Многооперационный станок
Номер патента: 16948
Опубликовано: 30.04.2013
Авторы: Сосновский Владимир Викторович, Обухов Александр Николаевич, Резник Сергей Васильевич, Игнатович Владимир Сергеевич
Текст
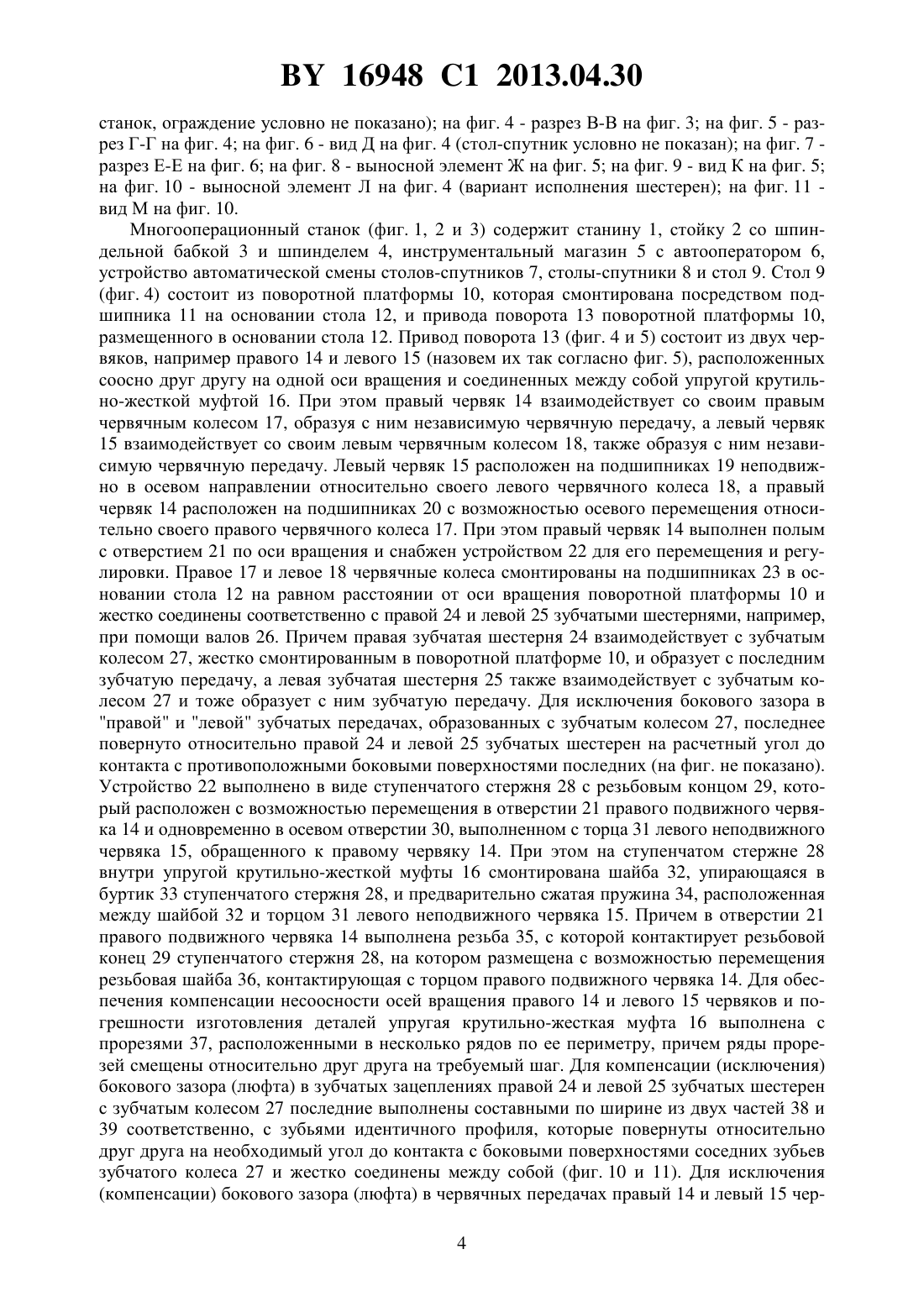
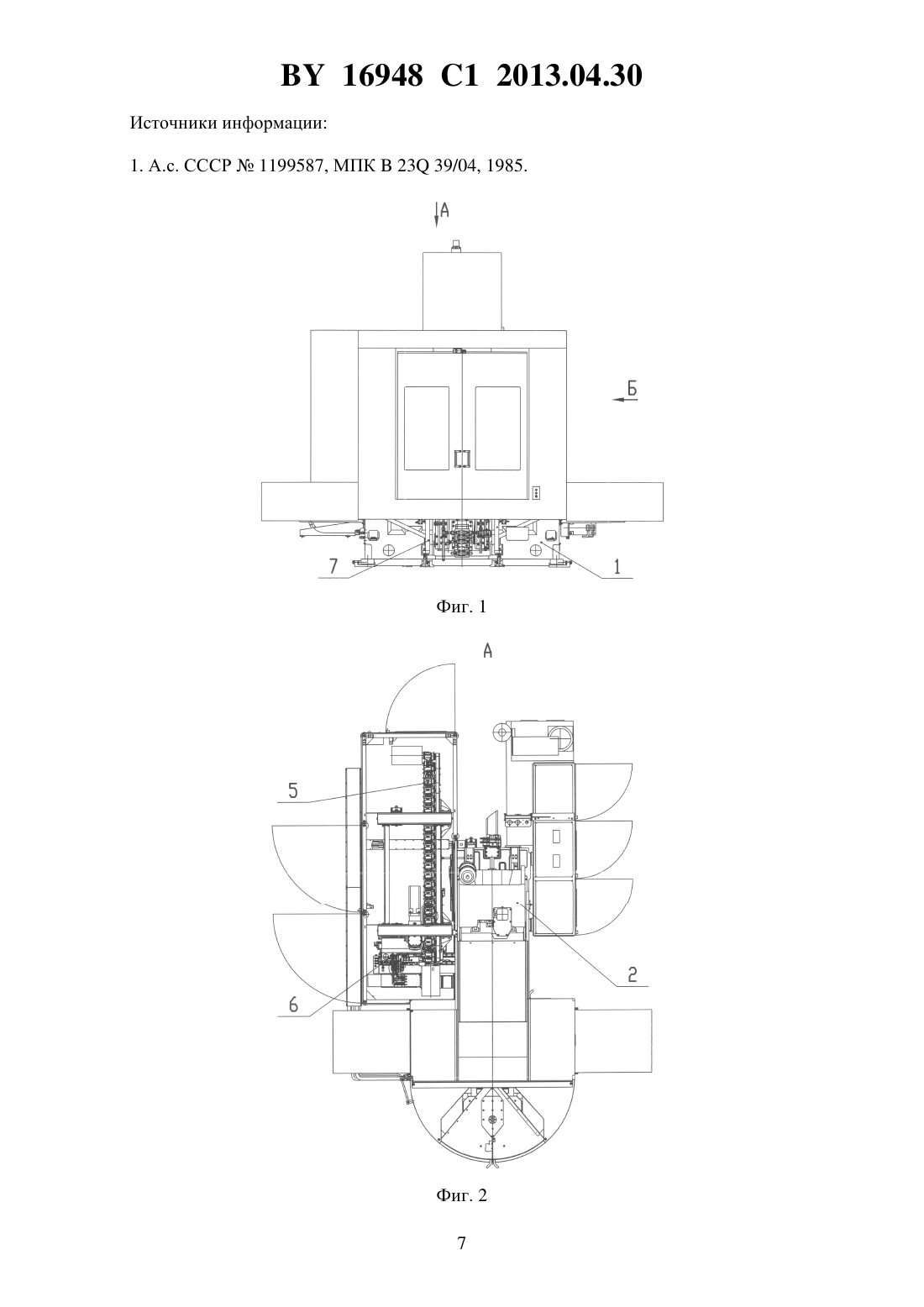
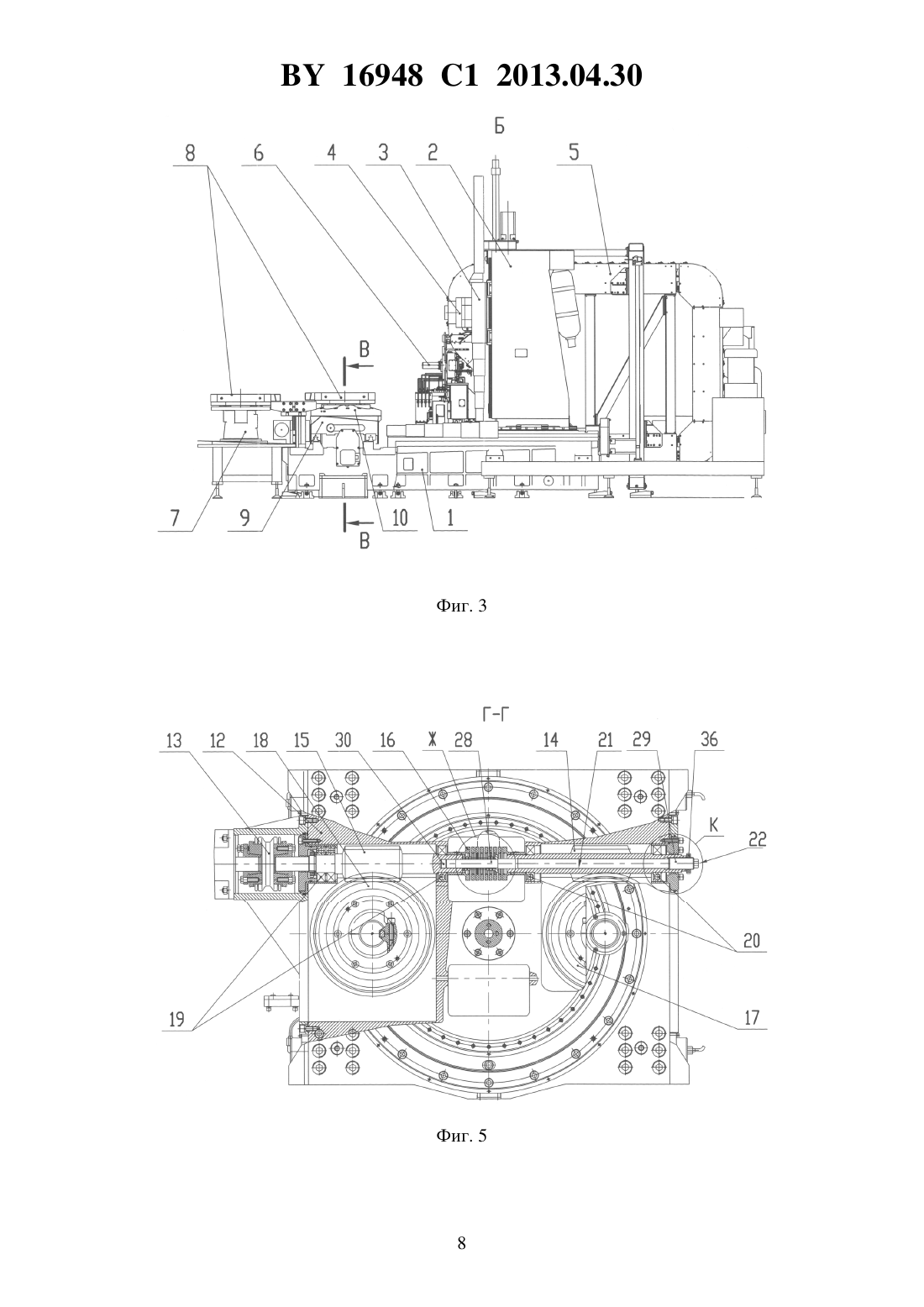
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Открытое акционерное общество СтанкоГомель(72) Авторы Игнатович Владимир Сергеевич Обухов Александр Николаевич Резник Сергей Васильевич Сосновский Владимир Викторович(73) Патентообладатель Открытое акционерное общество СтанкоГомель(57) 1. Многооперационный станок, содержащий стол с поворотной платформой и приводом ее поворота, выполненным в виде двух размещенных в основании стола и взаимодействующих между собой червяков, образующих червячные передачи, отличающийся тем, что оба червяка расположены соосно друг другу на одной оси вращения и соединены между собой упругой крутильно-жесткой муфтой, при этом каждый червяк взаимодействует со своим червячным колесом и образует с ним независимую червячную передачу, причем 16948 1 2013.04.30 один червяк расположен неподвижно в осевом направлении относительно своего червячного колеса, а другой - с возможностью осевого перемещения относительно второго червячного колеса, выполнен полым по оси вращения и снабжен устройством для его перемещения и регулирования, при этом червячные колеса расположены в основании поворотного стола на равном расстоянии относительно оси вращения поворотной платформы, причем каждое червячное колесо жестко соединено с зубчатой шестерней, которая взаимодействует с зубчатым колесом, жестко связанным с поворотной платформой, и образует с зубчатым колесом зубчатую передачу. 2. Многооперационный станок по п. 1, отличающийся тем, что устройство для перемещения и регулирования подвижного в осевом направлении червяка выполнено в виде ступенчатого стержня с резьбой на одном конце, который расположен с возможностью перемещения в полости подвижного в осевом направлении червяка и одновременно в осевом отверстии, выполненном с торца неподвижного в осевом направлении червяка, причем на ступенчатом стержне внутри упругой крутильно-жесткой муфты смонтированы шайба, упирающаяся в буртик ступенчатого стержня, и предварительно сжатая пружина,расположенная между шайбой и торцом неподвижного в осевом направлении червяка,при этом в полости подвижного в осевом направлении червяка выполнена резьба, с которой взаимодействует резьбовой конец ступенчатого стержня, на резьбовом конце которого размещена резьбовая шайба, взаимодействующая с торцом подвижного в осевом направлении червяка. 3. Многооперационный станок по п. 1, отличающийся тем, что упругая крутильножесткая муфта выполнена с прорезями, расположенными в несколько рядов по ее периметру, для обеспечения компенсации несоосности осей вращения подвижного и неподвижного в осевом направлении червяков, причем ряды прорезей смещены относительно друг друга на требуемый шаг. 4. Многооперационный станок по п. 1, отличающийся тем, что каждая зубчатая шестерня выполнена составной по ширине из двух жестко соединенных между собой частей с зубьями идентичного профиля, повернутых относительно друг друга до контакта с боковыми поверхностями соседних зубьев соответствующего зубчатого колеса. 5. Многооперационный станок по п. 1, отличающийся тем, что каждый червяк выполнен двухзаходним. 