных выступов с прямоугольным профилем, развертка). Многопозиционный станок (фиг. 1, 2 и 3) содержит станину 1, стойку 2 со шпиндельной бабкой 3 и шпинделем 4, инструментальный магазин 5 с автооператором 6, устройство автоматической смены столов-спутников 7, столы-спутники 8, стол 9, ограждение 10 и ЧПУ (на фигурах не показано). Стол 9 (фиг. 4 и 5) состоит из поворотной платформы 11,расположенной на основании 12, устройства 13 для поворота поворотной платформы 11 размещенного в основании 12, и устройства 14 для фиксации поворотной платформы 11 в заданной позиции, расположенного также в основании 12. Устройство 13 для поворота поворотной платформы 11 выполнено в виде червячной передачи, состоящей из червяка 15,сопряженного с червячным колесом 16. Одновременно червяк 15 посредством муфты 17 соединен с приводом его вращения, выполненным в виде электродвигателя 18. Устройство 14 для фиксации поворотной платформы 11 в заданной позиции выполнено в виде разъемного комплекта фиксирующих деталей, состоящего, например, из опорных колец 19 и 20 (представляющих собой в сомкнутом виде единое целое), и механизма для смыканияразмыкания 21 последних. При этом опорные кольца 19 и 20 выполнены с равномерно чередующимися выступами 22 и 23 соответственно, имеющими возможность взаимодействия друг с другом с образованием беззазорного зацепления в рабочем (неподвижном) положении поворотной платформы 11 и располагающимися с гарантированным зазором друг относительно друга (друг над другом) во время поворота последней (при установочном положении). Причем, например, опорное кольцо 19 неподвижно закреплено на поворотной платформе 11 стола 9, а опорное кольцо 20 - неподвижно в основании 12 стола 9. Кроме того, механизм для смыкания-размыкания 21 опорных колец 19 и 20 расположен в червячном колесе 16 по оси вращения поворотной платформы 11 и связан с последней и основанием 12 стола 9. В зависимости от конкретных условий эксплуатации опорные 4 97592013.12.30 кольца 19 и 20 могут быть выполнены одного диаметра и расположены одно на другом и выступы 22 и 23 последних выполнены на их торцовых поверхностях, обращенных друг к другу, причем выступы 22 опорного кольца 19 размещены в ответных впадинах 24 опорного кольца 20, а выступы 23 опорного кольца 20 размещены в ответных впадинах 25 опорного кольца 19 (фиг. 7 и 8). В зависимости от конкретных условий эксплуатации и от конструктивных особенностей стола 9 опорные кольца 19 и 20 могут быть выполнены одно, например, 20 - наружным, другое 19 - внутренним, расположенным внутри опорного кольца 19 и сопряженным с последним (фиг. 6 и 9). При этом опорное кольцо 20 выполнено с фигурными выступами 26 на внутренней его поверхности с образованием фигурных впадин 27, а опорное кольцо 19 выполнено с фигурными выступами 28 на наружной поверхности последнего с образованием фигурных впадин 29. Причем фигурные выступы 26 