Индуктор для устройства магнитно-абразивной обработки поверхностей деталей
Номер патента: U 9486
Опубликовано: 30.08.2013
Авторы: Пасевич Петр Иванович, Хамутовский Александр Николаевич, Луговик Алексей Юрьевич, Корогода Олег Петрович, Хомич Николай Степанович
Текст
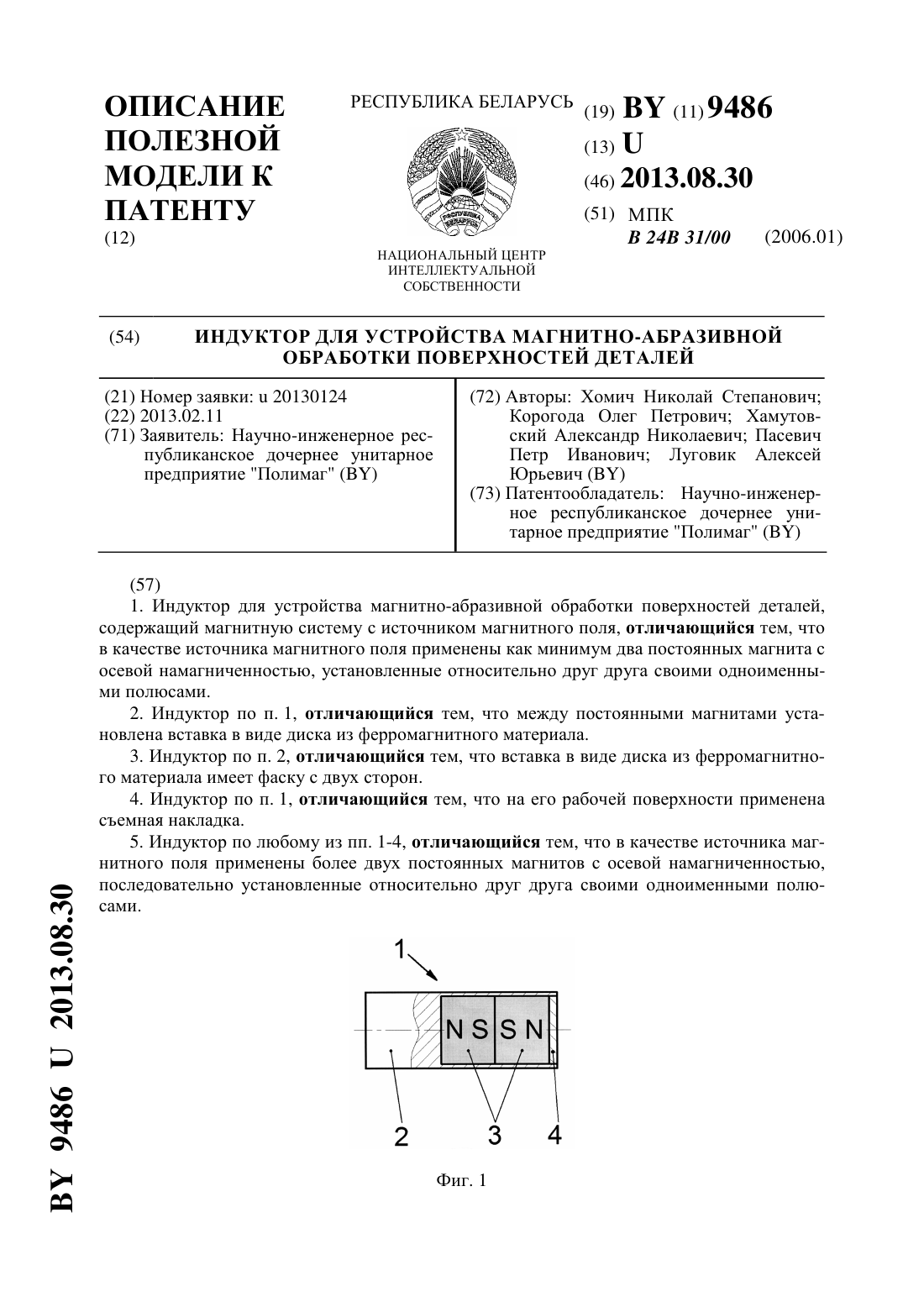
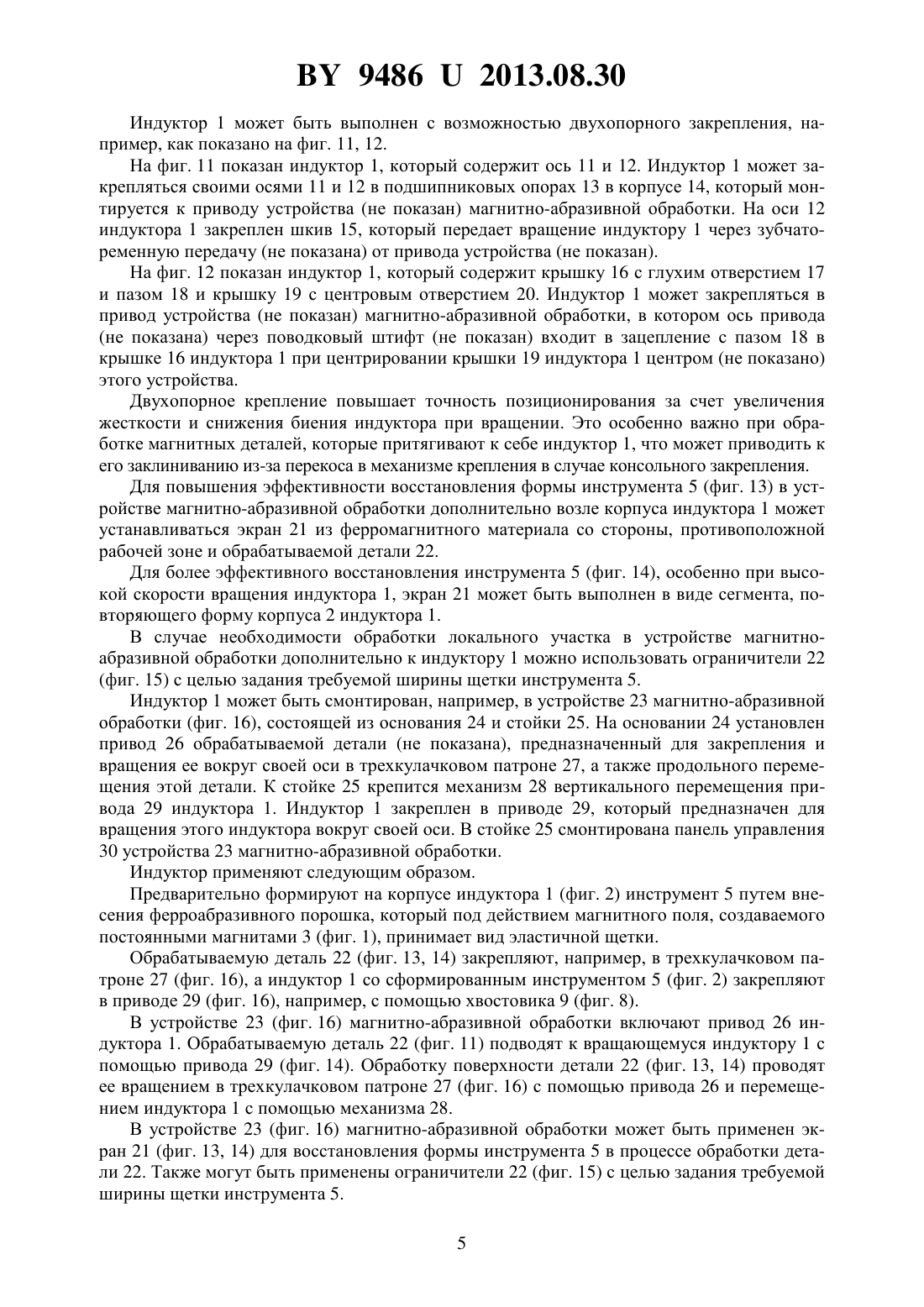
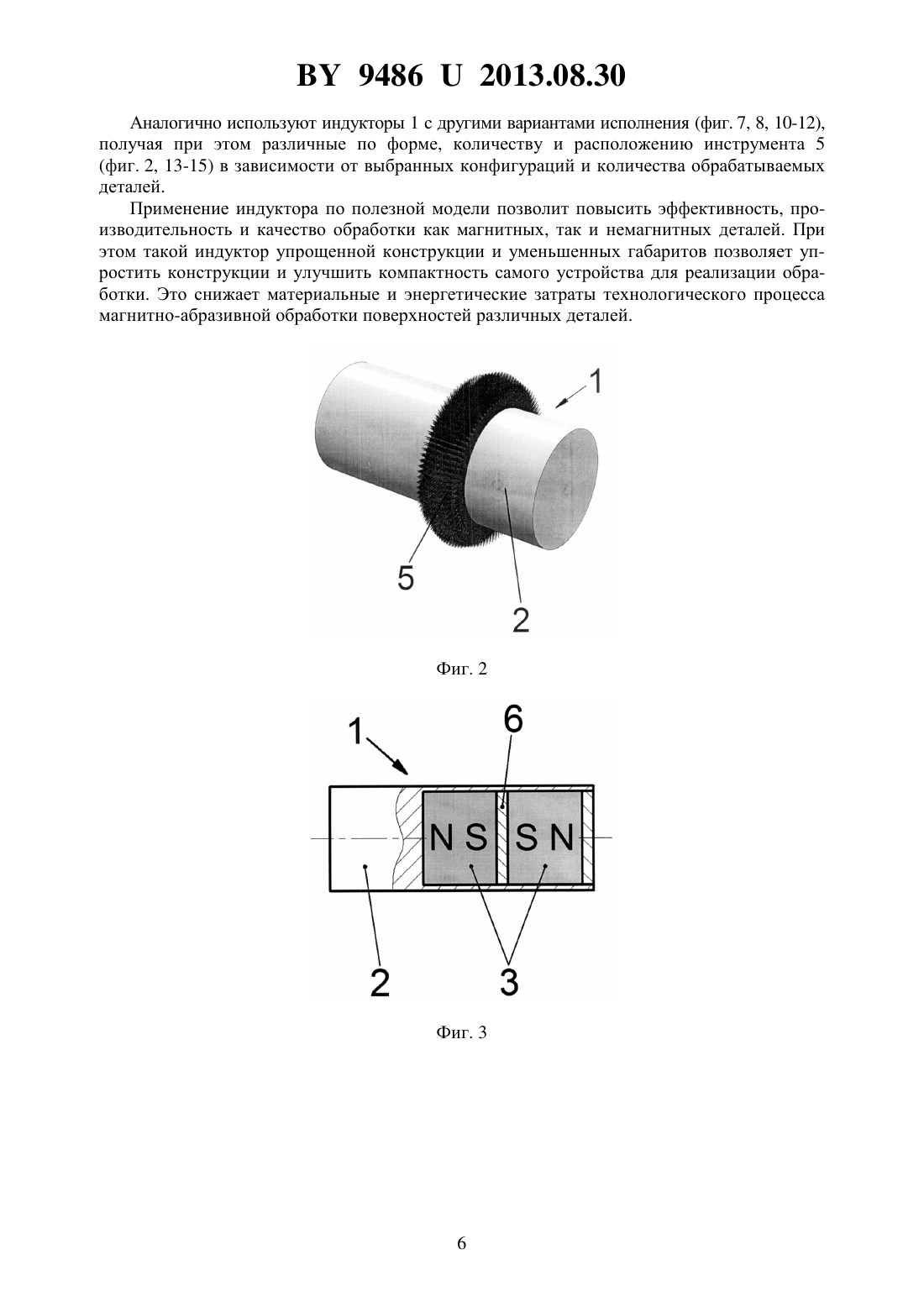
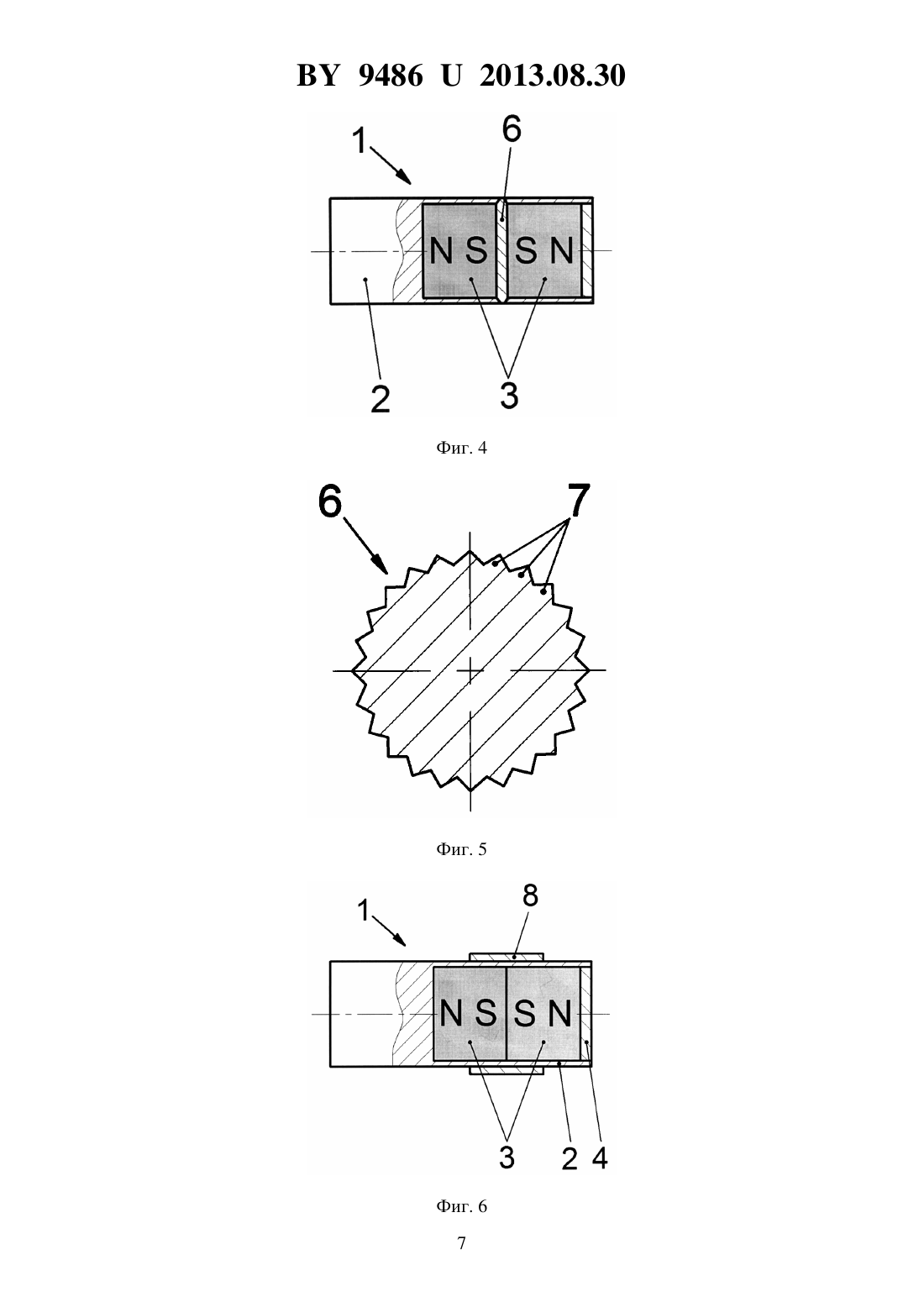
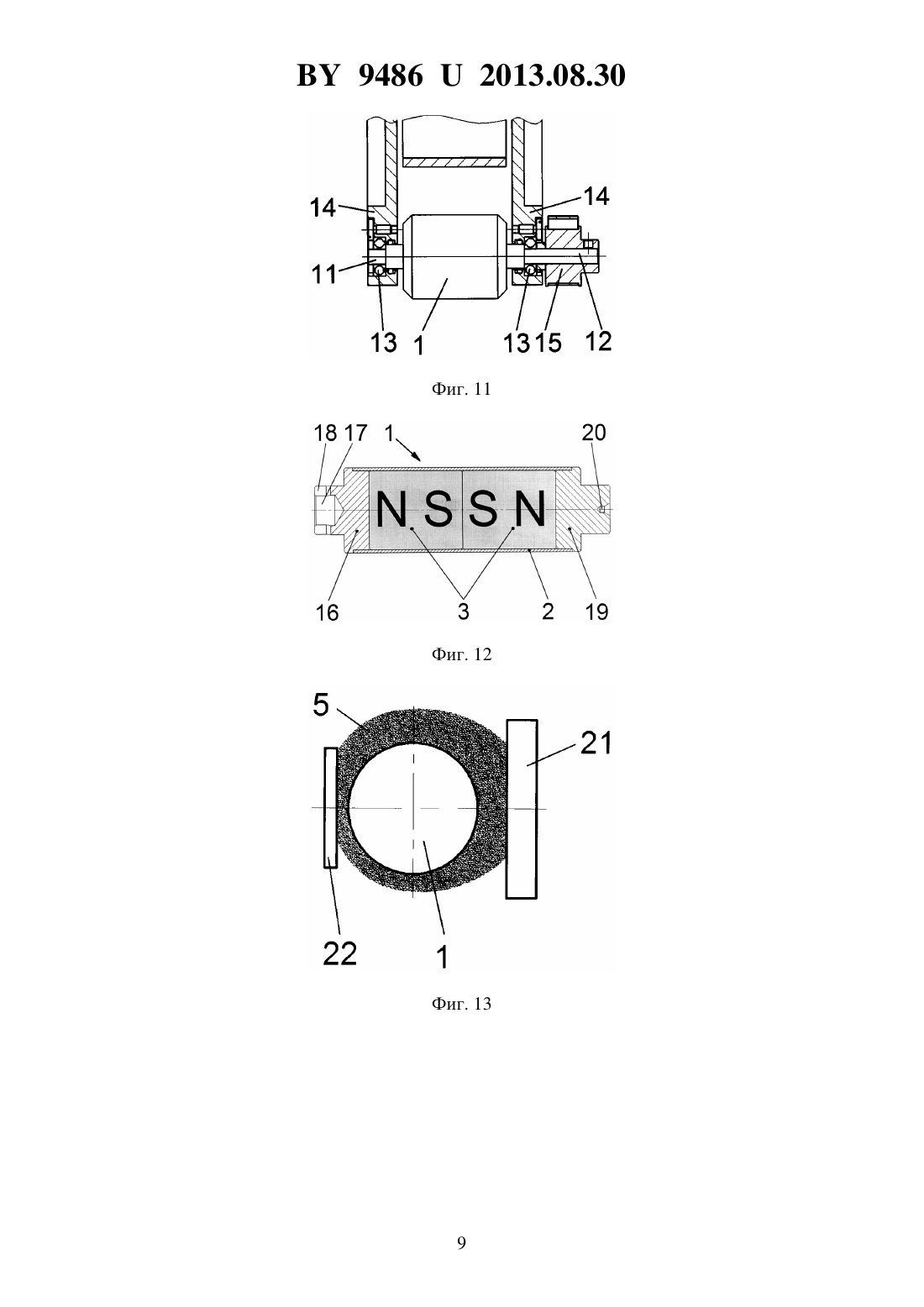
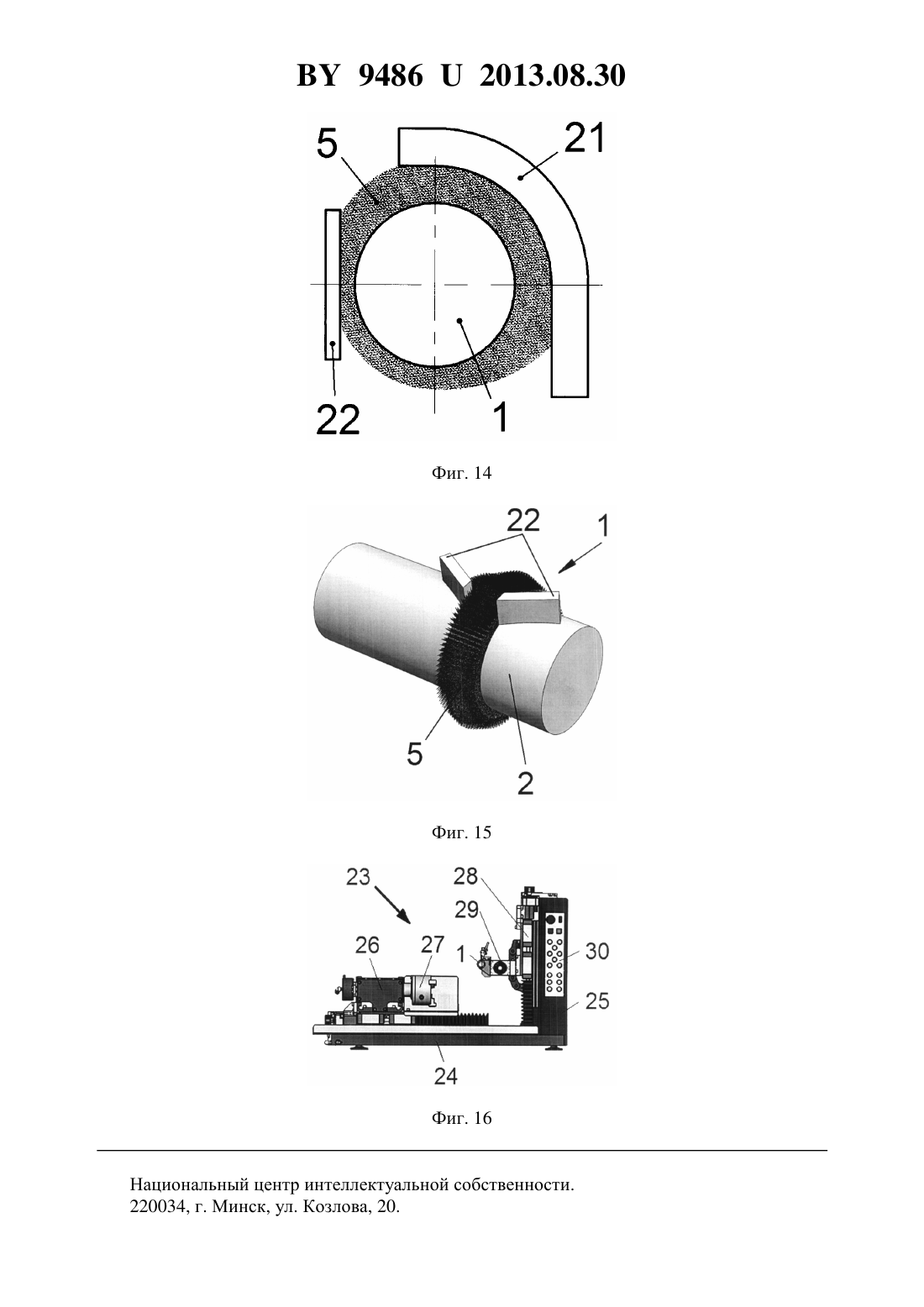
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ИНДУКТОР ДЛЯ УСТРОЙСТВА МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ(71) Заявитель Научно-инженерное республиканское дочернее унитарное предприятие Полимаг(72) Авторы Хомич Николай Степанович Корогода Олег Петрович Хамутовский Александр Николаевич Пасевич Петр Иванович Луговик Алексей Юрьевич(73) Патентообладатель Научно-инженерное республиканское дочернее унитарное предприятие Полимаг(57) 1. Индуктор для устройства магнитно-абразивной обработки поверхностей деталей,содержащий магнитную систему с источником магнитного поля, отличающийся тем, что в качестве источника магнитного поля применены как минимум два постоянных магнита с осевой намагниченностью, установленные относительно друг друга своими одноименными полюсами. 2. Индуктор по п. 1, отличающийся тем, что между постоянными магнитами установлена вставка в виде диска из ферромагнитного материала. 3. Индуктор по п. 2, отличающийся тем, что вставка в виде диска из ферромагнитного материала имеет фаску с двух сторон. 4. Индуктор по п. 1, отличающийся тем, что на его рабочей поверхности применена съемная накладка. 5. Индуктор по любому из пп. 1-4, отличающийся тем, что в качестве источника магнитного поля применены более двух постоянных магнитов с осевой намагниченностью,последовательно установленные относительно друг друга своими одноименными полюсами. 94862013.08.30 6. Индуктор по любому из пп. 1-4, отличающийся тем, что в качестве источника магнитного поля применены более одной пары постоянных магнитов с осевой намагниченностью, установленные относительно друг друга своими одноименными полюсами. 7. Индуктор по любому из пп. 1-4, отличающийся тем, что он выполнен с возможностью консольного закрепления. 8. Индуктор по п. 7, отличающийся тем, что он выполнен с возможностью закрепления на приводном валу устройства магнитно-абразивной обработки поверхностей деталей. 