6. Многооперационный станок по п. 2, отличающийся тем, что в качестве пружины использована пружина сжатия. 7. Многооперационный станок по п. 2, отличающийся тем, что в качестве пружины использованы тарельчатые пружины. Изобретение относится к области машиностроения, в частности к станкостроению, и может быть использовано в станках с поворотными столами. Наиболее близким по технической сущности является многопозиционный (многооперационный) станок, содержащий станину, стойки с силовыми устройствами (шпиндельными бабками со шпинделями), в которых установлен набор режущего инструмента (образован инструментальный магазин), зажимные устройства, имеющие возможность смены позиции (столы-спутники с устройством их смены), поворотный стол с планшайбой (поворотной платформой) и поворотным устройством с приводом его поворота, выполненным в виде двух размещенных в основании стола и взаимодействующих между собой посредством зубчатого зацепления в виде набора шестерен неподвижных в осевом направлении червяков, образующих червячные передачи с червячным колесом, расположенным по оси вращения поворотного устройства на валу, соединенном с платформой поворотного устройства 1. 16948 1 2013.04.30 Недостатками данного станка являются длинная кинематическая цепь в поворотном столе, что приводит к низкой контактной жесткости и скручиванию червяков, что, в свою очередь, снижает точность передачи углового перемещения и, как следствие, точность позиционирования стола люфт при реверсе поворотного стола за счет зазоров в червячных и зубчатых передачах сложность конструкции поворотного устройства и необходимость изготовления высокоточных червяков и червячного колеса, что ведет к повышению трудоемкости и стоимости изготовления станка низкий КПД поворотного устройства из-за того, что все передаточное отношение сконцентрировано в одной червячной передаче, что приводит к повышенному нагреву и,как следствие, снижению точности. Задачей изобретения является повышение точности позиционирования стола, исключение люфта при реверсе стола и упрощение конструкции привода его поворота. Решение этой задачи достигается тем, что во многооперационном станке, содержащем стол с поворотной платформой и приводом ее поворота, выполненным в виде двух размещенных в основании стола и взаимодействующих между собой червяков, образующих червячные передачи, оба червяка расположены соосно друг другу на одной оси вращения и соединены между собой упругой крутильно-жесткой муфтой, при этом каждый червяк взаимодействует со своим червячным колесом и образует с ним независимую червячную передачу, причем один червяк расположен неподвижно в осевом направлении относительно своего червячного колеса, а другой - с возможностью осевого перемещения относительно второго червячного колеса, выполнен полым по оси вращения и снабжен устройством для его перемещения и регулирования, при этом червячные колеса расположены в основании поворотного стола на равном расстоянии относительно оси вращения поворотной платформы, причем каждое червячное колесо жестко соединено с зубчатой шестерней, которая взаимодействует с зубчатым колесом, жестко связанным с поворотной платформой, и образует с зубчатым колесом зубчатую передачу. Решение задачи достигается также тем, что устройство для перемещения и регулирования подвижного червяка выполнено в виде ступенчатого стержня с резьбой на одном конце, который расположен с возможностью перемещения в полости подвижного в осевом направлении червяка