опорного кольца 20 расположены в ответных фигурных впадинах 29 опорного кольца 19, а фигурные выступы 28 опорного кольца 19 размещены в ответных фигурных впадинах 27 опорного кольца 20 (фиг. 9, 10 и 11). В зависимости от конкретных условий эксплуатации, а именно от количества требуемых фиксированных позиций поворотной платформы 11 при повороте последней на 360 относительно основания 12 стола 9, опорные кольца 19 и 20 могут быть выполнены с разным количеством выступов 22 и 23 или 26 и 28, а именно 360 шт. при фиксации поворотной платформы 11 в 360 позициях через 1 120 шт. при фиксации поворотной платформы 11 в 120 позициях через 3 72 шт. при фиксации поворотной платформы 11 в 72 позициях через 5. Также в зависимости от конкретных условий эксплуатации выступы 22 и 23 опорных колец 19 и 20 могут быть выполнены в виде фасонных торцовых зубьев, расположенных на торцовой поверхности последних. При этом выступы 22 и 23 в виде фасонных торцовых зубьев могут быть выполнены с прямоугольным или с -образным профилем (фиг. 7 и 8). В частности, фасонные торцовые зубья -образного профиля выполнены треугольными с углом профиля при вершине зуба, равным 90. В зависимости от конкретных условий эксплуатации фасонные торцовые зубья -образного профиля могут быть выполнены треугольными с любым требуемым углом профиля при вершине зуба. Кроме того, в зависимости от конкретных условий эксплуатации фигурные выступы 26 и 28 опорных колец 20 и 19 могут быть выполнены с прямоугольным или с -образным профилем (фиг. 10 и 11). Механизм для смыканияразмыкания 21 опорных колец 19 и 20 выполнен в виде комбинированного гидроцилиндра 30, составной корпус 31 которого расположен с возможностью перемещения внутри червячного колеса 16 и одновременно относительно штока 32, расположенного внутри составного корпуса 31. При этом составной корпус 31 комбинированного гидроцилиндра 30 посредством шпонки 33 связан с червячным колесом 16 и имеет возможность совместного вращения с последним. Шток 32 комбинированного гидроцилиндра 30 посредством установочного стакана 34 со стопорным кольцом неподвижно закреплен в основании 12 стола 9 по оси вращения поворотной платформы 11. Одновременно шток 32 комбинированного гидроцилиндра 30 соединен с распределительным фланцем 35 для подвода энергоносителя, например технического масла, к комбинированному гидроцилиндру 30. При этом в штоке 32 комбинированного гидроцилиндра 30 выполнены подводящие каналы 36 и 37 для подвода технического масла в полости 38 и 39, образованные составным корпусом 31 и штоком 32. В распределительном фланце 35 также выполнены подводящие каналы 40 и 41 (на фиг. 5 показано условно), которые соединены с соответствующими подводящими каналами 36 и 37 штока 32 комбинированного гидроцилиндра 30. При этом в полости 39 комбинированного гидроцилиндра 30 установлен упорный подшипник 42, базирующийся в составном корпусе 