9. Индуктор по любому из пп. 1-4, отличающийся тем, что он выполнен с возможностью двухопорного закрепления. Полезная модель относится к области чистовой обработки, а именно к обработке поверхностей деталей ферроабразивными порошками в магнитном поле, и касается конструктивных элементов, на основе которых работают устройства магнитно-абразивной обработки. Полезная модель может быть использована для устройств магнитноабразивной обработки (полирования, модификации) плоских, наружных цилиндрических,сферических и других криволинейных поверхностей деталей. Известен индуктор электромагнитного типа для магнитно-абразивной обработки поверхностей деталей 1, содержащий электромагнитную систему с намагничивающими катушками и полюсными наконечниками. Недостатком аналога является то, что электромагнитная система с намагничивающими катушками повышает вероятность остановок процесса обработки поверхностей деталей в связи с выходом из строя аппаратов электромагнитной системы или электрического пробоя намагничивающих катушек. Поэтому необходима тщательная герметизация индуктора от попадания внутрь смазочно-охлаждающих технологических средств, что усложняет технологию изготовления устройства магнитно-абразивной обработки в целом. Из-за наличия намагничивающих катушек индуктор имеет сравнительно большие габаритные размеры и массу, что усложняет конструкцию устройства магнитно-абразивной обработки в целом. Известен более простой в исполнении индуктор магнитно-абразивной обработки поверхностей деталей 2, принятый за прототип полезной модели. Такой индуктор содержит магнитную систему с источниками магнитного поля в виде одного кольцевого постоянного магнита, охваченного упругим кольцом, между двумя соосными дисками. Недостатком прототипа 2 является некоторая сложность его конструкции, заключающаяся в том, что используется дополнительный элемент в виде упругого кольца для придания формы инструменту, при этом упомянутый дополнительный элемент не решает проблему качественной обработки немагнитных деталей. Поэтому задачей, решаемой полезной моделью, является упрощение конструкции индуктора для магнитно-абразивной обработки поверхностей деталей. Поставленная задача для полезной модели решается тем, что индуктор для устройства магнитно-абразивной обработки поверхностей деталей, содержащий магнитную систему с источником магнитного поля, имеет отличительные признаки в качестве источника магнитного поля применены как минимум два постоянных магнита с осевой намагниченностью, установленные относительно друг друга своими одноименными полюсами. Применение в качестве источника магнитного поля как минимум двух постоянных магнитов с осевой намагниченностью относительно друг друга своими одноименными 2 94862013.08.30 полюсами направлено на упрощение конструкции индуктора, т.