и одновременно, в осевом отверстии, выполненном с торца неподвижного в осевом направлении червяка, причем на ступенчатом стержне внутри упругой крутильно-жесткой муфты смонтированы шайба, упирающаяся в буртик ступенчатого стержня, и предварительно сжатая пружина, расположенная между последней и торцом неподвижного в осевом направлении червяка, при этом в полости подвижного в осевом направлении червяка выполнена резьба, с которой взаимодействует резьбовой конец ступенчатого стержня, а на резьбовом конце последнего размещена резьбовая шайба, взаимодействующая с торцом подвижного в осевом направлении червяка. Решение задачи достигается и тем, что упругая крутильно-жесткая муфта выполнена с прорезями, расположенными в несколько рядов по ее периметру, для обеспечения компенсации несоосности осей вращения подвижного и неподвижного в осевом направлении червяков, причем ряды прорезей смещены относительно друг друга на требуемый шаг. Решение задачи достигается тем, что каждая зубчатая шестерня выполнена по ширине из двух жестко соединенных между собой частей с зубьями идентичного профиля, повернутых относительно друг друга до контакта с боковыми поверхностями соседних зубьев соответствующего зубчатого колеса. Решение задачи достигается также тем, что каждый червяк выполнен двухзаходним. Решение задачи достигается также и тем, что в качестве пружины использована пружина сжатия или использованы тарельчатые пружины. На фиг. 1 изображен предлагаемый многооперационный станок, общий вид спереди на фиг. 2 - вид А на фиг.1 (вид сверху на станок) на фиг. 3 - вид Б на фиг.1 (вид сбоку на 3 16948 1 2013.04.30 станок, ограждение условно не показано) на фиг. 4 - разрез В-В на фиг. 3 на фиг. 5 - разрез Г-Г на фиг. 4 на фиг. 6 - вид Д на фиг. 4 (стол-спутник условно не показан) на фиг. 7 разрез Е-Е на фиг. 6 на фиг. 8 - выносной элемент Ж на фиг. 5 на фиг. 9 - вид К на фиг. 5 на фиг. 10 - выносной элемент Л на фиг. 4 (вариант исполнения шестерен) на фиг. 11 вид М на фиг. 10. Многооперационный станок (фиг. 1, 2 и 3) содержит станину 1, стойку 2 со шпиндельной бабкой 3 и шпинделем 4, инструментальный магазин 5 с автооператором 6,устройство автоматической смены столов-спутников 7, столы-спутники 8 и стол 9. Стол 9(фиг. 4) состоит из поворотной платформы 10, которая смонтирована посредством подшипника 11 на основании стола 12, и привода поворота 13 поворотной платформы 10,размещенного в основании стола 12. Привод поворота 13 (фиг. 4 и 5) состоит из двух червяков, например правого 14 и левого 15 (назовем их так согласно фиг. 5), расположенных соосно друг другу на одной оси вращения и соединенных между собой упругой крутильно-жесткой муфтой 16. При этом правый червяк 14 взаимодействует со своим правым червячным колесом 17, образуя с ним независимую червячную передачу, а левый червяк 15 взаимодействует со своим левым червячным колесом 18, также образуя с ним независимую червячную передачу. Левый червяк 15 расположен на подшипниках 19 неподвижно в осевом направлении относительно своего левого червячного колеса 18, а правый червяк 14 расположен на подшипниках 20 с возможностью осевого перемещения относительно своего правого червячного колеса 17. При этом правый червяк 14 выполнен полым с отверстием 21 по оси вращения и снабжен устройством 22 для его перемещения и регулировки. Правое 17 и левое 18 червячные колеса смонтированы на подшипниках 23 в основании стола 12 на равном расстоянии от