Многооперационный станок с подвижным порталом
Номер патента: U 2658
Опубликовано: 30.04.2006
Авторы: Шумский Игорь Иосифович, Бутко Виктор Федорович, Клишевич Александр Михайлович, Киселев Иван Александрович, Лобунец Геннадий Викторович, Баницевич Александр Антонович, Пехота Александр Михайлович, Кирайдт Юрий Николаевич, Трусковский Александр Сергеевич
Текст
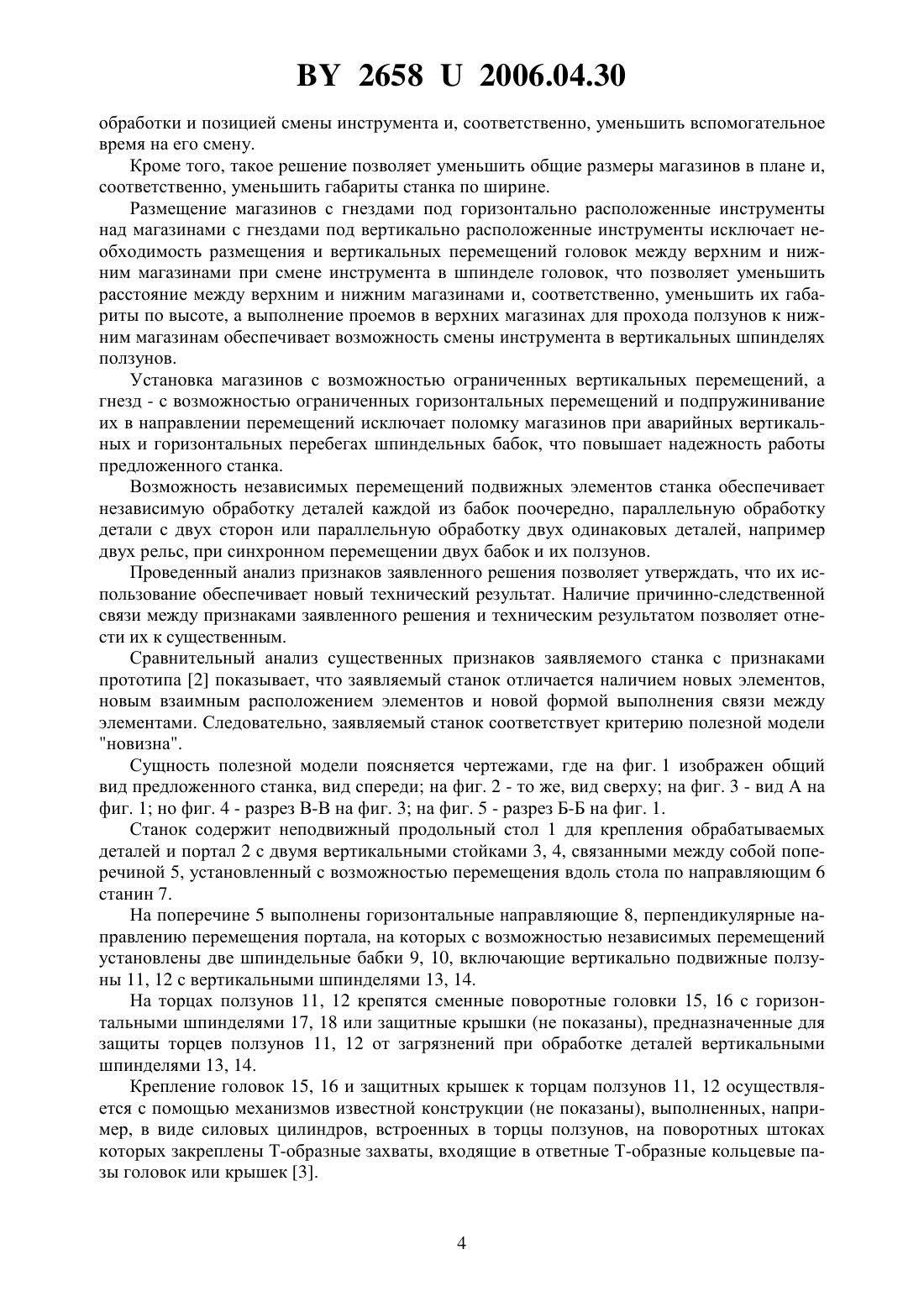
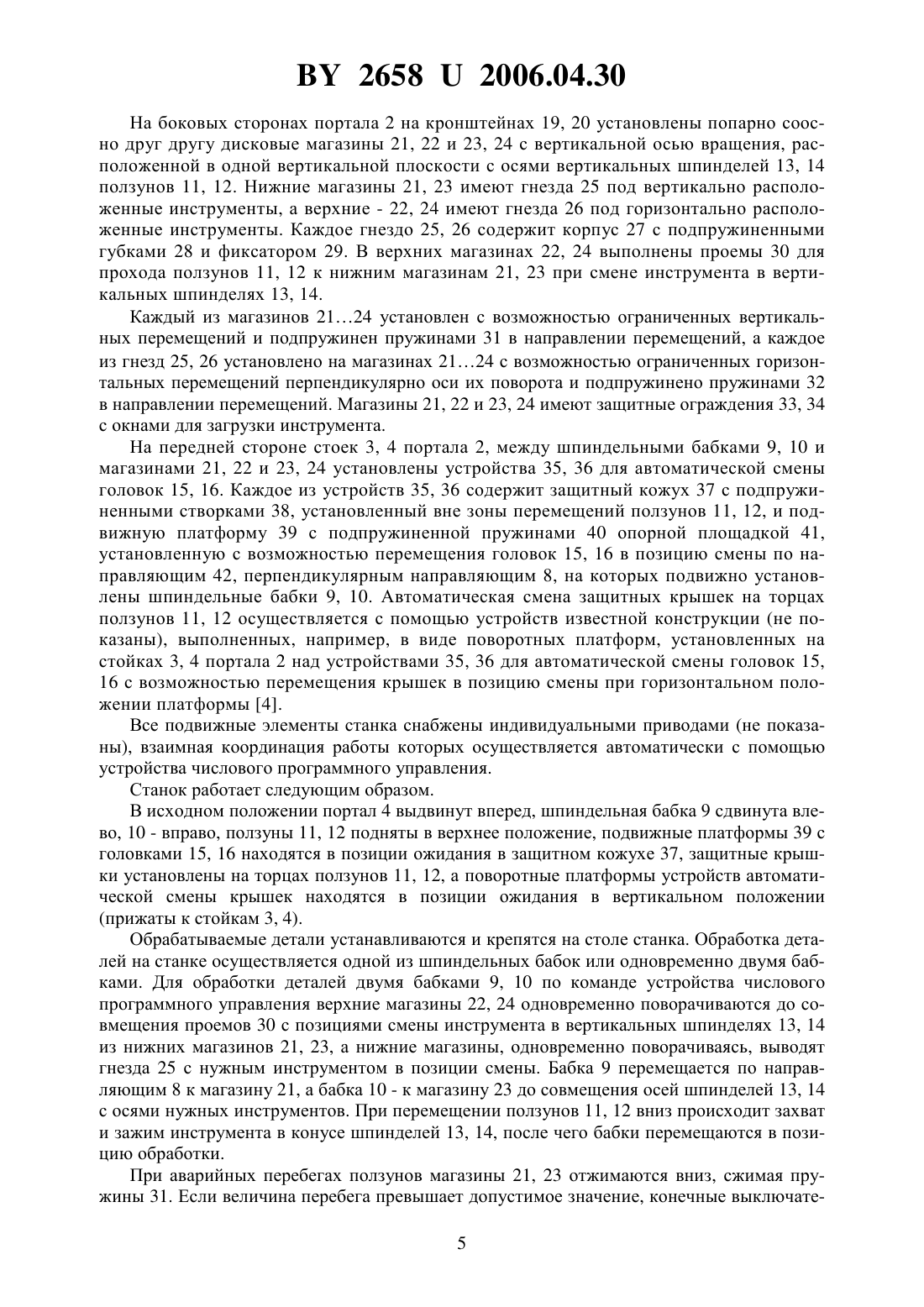
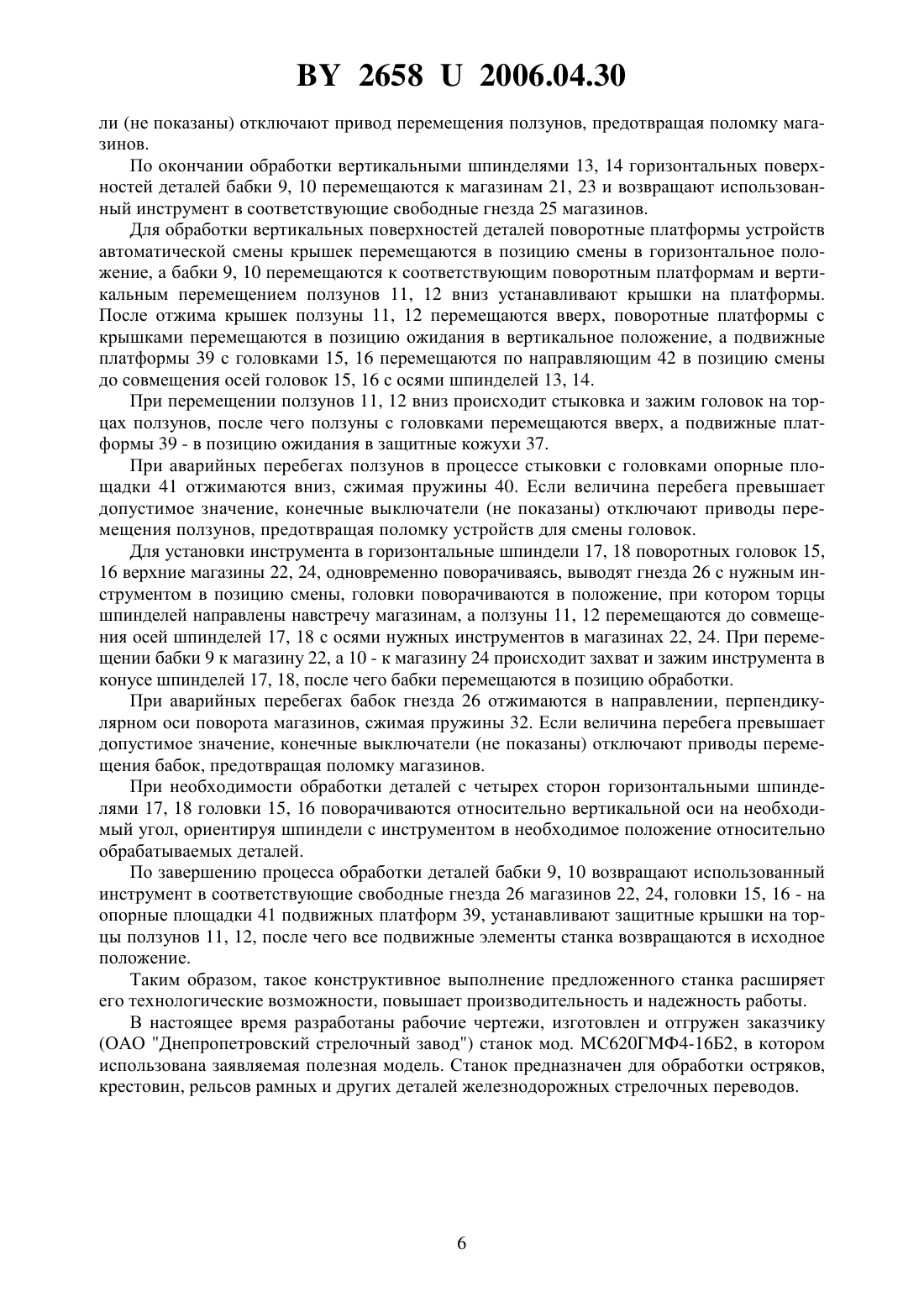
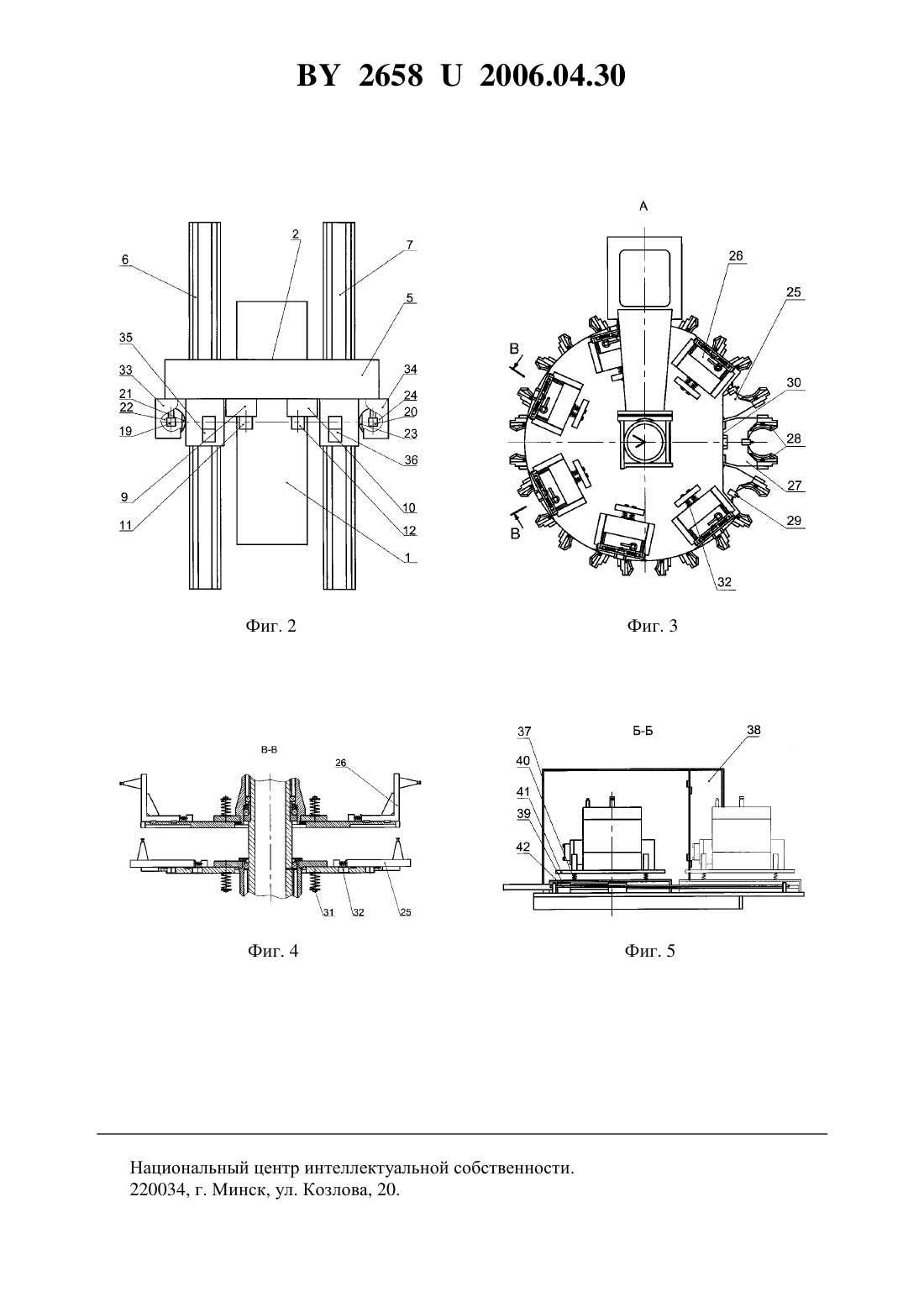
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Производственное республиканское унитарное предприятие МЗОР(72) Авторы Бутко Виктор Федорович Шумский Игорь Иосифович Трусковский Александр Сергеевич Баницевич Александр Антонович Киселев Иван Александрович Кирайдт Юрий Николаевич Клишевич Александр Михайлович Лобунец Геннадий Викторович Пехота Александр Михайлович(73) Патентообладатель Производственное республиканское унитарное предприятие МЗОР(57) 1. Многооперационный станок с подвижным порталом, содержащий неподвижный продольный стол, подвижный вдоль стола портал, на горизонтальных направляющих которого с возможностью независимых перемещений перпендикулярно направлению перемещения портала установлены две шпиндельные бабки, включающие вертикально подвижные ползуны с вертикальными шпинделями, две сменные головки с горизонтальными шпинделями, выполненные с возможностью закрепления на торцах ползунов, два устройства для автоматической смены головок, установленные с возможностью независимых горизонтальных перемещений головок в позицию смены, и два магазина с гнездами под вертикально расположенные инструменты, установленные на портале с возможность независимых угловых перемещений относительно вертикальной оси, отличающийся тем, что он снабжен двумя магазинами с гнездами под горизонтально расположенные инструменты, установленными на портале с возможностью независимых угловых перемещений относительно вертикальной оси, а устройства для автоматической 26582006.04.30 смены головок установлены на портале между магазинами и шпиндельными бабками с возможностью перемещения головок перпендикулярно направлению горизонтального перемещения шпиндельных бабок. 2. Станок по п. 1, отличающийся тем, что магазины с гнездами под горизонтально расположенные инструменты расположены над магазинами с гнездами под вертикально расположенные инструменты соосно друг другу, причем в верхних магазинах выполнены проемы для прохода ползунов к нижним магазинам при смене инструмента в вертикальных шпинделях ползунов. 3. Станок по п. 1 или 2, отличающийся тем, что каждый из магазинов установлен с возможностью ограниченных вертикальных перемещений и подпружинен в направлении перемещений, а каждое из гнезд установлено на магазинах с возможностью ограниченных горизонтальных перемещений перпендикулярно оси поворота магазинов и подпружинено в направлении перемещений.(56) 1.14198491, МПК 23 3/155, 1988. 2. Проспект фирмы, ФРГ,, мод. 17-20, 1996 (прототип). 3.1212753, МПК 23 3/157, 1986. 4.14077541, МПК 23 3/155, 1988. Полезная модель относится к станкостроению и может быть использована в многооперационных станках с подвижным порталом. Известен многооперационный станок с подвижным порталом, содержащий неподвижный продольный стол, подвижный вдоль стола портал, на горизонтальных направляющих которого с возможностью перемещения перпендикулярно направлению перемещения портала установлена шпиндельная бабка, включающая вертикально подвижный ползун с вертикальным шпинделем, и магазин с гнездами под вертикально расположенные инструменты, установленный на портале с возможностью угловых перемещений относительно вертикальной оси 1. Известный станок не обеспечивает возможности обработки детали с пяти сторон за одну установку, что сужает его технологические возможности и снижает производительность за счет увеличения вспомогательного времени на переустановку детали на столе станка. Кроме того, известный станок не обеспечивает возможности одновременной обработки двух деталей, что также