31 последнего. Червячное колесо 16 посредством центрирующей обоймы с подшипником 43 смонтировано в основании 12 стола 9 с возможностью вращения относительно последнего. При этом червячное колесо 16 совместно с корпусом 31 комбинированного гидроцилиндра 30 5 97592013.12.30 имеет возможность вращения относительно и штока 32 комбинированного гидроцилиндра 30. Кроме того, составной корпус 31 комбинированного гидроцилиндра 30 посредством кинематически взаимодействующих между собой элементов конструкции, например опорной плиты 44, прижимного кольца 45, торцовой шпонки 46, связан с поворотной платформой 11, которая также имеет возможность вращения (при установочном положении, при котором опорные кольца 19 и 20 разомкнуты) относительно штока 32 комбинированного гидроцилиндра 30, а следовательно, и основания 12 стола 9. Многопозиционный станок работает следующим образом. В первоначальный момент раздвигаются, например, вручную двери ограждения 10 со стороны зоны загрузки заготовок (на фигурах не показано) и заготовка (на фигурах не показана) устанавливается на стол-спутник 8, находящийся на устройстве автоматической смены столов-спутников 7 в зоне загрузки и закрепляется. Второй стол-спутник 8 в это время установлен посредством устройств для базирования и фиксации (на фигурах показано схематично) на поворотной платформе 11 стола 9, находящегося в рабочем положении в зоне обработки. По команде, например, с ЧПУ (на фигурах не показано) стол 9 со столом-спутником 8 приходит в точку смены столов-спутников (на фигурах не показано) и фиксируется. Далее, по команде с ЧПУ посредством устройства автоматической смены столов-спутников 7 производится автоматическая смена столов-спутников 8 и на стол 9 устанавливается стол-спутник 8 с установленной на нем заготовкой. Второй стол-спутник 8 приходит в это время в зону загрузки, где на него устанавливают и закрепляют соответствующую заготовку (на фигурах не показано), и двери ограждения 10 закрываются. Одновременно с этим, например, по программе с ЧПУ стол 9 со столом-спутником 8 и заготовкой приходит в зону обработки, в шпиндель 4 из устройства автоматической смены инструмента 5 посредством автооператора 6 устанавливается требуемый инструмент(на фигурах не показано) и фиксируется в нем. Далее, также по программе с ЧПУ, стойка 2 со шпиндельной бабкой 3 и установленным в шпинделе 4 инструментом подводится к столу 9 со столом-спутником 8, который с заготовкой в это время приходит в требуемую позицию обработки (на фиг. не показано). Включаются обороты шпинделя, и производится врезание инструмента в заготовку, и начинается процесс обработки последней. При этом поворотная платформа 11 со столом-спутником 8 представляет собой единое целое с основанием 12 стола 9 за счет сомкнутого комплекта фиксирующих деталей в виде опорных колец 19 и 20. Это обеспечивает стабильность положения поворотной платформы 