к. при его использовании в устройстве магнитно-абразивной обработки поверхностей деталей не требуются дополнительные элементы, как в прототипе 2, для образования устойчивой формы инструмента из ферроабразивного порошка. Причем такой сформированный инструмент по полезной модели позволит повысить эффективность и универсальность использования индуктора,так как в отличие от аналога и прототипа упомянутая форма инструмента позволяет эффективно обрабатывать не только магнитные, но и немагнитные детали. Целесообразными вариантами выполнения полезной модели являются нижеследующие между постоянными магнитами установлена вставка в виде диска из ферромагнитного материала вставка в виде диска из ферромагнитного материала имеет фаску с двух сторон на рабочей поверхности индуктора применена съемная накладка в индукторе в качестве источника магнитного поля применены более двух постоянных магнитов с осевой намагниченностью, последовательно установленные относительно друг друга своими одноименными полюсами в индукторе в качестве источника магнитного поля применены более одной пары постоянных магнитов с осевой намагниченностью, установленные относительно друг друга своими одноименными полюсами индуктор выполнен с возможностью консольного закрепления индуктор выполнен с возможностью закрепления на приводном валу индуктор выполнен с возможностью двухопорного закрепления. Полезная модель поясняется фигурами. На фиг. 1 показана общая схема индуктора для устройства магнитно-абразивной обработки поверхностей деталей на фиг. 2 - общий вид индуктора для устройства магнитно-абразивной обработки поверхностей деталей со сформированным инструментом из ферроабразивного порошка на фиг. 3 - схема индуктора с магнитной вставкой в виде диска из ферромагнитного материала для устройства магнитно-абразивной обработки поверхностей деталей на фиг. 4 - схема индуктора с магнитной вставкой в виде диска из ферромагнитного материала с фаской с двух сторон для устройства магнитно-абразивной обработки поверхностей деталей на фиг. 5 - пример исполнения магнитной вставки, выполненной с концентраторами на фиг. 6 - схема индуктора со съемной накладкой на фиг. 7 - схема индуктора с тремя постоянными магнитами для устройства магнитно-абразивной обработки поверхностей деталей на фиг. 8 - схема индуктора с двумя парами постоянных магнитов для устройства магнитно-абразивной обработки поверхностей деталей на фиг. 9 - общая схема индуктора по фиг. 1 с элементом для консольного закрепления на фиг. 10 - общая схема индуктора по фиг. 1, закрепленного на приводном валу устройства магнитно-абразивной обработки поверхностей деталей на фиг. 11 - общая схема индуктора с двухопорным его закреплением в приводной части устройства магнитно-абразивной обработки на фиг. 12 - общая схема индуктора с еще одним выполнением в нем элементов двухопорного закрепления на фиг. 13 - вариант установки индуктора и экрана из ферромагнитного материала на фиг. 14 - то же, с экраном в виде сегмента на фиг. 15 - вариант установки индуктора и ограничителей для изменения ширины инструмента на фиг. 16 - один из вариантов выполнения устройства для магнитно-абразивной обработки поверхностей деталей.