снижает его производительность. Наиболее близким по технической сущности к заявляемому является многооперационный станок с подвижным порталом, содержащий неподвижный продольный стол, подвижный вдоль стола портал, на горизонтальных направляющих которого с возможностью независимых перемещений перпендикулярно направлению перемещения портала установлены две шпиндельные бабки, включающие вертикально подвижные ползуны с вертикальными шпинделями, две сменные головки с горизонтальными шпинделями,выполненные с возможностью закрепления на торцах ползунов, два устройства автоматической смены головок, установленные с возможностью независимых горизонтальных перемещений головок в позицию смены, и два магазина с гнездами под вертикально расположенные инструменты, установленные на портале с возможностью независимых угловых перемещений относительно вертикальной оси 2 (прототип). Известный станок не обеспечивает автоматической смены инструмента в горизонтальных шпинделях сменных головок. Кроме того, в известном станке устройства для автоматической смены головок установлены на отдельных фундаментах в конце хода портала с возможностью перемещения 2 26582006.04.30 головок в позицию смены перпендикулярно направлению перемещения портала и параллельно направлению горизонтального перемещения шпиндельных бабок. Необходимость дополнительных перемещений портала для смены каждой из головок в процессе обработки детали на известном станке увеличивает вспомогательное время и снижает его производительность. Техническая задача, на решение которой направлена заявленная полезная модель, заключается в создании многооперационного станка с подвижным порталом, обеспечивающего автоматическую смену инструмента как в вертикальном шпинделе ползунов, так и в горизонтальном шпинделе сменных головок, а также автоматическую смену головок без дополнительных перемещений портала и шпиндельных бабок, что уменьшает вспомогательное время и повышает производительность. Указанная задача решается тем, что многооперационный станок с подвижным порталом, содержащий неподвижный продольный стол, подвижный вдоль стола портал, на горизонтальных направляющих которого с возможностью независимых перемещений перпендикулярно направлению перемещения портала установлены две шпиндельные бабки, включающие вертикально подвижные ползуны с вертикальными шпинделями, две сменные головки с горизонтальными шпинделями, выполненные с возможностью закрепления на торце ползунов, два устройства для автоматической смены головок, установленные с возможностью независимых горизонтальных перемещений головок в позицию смены, и два магазина с гнездами под вертикально расположенные инструменты, установленные на портале с возможностью независимых угловых перемещений относительно вертикальной оси, согласно полезной модели, снабжен двумя магазинами с гнездами под горизонтально расположенные инструменты, установленными на портале с возможностью независимых угловых перемещений относительно вертикальной оси, а устройства для автоматической смены головок установлены на портале между магазинами и шпиндельными бабками с возможностью перемещения головок перпендикулярно направлению горизонтального перемещения шпиндельных бабок. Указанная задача решается также тем, что магазины с гнездами под горизонтально расположенные инструменты расположены над магазинами с гнездами под вертикально расположенные инструменты соосно друг другу, причем в верхних магазинах выполнены проемы для прохода ползунов к нижним магазинам при смене инструмента в вертикальных шпинделях ползунов. Кроме того, решению указанной задачи способствует то, что каждый из магазинов установлен с возможностью ограниченных вертикальных перемещений и подпружинен в направлении перемещений, а каждое из гнезд установлено на магазинах с возможностью ограниченных горизонтальных перемещений перпендикулярно оси поворота магазинов и подпружинено в направлении перемещений. Наличие в предложенном станке магазинов с гнездами под вертикально и горизонтально расположенные инструменты расширяет