оси вращения поворотной платформы 10 и жестко соединены соответственно с правой 24 и левой 25 зубчатыми шестернями, например,при помощи валов 26. Причем правая зубчатая шестерня 24 взаимодействует с зубчатым колесом 27, жестко смонтированным в поворотной платформе 10, и образует с последним зубчатую передачу, а левая зубчатая шестерня 25 также взаимодействует с зубчатым колесом 27 и тоже образует с ним зубчатую передачу. Для исключения бокового зазора в правой и левой зубчатых передачах, образованных с зубчатым колесом 27, последнее повернуто относительно правой 24 и левой 25 зубчатых шестерен на расчетный угол до контакта с противоположными боковыми поверхностями последних (на фиг. не показано). Устройство 22 выполнено в виде ступенчатого стержня 28 с резьбовым концом 29, который расположен с возможностью перемещения в отверстии 21 правого подвижного червяка 14 и одновременно в осевом отверстии 30, выполненном с торца 31 левого неподвижного червяка 15, обращенного к правому червяку 14. При этом на ступенчатом стержне 28 внутри упругой крутильно-жесткой муфты 16 смонтирована шайба 32, упирающаяся в буртик 33 ступенчатого стержня 28, и предварительно сжатая пружина 34, расположенная между шайбой 32 и торцом 31 левого неподвижного червяка 15. Причем в отверстии 21 правого подвижного червяка 14 выполнена резьба 35, с которой контактирует резьбовой конец 29 ступенчатого стержня 28, на котором размещена с возможностью перемещения резьбовая шайба 36, контактирующая с торцом правого подвижного червяка 14. Для обеспечения компенсации несоосности осей вращения правого 14 и левого 15 червяков и погрешности изготовления деталей упругая крутильно-жесткая муфта 16 выполнена с прорезями 37, расположенными в несколько рядов по ее периметру, причем ряды прорезей смещены относительно друг друга на требуемый шаг. Для компенсации (исключения) бокового зазора (люфта) в зубчатых зацеплениях правой 24 и левой 25 зубчатых шестерен с зубчатым колесом 27 последние выполнены составными по ширине из двух частей 38 и 39 соответственно, с зубьями идентичного профиля, которые повернуты относительно друг друга на необходимый угол до контакта с боковыми поверхностями соседних зубьев зубчатого колеса 27 и жестко соединены между собой (фиг. 10 и 11). Для исключения(компенсации) бокового зазора (люфта) в червячных передачах правый 14 и левый 15 чер 4 16948 1 2013.04.30 вяки выполнены двухзаходними. В зависимости от условий эксплуатации в качестве пружины 34 может быть использована пружина сжатия или использованы тарельчатые пружины (на фиг. не показано). Правый подвижный червяк 14 настраивается на работу устройством 22 для его перемещения и регулировки следующим образом. Вращается, например, гаечным ключом ступенчатый стержень 28 вокруг своей оси. При этом резьбовой конец 29 последнего перемещается в резьбовом отверстии 35, а сам ступенчатый стержень 28 перемещается внутри отверстия 21 полого правого подвижного в осевом направлении червяка 14 и одновременно внутри отверстия 30 левого неподвижного в осевом направлении червяка 15. Одновременно со ступенчатым стержнем 28 перемещается и шайба 32, упирающаяся в буртик 33 последнего, сжимая между торцом 31 левого неподвижного в осевом направлении червяка 15 и шайбой 32 до расчетной величины пружину 34. По достижении требуемой расчетной величины сжатия (величины усилия) пружины 34, перемещением резьбовой шайбы 36 по резьбовому концу 29 ступенчатого