Многофункциональный станок
Номер патента: U 9758
Опубликовано: 30.12.2013
Авторы: Денисов Сергей Алексеевич, Игнатович Владимир Сергеевич, Резник Сергей Васильевич, Чернейко Иван Федорович
Текст
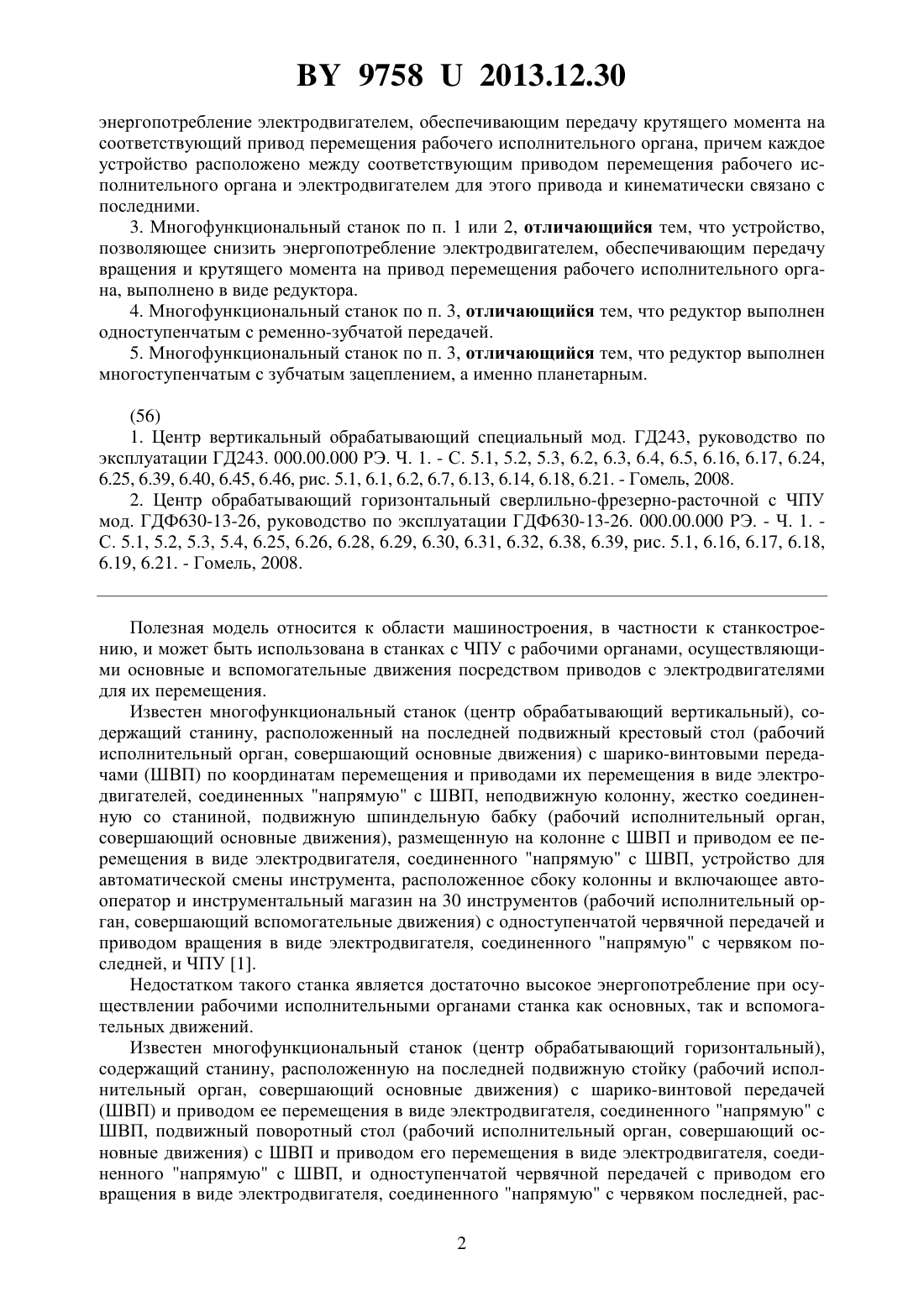
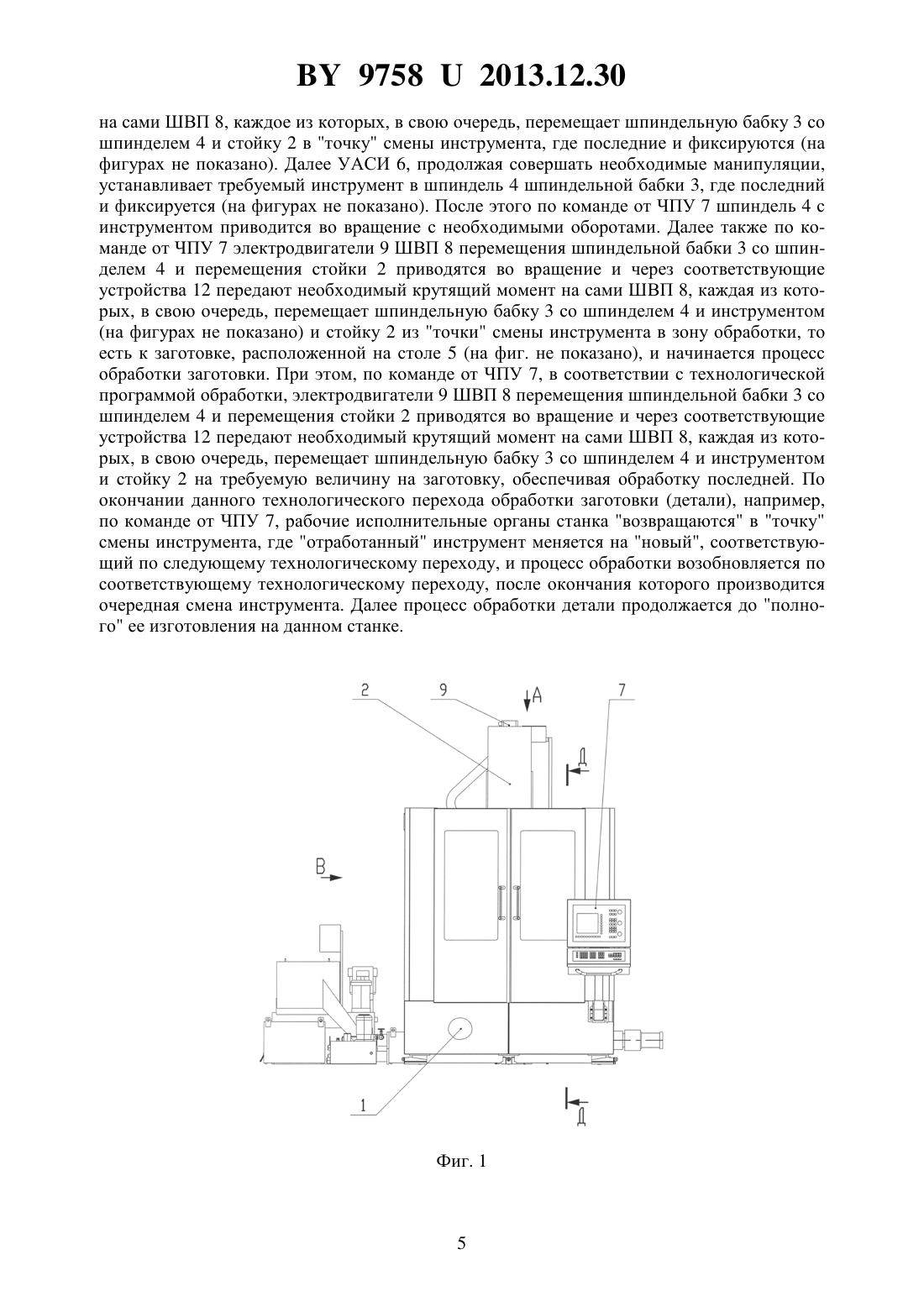
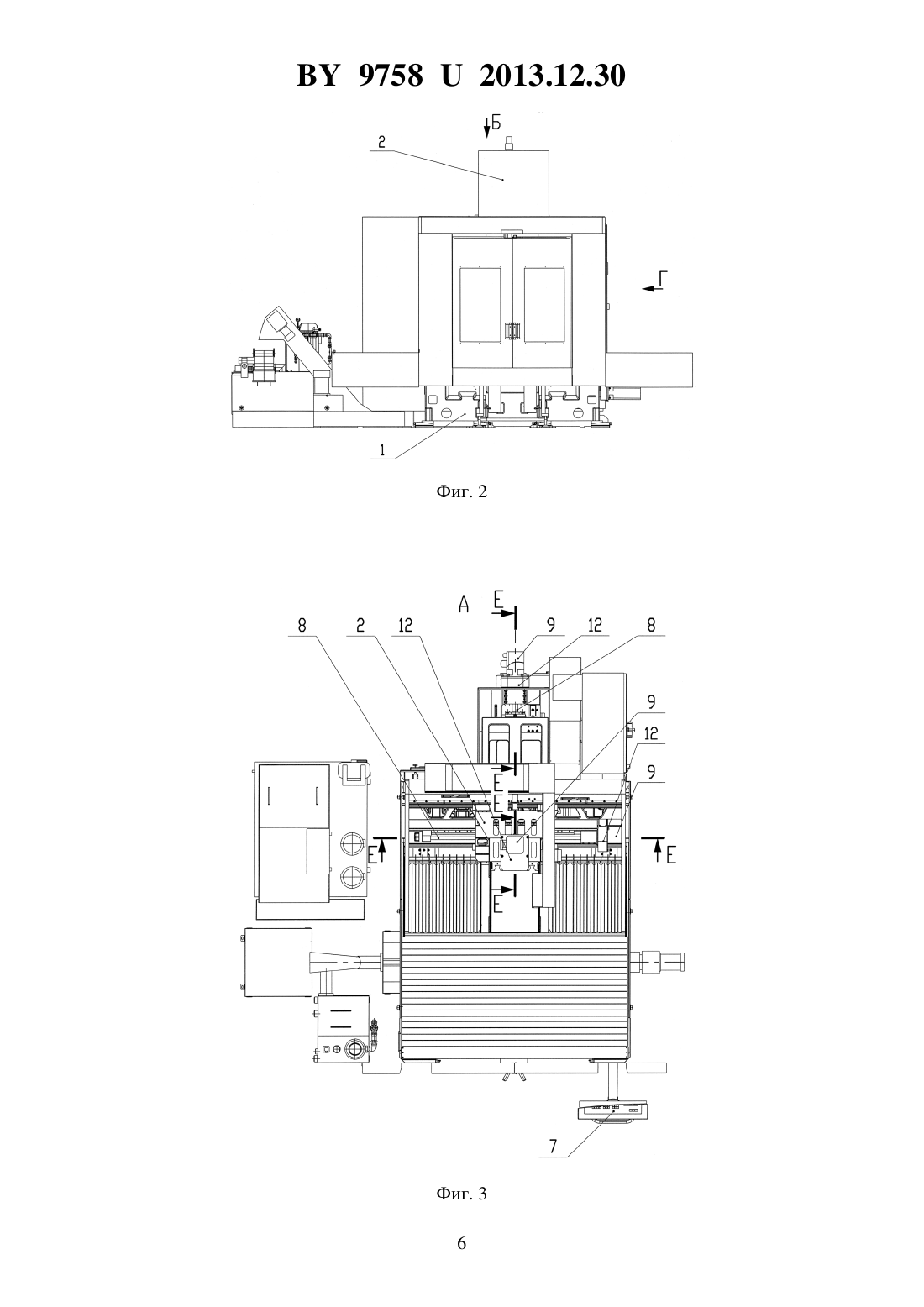
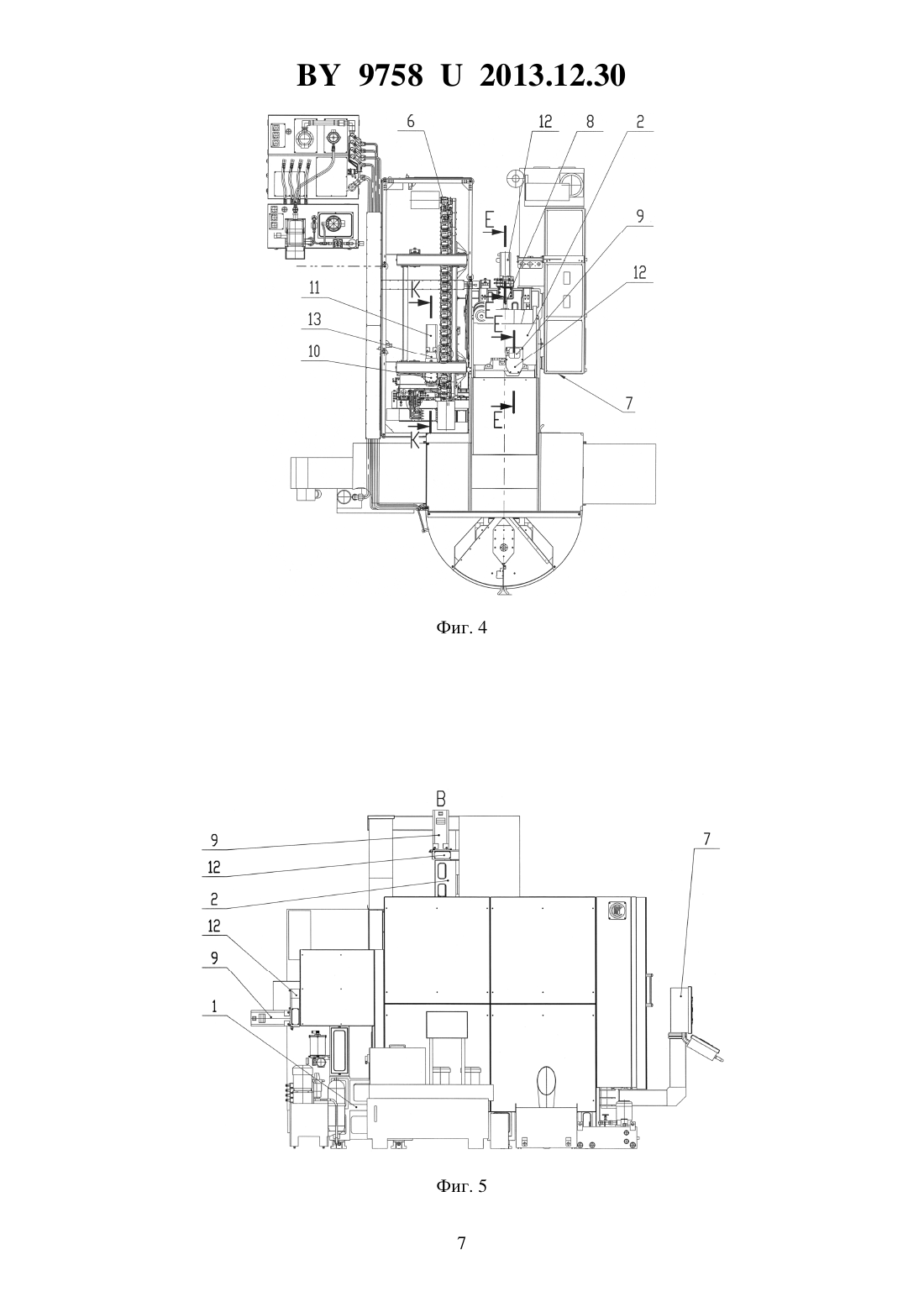
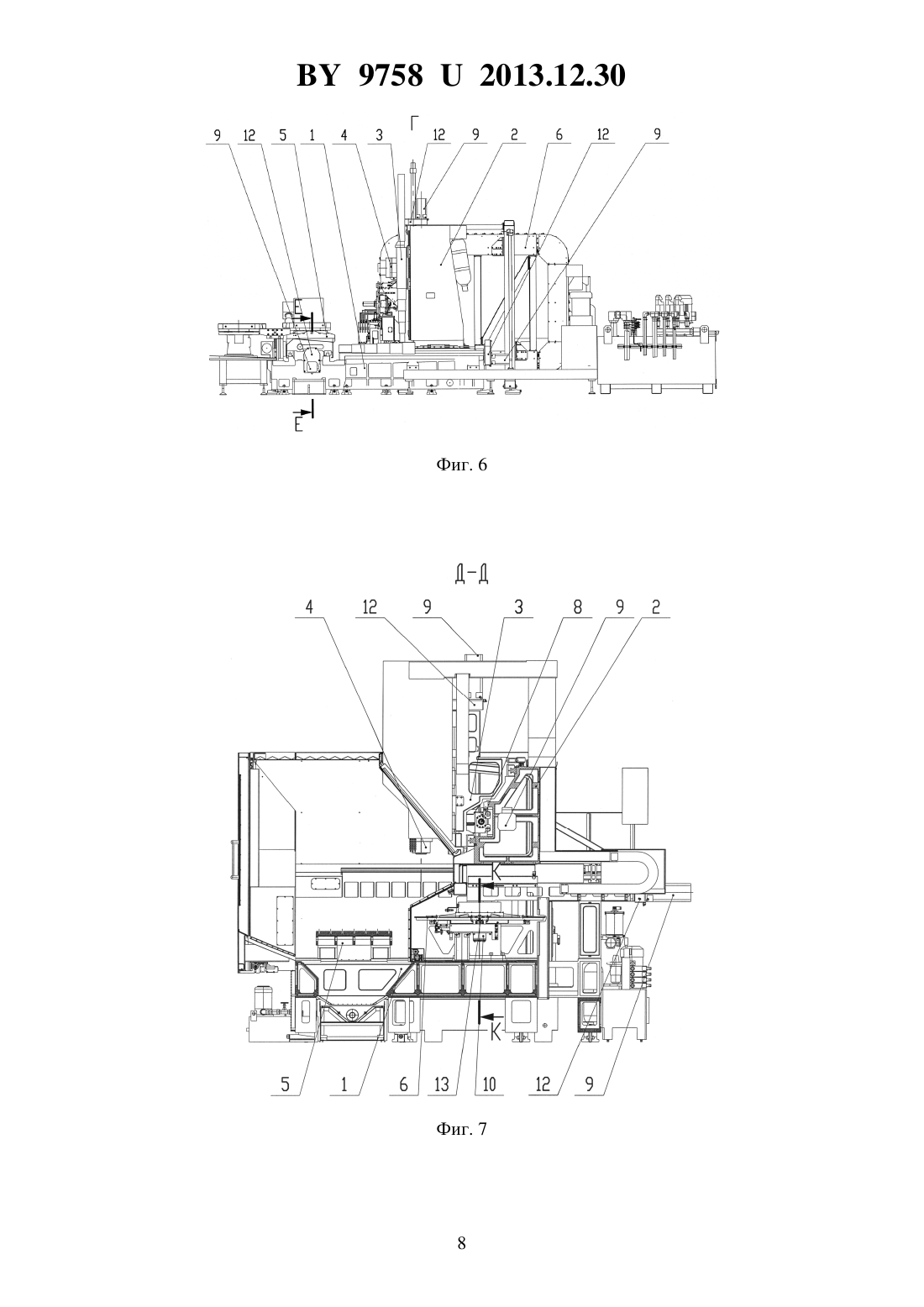
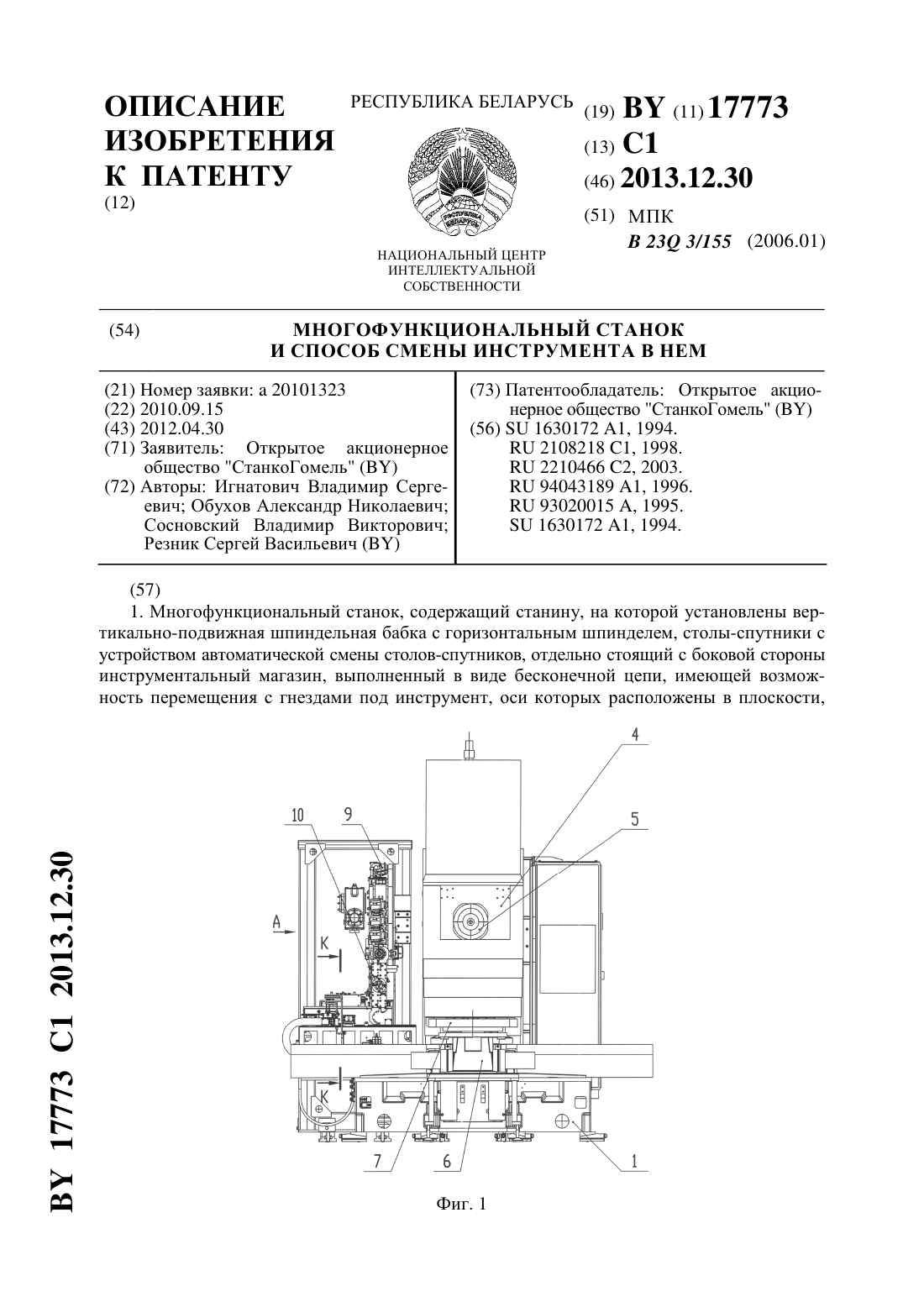
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Открытое акционерное общество СтанкоГомель(72) Авторы Игнатович Владимир Сергеевич Резник Сергей Васильевич Денисов Сергей Алексеевич Чернейко Иван Федорович(73) Патентообладатель Открытое акционерное общество СтанкоГомель(57) 1. Многофункциональный станок, содержащий станину, рабочие исполнительные органы, осуществляющие основные и вспомогательные движения на станке, приводы для перемещения рабочих исполнительных органов, электродвигатели, связанные с приводами для перемещения рабочих исполнительных органов и обеспечивающие передачу вращения и крутящего момента на последние, и ЧПУ, отличающийся тем, что хотя бы один из приводов для перемещения рабочих исполнительных органов, осуществляющих основные или вспомогательные движения, дополнительно снабжен устройством, позволяющим снизить энергопотребление электродвигателем, обеспечивающим передачу вращения и крутящего момента на данный привод перемещения рабочего исполнительного органа,причем устройство расположено между приводом перемещения рабочего исполнительного органа и электродвигателем и кинематически связано с последними. 2. Многофункциональный станок по п. 1, отличающийся тем, что каждый из приводов для перемещения рабочих исполнительных органов, осуществляющих основные или вспомогательные движения, дополнительно снабжен устройством, позволяющим снизить 97582013.12.30 энергопотребление электродвигателем, обеспечивающим передачу крутящего момента на соответствующий привод перемещения рабочего исполнительного органа, причем каждое устройство расположено между соответствующим приводом перемещения рабочего исполнительного органа и электродвигателем для этого привода и кинематически связано с последними. 3. Многофункциональный станок по п. 1 или 2, отличающийся тем, что устройство,позволяющее снизить энергопотребление электродвигателем, обеспечивающим передачу вращения и крутящего момента на привод перемещения рабочего исполнительного органа, выполнено в виде редуктора. 4. Многофункциональный станок по п. 3, отличающийся тем, что редуктор выполнен одноступенчатым с ременно-зубчатой передачей. 5. Многофункциональный станок по п. 3, отличающийся тем, что редуктор выполнен многоступенчатым с зубчатым зацеплением, а именно планетарным.(56) 1. Центр вертикальный обрабатывающий специальный мод. ГД 243, руководство по эксплуатации ГД 243. 