технологические возможности станка и обеспечивает возможность автоматической смены инструмента как в вертикальном шпинделе ползунов, так и в горизонтальном шпинделе сменных головок, а установка устройств для автоматической смены головок на портале между магазинами и шпиндельными бабками с возможностью перемещения головок в позицию смены перпендикулярно направлению горизонтального перемещения шпиндельных бабок обеспечивает возможность смены головок на торцах ползунов и последующей смены инструмента в шпинделе головок без дополнительных перемещений портала. При смене инструмента в шпинделе ползуна головку предварительно перемещают из позиции смены в позицию ожидания вне зоны перемещений ползуна. Соосное расположение магазинов с гнездами под вертикально и горизонтально расположенные инструменты (один над другим) позволяет сократить расстояние между зоной 26582006.04.30 обработки и позицией смены инструмента и, соответственно, уменьшить вспомогательное время на его смену. Кроме того, такое решение позволяет уменьшить общие размеры магазинов в плане и,соответственно, уменьшить габариты станка по ширине. Размещение магазинов с гнездами под горизонтально расположенные инструменты над магазинами с гнездами под вертикально расположенные инструменты исключает необходимость размещения и вертикальных перемещений головок между верхним и нижним магазинами при смене инструмента в шпинделе головок, что позволяет уменьшить расстояние между верхним и нижним магазинами и, соответственно, уменьшить их габариты по высоте, а выполнение проемов в верхних магазинах для прохода ползунов к нижним магазинам обеспечивает возможность смены инструмента в вертикальных шпинделях ползунов. Установка магазинов с возможностью ограниченных вертикальных перемещений, а гнезд - с возможностью ограниченных горизонтальных перемещений и подпружинивание их в направлении перемещений исключает поломку магазинов при аварийных вертикальных и горизонтальных перебегах шпиндельных бабок, что повышает надежность работы предложенного станка. Возможность независимых перемещений подвижных элементов станка обеспечивает независимую обработку деталей каждой из бабок поочередно, параллельную обработку детали с двух сторон или параллельную обработку двух одинаковых деталей, например двух рельс, при синхронном перемещении двух бабок и их ползунов. Проведенный анализ признаков заявленного решения позволяет утверждать, что их использование обеспечивает новый технический результат. Наличие причинно-следственной связи между признаками заявленного решения и техническим результатом позволяет отнести их к существенным. Сравнительный анализ существенных признаков заявляемого станка с признаками прототипа 2 показывает, что заявляемый станок отличается наличием новых элементов,новым взаимным расположением элементов и новой формой выполнения связи между элементами. Следовательно, заявляемый станок соответствует критерию полезной модели новизна. Сущность полезной модели поясняется чертежами, где на фиг. 1 изображен общий вид предложенного станка, вид спереди на фиг. 2 - то же, вид сверху на фиг. 3 - вид А на фиг. 1 но фиг. 4 - разрез В-В на фиг. 3 на фиг. 5 - разрез Б-Б на фиг. 1. Станок содержит неподвижный продольный стол 1 для крепления обрабатываемых деталей и портал 2 с двумя вертикальными стойками 3, 4, связанными между собой поперечиной 5, установленный с возможностью перемещения вдоль стола по направляющим 6 станин 7. На поперечине 5 выполнены горизонтальные направляющие 8, перпендикулярные направлению перемещения портала, на которых с возможностью независимых перемещений установлены две шпиндельные бабки 9, 10, включающие вертикально подвижные ползуны 11, 12 с вертикальными шпинделями 13, 14. На торцах ползунов 11, 12 крепятся сменные поворотные головки 15, 16 с горизонтальными шпинделями 17, 18 или защитные крышки (не показаны), предназначенные для защиты торцев ползунов 11, 12 от загрязнений при обработке деталей вертикальными шпинделями 13, 14. Крепление головок 15, 16 и защитных крышек к торцам ползунов 11, 12 осуществляется с помощью механизмов известной конструкции (не показаны), выполненных, например, в виде силовых цилиндров, встроенных в торцы ползунов, на поворотных штоках которых закреплены Т-образные захваты, входящие в ответные Т-образные кольцевые пазы головок или крышек 3. 