стержня 28 по упора в торец правого подвижного в осевом направлении червяка 14 обеспечивается предохранение от отворачивания ступенчатого стержня 28. При этом предварительно сжатая пружина 34 стремится переместить ступенчатый стержень 28 и, как следствие, жестко связанный с ним правый подвижный в осевом направлении червяк 14 в сторону, противоположную приложенному принудительному усилию сжатия, то есть в сторону, противоположную от левого неподвижного в осевом направлении червяка 15, обеспечивая тем самым постоянный контакт правого подвижного в осевом направлении червяка 14 с правым червячным колесом 17 по постоянным боковым поверхностям зубьев червячной передачи, независимо в какую сторону вращается поворотный стол 9, то есть при его реверсе. Выполнение же правого 14 и левого 15 червяков двухзаходними дополнительно гарантирует беззазорность червячных передач за счет участия в зацеплении одновременно двух витков каждого из червяков,обеспечивающих натяг в зацеплении. В поворотной платформе 10 расположены устройства 40 для базирования и фиксации столов-спутников 8 и выполнена система отверстий 41 для подвода-отвода масла от устройств 40. При этом столы-спутники 8 снабжены устройствами 42 для базирования и фиксации на поворотной платформе 10. Многооперационный станок работает следующим образом. В первоначальный момент заготовка (на фиг. не показана) устанавливается на столспутник 8, находящийся на устройстве автоматической смены столов-спутников 7, и закрепляется. Второй стол-спутник 8 в это время установлен посредством устройств 42 для базирования и фиксации на устройствах 40 для базирования и фиксации на поворотной платформе 10 поворотного стола 9 в зажатом положении (фиг. 7 показано схематично). По команде, например, с ЧПУ поворотный стол 9 со столом-спутником 8 приходит в точку смены столов-спутников (на фиг. не показано) и фиксируется. При этом через систему отверстий 41 в поворотной платформе 10 поворотного стола 9 (на фиг. показана условносхематично) к устройствам 40 для базирования и фиксации подается масло и они расфиксируются, освобождая устройства 42 для базирования и фиксации стола-спутника 8. После этого устройство автоматической смены столов-спутников 7 перемещается вверх,захватывает одновременно оба стола-спутника 8, находящихся как на поворотном столе 9,так и на самом устройстве автоматической смены столов-спутников 7. При дальнейшем перемещении устройства автоматической смены столов-спутников 7 вверх столы-спутники 8 перемещаются совместно с последним также вверх на величину, достаточную для снятия стола-спутника 8, находящегося на поворотном столе 9, с устройств 40 для базирования и фиксации на поворотной платформе 10, т.е. в этот момент стол-спутник 8 поднимается над устройствами 40 с гарантированным зазором (на фиг. не показано). Затем устройство автоматической смены столов-спутников 7 со столами-спутниками 8 начинает поворачиваться в одну из сторон, осуществляя при этом смену последних. Устройство ав 5 16948 1 2013.04.30 томатической смены столов-спутников 7 со столами-спутниками 8 поворачивается на 180 градусов и фиксируется, т.