Устройство для изготовления стент-элементов стент-графта из нитиноловой проволоки
Номер патента: U 9687
Опубликовано: 30.10.2013
Авторы: Хрусталев Борис Михайлович, Минченя Владимир Тимофеевич, Островский Юрий Петрович, Минченя Николай Тимофеевич, Алексеев Юрий Геннадьевич, Мрочек Александр Геннадьевич, Корзников Дмитрий Александрович, Нисс Владимир Семенович, Шкет Александр Павлович
Текст
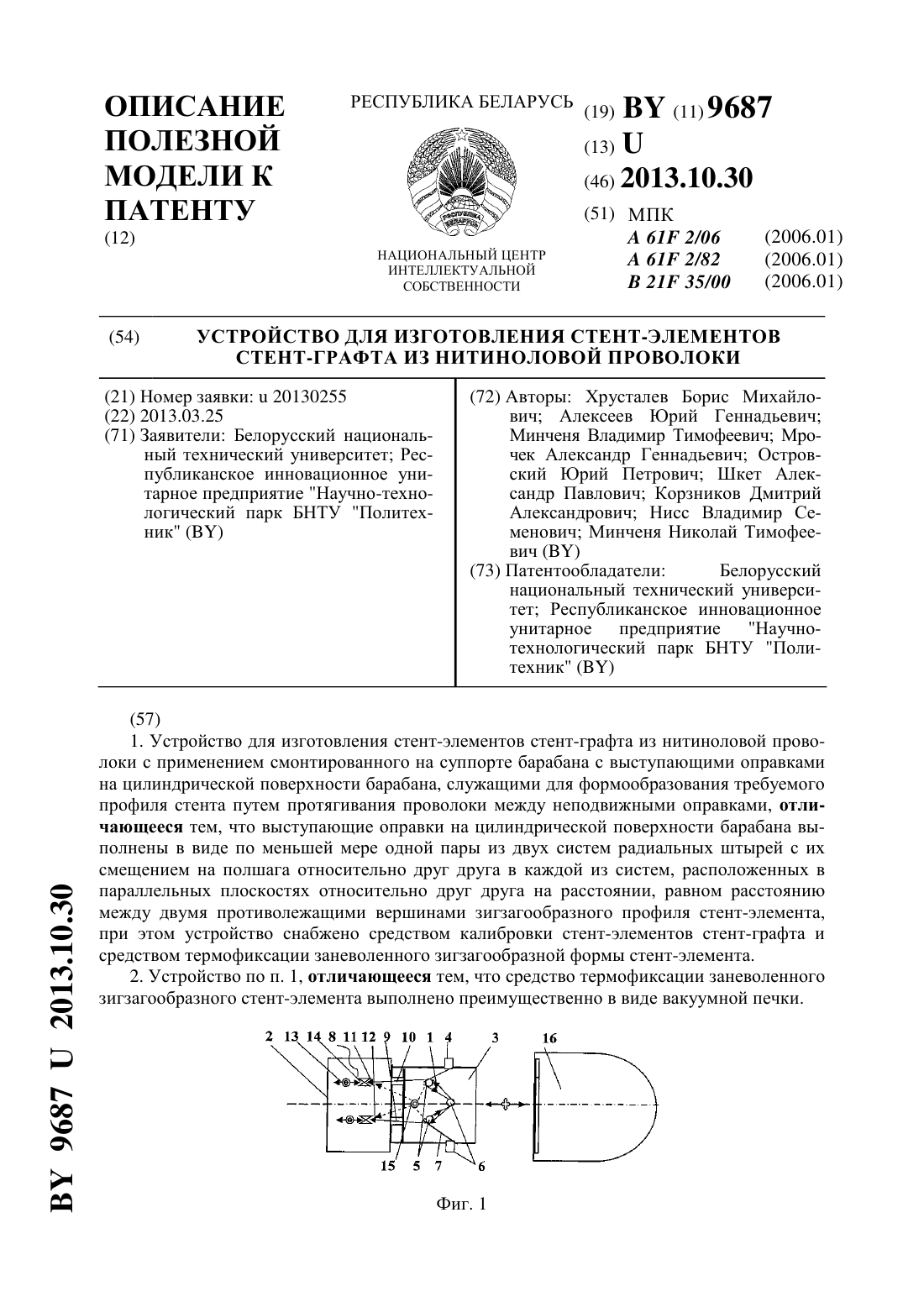
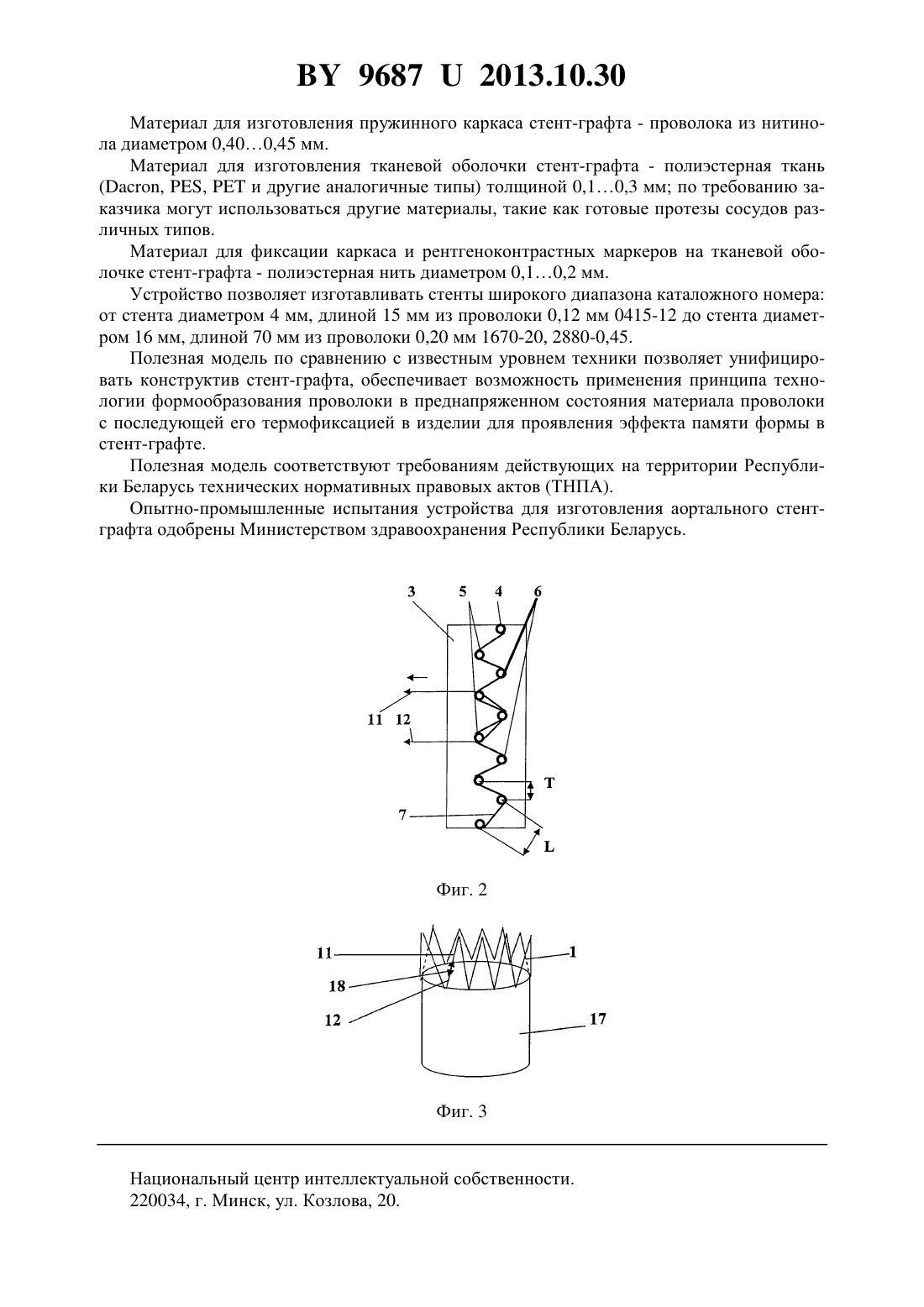
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНТ-ЭЛЕМЕНТОВ СТЕНТ-ГРАФТА ИЗ НИТИНОЛОВОЙ ПРОВОЛОКИ(71) Заявители Белорусский национальный технический университет Республиканское инновационное унитарное предприятие Научно-технологический парк БНТУ Политехник(72) Авторы Хрусталев Борис Михайлович Алексеев Юрий Геннадьевич Минченя Владимир Тимофеевич Мрочек Александр Геннадьевич Островский Юрий Петрович Шкет Александр Павлович Корзников Дмитрий Александрович Нисс Владимир Семенович Минченя Николай Тимофеевич(73) Патентообладатели Белорусский национальный технический университет Республиканское инновационное унитарное предприятие Научнотехнологический парк БНТУ Политехник(57) 1. Устройство для изготовления стент-элементов стент-графта из нитиноловой проволоки с применением смонтированного на суппорте барабана с выступающими оправками на цилиндрической поверхности барабана, служащими для формообразования требуемого профиля стента путем протягивания проволоки между неподвижными оправками, отличающееся тем, что выступающие оправки на цилиндрической поверхности барабана выполнены в виде по меньшей мере одной пары из двух систем радиальных штырей с их смещением на полшага относительно друг друга в каждой из систем, расположенных в параллельных плоскостях относительно друг друга на расстоянии, равном расстоянию между двумя противолежащими вершинами зигзагообразного профиля стент-элемента,при этом устройство снабжено средством калибровки стент-элементов стент-графта и средством термофиксации заневоленного зигзагообразной формы стент-элемента. 2. Устройство по п. 1, отличающееся тем, что средство термофиксации заневоленного зигзагообразного стент-элемента выполнено преимущественно в виде вакуумной печки. 96872013.10.30 3. Устройство по п. 1, отличающееся тем, что средство калибровки выполнено в виде параллельной направляющей цилиндра барабана канальной проводки для свободных концов зигзагообразного стент-элемента и средства натяжения с фиксатором упомянутых концов вдоль оси барабана в пределах упругой деформации материала стент-элемента. 4. Устройство по п. 1, отличающееся тем, что средство калибровки выполнено в виде радиальной канальной проводки для свободных концов зигзагообразного стент-элемента и средства натяжения с фиксатором упомянутых концов вдоль оси барабана в пределах упругой деформации материала стент-элемента. 