(фиг. 1) содержит корпус 2, в котором располагается источник магнитного поля в виде постоянных магнитов 3, выполненных, например, цилиндрическими или кольцевыми, закрытых крышкой 4. В индукторе 1 применены два постоянных магнита 3 (фиг. 1) с осевой намагниченностью,установленные относительно друг друга своими одноименными полюсамиили(как показано), т.е. установленные на отталкивание. Такая установка магнитов 3 позволяет формировать на наружной поверхности корпуса 2 индуктора 1 из ферроабразивного порошка инструмент 5 (фиг. 2) в виде эластичной щетки за счет магнитного поля. Такой инструмент предназначен для эффективного воздействия на обрабатываемую поверхность деталей. При этом уплотненный ферроабразивный порошок после выхода из зоны обработки может легко восстанавливаться и принимать первоначальную форму щетки инструмента 5. С целью усиления магнитной индукции в рабочей зоне в индукторе 1 между постоянными магнитами 3 (фиг. 3) может быть установлена вставка 6 в виде диска из ферромагнитного материала. Вставка 6 (фиг. 4) может быть выполнена с фаской с двух сторон с целью изменения направления силовых линий магнитного поля, что положительно влияет на устойчивость формы инструмента 5 (фиг. 2). Вставка 6 также может быть выполнена с концентраторами 7 (фиг. 5), что также положительно влияет на устойчивость формы инструмента 5 (фиг. 2). Для повышения долговечности работы индуктора 1 в случае интенсивного износа инструментом 5 (фиг. 2) корпуса 2 (фиг. 6) на его рабочей поверхности может быть применена съемная накладка 8, которая при своем износе может заменяться. С целью групповой обработки деталей в индукторе 1 (фиг. 1) в качестве источника магнитного поля могут применяться более двух постоянных магнитов 3 с осевой намагниченностью, последовательно установленных относительно друг друга своими одноименными полюсами в корпусе 2 и закрытых крышкой 4. На фиг. 7 показан пример индуктора 1, в котором три постоянных магнита 3. Это позволяет сформировать на рабочей поверхности индуктора 1 более одного инструмента, например два, как показано на фиг. 7. Для повышения универсальности работы индуктора 1 (фиг. 1) в нем в качестве источника магнитного поля возможно применение более одной пары постоянных магнитов 3(фиг. 8) с осевой намагниченностью. В каждой паре постоянные магниты 3 установлены относительно друг друга своими одноименными полюсами в корпусе 2 и закрыты крышкой 4. Сами пары разделены