26582006.04.30 На боковых сторонах портала 2 на кронштейнах 19, 20 установлены попарно соосно друг другу дисковые магазины 21, 22 и 23, 24 с вертикальной осью вращения, расположенной в одной вертикальной плоскости с осями вертикальных шпинделей 13, 14 ползунов 11, 12. Нижние магазины 21, 23 имеют гнезда 25 под вертикально расположенные инструменты, а верхние - 22, 24 имеют гнезда 26 под горизонтально расположенные инструменты. Каждое гнездо 25, 26 содержит корпус 27 с подпружиненными губками 28 и фиксатором 29. В верхних магазинах 22, 24 выполнены проемы 30 для прохода ползунов 11, 12 к нижним магазинам 21, 23 при смене инструмента в вертикальных шпинделях 13, 14. Каждый из магазинов 2124 установлен с возможностью ограниченных вертикальных перемещений и подпружинен пружинами 31 в направлении перемещений, а каждое из гнезд 25, 26 установлено на магазинах 2124 с возможностью ограниченных горизонтальных перемещений перпендикулярно оси их поворота и подпружинено пружинами 32 в направлении перемещений. Магазины 21, 22 и 23, 24 имеют защитные ограждения 33, 34 с окнами для загрузки инструмента. На передней стороне стоек 3, 4 портала 2, между шпиндельными бабками 9, 10 и магазинами 21, 22 и 23, 24 установлены устройства 35, 36 для автоматической смены головок 15, 16. Каждое из устройств 35, 36 содержит защитный кожух 37 с подпружиненными створками 38, установленный вне зоны перемещений ползунов 11, 12, и подвижную платформу 39 с подпружиненной пружинами 40 опорной площадкой 41,установленную с возможностью перемещения головок 15, 16 в позицию смены по направляющим 42, перпендикулярным направляющим 8, на которых подвижно установлены шпиндельные бабки 9, 10. Автоматическая смена защитных крышек на торцах ползунов 11, 12 осуществляется с помощью устройств известной конструкции (не показаны), выполненных, например, в виде поворотных платформ, установленных на стойках 3, 4 портала 2 над устройствами 35, 36 для автоматической смены головок 15,16 с возможностью перемещения крышек в позицию смены при горизонтальном положении платформы 4. Все подвижные элементы станка снабжены индивидуальными приводами (не показаны), взаимная координация работы которых осуществляется автоматически с помощью устройства числового программного управления. Станок работает следующим образом. В исходном положении портал 4 выдвинут вперед, шпиндельная бабка 9 сдвинута влево, 10 - вправо, ползуны 11, 12 подняты в верхнее положение, подвижные платформы 39 с головками 15, 16 находятся в позиции ожидания в защитном кожухе 37, защитные крышки установлены на торцах ползунов 11, 12, а поворотные платформы устройств автоматической смены крышек находятся в позиции ожидания в вертикальном положении(прижаты к стойкам 3, 4). Обрабатываемые детали устанавливаются и крепятся на столе станка. Обработка деталей на станке осуществляется одной из шпиндельных бабок или одновременно двумя бабками. Для обработки деталей двумя бабками 9, 10 по команде устройства числового программного управления верхние магазины 22, 24 одновременно поворачиваются до совмещения проемов 30 с позициями смены инструмента в вертикальных шпинделях 13, 14 из нижних магазинов 21, 23, а нижние магазины, одновременно поворачиваясь, выводят гнезда 25 с нужным инструментом в позиции смены. Бабка 9 перемещается по направляющим 8 к магазину 21, а бабка 10 - к магазину 23 до совмещения осей шпинделей 13, 14 с осями нужных инструментов. При перемещении ползунов 11, 12 вниз происходит захват и зажим инструмента в конусе шпинделей 13, 14, после чего бабки перемещаются в позицию обработки. При аварийных перебегах ползунов магазины 21, 23 отжимаются вниз, сжимая пружины 31. Если величина перебега превышает допустимое значение, конечные выключате 5 26582006.04.30 