5. Устройство по п. 1, отличающееся тем, что оно снабжено средством калибровки для свободных концов зигзагообразного стент-элемента и обжимной муфтой для создания неразъемного соединения между упомянутыми откалиброванными свободными концами. Полезная модель относится к медицинской технике, а именно к рентгеноэндовоксулярной хирургии путем имплантирования каркаса в сосуды из материала, обладающего биологической совместимостью с тканями организма, пластичностью, прочностью и антикоррозионными свойствами. Таким сплавом является нитинол, обладающий памятью формы. Наиболее подходящей формой каркаса является плоская спираль. Производство имплант-каркасов реализует технология изготовления изделий из металлической проволоки, т.е. способы и устройства для изготовления из проволоки изделий зигзагообразной, синусоидальной, -образной формы. Наиболее подходящей формой каркаса оказалась плоская спираль. Изобретение направлено на конструирование оснастки для изготовления зигзагообразных стентэлементов из нитиноловой проволоки преимущественно для аортального стент-графта,имплантируемого в нисходящий отдел грудной аорты. Аортальный стент-графт - самораскрывающийся эндопротез на доставляющем катетере, предназначенный для того, чтобы перекрыть поступление крови к аневризме, образовавшейся в стенке аорты. Стент-графт представляет собой тубулярное трубчатое устройство со стенками из гибкого листового материала, поддерживаемыми для повышения жесткости зигзагообразным каркасом, который обычно изготавливается в форме развертки плоской спирали из сверхупругого металла. Таким сплавом является нитинол, обладающий памятью формы. Известен автомат для изготовления из проволоки волнообразной ленты, например для зигзагообразных пружин, снабженный устройством для прокатки и правки проволоки и устройством для формообразования из проволоки бесконечной волнообразной ленты, при этом участок движения проволоки между устройством прокатки и правки проволоки и устройством для формообразования бесконечной волнообразной ленты выполнен с возможностью свободного провисания проволоки и оснащен сенсорным устройством для контроля ее расположения. Изобретение обеспечивает получение бунтов значительной длиной зигзагообразного профиля ленты при отсутствии заклинивания витков 1. Автомат решает задачу создания способа изготовления из проволоки бесконечной волнообразной ленты в бунтах. Достоинство известной технологии в том, что она оснащена сенсорным устройством для контроля расположения ленты на участке ее движения между устройством для фор 2 96872013.10.30 мообразования из проволоки бесконечной