вставкой. На фиг. 8 показан пример индуктора 1, в котором применены две пары постоянных магнитов 2. Это позволяет формировать инструменты для групповой обработки на любом расстоянии друг от друга независимо от размеров постоянных магнитов 3. Индуктор 1 может быть выполнен с возможностью консольного закрепления (фиг. 9). Для этого его корпус 2 снабжен хвостовиком 9, который крепиться в цанговом или токарном патроне (не показано) устройства для магнитно-абразивной обработки поверхностей деталей. Это направлено на повышение универсальности использования индуктора 1 для обработки различных поверхностей. С целью упрощения конструкции индуктора 1 и простоты его крепления в нем могут быть применены два постоянных магнита 3 (фиг. 10) кольцевого типа с осевой намагниченностью, установленные на приводном валу 10 устройства (не показан) магнитноабразивной обработки. Постоянные магниты 3 расположены относительно друг друга своими одноименными полюсами в корпусе 2 и закрыты крышкой 4. Такая конструкция индуктора 1 позволяет крепить его непосредственно на приводном валу 10 устройства магнитно-абразивной обработки без дополнительных сложных приспособлений. 94862013.08.30 Индуктор 1 может быть выполнен с возможностью двухопорного закрепления, например, как показано на фиг. 11, 12. На фиг. 11 показан индуктор 1, который содержит ось 11 и 12. Индуктор 1 может закрепляться своими осями 11 и 12 в подшипниковых опорах 13 в корпусе 14, который монтируется к приводу устройства (не показан) магнитно-абразивной обработки. На оси 12 индуктора 1 закреплен шкив 15, который передает вращение индуктору 1 через зубчатоременную передачу (не показана) от привода устройства (не показан). На фиг. 12 показан индуктор 1, который содержит крышку 16 с глухим отверстием 17 и пазом 18 и крышку 19 с центровым отверстием 20. Индуктор 1 может закрепляться в привод устройства (не показан) магнитно-абразивной обработки, в котором ось привода(не показана) через поводковый штифт (не показан) входит в зацепление с пазом 18 в крышке 16 индуктора 1 при центрировании крышки 19 индуктора 1 центром (не показано) этого устройства. Двухопорное крепление повышает точность позиционирования за счет увеличения жесткости и снижения биения индуктора при вращении. Это особенно важно при обработке магнитных деталей, которые притягивают к себе индуктор 1, что может приводить к его заклиниванию из-за перекоса в механизме крепления в случае консольного закрепления. Для повышения эффективности восстановления формы инструмента 5 (фиг. 13) в устройстве магнитно-абразивной обработки дополнительно возле корпуса индуктора 1 может устанавливаться экран 21 из ферромагнитного материала со стороны, противоположной рабочей зоне