11 со столом-спутником 8 при силовой обработке относительно стола 9 при приложении усилия резания на максимальном плече вылета от оси поворота поворотной платформы 11. В процессе обработки детали поворотная платформа 11 стола 9 с установленным на ней столом-спутником 8 и заготовкой, в зависимости от технологической программы обработки последней, может поворачиваться в любую сторону на заданный угол и фиксироваться (позиционироваться) в требуемой позиции. Так, по окончании технологического перехода обработки детали инструмент возвращается автооператором 6 в инструментальный магазин 5, а стойка 2 со шпиндельной бабкой 3 разъезжаются в исходные положения. В это же время техническое масло из гидростанции (на фигурах показана условно) по подводящим каналам 40 и 36 распределительного фланца 35 и штока 32 комбинированного гидроцилиндра 30, соответственно, поступает в полость 39 комбинированного гидроцилиндра 30. При этом корпус 31 комбинированного гидроцилиндра 30 перемешается относительно неподвижного штока 32 и червячного колеса 16 вверх до контакта с упорным подшипником 42. Одновременно с корпусом 31 комбинированного гидроцилиндра 30 посредством кинематически взаимодействующих между собой элементов конструкции, а именно опорной плиты 44, прижимного кольца 45, торцовой шпонки 46,связанных с поворотной платформой 11, последняя также перемещается вверх относительно основания 12 стола 9. Совместно с поворотной платформой 11 перемещается вверх 6 97592013.12.30 и опорное кольцо 19, выступы 22 (или фигурные выступы 28) которого выходят из зацепления с выступами 23 (или фигурными выступами 26) опорного кольца 20 и располагаются с гарантированным зазором над последними. Далее, например, по программе с ЧПУ включается электродвигатель 18 привода вращения червяка 15, который приводит во вращение червячное колесо 16 относительно основания 12 стола 9 и штока 32 комбинированного гидроцилиндра 30. При этом совместно с червячным колесом 16 начинает вращаться и корпус 31 комбинированного гидроцилиндра 30, а совместно с ним и поворотная платформа 11. Последняя поворачивается на заданный угол, например, кратный 1, 3 или 5 в зависимости от количества выступов 22 и 23 (или 26 и 28) на опорных кольцах 19 и 20 и останавливается. В это же время техническое масло из гидростанции (на фигурах показана условно) по подводящим каналам 41 и 37 распределительного фланца 35 и штока 32 комбинированного гидроцилиндра 30 соответственно поступает в полость 38 комбинированного гидроцилиндра 30. При этом корпус 31 комбинированного гидроцилиндра 30 перемешается относительно неподвижного штока 32 и червячного колеса 16 вниз,одновременно перемещая с собой посредством кинематически взаимодействующих между собой элементов конструкции, а именно, опорной плиты 44, прижимного кольца 45,торцовой шпонки 46, связанных с поворотной платформой 11, поворотную платформу 11 с