е. стол-спутник 8 с закрепленной на нем заготовкой располагается над поворотной платформой 10 поворотного стола 9, а стол-спутник 8 без заготовки на устройстве автоматической смены столов-спутников 7. Далее устройство автоматической смены столов-спутников 7 со столами-спутниками 8, например, по 9, а стол-спутник 8 без заготовки - на устройстве автоматической смены столов-спутников 7. Далее устройство автоматической смены столов-спутников 7 со столами-спутниками 8, например, по команде с ЧПУ, начинает перемещаться вниз и стол-спутник 8 с заготовкой, расположенный в этот момент над поворотной платформой 10, устройствами 41 для базирования и фиксации, располагается на устройствах 40 для базирования и фиксации поворотной платформы 10 и фиксируется. Второй стол-спутник 8 располагается в это время на устройстве автоматической смены столов-спутников 7. После этого, например, по программе с ЧПУ в шпиндель 4 из устройства автоматической смены инструмента 5 посредством автооператора 6 устанавливается требуемый инструмент (на фиг. не показан) и фиксируется в нем. Далее также по программе с ЧПУ стойка 2 со шпиндельной бабкой 3 и установленным в шпинделе 4 инструментом подводится к столу 9, который с заготовкой в это время приходит в позицию обработки (на фиг. не показано). Включаются обороты шпинделя и производится врезание инструмента в заготовку и начинается процесс обработки последней. В процессе обработки детали поворотная платформа 10 стола 9 с установленным на ней столом-спутником 8 и заготовкой, в зависимости от технологической программы обработки последней, может поворачиваться в любую сторону и позиционироваться в любой точке (при повороте на любой заданный угол). Так, например, по программе с ЧПУ, включается привод поворота 13 поворотной платформы 10 стола 9 и приводятся во вращение одновременно два червяка левый 15 и правый 14, соединенные между собой упругой крутильно-жесткой муфтой 16. Последняя обеспечивает передачу одинакового постоянного момента без запаздывания на оба червяка. Левый 14 и правый 15 червяки одновременно приходят во вращение и передают его на левое 18 и правое 17 червячные колеса, которые начинают также вращаться. При этом во вращение приводятся также правая 25 и левая 24 зубчатые шестерни. Последние, вращаясь, передают вращение на зубчатое колесо 27, жестко связанное с поворотной платформой 10 стола 9, которая начинает вращаться на подшипнике 11 относительно основания 12 стола 9. Так как во всех зубчатых передачах, участвующих во вращении поворотной платформы 10 стола 9,исключен люфт (боковой зазор), то вращение поворотной платформы осуществляется в любую сторону плавно и равномерно, без рывков. При этом обеспечивается точность и стабильность позиционирования при двухстороннем подходе поворотной платформы 10 стола 9 к одной точке, что особо важно при обработке высокоточных деталей. По окончании обработки детали инструмент возвращается автооператором 6 в инструментальный магазин 5, стойка 2 со шпиндельной бабкой 3 разъезжаются в исходные положения, а стол 9 с поворотной платформой 10 и столом-спутником 8 обработанной деталью перемещается, например, по команде с ЧПУ в позицию смены. Одновременно с процессом обработки детали на столе-спутнике 8, расположенном в процессе обработки на устройстве автоматической смены столов-спутников 7, производится установка и закрепление заготовки на последний. После осуществления всех необходимых операций по обработке детали и установке новой заготовки производится повторная смена столов-спутников 8 аналогично вышеописанному процессу. После осуществления смены столов-спутников 8 стол-спутник 8 с вновь установленной заготовкой перемещается, например, по команде с ЧПУ в зону обработки, где производится ее обработка. Со стола-спутника 8 с обработанной деталью последняя снимается и на ее место устанавливается новая заготовка и закрепляется. Далее процесс повторяется. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 10