000.00.000 РЭ. Ч. 1. - С. 5.1, 5.2, 5.3, 6.2, 6.3, 6.4, 6.5, 6.16, 6.17, 6.24,6.25, 6.39, 6.40, 6.45, 6.46, рис. 5.1, 6.1, 6.2, 6.7, 6.13, 6.14, 6.18, 6.21. - Гомель, 2008. 2. Центр обрабатывающий горизонтальный сверлильно-фрезерно-расточной с ЧПУ мод. ГДФ 630-13-26, руководство по эксплуатации ГДФ 630-13-26. 000.00.000 РЭ. - Ч. 1. С. 5.1, 5.2, 5.3, 5.4, 6.25, 6.26, 6.28, 6.29, 6.30, 6.31, 6.32, 6.38, 6.39, рис. 5.1, 6.16, 6.17, 6.18,6.19, 6.21. - Гомель, 2008. Полезная модель относится к области машиностроения, в частности к станкостроению, и может быть использована в станках с ЧПУ с рабочими органами, осуществляющими основные и вспомогательные движения посредством приводов с электродвигателями для их перемещения. Известен многофункциональный станок (центр обрабатывающий вертикальный), содержащий станину, расположенный на последней подвижный крестовый стол (рабочий исполнительный орган, совершающий основные движения) с шарико-винтовыми передачами (ШВП) по координатам перемещения и приводами их перемещения в виде электродвигателей, соединенных напрямую с ШВП, неподвижную колонну, жестко соединенную со станиной, подвижную шпиндельную бабку (рабочий исполнительный орган,совершающий основные движения), размещенную на колонне с ШВП и приводом ее перемещения в виде электродвигателя, соединенного напрямую с ШВП, устройство для автоматической смены инструмента, расположенное сбоку колонны и включающее автооператор и инструментальный магазин на 30 инструментов (рабочий исполнительный орган, совершающий вспомогательные движения) с одноступенчатой червячной передачей и приводом вращения в виде электродвигателя, соединенного напрямую с червяком последней, и ЧПУ 1. Недостатком такого станка является достаточно высокое энергопотребление при осуществлении рабочими исполнительными органами станка как основных, так и вспомогательных движений. Известен многофункциональный станок (центр обрабатывающий горизонтальный),содержащий станину, расположенную на последней подвижную стойку (рабочий исполнительный орган, совершающий основные движения) с шарико-винтовой передачей(ШВП) и приводом ее перемещения в виде электродвигателя, соединенного напрямую с ШВП, подвижный поворотный стол (рабочий исполнительный орган, совершающий основные движения) с ШВП и приводом его перемещения в виде электродвигателя, соединенного напрямую с ШВП, и одноступенчатой червячной передачей с приводом его вращения в виде электродвигателя, соединенного напрямую с червяком последней, рас 2 97582013.12.30 положенный на станине, подвижную шпиндельную бабку (рабочий исполнительный орган, совершающий основные движения) с ШВП и приводом ее перемещения в виде электродвигателя, соединенного напрямую с ШВП, размещенную на стойке, устройство для автоматической смены инструмента, расположенное на стойке и включающее автооператор и инструментальный магазин на 60 инструментов (рабочий исполнительный орган,совершающий вспомогательные движения) с одноступенчатой зубчатой передачей и приводом