и обрабатываемой детали 22. Для более эффективного восстановления инструмента 5 (фиг. 14), особенно при высокой скорости вращения индуктора 1, экран 21 может быть выполнен в виде сегмента, повторяющего форму корпуса 2 индуктора 1. В случае необходимости обработки локального участка в устройстве магнитноабразивной обработки дополнительно к индуктору 1 можно использовать ограничители 22(фиг. 15) с целью задания требуемой ширины щетки инструмента 5. Индуктор 1 может быть смонтирован, например, в устройстве 23 магнитно-абразивной обработки (фиг. 16), состоящей из основания 24 и стойки 25. На основании 24 установлен привод 26 обрабатываемой детали (не показана), предназначенный для закрепления и вращения ее вокруг своей оси в трехкулачковом патроне 27, а также продольного перемещения этой детали. К стойке 25 крепится механизм 28 вертикального перемещения привода 29 индуктора 1. Индуктор 1 закреплен в приводе 29, который предназначен для вращения этого индуктора вокруг своей оси. В стойке 25 смонтирована панель управления 30 устройства 23 магнитно-абразивной обработки. Индуктор применяют следующим образом. Предварительно формируют на корпусе индуктора 1 (фиг. 2) инструмент 5 путем внесения ферроабразивного порошка, который под действием магнитного поля, создаваемого постоянными магнитами 3 (фиг. 1), принимает вид эластичной щетки. Обрабатываемую деталь 22 (фиг. 13, 14) закрепляют, например, в трехкулачковом патроне 27 (фиг. 16), а индуктор 1 со сформированным инструментом 5 (фиг. 2) закрепляют в приводе 29 (фиг. 16), например, с помощью хвостовика 9 (фиг. 8). В устройстве 23 (фиг. 16) магнитно-абразивной обработки включают привод 26 индуктора 1. Обрабатываемую деталь 22 (фиг. 11) подводят к вращающемуся индуктору 1 с помощью привода 29 (фиг. 14). Обработку поверхности детали 22 (фиг. 13, 14) проводят ее вращением в трехкулачковом патроне 27 (фиг. 16) с помощью привода 26 и перемещением индуктора 1 с помощью механизма 28. В устройстве 23 (фиг. 16) магнитно-абразивной обработки может быть применен экран 21 (фиг. 13, 14) для восстановления формы инструмента 5 в процессе обработки детали 22. Также могут быть применены ограничители 22 (фиг. 15) с целью задания требуемой ширины щетки инструмента 5. 5 94862013.08.30 Аналогично используют индукторы 1 с другими вариантами исполнения (фиг. 7, 8, 10-12),получая при этом различные по форме, количеству и расположению инструмента 5(фиг. 2, 13-15) в зависимости от выбранных конфигураций и количества обрабатываемых деталей. Применение индуктора по полезной модели позволит повысить эффективность, производительность и качество обработки как магнитных, так и немагнитных деталей. При этом такой индуктор упрощенной конструкции и уменьшенных габаритов позволяет упростить конструкции и улучшить компактность самого устройства для реализации обработки. Это снижает материальные и энергетические затраты технологического процесса магнитно-абразивной обработки поверхностей различных деталей. Фиг. 16 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 10