опорным кольцом 19 до контакта последнего с опорным кольцом 20, расположенным на основании 12 стола 9. В это время выступы 22 (или фигурные выступы 28) опорного кольца 19 располагаются в ответных впадинах 24 (или в фигурных впадинах 27) опорного кольца 20, а выступы 23 (или фигурные выступы 26) опорного кольца 20 размещаются в ответных впадинах 25 (или в фигурных впадинах 29) опорного кольца 19, образуя между собой беззазорное зацепление (соединение). При этом обеспечивается точность и стабильность позиционирования при двухстороннем подходе поворотной платформы 11 стола 9 к одной и той же позиции (точке), что особо важно при обработке высокоточных деталей. Далее, например, по программе с ЧПУ в шпиндель 4 из устройства автоматической смены инструмента 5 посредством автооператора 6 устанавливается требуемый инструмент для дальнейшей обработки (на фигурах не показано) и фиксируется в нем. Затем, также по программе с ЧПУ, стойка 2 со шпиндельной бабкой 3 и установленным в шпинделе 4 новым инструментом подводится к столу9 со столом-спутником 8 с частично обработанной заготовкой, расположенному в зоне обработки (на фигурах не показано). Включаются обороты шпинделя, и производится врезание нового инструмента в заготовку (частично обработанную деталь), и процесс обработки последней продолжается. В процессе обработки детали поворотная платформа 11 стола 9 со столом-спутником 8 и обрабатываемой деталью, в зависимости от конфигурации самой детали и требований к ее обрабатываемым поверхностям, может несколько раз поворачиваться в одну или другую сторону и фиксироваться (позиционироваться) в требуемых позициях. При полном окончании обработки детали последний инструмент возвращается автооператором 6 в инструментальный магазин 5, стойка 2 со шпиндельной бабкой 3 разъезжаются в исходные положения, а стол 9 с поворотной платформой 10 и столом-спутником 8 с обработанной деталью перемещается, например, по команде с ЧПУ в позицию смены. После осуществления всех необходимых операций по обработке детали и установке новой заготовки производится повторная смена столов-спутников 8. После осуществления смены столовспутников 8 стол-спутник 8 с вновь установленной заготовкой перемещается, например,по команде с ЧПУ в зону обработки, где производится ее обработка. Со стола-спутника 8 с обработанной деталью последняя снимается и на ее место устанавливается новая заготовка и закрепляется. Далее процесс повторяется. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 10
МПК / Метки
МПК: B23Q 3/157
Метки: многопозиционный, станок
Код ссылки
<a href="https://by.patents.su/10-u9759-mnogopozicionnyjj-stanok.html" rel="bookmark" title="База патентов Беларуси">Многопозиционный станок</a>
Многопозиционный захват изделий, преимущественно радиодеталей
Номер патента: 282
Опубликовано: 30.12.1994
Автор: Ремов Л. М.
МПК: H05K 13/04, H01G 13/00