вращения в виде электродвигателя, соединенного напрямую с зубчатым колесом последней, и ЧПУ 2. Недостатком такого станка является достаточно высокое энергопотребление при осуществлении рабочими исполнительными органами станка как основных, так и вспомогательных движений. Задачей полезной модели является снижение энергопотребления станком при осуществлении рабочими исполнительными органами последнего как основных, так и вспомогательных движений, за счет уменьшения мощности электродвигателей, обеспечивающих передачу вращения и крутящего момента на рабочие исполнительные органы станка при их перемещении, при одновременном сохранении требуемого передаваемого момента на последние для обеспечения технических характеристик станка. Решение этой задачи достигается тем, что во многофункциональном станке, содержащем станину, рабочие исполнительные органы, осуществляющие основные и вспомогательные движения на станке, приводы для перемещения рабочих исполнительных органов,электродвигатели, связанные с приводами для перемещения рабочих исполнительных органов и обеспечивающие передачу вращения и крутящего момента на последние, и ЧПУ,хотя бы один из приводов для перемещения рабочих исполнительных органов, осуществляющих основные или вспомогательные движения, дополнительно снабжен устройством,позволяющим снизить энергопотребление электродвигателем, обеспечивающим передачу вращения и крутящего момента на данный привод перемещения рабочего исполнительного органа, причем устройство расположено между приводом перемещения рабочего исполнительного органа и электродвигателем и кинематически связано с последними. Решение этой задачи достигается и тем, что каждый из приводов для перемещения рабочих исполнительных органов, осуществляющих основные или вспомогательные движения, дополнительно снабжен устройством, позволяющим снизить энергопотребление электродвигателем, обеспечивающим передачу крутящего момента на соответствующий привод перемещения рабочего исполнительного органа, причем каждое устройство расположено между соответствующим приводом перемещения рабочего исполнительного органа и электродвигателем для этого привода и кинематически связано с последними. Решение этой задачи достигается также тем, что устройство, позволяющее снизить энергопотребление электродвигателем, обеспечивающим передачу вращения и крутящего момента на привод перемещения рабочего исполнительного органа, выполнено в виде редуктора. Решение этой задачи достигается также и тем, что редуктор выполнен одноступенчатым с ременно-зубчатой передачей. Решение этой задачи достигается тем, что редуктор выполнен с зубчатым зацеплением. Решение этой задачи достигается и тем, что редуктор выполнен многоступенчатым. Решение этой задачи достигается также тем, что редуктор выполнен планетарным. На фиг. 1 изображен предлагаемый многофункциональный станок (вариант исполнения - вертикальный), общий вид на фиг. 2 - предлагаемый