волнообразной ленты и устройством для сматывания волнообразной ленты в бунт. Недостаток известной технологии проявляется в сложности и значительной погрешности кинематики. Известная технология не может реализовать формообразование проволоки в преднапряженном состояния материала проволоки с последующей его термофиксацией в изделии. Известны конструкции лечебных зигзагообразных стент-элементов профессора Рабкина преимущественно в виде плоской пружины различного диаметра из проволочной заготовки с применением сплавов нитинола с эффектом формы памяти 2. Известная технология не может реализовать совмещения одновременного формообразования проволоки и преднапряжения растяжением материала проволоки с последующей его термофиксацией в изделии. Известно устройство для изготовления из проволоки плоских зигзагообразных пружин, выполненное в виде формующих зубчатых колес для получения их в законченном виде за один проход машины путем изгиба и одновременной формовки зигзагообразных концов пружины, устройство выполнено с двумя парами формующих колес, одно из колес каждой пары выполнено в виде зубчатого венца на торце вращающегося диска (ведущего колеса устройства), взаимодействующего с другим зубчатым колесом, ось вращения которого перпендикулярна оси вращения венца. Устройство обеспечивает автоматизацию изготовления плоских пружин 3. Недостаток проявляется в том, что известная технология не реализует способ одновременного формообразования проволоки в преднапряженном состояния материала проволоки с последующей его термофиксацией преднапряженного состояния в изделии после формообразования последнего. Ближайшим техническим решением, принятым за прототип, является конструкция устройства и способ для изготовления каркасных зигзагообразных плоских стентэлементов стент-графта из нитиноловой проволоки с применением смонтированного на суппорте барабана с выступающими оправками на цилиндрической поверхности барабана, служащими для формообразования требуемого профиля стента путем протягивания проволоки между неподвижными оправками 4. В известной конструкции способ изготовления зигзагообразных пружин в форме плоской спирали производят путем выгибания из металлической проволоки или ленты при помощи барабана с выступающими оправками путем протягивания между ними заготовки для формообразования требуемого очертания между неподвижными упорами. На приводимый в движение суппортом барабан с заготовкой помимо неподвижных роликовых упоров, служащих для формообразования заготовки в одном направлении, воздействуют периодически подвигаемые упорные ролики для изгиба ее в другом направлении. Известный способ включает разматывание проволоки из исходного бунта, перед формообразованием из проволоки волнообразной формы изделия, проволоку прокатывают и правят. Известная конструкция для изготовления из проволоки зигзагообразных пружин достаточно проста и позволяет получать длинномерный плоские пружины, используемые в т.