ли (не показаны) отключают привод перемещения ползунов, предотвращая поломку магазинов. По окончании обработки вертикальными шпинделями 13, 14 горизонтальных поверхностей деталей бабки 9, 10 перемещаются к магазинам 21, 23 и возвращают использованный инструмент в соответствующие свободные гнезда 25 магазинов. Для обработки вертикальных поверхностей деталей поворотные платформы устройств автоматической смены крышек перемещаются в позицию смены в горизонтальное положение, а бабки 9, 10 перемещаются к соответствующим поворотным платформам и вертикальным перемещением ползунов 11, 12 вниз устанавливают крышки на платформы. После отжима крышек ползуны 11, 12 перемещаются вверх, поворотные платформы с крышками перемещаются в позицию ожидания в вертикальное положение, а подвижные платформы 39 с головками 15, 16 перемещаются по направляющим 42 в позицию смены до совмещения осей головок 15, 16 с осями шпинделей 13, 14. При перемещении ползунов 11, 12 вниз происходит стыковка и зажим головок на торцах ползунов, после чего ползуны с головками перемещаются вверх, а подвижные платформы 39 - в позицию ожидания в защитные кожухи 37. При аварийных перебегах ползунов в процессе стыковки с головками опорные площадки 41 отжимаются вниз, сжимая пружины 40. Если величина перебега превышает допустимое значение, конечные выключатели (не показаны) отключают приводы перемещения ползунов, предотвращая поломку устройств для смены головок. Для установки инструмента в горизонтальные шпиндели 17, 18 поворотных головок 15,16 верхние магазины 22, 24, одновременно поворачиваясь, выводят гнезда 26 с нужным инструментом в позицию смены, головки поворачиваются в положение, при котором торцы шпинделей направлены навстречу магазинам, а ползуны 11, 12 перемещаются до совмещения осей шпинделей 17, 18 с осями нужных инструментов в магазинах 22, 24. При перемещении бабки 9 к магазину 22, а 10 - к магазину 24 происходит захват и зажим инструмента в конусе шпинделей 17, 18, после чего бабки перемещаются в позицию обработки. При аварийных перебегах бабок гнезда 26 отжимаются в направлении, перпендикулярном оси поворота магазинов, сжимая пружины 32. Если величина перебега превышает допустимое значение, конечные выключатели (не показаны) отключают приводы перемещения бабок, предотвращая поломку магазинов. При необходимости обработки деталей с четырех сторон горизонтальными шпинделями 17, 18 головки 15, 16 поворачиваются относительно вертикальной оси на необходимый угол, ориентируя шпиндели с инструментом в необходимое положение относительно обрабатываемых деталей. По завершению процесса обработки деталей бабки 9, 10 возвращают использованный инструмент в соответствующие свободные гнезда 26 магазинов 22, 24, головки 15, 16 - на опорные площадки 41 подвижных платформ 39, устанавливают защитные крышки на торцы ползунов 11, 12, после чего все подвижные элементы станка возвращаются в исходное положение. Таким образом, такое конструктивное выполнение предложенного станка расширяет его технологические возможности, повышает производительность и надежность работы. В настоящее время разработаны рабочие чертежи, изготовлен и отгружен заказчику(ОАО Днепропетровский стрелочный завод) станок мод. МС 620 ГМФ 4-16 Б 2, в котором использована заявляемая полезная модель. Станок предназначен для обработки остряков,крестовин, рельсов рамных и других деталей железнодорожных стрелочных переводов. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23C 1/00
Метки: многооперационный, станок, порталом, подвижным
Код ссылки
<a href="https://by.patents.su/7-u2658-mnogooperacionnyjj-stanok-s-podvizhnym-portalom.html" rel="bookmark" title="База патентов Беларуси">Многооперационный станок с подвижным порталом</a>
Многошпиндельный станок с автоматической сменой инструмента и способ смены инструмента на этом станке

Номер патента: 6498
Опубликовано: 30.09.2004
Авторы: Корчагин Виктор Иванович, Галицкий Леонид Иванович, Кривомаз Михаил Михайлович, Кравцов Николай Викторович
МПК: B23B 39/02, B23C 1/04, B23Q 3/157...