многофункциональный станок(вариант исполнения - горизонтальный), общий вид на фиг. 3 - вид А на фиг. 1 (вид сверху на вертикальный многофункциональный станок) на фиг. 4 - вид Б на фиг. 2 (вид сверху на горизонтальный многофункциональный станок) на фиг. 5 - вид В на фиг. 1 (вид сбоку на вертикальный многофункциональный станок) на фиг. 6 - вид Г на фиг. 2 (вид сбоку на горизонтальный многофункциональный станок ограждение условно не показано) на фиг. 7 - разрез Д-Д на фиг. 1 на фиг. 8 - разрезы Е-Е на фиг. 3, 4 и 6 на фиг. 9 разрезы К-К на фиг. 4 и 7 на фиг. 10 - разрез Л-Л на фиг. 8 на фиг. 11 - разрез М-М на фиг. 9. 3 97582013.12.30 Многофункциональный станок (фиг. 1, 3, 5, 7 или 2, 4, 6) содержит станину 1, рабочие исполнительные органы, осуществляющие основные и вспомогательные движения на станке, выполненные, например, в виде стойки 2, шпиндельной бабки 3 со шпинделем 4,стола 5, устройства автоматической смены инструмента (УАСИ) 6, а также ЧПУ 7 и приводы перемещения рабочих исполнительных органов. При этом последние выполнены,например, для перемещения стойки 2 (ось координат ), шпиндельной бабки 3 со шпинделем 4 (ось координат ), стола 5 (ось координат ) (фиг. 2, 4, 6) или стойки 2 (ось координат ), шпиндельной бабки 3 со шпинделем 4 (оси координати ) (фиг. 1,3, 5, 7) (основные движения на станке), в виде шарико-винтовых передач (ШВП) 8 с электродвигателями 9, обеспечивающими передачу вращения и крутящего момента на соответствующие ШВП 8. Кроме того, привод перемещения УАСИ 6 выполнен в виде механизма перемещения 10 с электродвигателем 11, обеспечивающим передачу вращения и крутящего момента на последний (вспомогательное движение на станке). При этом хотя бы одна из ШВП 8 и/или механизм перемещения 10 дополнительно снабжены устройством 12 (фиг. 8 и 10) или устройством 13 (фиг. 9 и 11), соответственно позволяющими снизить энергопотребление электродвигателем 9 или 11, то есть мощность последних причем устройство 12 расположено между ШВП 8 и электродвигателем 9 и кинематически связано с последними, а устройство 13 расположено между механизмом перемещения 10 и электродвигателем 11 и также кинематически связано с последними. В связи с этим на станке применяются электродвигатели 9 и/или 11 пониженной мощности (по отношению к аналогичным приводам перемещения рабочих исполнительных органов без соответствующих устройства 12 и/или 13) на величину передаточного отношения соответствующего устройства 12 и/или 13. В зависимости от конкретных условий эксплуатации каждая из ШВП 8 может быть снабжена устройством 12 (фиг. 8 и 10), позволяющим снизить энергопотребление электродвигателем (мощность электродвигателя) 9 каждого из приводов перемещения рабочих исполнительных органов причем каждое устройство 12 расположено между соответственной ШВП 8 и соответствующим электродвигателем 9 и кинематически связано с последними. В зависимости от конкретных условий