ч. и для зигзагообразных стентов, с высокой производительностью. Недостаток известной конструкции заключается в формообразовании зигзагообразных плоских пружин из нагретой заготовки в сложности и накопленной погрешности кинематики. Недостаток известной технологии проявляется также в значительном отклонении между соседними элементами зигзагообразной пружины от плоскостности. При сворачивании плоской пружины в цилиндрический армирующий каркас стент-графита упомянутое отклонение элементов каркаса от плоскостности приводит к нецилиндричности стентграфта, что проявляется в травмировании сосуда. 3 96872013.10.30 В основу полезной модели поставлена задача универсализации применения принципа единой технологии трансформера проволочной заготовки в изделие стент-графт. Поставленная задача решена тем, что в устройстве для изготовления стент-элементов стент-графта из нитиноловой проволоки с применением смонтированного на суппорте барабана с выступающими оправками на цилиндрической поверхности барабана, служащими для формообразования требуемого профиля стента путем протягивания проволоки между неподвижными оправками, согласно полезной модели выступающие оправки на цилиндрической поверхности барабана выполнены в виде двух систем радиальных штырей с их смещением на полшага относительно друг друга в каждой из систем, расположенных в параллельных плоскостях относительно друг друга на расстоянии, равном расстоянию между двумя противолежащими вершинами зигзагообразного профиля стентэлемента, при этом устройство снабжено средством калибровки растяжением стентэлементов стент-графта и средством термофиксации заневоленной зигзагообразной формы стент-элемента. В устройстве средство термофиксации заневоленного зигзагообразного стентэлемента выполнено преимущественно в виде вакуумной печки. В устройстве средство калибровки может быть выполнено в виде параллельной направляющей цилиндра барабана, канальной проводки для свободных концов зигзагообразного стент-элемента и средства натяжения с фиксатором, упомянутых концов вдоль оси барабана в пределах упругой деформации материала стент-элемента. В устройстве средство калибровки может быть также выполнено в виде радиальной канальной проводки для свободных концов зигзагообразного стент-элемента и средства натяжения с фиксатором, упомянутых концов вдоль оси барабана в пределах упругой деформации материала стент-элемента. Устройство может быть снабжено средством калибровки для свободных концов зигзагообразного стент-элемента и обжимной муфтой для