МПК / Метки
МПК: B23Q 3/157, B23Q 39/04
Метки: станок, многооперационный
Код ссылки
<a href="https://by.patents.su/10-16948-mnogooperacionnyjj-stanok.html" rel="bookmark" title="База патентов Беларуси">Многооперационный станок</a>
Многооперационный станок с подвижным порталом
Номер патента: U 2658
Опубликовано: 30.04.2006
Авторы: Киселев Иван Александрович, Бутко Виктор Федорович, Шумский Игорь Иосифович, Трусковский Александр Сергеевич, Пехота Александр Михайлович, Лобунец Геннадий Викторович, Баницевич Александр Антонович, Кирайдт Юрий Николаевич, Клишевич Александр Михайлович
МПК: B23C 1/00
Метки: станок, многооперационный, подвижным, порталом
Текст:
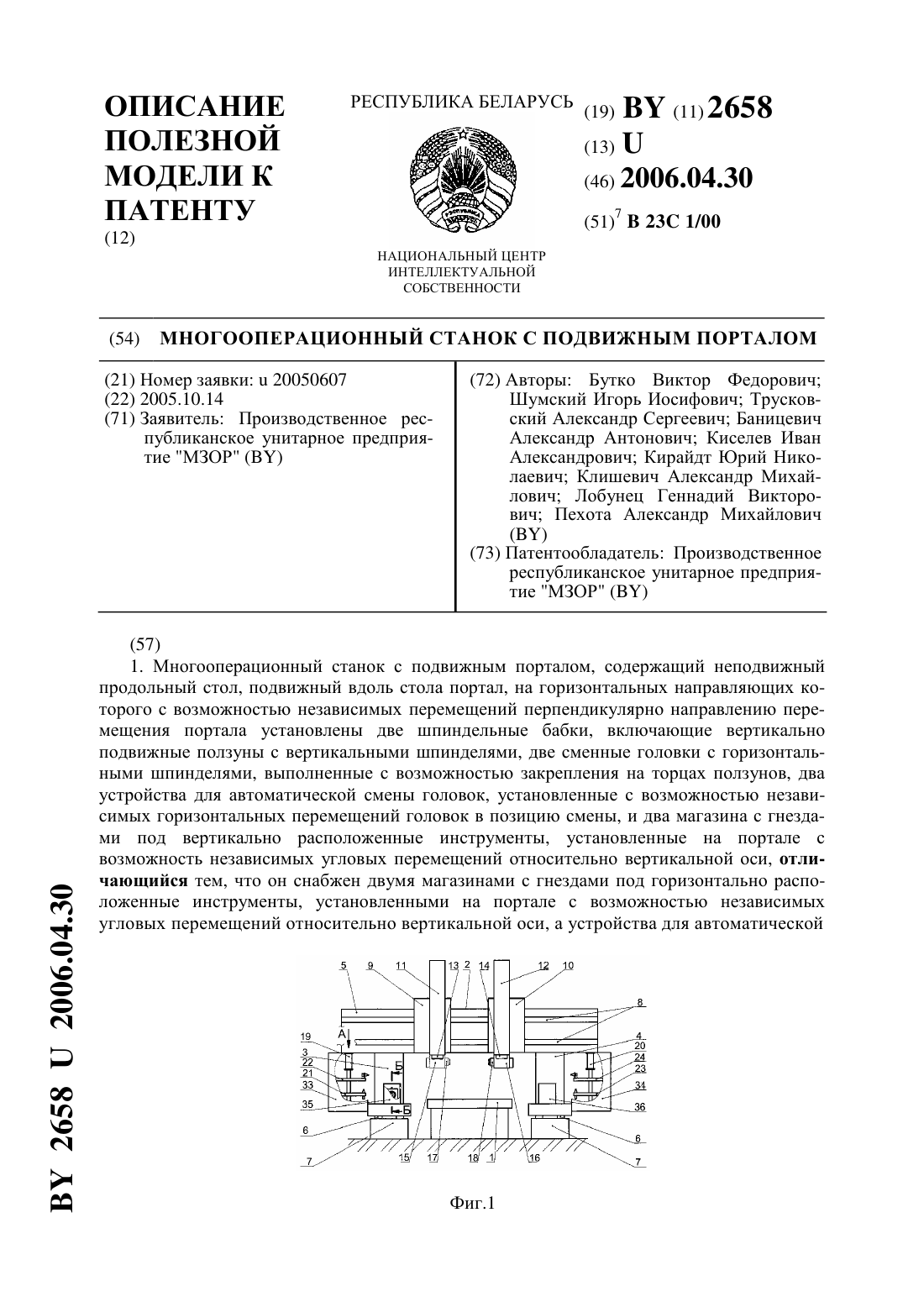
...ограниченных горизонтальных перемещений и подпружинивание их в направлении перемещений исключает поломку магазинов при аварийных вертикальных и горизонтальных перебегах шпиндельных бабок, что повышает надежность работы предложенного станка. Возможность независимых перемещений подвижных элементов станка обеспечивает независимую обработку деталей каждой из бабок поочередно, параллельную обработку детали с двух сторон или параллельную...
Многоцелевой станок
Номер патента: 12164
Опубликовано: 30.08.2009
Авторы: Сосновский Владимир Викторович, Обухов Александр Николаевич, Игнатович Владимир Сергеевич
МПК: B23Q 39/00, B23Q 3/157
Метки: многоцелевой, станок
Текст:
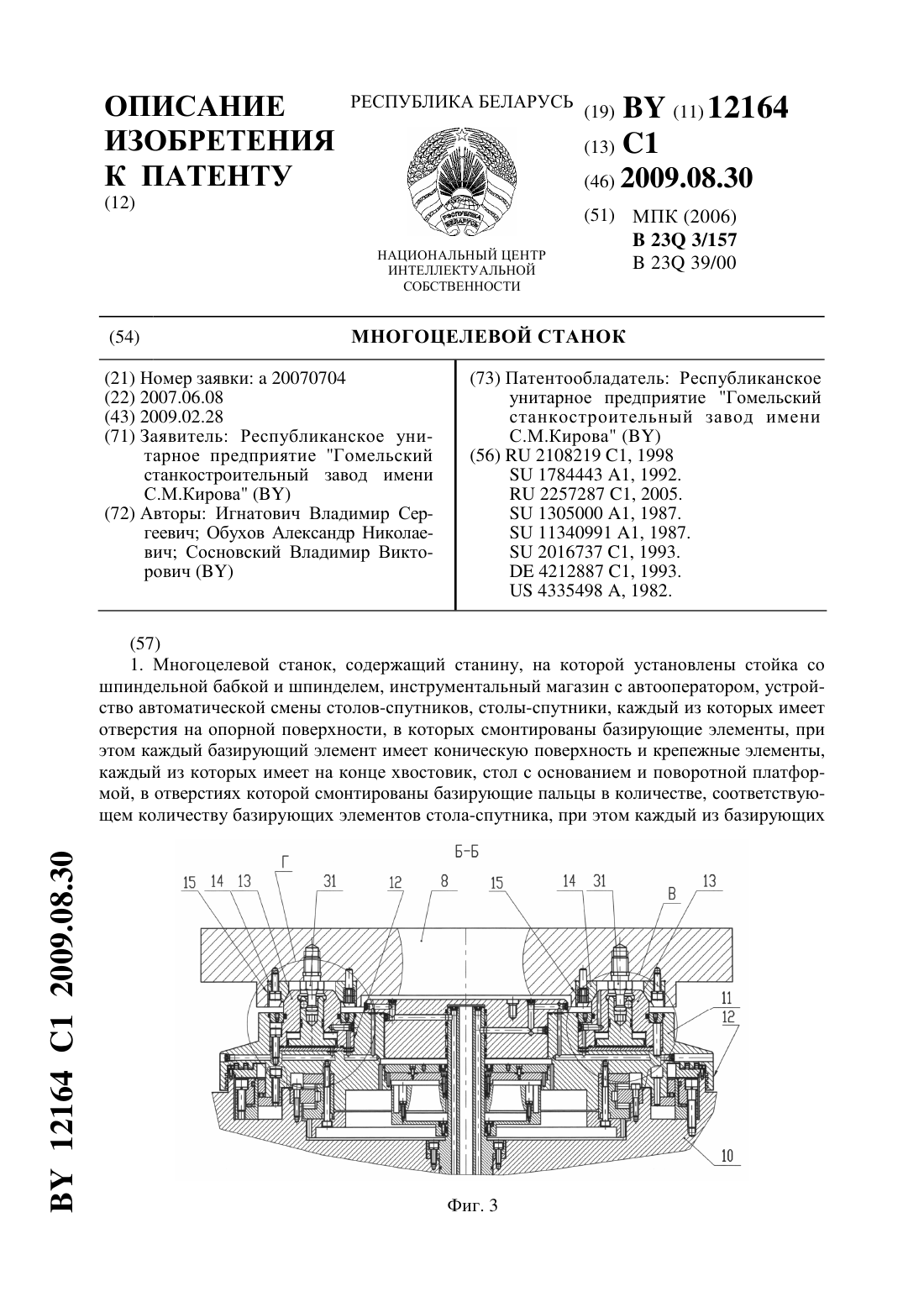
...через кото 4 12164 1 2009.08.30 рые последний подводится к каждому базирующему пальцу 13. В зависимости от конкретных условий эксплуатации, например, в сильно запыленной среде, для исключения попадания технической пыли в осевую проточку 27 штока 26 каждого из базирующих пальцев 13, в последней размещен с возможностью перемещения подпружиненный пружиной 33 стакан 34, с которым взаимодействует захватная головка 30 каждого крепежного...
Автоматизированный кругошлифовальный центровой станок

Номер патента: U 5029
Опубликовано: 28.02.2009
Автор: Рык Станислав Петрович
МПК: B24B 5/00
Метки: автоматизированный, центровой, станок, кругошлифовальный
Текст:
...с деталью до упора ее торцевой поверхности в осевой ограничитель на величину, где а - зазор между торцевой поверхностью детали и осевым ограничителем, - величина захода центра бабки изделия в деталь,- требуемый зазор между левым тор 2 50292009.02.28 цем детали и центром бабки изделия, необходимый для выгрузки детали поворотными захватами. Полезная модель поясняется чертежами, где на фиг. 1 изображен вид сверху на зону обработки станка, на...
Станок для заточки ножей
Номер патента: 1976
Опубликовано: 30.12.1997
Авторы: Симаков Виктор Васильевич, Хаги Григорий Яковлевич, Бондарев Анатолий Федорович, Давгилов Николай Иванович, Коновалов Геннадий Иосифович
Текст:
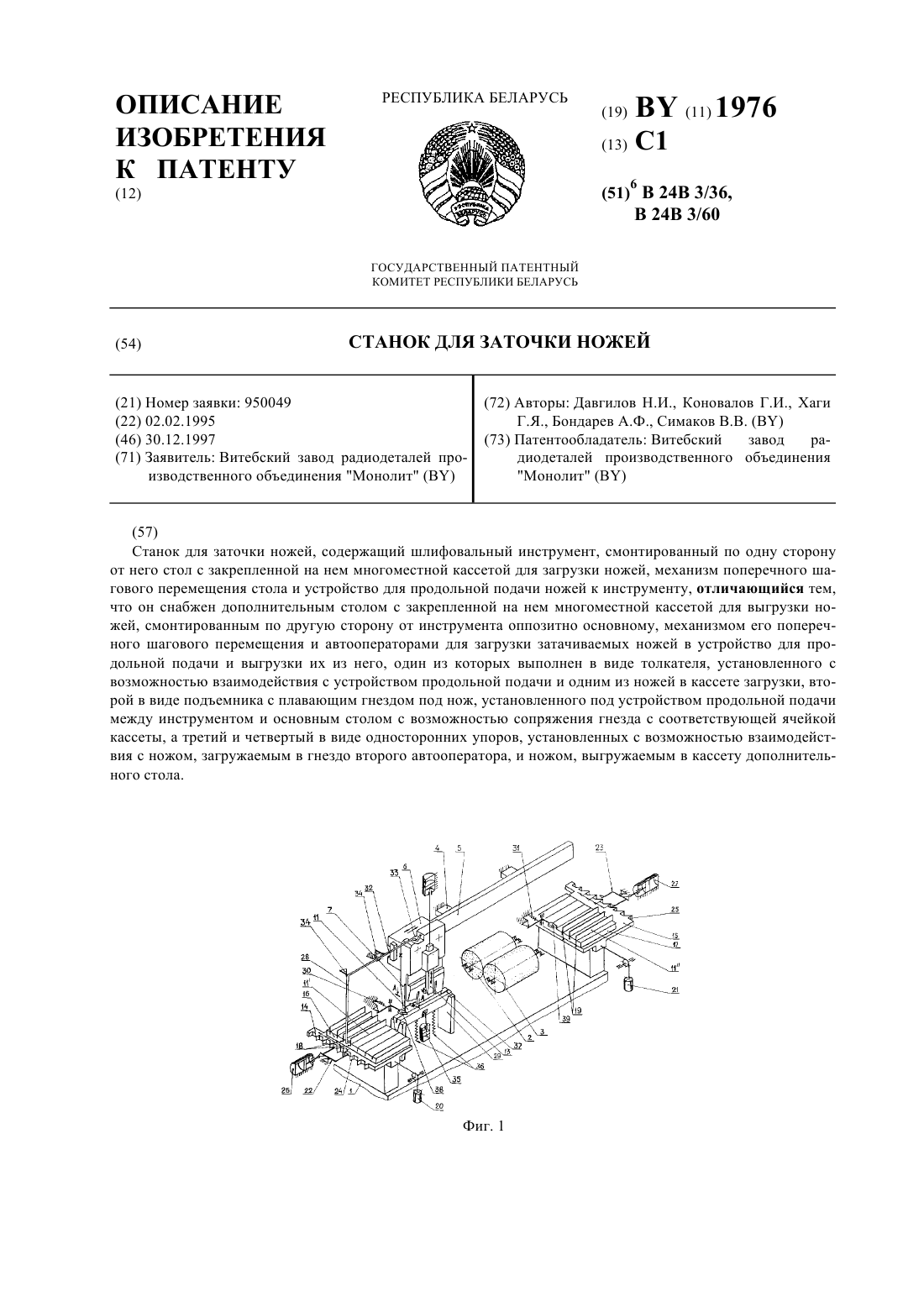
...на станке 1 оппозитно установленные шлифовальные головки 2, 3 и устройство 4 продольной подачи ножей. Устройство 4 содержит установленную на траверсе 5 подвижную каретку 6, несущую зажим 7, губки 8 и 9 которого образуют щелеобразный паз 10 для размещения затачиваемого ножа 11. Нож 11 в пазу 10 уста 2 1976 1 навливается до упора в опоры 12 и зажимается губкой 9 под воздействием клинового механизма 13, для чего губка 9 выполнена в виде...