Метки: этом, автоматической, способ, многошпиндельный, смены, инструмента, станок, станке, сменой
Текст:
...наличию в предложенном станке вышеперечисленных признаков при обработке детали поочередным вводом в действие обеих шпиндельных бабок смена инструмента в этих бабках осуществляется поочередно из обоих магазинов поочередным вводом в действие обоих механизмов для смены инструмента, причем пока один из этих механизмов осуществляет смену использованного инструмента в одной из бабок, другой осуществляет обмен инструмента с магазином и...
Деревообрабатывающий станок
Номер патента: 1337
Опубликовано: 16.09.1996
Авторы: Сенько Л. В., Цыбуленко П. В.
МПК: B27C 1/08
Метки: деревообрабатывающий, станок
Текст:
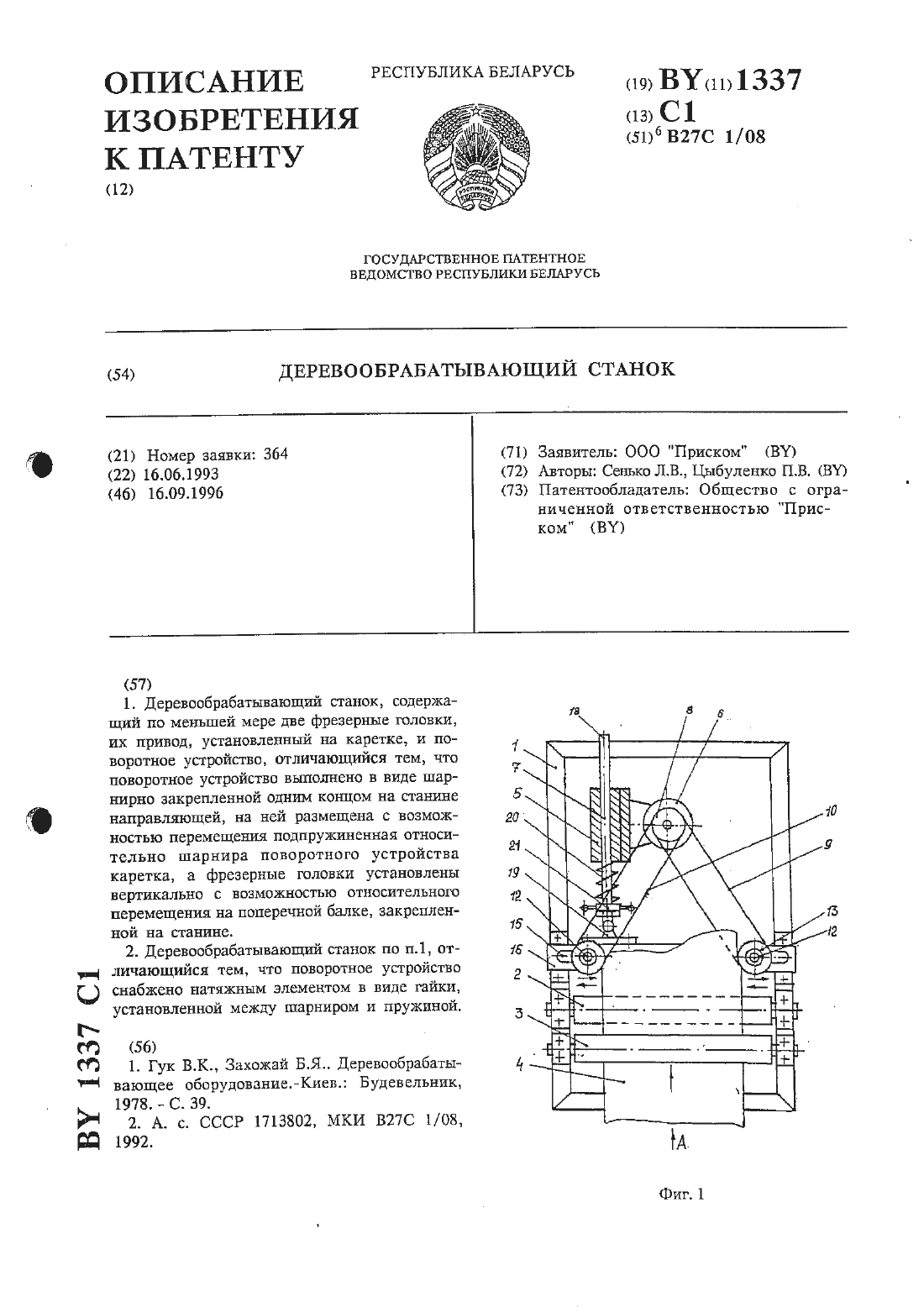
...меньшей мере две фрезерные головки, их привод, установленный на каретке, и поворотное устройство, имеются существенные отличия в том, что поворотное устройство выполнено в виде гпарнирно закрепленной одним концом на станине направляющей, на ней размещена с возможностью перемещения подпружиненная относительно шарнира поворотного устройства каретка, а фрезерные головки установлены вертикально с возможностью относительного перемещения на...