МПК / Метки
МПК: B24B 31/00
Метки: индуктор, магнитно-абразивной, обработки, поверхностей, устройства, деталей
Код ссылки
<a href="https://by.patents.su/10-u9486-induktor-dlya-ustrojjstva-magnitno-abrazivnojj-obrabotki-poverhnostejj-detalejj.html" rel="bookmark" title="База патентов Беларуси">Индуктор для устройства магнитно-абразивной обработки поверхностей деталей</a>
Устройство универсальное для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью
Номер патента: U 3525
Опубликовано: 30.04.2007
Авторы: Лебедев Владимир Яковлевич, Миронов Алексей Михайлович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: поверхностью, магнитно-абразивной, деталей, устройство, обработки, поверхностей, цилиндрических, универсальное, сложнопрофильной
Текст:
...прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с...
Устройство для магнитно-абразивной обработки цилиндрических и сложнопрофильных поверхностей деталей машин

Номер патента: U 5020
Опубликовано: 28.02.2009
Авторы: Лебедев Владимир Яковлевич, Федорович Элла Николаевна, Бабич Виталий Евгеньевич
МПК: B24B 31/00
Метки: машин, деталей, сложнопрофильных, магнитно-абразивной, обработки, устройство, цилиндрических, поверхностей
Текст:
...относительного скольжения происходит микрорезание только наружной поверхности колеса и кромок зубьев. Задачей предлагаемой полезной модели является обеспечение возможности обработки цилиндрических поверхностей деталей типа вал разного диаметра, а также деталей с прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной...
Система магнитно-абразивной обработки поверхностей немагнитных труб
Номер патента: U 8667
Опубликовано: 30.10.2012
Авторы: Корогода Олег Петрович, Пасевич Петр Иванович, Хомич Николай Степанович, Иванова Светлана Владимировна, Хамутовский Александр Николаевич, Глаговский Эдуард Михайлович
МПК: B08B 9/04, B24B 31/027
Метки: система, магнитно-абразивной, немагнитных, труб, поверхностей, обработки
Текст:
...магнитов, которые установлены относительно друг друга в одной плоскости,параллельной оси вращения трубы на фиг. 10 - способ обработки поверхностей труб с помощью индуктора с открытой рабочей зоной, имеющего магнитную систему, состоящей из сменных блоков с парами по 4 86672012.10.30 стоянных магнитов, которые установлены относительно друг друга в плоскостях, расположенных под углом друг к другу на фиг. 11 - общая схема осуществления...