Метки: преимущественно, захват, радиодеталей, изделий, многопозиционный
Текст:
...ориентации деталей 19 и пазами 24, для входа зажимов 7 в слой сориентированных радиодеталей 19. .Устройство транспортирующейо механизма, с которым предлагаемый захват может выполнять загрузку, перемещение и выгрузку(не показан) транспортирующий диск 25, к которому захват крепится винтами 26, и кулачок 27, связанный с приводом,Многопозиционный захват втзделий, преимущественно радиодеталей, работает следующим образом. При нажатии кулачка 27 на...
Многоцелевой станок
Номер патента: 12164
Опубликовано: 30.08.2009
Авторы: Обухов Александр Николаевич, Игнатович Владимир Сергеевич, Сосновский Владимир Викторович
МПК: B23Q 39/00, B23Q 3/157
Метки: многоцелевой, станок
Текст:
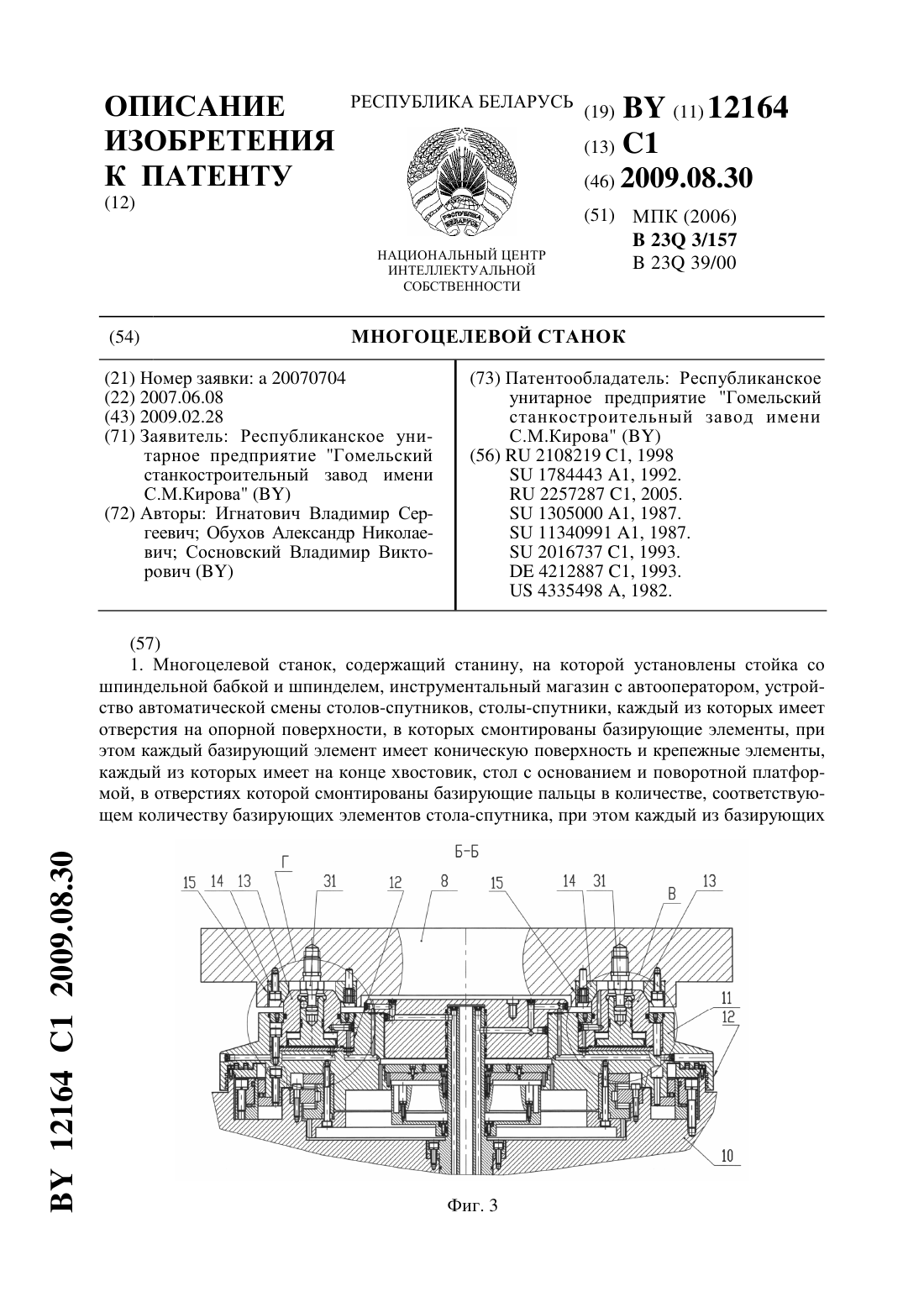
...через кото 4 12164 1 2009.08.30 рые последний подводится к каждому базирующему пальцу 13. В зависимости от конкретных условий эксплуатации, например, в сильно запыленной среде, для исключения попадания технической пыли в осевую проточку 27 штока 26 каждого из базирующих пальцев 13, в последней размещен с возможностью перемещения подпружиненный пружиной 33 стакан 34, с которым взаимодействует захватная головка 30 каждого крепежного...
Многооперационный станок
Номер патента: 16948
Опубликовано: 30.04.2013
Авторы: Сосновский Владимир Викторович, Резник Сергей Васильевич, Обухов Александр Николаевич, Игнатович Владимир Сергеевич
МПК: B23Q 3/157, B23Q 39/04
Метки: станок, многооперационный
Текст:
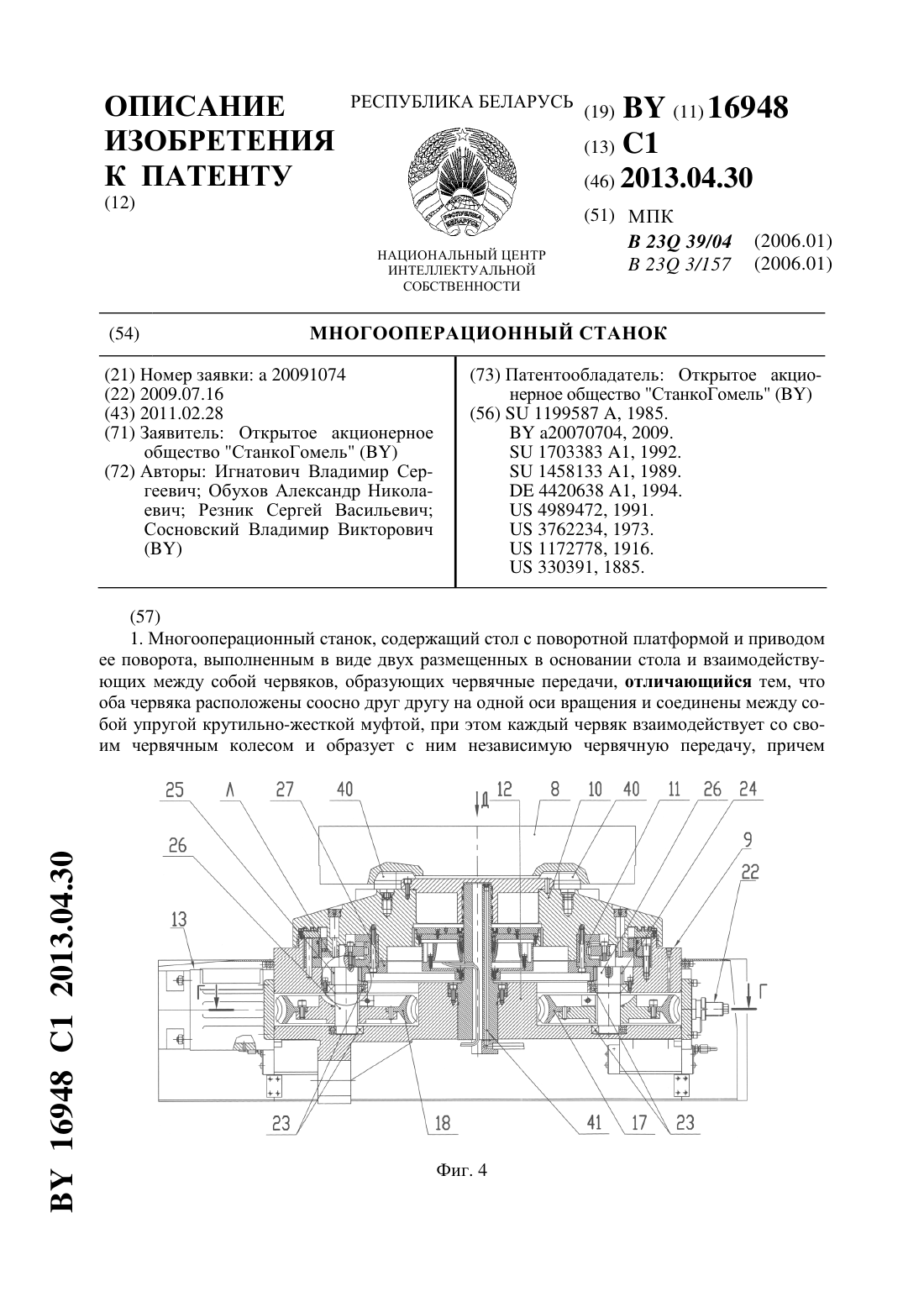
...соединены соответственно с правой 24 и левой 25 зубчатыми шестернями, например,при помощи валов 26. Причем правая зубчатая шестерня 24 взаимодействует с зубчатым колесом 27, жестко смонтированным в поворотной платформе 10, и образует с последним зубчатую передачу, а левая зубчатая шестерня 25 также взаимодействует с зубчатым колесом 27 и тоже образует с ним зубчатую передачу. Для исключения бокового зазора в правой и левой зубчатых...
Автоматизированный кругошлифовальный центровой станок

Номер патента: U 5029
Опубликовано: 28.02.2009
Автор: Рык Станислав Петрович
МПК: B24B 5/00
Метки: центровой, автоматизированный, кругошлифовальный, станок
Текст:
...с деталью до упора ее торцевой поверхности в осевой ограничитель на величину, где а - зазор между торцевой поверхностью детали и осевым ограничителем, - величина захода центра бабки изделия в деталь,- требуемый зазор между левым тор 2 50292009.02.28 цем детали и центром бабки изделия, необходимый для выгрузки детали поворотными захватами. Полезная модель поясняется чертежами, где на фиг. 1 изображен вид сверху на зону обработки станка, на...
Станок для безотходной резки и правки круглого проката
Номер патента: U 8895
Опубликовано: 30.12.2012
Авторы: Игнатович Владимир Сергеевич, Сосновский Владимир Викторович, Резник Сергей Васильевич
МПК: B21C 47/22, B21C 47/00, B21C 19/00...