Станок для обработки оптических поверхностей
Номер патента: 2068
Опубликовано: 30.03.1998
Авторы: Козерук Альбин Степанович, Шамкалович Владимир Иванович, Филонов Игорь Павлович, Альхимович Геннадий Петрович, Реут Татьяна Аркадьевна
МПК: B24B 13/04, B24B 13/00
Метки: обработки, станок, оптических, поверхностей
Текст:
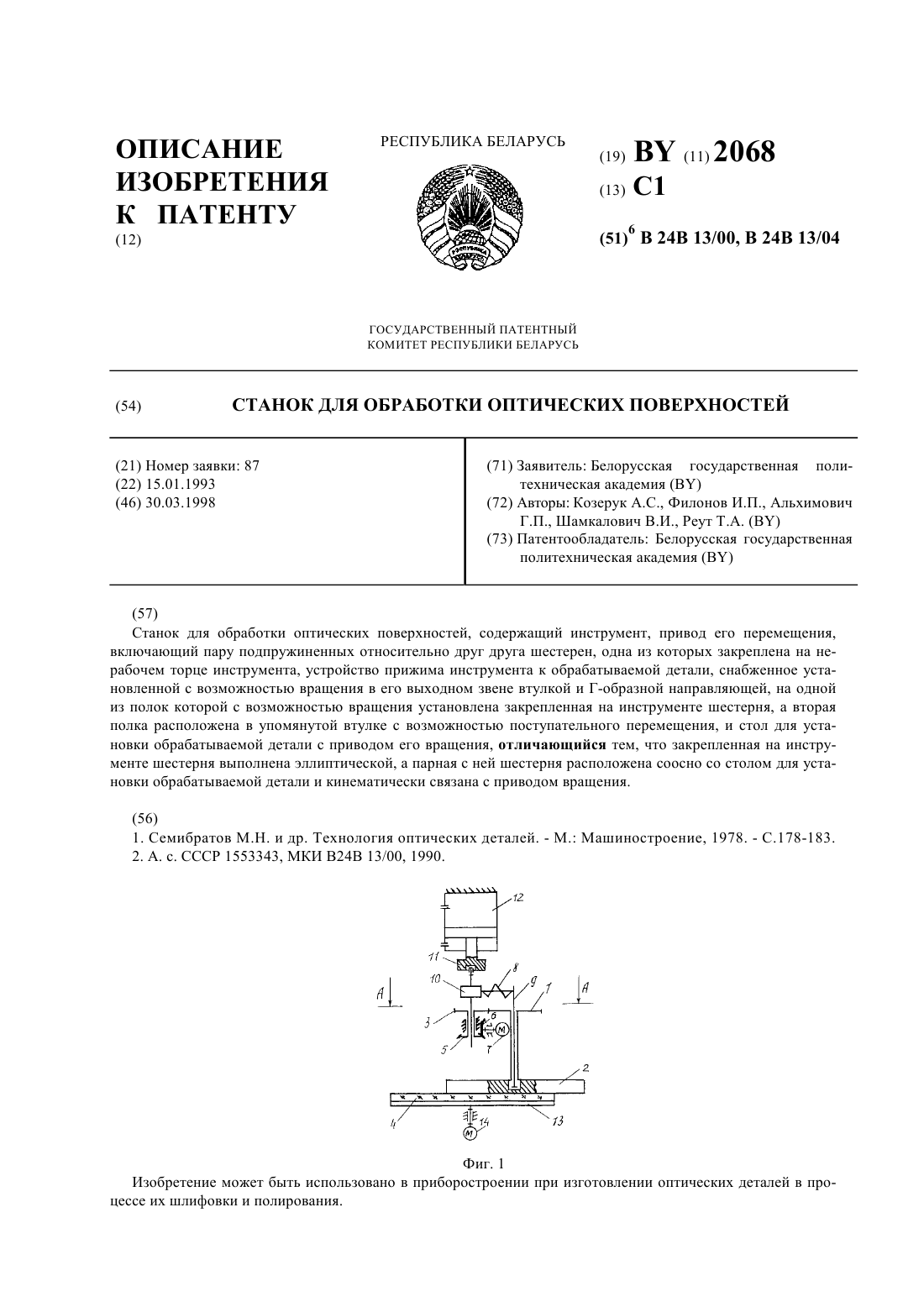
...с возможностью вращения установлена закрепленная на инструменте шестерня, а вторая полка расположена в упомянутой втулке с возможностью поступательного перемещения, и стол для установки обрабатываемой детали с приводом его вращения, при этом закрепленная на инструменте шестерня выполнена эллиптической, а парная с ней шестерня расположена сн со столом для установки обрабатываемой детали и кинематически связана с приводом вращения....
Станок труборасточной для двухсторонней расточки труб
Номер патента: U 212
Опубликовано: 30.12.2000
Авторы: Щерба Владимир Яковлевич, Конопляник Александр Иванович, Иванов Леонид Викторович, Конопляник Алла Владимировна, Прушак Виктор Яковлевич, Байко Андрей Евгеньевич
МПК: B23Q 7/02
Метки: труборасточной, двухсторонней, труб, расточки, станок
Текст:
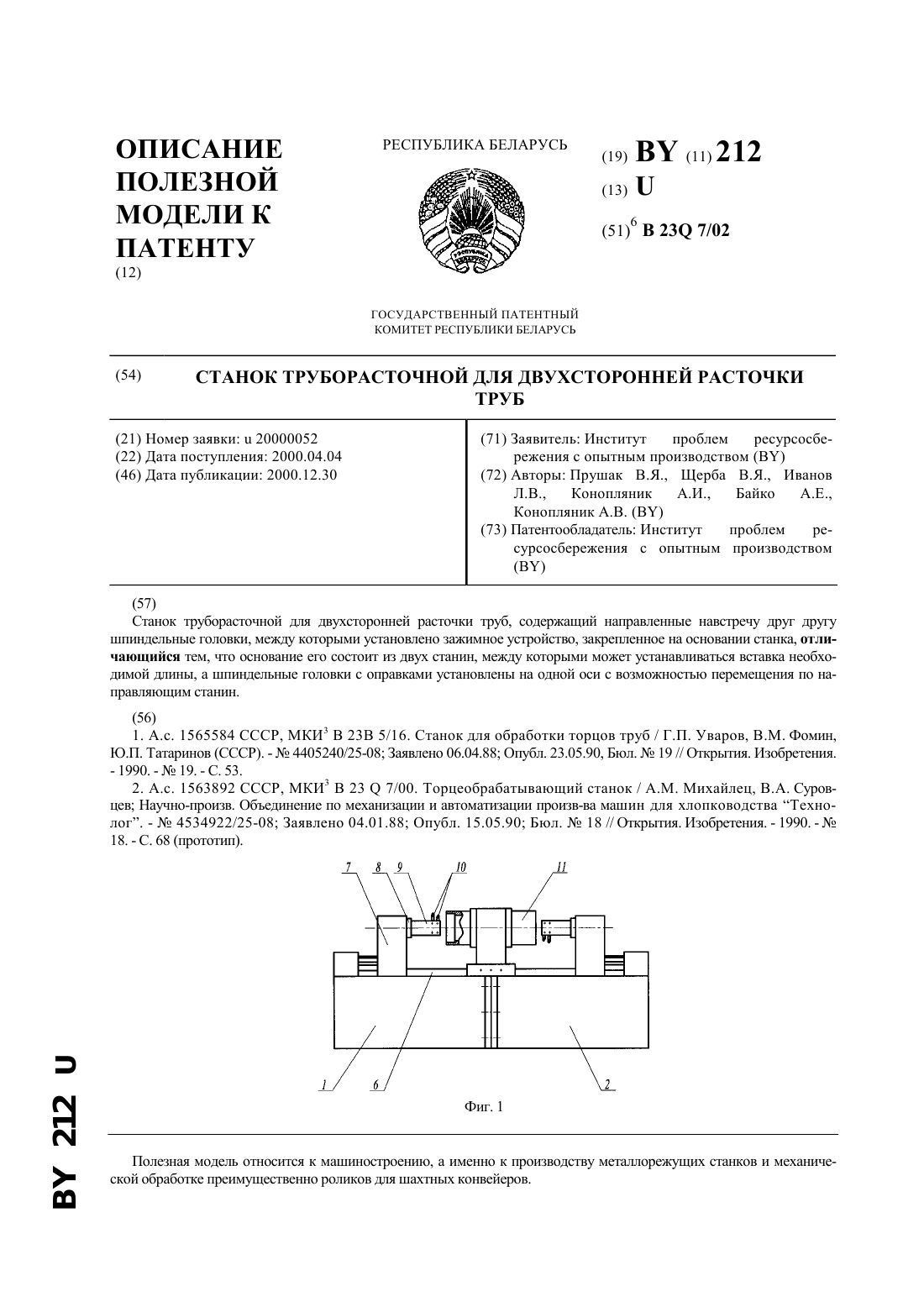
...рабочей поверхности, установленного с возможностью вертикального перемещения относительно корпуса зажимного устройства посредством дополнительно введенного копира, закрепленного на станине, при этом корпусы зажимных устройств жестко связаны между собой, причем копиры установлены с возможностью регулировки своего положения в вертикальной плоскости 2. Недостатком такого станка является наличие выдвижных шпинделей с режущим инструментом, что...