эксплуатации и/или конфигурации приводов перемещения рабочих исполнительных органов, а также конструктивных особенностей станка, устройства 12 или 13 могут быть выполнены в виде редукторов причем редукторы могут быть как одноступенчатыми, так и многоступенчатыми. Так, при этом устройство 12 может быть выполнено, например, в виде одноступенчатого редуктора с ременно-зубчатой передачей (фиг. 8 и 10), а устройство 13 - в виде многоступенчатого (например, двухступенчатого) редуктора с зубчатым зацеплением, в частности,например, планетарного (фиг. 9 и 11). Многофункциональный станок работает следующим образом. Рассмотрим вариант работы многофункционального станка, у которого все ШВП 8 для перемещения рабочих исполнительных органов дополнительно снабжены устройствами 12 в виде одноступенчатого редуктора с ременно-зубчатой передачей, а механизм перемещения 10 УАСИ 6 дополнительно снабжен устройством 13 в виде планетарного редуктора с зубчатым зацеплением. Так, перед началом работы станка в УАСИ 6 последнего загружается требуемый режущий инструмент, а на стол 5 устанавливается заготовка и закрепляется (на фигурах не показано). Далее от ЧПУ 7 поступает команда на начало обработки заготовки. При этом, например, производится установка инструмента, требуемого для первого технологического перехода (на фигурах не показано), в шпиндель 4 шпиндельной бабки 3. Для этого электродвигатель 11 механизма перемещения 10 УАСИ 6 приводится во вращение и через устройство 13 передает необходимый крутящий момент на сам механизм перемещения 10 УАСИ 6, которое, в свою очередь, совершая необходимые манипуляции, подготавливает требуемый инструмент для установки его в шпиндель 4 шпиндельной бабки 3. Одновременно с этим электродвигатели 9 ШВП 8, например перемещения шпиндельной бабки 3 со шпинделем 4 и перемещения стойки 2, приводятся во вращение и через соответствующие устройства 12 передают необходимый крутящий момент 4 97582013.12.30 на сами ШВП 8, каждое из которых, в свою очередь, перемещает шпиндельную бабку 3 со шпинделем 4 и стойку 2 в точку смены инструмента, где последние и фиксируются (на фигурах не показано). Далее УАСИ 6, продолжая совершать необходимые манипуляции,устанавливает требуемый инструмент в шпиндель 4 шпиндельной бабки 3, где последний и фиксируется (на фигурах не показано). После этого по команде от ЧПУ 7 шпиндель 4 с инструментом приводится во вращение с необходимыми оборотами. Далее также по команде от ЧПУ 7 электродвигатели 9 ШВП 8 перемещения шпиндельной бабки 3 со шпинделем 4 и перемещения стойки 2 приводятся во вращение и через соответствующие устройства 12 передают необходимый крутящий момент на сами ШВП 8, каждая из которых, в свою очередь, перемещает шпиндельную бабку 3 со шпинделем 4 и инструментом(на фигурах не показано) и стойку 2 из точки смены инструмента в зону обработки, то есть к заготовке, расположенной на столе 5 (на фиг. не показано), и