создания неразъемного соединения между упомянутыми откалиброванными свободными концами. Технический результат полезной модели реализован принципом оптимизации технологии формообразования образующей синусоидального зигзагообразного профиля стентэлемента по цилиндрической круговой направляющей каркаса стент-графта путем создания в элементах каркаса технологии эффекта памяти формы материала стент-элемента без отклонений от цилиндричности. Для лучшего понимания полезная модель поясняется фигурами, где фиг. 1 - общий вид конструкции устройства для изготовления каркасных зигзагообразных стент-элементов стент-графта из нитиноловой проволоки с применением двух систем радиальных штырей с их смещением на полшага друг относительно друга в каждой из систем фиг. 2 - общий вид схемы развертки формообразования зигзагообразных стентэлементов с применением системы радиальных штырей с их смещением на одну из величин полшага относительно друг друга фиг. 3 - общий вид конструкции средства калибровки для свободных концов зигзагообразного стент-элемента с обжимной муфты. Согласно фиг. 1-3 устройство для изготовления каркасных стент-элементов стентграфта из нитиноловой проволоки пружинных стент-элементов 1 стент-графта из нитиноловой проволоки с применением смонтированного на суппорте 2 барабана 3 с выступающими оправками 4 на цилиндрической поверхности барабана 3, служащими для формообразования требуемого профиля стента-элемента 1 из протягиваемой проволоки между неподвижными оправками 4. Выступающие оправки 4 на цилиндрической поверхности барабана выполнены в виде двух систем 5, 6 радиальных штырей со смещением на полшага Т относительно друг друга в каждой из систем 5, 6, расположенных в параллельных плоскостях относительно друг друга на расстоянии, равном расстоянию между двумя 4 96872013.10.30 противолежащими вершинами зигзагообразного профиля стент-элемента 1 при длинепрямолинейного элемента 7 стент-элемента 1, при этом устройство снабжено средством калибровки 8 зигзагообразных пружинных стент-элементов 1 стент-графта. В зависимости от исполнения технологической оснастки средство калибровки 8 выполнено в виде параллельной направляющей цилиндра барабана канальной проводки 9, 10 для свободных концов 11, 12 зигзагообразного пружинного стент-элемента 1 и средства натяжения 13 с фиксатором 14, упомянутых концов 11, 12 вдоль оси барабана 3 в пределах упругой деформации материала стент-элемента 1. Средство калибровки в зависимости от усилия преднапряжения может быть выполнено в виде радиальной канальной проводки 15 для свободных концов 11, 12 зигзагообразного пружинного стент-элемента 1 и средства натяжения 13 с фиксатором 14, упомянутых концов 11, 12 вдоль оси барабана 3 в пределах упругой