Металлорежущий станок
Номер патента: U 1292
Опубликовано: 30.03.2004
Авторы: Баранов Виктор Васильевич, Казимиров Валерий Павлович, Кривомаз Михаил Михайлович, Кравцов Николай Викторович, Гамеза Владимир Николаевич, Кирайдт Юрий Николаевич, Загуста Гарий Матвеевич, Корчагин Виктор Иванович, Шумский Игорь Иосифович, Трусковский Александр Сергеевич, Галицкий Леонид Иванович
МПК: B23C 1/00, B23B 39/02
Метки: станок, металлорежущий
Текст:
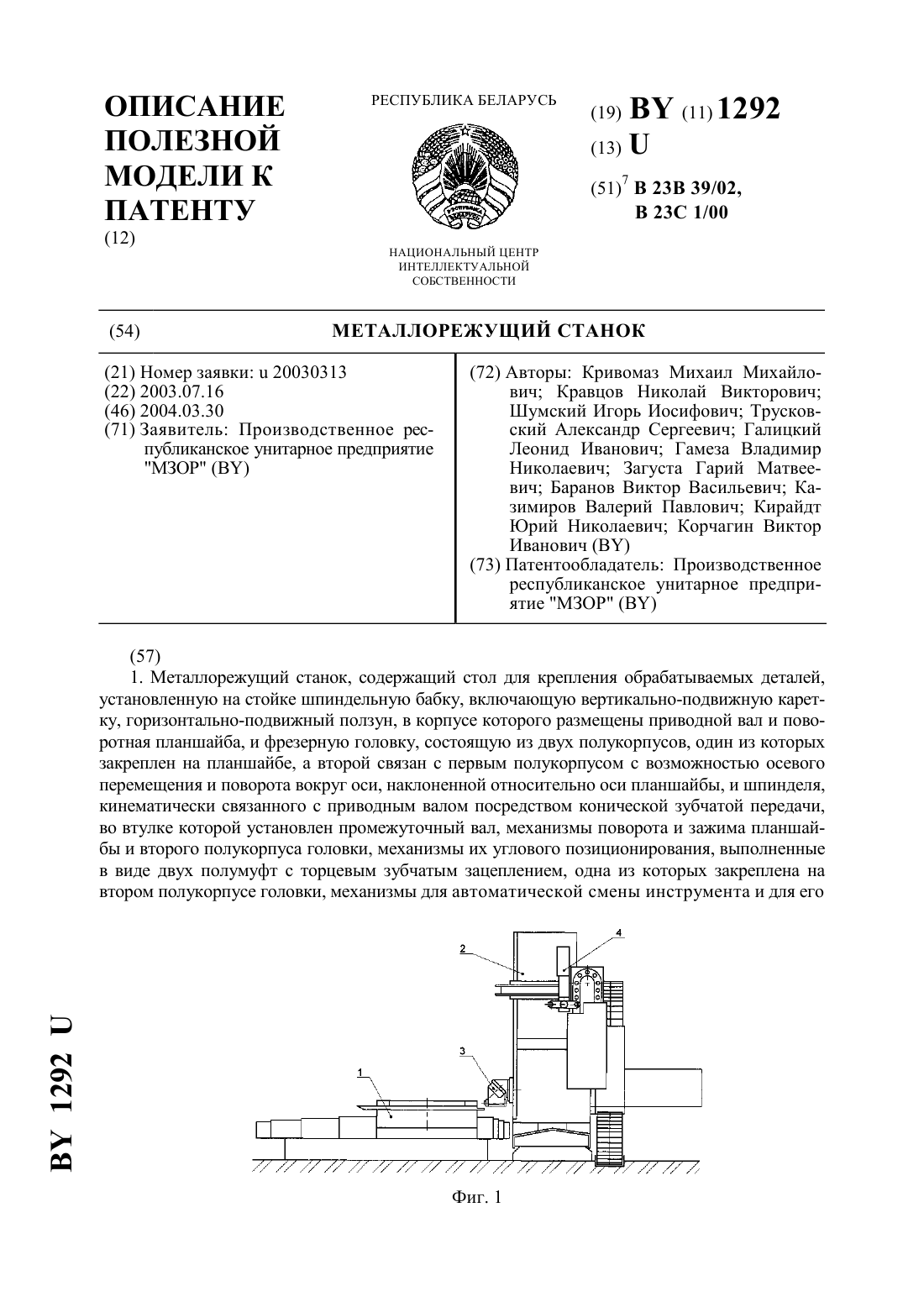
...сложную кинематическую цепь, включающую несколько пар сопряженных зубчатых колес и червячную передачу, что упрощает конструкцию предложенного станка и снижает трудоемкость сборочно-разборочных работ. Кроме того, в предложенном решении втулка, выполняющая функцию базового элемента для подшипников промежуточного вала конической зубчатой передачи, выполняет дополнительные функции -элемента двухштокового гидроцилиндра для зажима и отжима второго...
Предыдущий патент: Крыло ветроустановки
Следующий патент: Карданный вал наземных транспортных средств
Случайный патент: Установка для получения углеродного наноматериала