начинается процесс обработки заготовки. При этом, по команде от ЧПУ 7, в соответствии с технологической программой обработки, электродвигатели 9 ШВП 8 перемещения шпиндельной бабки 3 со шпинделем 4 и перемещения стойки 2 приводятся во вращение и через соответствующие устройства 12 передают необходимый крутящий момент на сами ШВП 8, каждая из которых, в свою очередь, перемещает шпиндельную бабку 3 со шпинделем 4 и инструментом и стойку 2 на требуемую величину на заготовку, обеспечивая обработку последней. По окончании данного технологического перехода обработки заготовки (детали), например,по команде от ЧПУ 7, рабочие исполнительные органы станка возвращаются в точку смены инструмента, где отработанный инструмент меняется на новый, соответствующий по следующему технологическому переходу, и процесс обработки возобновляется по соответствующему технологическому переходу, после окончания которого производится очередная смена инструмента. Далее процесс обработки детали продолжается до полного ее изготовления на данном станке. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 9
МПК / Метки
МПК: B23Q 15/00, B23Q 5/00
Метки: станок, многофункциональный
Код ссылки
<a href="https://by.patents.su/9-u9758-mnogofunkcionalnyjj-stanok.html" rel="bookmark" title="База патентов Беларуси">Многофункциональный станок</a>
Многофункциональный станок и способ смены инструмента в нем
Номер патента: 17773
Опубликовано: 30.12.2013
Авторы: Обухов Александр Николаевич, Сосновский Владимир Викторович, Игнатович Владимир Сергеевич, Резник Сергей Васильевич
МПК: B23Q 3/155
Метки: инструмента, многофункциональный, смены, станок, способ, нем
Текст:
...поверхностью из одной плоскости во взаимноперпендикулярную плоскость. В свою очередь, ложемент 61 жестко закреплен в инструментальном магазине 8. При этом фигурная тяга 61 соединена с гидроцилиндром ее перемещения (на фигурах не показано), жестко смонтированным внутри инструментального магазина 8, а гнездо 9 расположено в поворотном корпусе 64 полуцилиндрической формы. Причем в позиции смены инструмента гнездо 9 жестко зафиксировано в...
Почвообрабатывающий многофункциональный агрегат
Номер патента: U 7168
Опубликовано: 30.04.2011
Авторы: Точицкий Александр Антонович, Добриян Владимир Владимирович, Шевченко Анатолий Валерьевич, Высоцкая Наталия Станиславовна, Лепёшкин Николай Данилович
МПК: A01B 49/00
Метки: агрегат, почвообрабатывающий, многофункциональный
Текст:
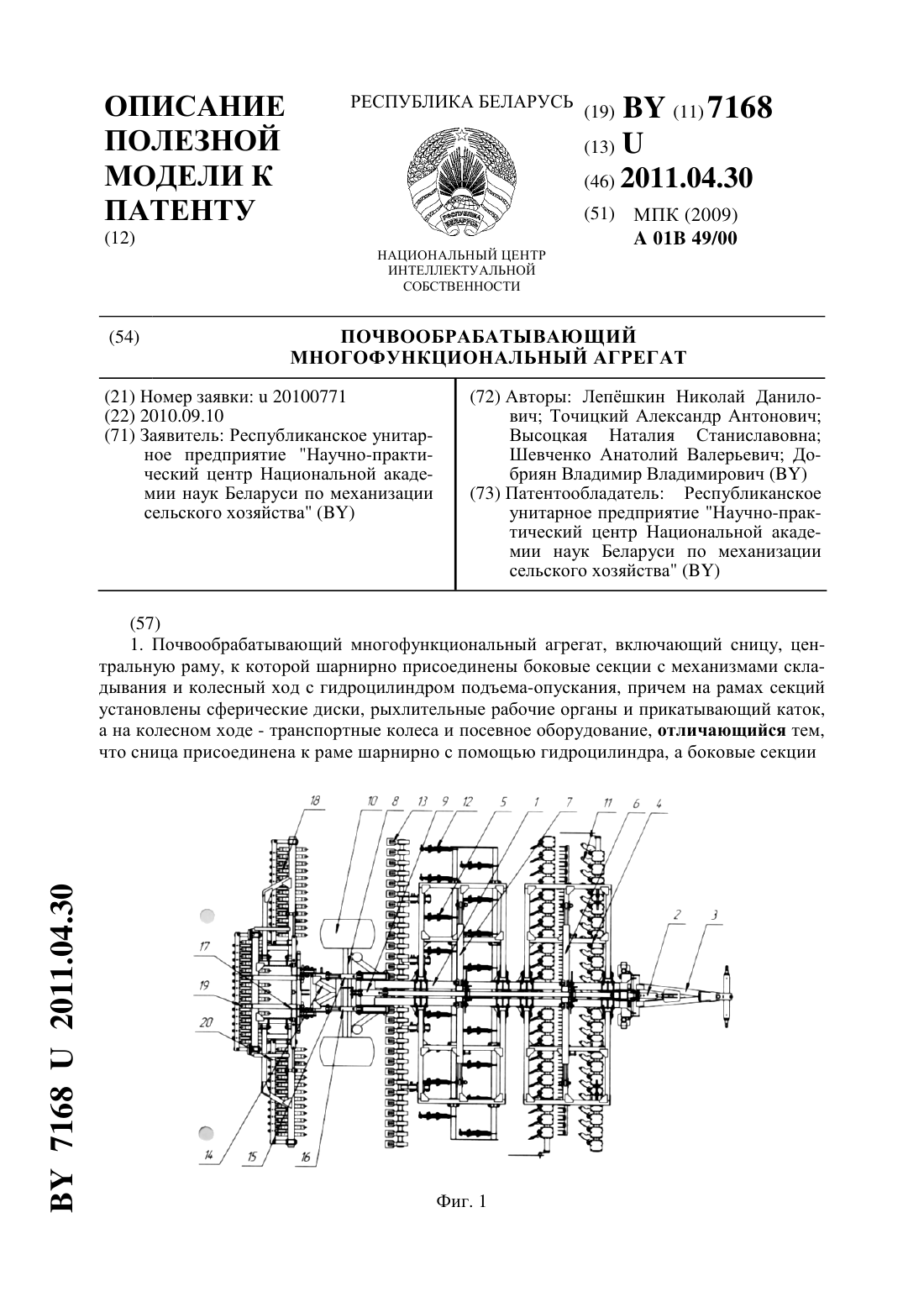
...рабочих органов или два ряда волнистых дисков, при этом колесный ход размещен за блоками рабочих органов и оборудован навесным устройством с гидроцилиндрами подъема-опускания, на котором навешены прикатывающий каток, изготовленный из трех секций, и посевное оборудование. Кроме того, за прикатывающим катком установлены загортачи. Присоединение сницы к центральной раме шарнирно с помощью гидроцилиндра позволяет в рабочем положении...