Система магнитно-абразивной обработки поверхностей немагнитных труб
Номер патента: U 8772
Опубликовано: 30.12.2012
Авторы: Иванова Светлана Владимировна, Пасевич Петр Иванович, Глаговский Эдуард Михайлович, Хомич Николай Степанович, Хамутовский Александр Николаевич, Климов Алексей Александрович, Корогода Олег Петрович, Шлепов Игорь Алексеевич
МПК: B24B 31/27, B08B 9/04
Метки: немагнитных, обработки, система, магнитно-абразивной, поверхностей, труб
Текст:
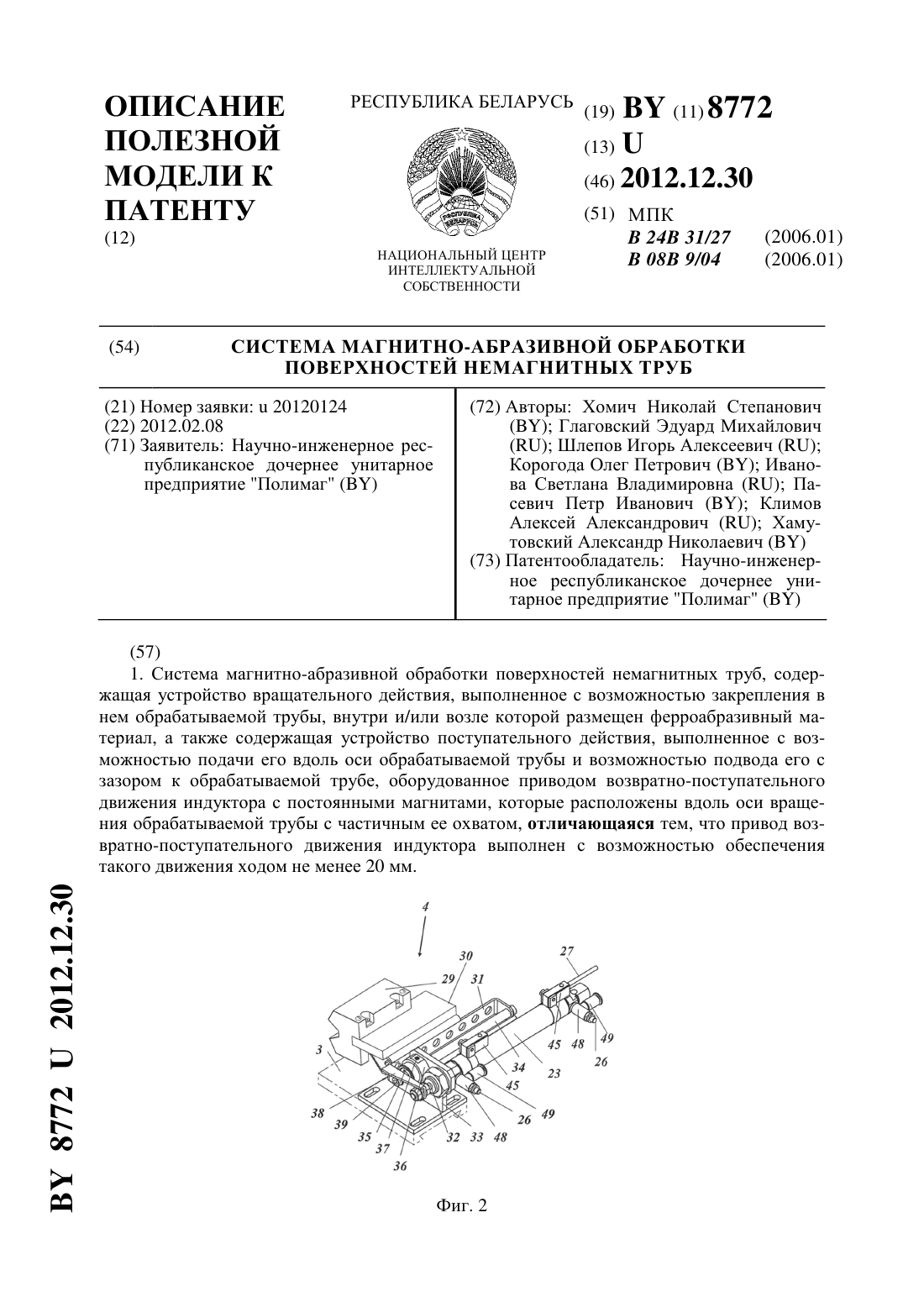
...воздуха 21 с манометром 22. Электронный блок управления 20 снабжен кнопками 24 и 25 соответственно с функциями наладки и пуска технологического процесса магнитно-абразивной обработки поверхностей немагнитных труб. Аппарат подготовки сжатого воздуха 21 необходим для функционирования пневмоцилиндра 23, соединенного с устройством 4 магнитно-абразивной обработки поверхностей немагнитных труб. Полости пневмоцилиндра 23 снабжены винтами 26 для...
Устройство для магнитно-импульсной абразивной обработки вращающихся деталей

Номер патента: U 8539
Опубликовано: 30.08.2012
Авторы: Михайловский Василий Евгеньевич, Капцевич Вячеслав Михайлович, Гальго Сергей Иванович, Федорович Элла Николаевна, Корнеева Валерия Константиновна, Лебедев Владимир Яковлевич
МПК: H01F 13/00, B24B 31/00
Метки: деталей, магнитно-импульсной, обработки, устройство, абразивной, вращающихся
Текст:
...и градиент в импульсе Ф на вершине конуса, так как ии , где Фи - величина магнитного потока, вб- пло щадь поперечного сечения рабочего элемента, м. Расположение основных обмоток на рабочих элементах позволяет получить максимальное значение основного градиентного магнитного поляна острых углах рабочих элементов. Выполнение конусообразной выемки в сменных рабочих элементах таким образом,что вершина выемки выходит на средину их рабочей...
Предыдущий патент: Безредукторный ветроэлектроагрегат
Следующий патент: Индуктор с двухопорным креплением для устройства магнитно-абразивной обработки поверхностей деталей
Случайный патент: Способ получения фильтрующего материала из наноразмерных порошков