Метки: правки, станок, проката, резки, безотходной, круглого
Текст:
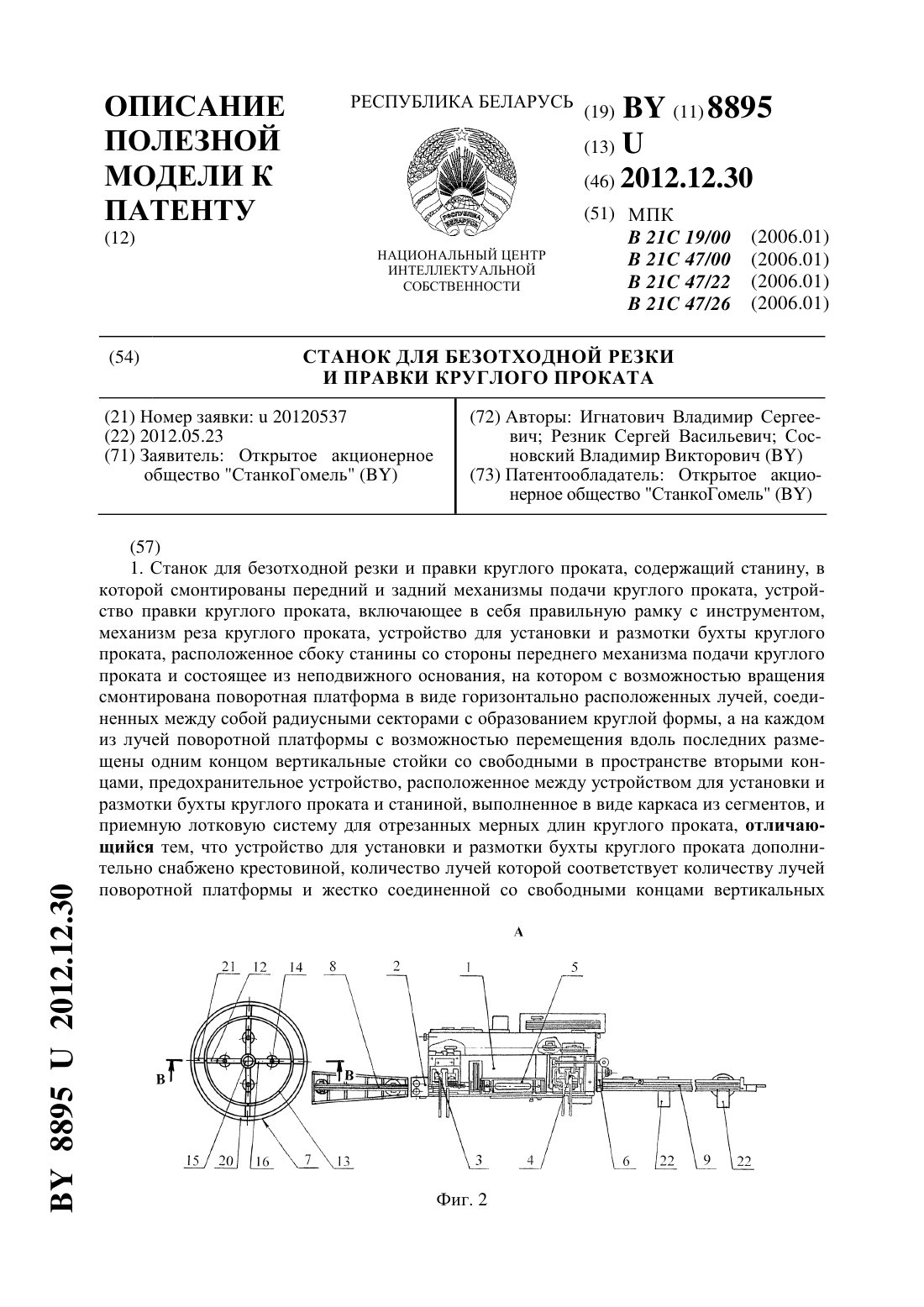
...устройство, расположенное между устройством для установки и размотки бухты круглого проката и станиной, выполненное в виде каркаса из сегментов, и приемную лотковую систему для отрезанных мерных длин круглого проката, расположенную сбоку станины со стороны механизма реза круглого проката, устройство для установки и размотки бухты круглого проката дополнительно снабжено крестовиной, количество лучей которой соответствует количеству...
Предыдущий патент: Многофункциональный станок
Следующий патент: Многоцелевой станок с устройством автоматической смены инструмента
Случайный патент: Способ дезинфекции герметичного оборудования