Зубодолбежный станок
Номер патента: U 3999
Опубликовано: 30.10.2007
Автор: Данилов Виктор Алексеевич
МПК: B23F 5/00
Метки: станок, зубодолбежный
Текст:
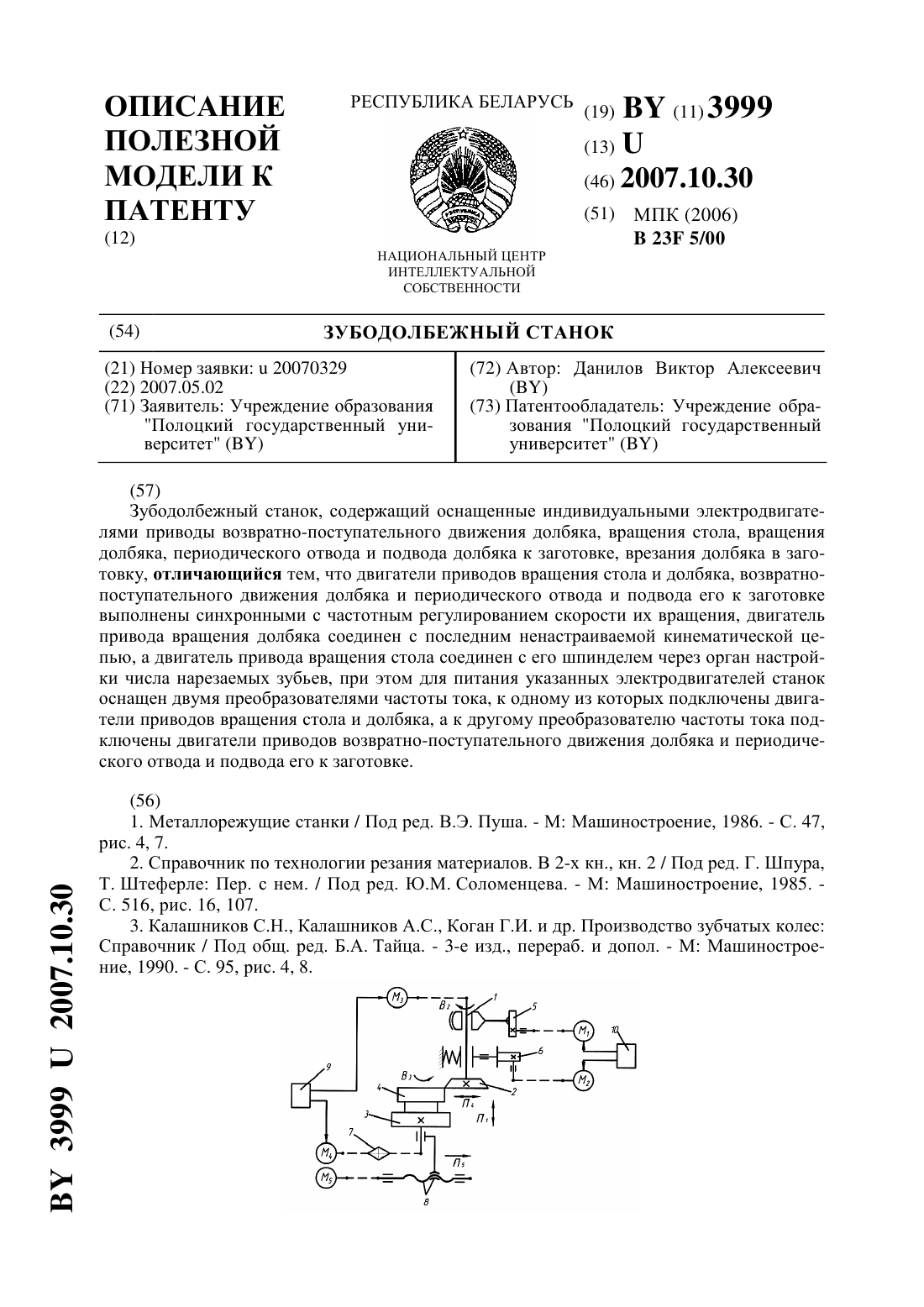
...выполнены синхронными с частотным регулированием скорости их вращения, двигатель привода вращения долбяка соединен с последним ненастраиваемой кинематической цепью, а двигатель привода вращения стола соединен с его шпинделем через орган настройки числа нарезаемых зубьев, при этом для питания указанных электродвигателей станок оснащен двумя преобразователями частоты тока, к одному из которых подключены двигатели приводов вращения стола и...