Вертикальный консольный металлорежущий станок
Номер патента: U 6063
Опубликовано: 30.04.2010
Авторы: Обухов Александр Николаевич, Игнатович Владимир Сергеевич, Сосновский Владимир Викторович
МПК: B23Q 3/155, B23Q 17/22, B23Q 15/00...
Метки: вертикальный, станок, консольный, металлорежущий
Текст:
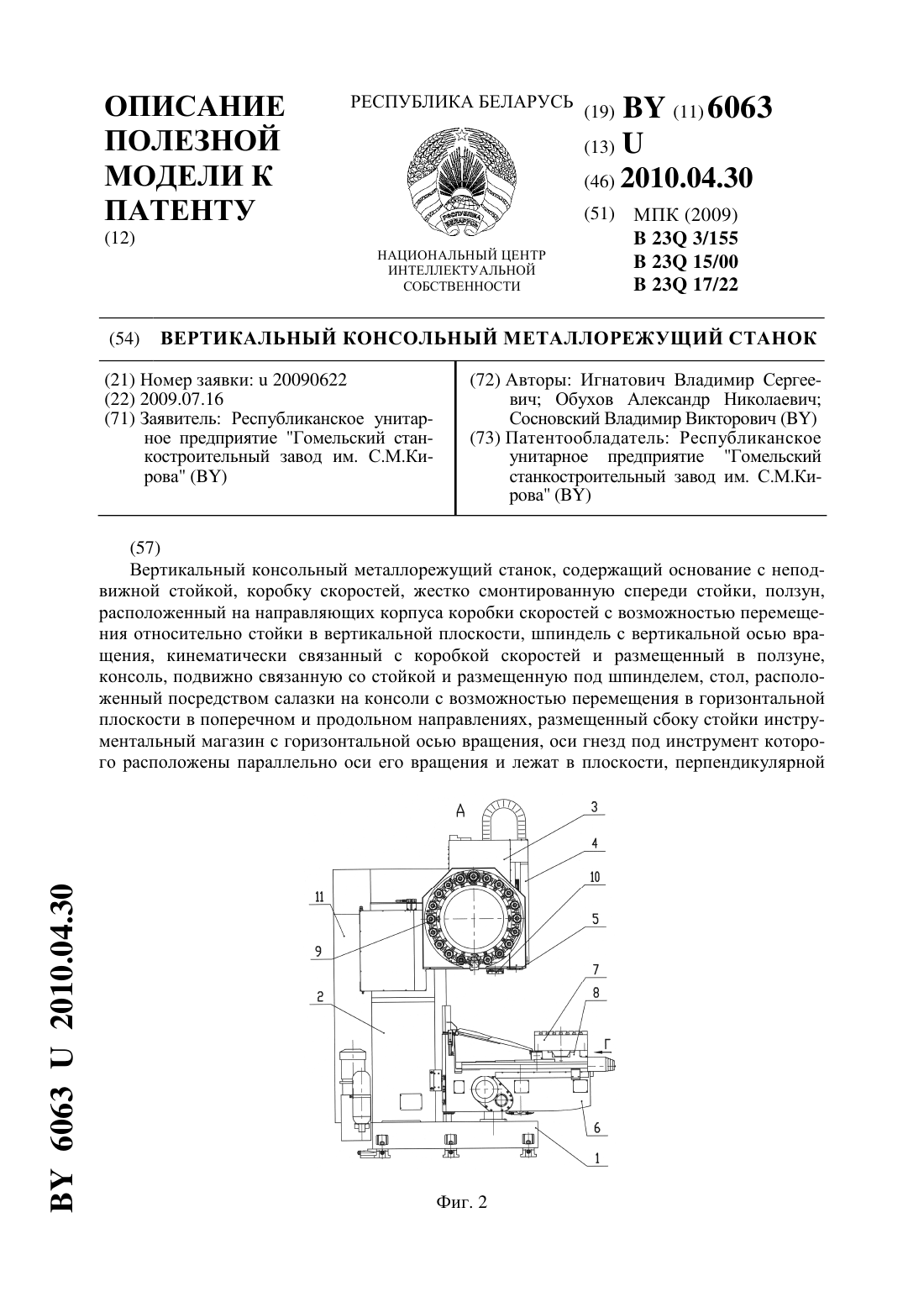
...ползуна и стола установлены преобразователи линейных перемещений, посредством электрических связей связанные с ЧПУ, при этом инструментальный магазин имеет 20 гнезд под инструмент. На фиг. 1 изображен предлагаемый вертикальный консольный металлорежущий станок, общий вид спереди на фиг. 2 - вид А на фиг. 1 (вид сбоку на станок со стороны инструментального магазина) на фиг. 3 - вид Б на фиг. 1 (вид сверху на станок) на фиг. 4 вид Г на фиг....
Предыдущий патент: Горелка со средством изменения направления потока топлива
Следующий патент: Обрабатывающий центр
Случайный патент: Устройство для создания и измерения механического момента