Многофункциональный неврологический молоток
Номер патента: U 8968
Опубликовано: 28.02.2013
Авторы: Олизарович Михаил Владимирович, Ремов Павел Сергеевич
МПК: A61B 17/00
Метки: молоток, многофункциональный, неврологический
Текст:
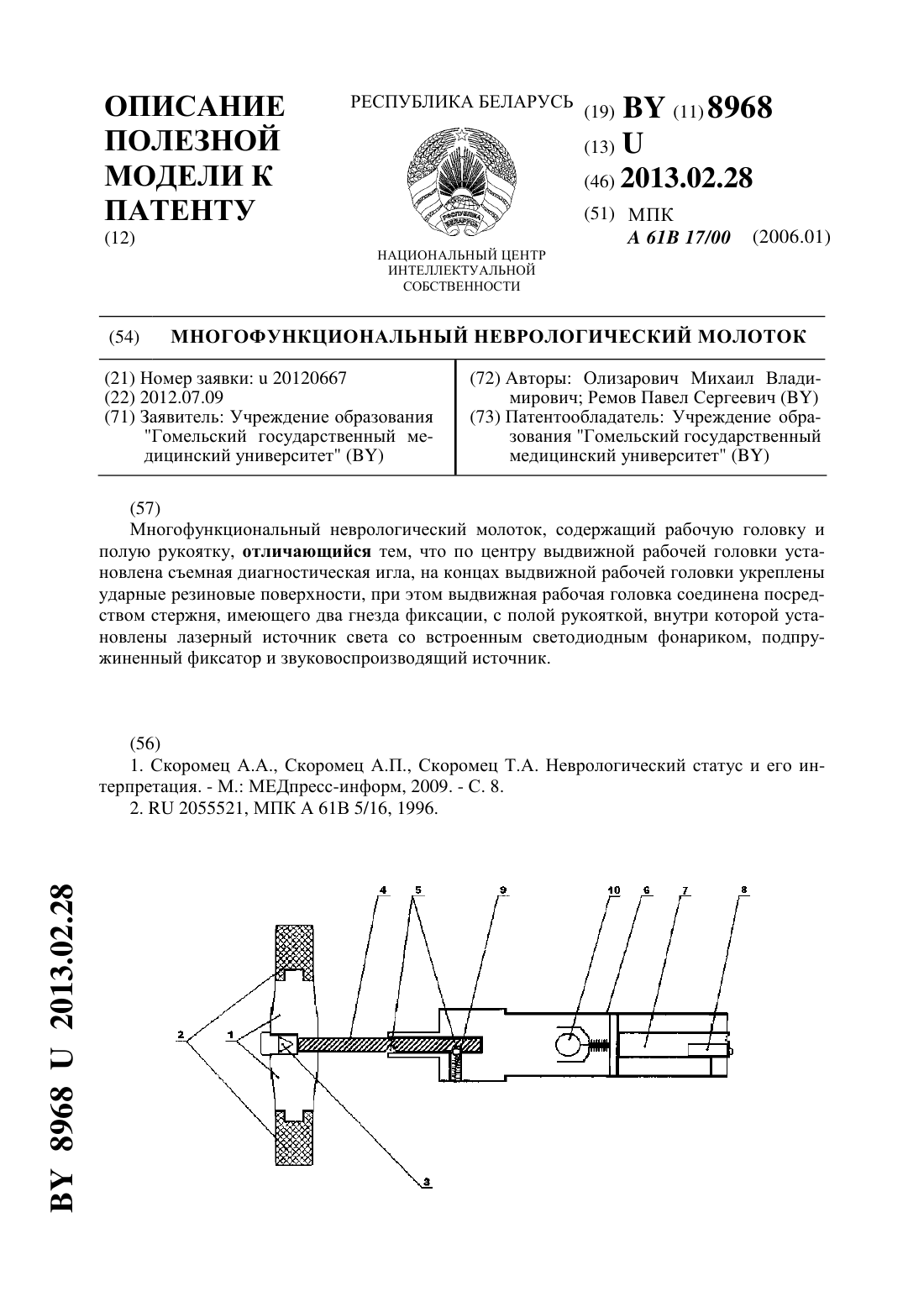
...при этом выдвижная рабочая головка соединена посредством стержня, имеющего два гнезда фиксации, с полой рукояткой, внутри которой установлены лазерный источник света со встроенным светодиодным фонариком,подпружиненный фиксатор и звуковоспроизводящий источник. На фигуре изображен общий вид предлагаемого устройства. Многофункциональный неврологический молоток содержит выдвижную рабочую головку 1, на концах выдвижной рабочей головки...
Станок для обработки винтовых поверхностей
Номер патента: U 4118
Опубликовано: 30.12.2007
Авторы: Чепурной Александр Александрович, Данилов Виктор Алексеевич
Метки: обработки, винтовых, поверхностей, станок
Текст:
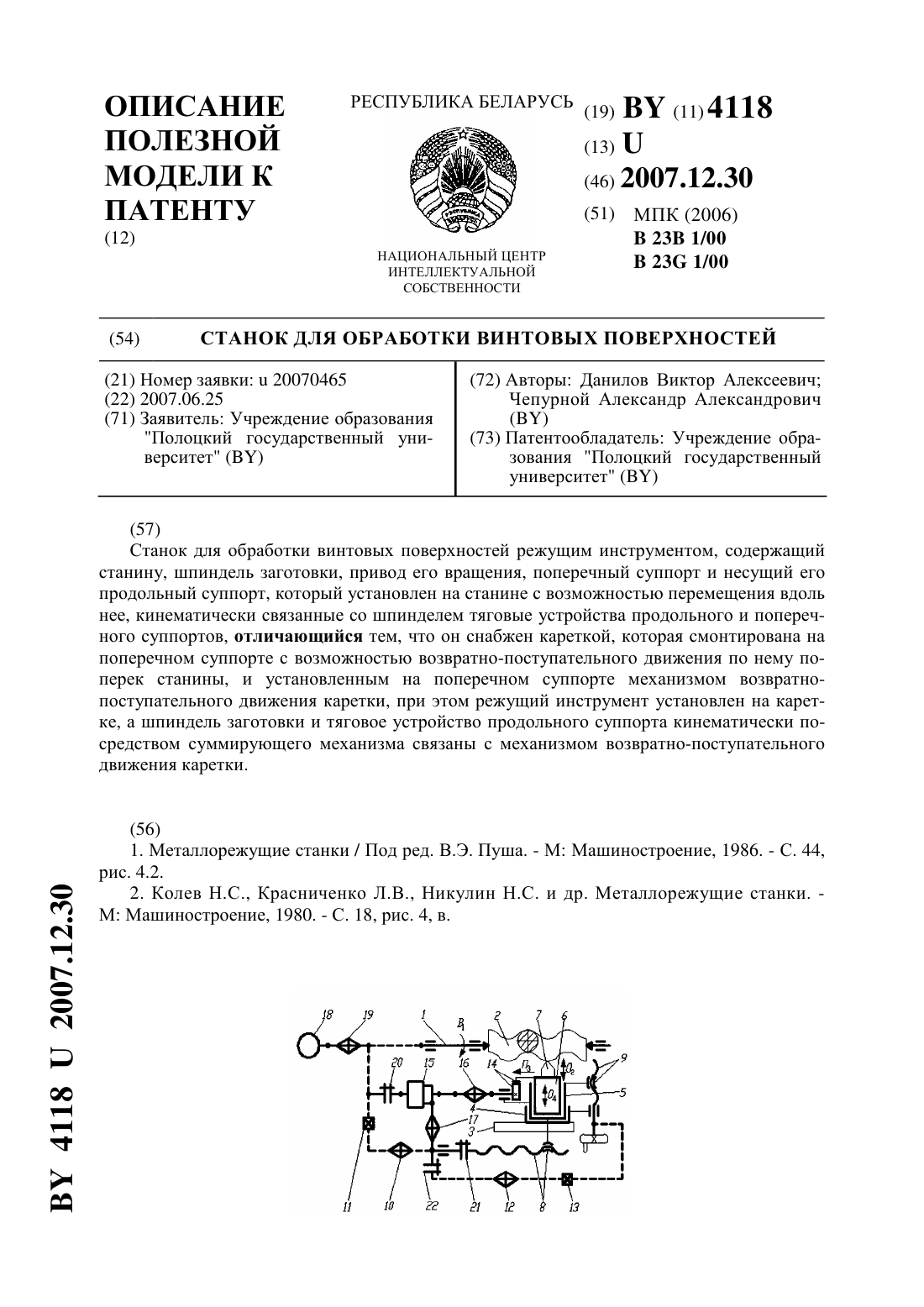
...схема станка. Предлагаемый станоксодержит шпиндель 1, несущий обрабатываемую заготовку 2, станину 3, на которой с возможностью перемещения вдоль нее установлен продольный суппорт 4, несущий поперечный суппорт 5 и установленную на нем с возмож 2 41182007.12.30 ностью перемещения поперек станины каретку 6 с закрепленным на ней режущим инструментом. В качестве режущего инструмента, кроме показанного на чертеже резца 7,могут применяться также...
Предыдущий патент: Устройство для измерения износа фрикционных накладок муфты сцепления автомобиля
Следующий патент: Многопозиционный станок
Случайный патент: Воздухораспределитель тормоза железнодорожного транспортного средства