деформации материала стентэлемента 1. Устройство снабжено средством 16 термофиксации заневоленного зигзагообразного пружинного стент-элемента, выполненного преимущественно в виде вакуумной печки,что обеспечивает надежность технологии и безотказность работы стент-элемента каркаса стент-графта. Устройство снабжено средством оптимизации калибровки 17 длины для свободных концов 11, 12 зигзагообразного пружинного стент-элемента и долговечной обжимной муфтой 18 для создания неразъемного соединения между упомянутыми откалиброванными свободными концами 11, 12. Полезная модель работает по одной из технологических схем по фиг. 1. При изготовления зигзагообразных пружинных стент-элементов стент-графта из нитиноловой проволочной заготовки осуществляют протягивание последней между неподвижными выступающими оправками 4 на цилиндрической поверхности барабана 3, смонтированного на суппорте 2, служащими для формообразования требуемого профиля. Новый конструктив устройства обеспечивает изготовление единой оснастки широкого диапазона каталожного номера стента. Величину заданного преднапряжения материала стента реализует путем протягивания нитиноловой проволочной заготовки через средство калибровки 8, выполненное в виде параллельной направляющей цилиндра барабана канальной проводки 8, 10 для свободных концов 11, 12 зигзагообразного пружинного стент-элемента 1 и средства натяжения 13 с фиксатором 14, упомянутых концов 11, 12 вдоль продольной оси барабана в пределах упругой деформации материала стент-элемента 1. Величину заданного преднапряжения материала стента можно реализовать путем протягивания нитиноловой проволочной заготовки через средство калибровки в виде радиальной канальной проводки 15 для свободных концов 11, 12 зигзагообразного пружинного стент-элемента 1 и средства натяжения 13 с фиксатором 14, упомянутых концов 11, 12 вдоль оси барабана 3 в пределах упругой деформации материала стент-элемента 1. Для реализации гарантированной работы эффекта памяти материала нитинола в единой технологии средство 16 термофиксации заневоленного зигзагообразного пружинного стент-элемента выполнено преимущественно в виде вакуумной печки. Средство калибровки по фиг. 3 производит работу путем мерного реза свободных концов 11, 12 после термофиксации зигзагообразного пружинного стент-элемента и обжимной муфтой 18 обеспечивает создание неразъемного соединения между упомянутыми откалиброванными свободными концами 11, 12. Согласно фиг. 1-3 для изготовления зигзагообразных пружинных стент-элементов 1 стент-графта мерную заготовку нитиноловой проволоки протягивают между смонтированными на суппорте 2 барабана с выступающими оправками 4 на цилиндрической поверхности барабана 3, выполненными в виде двух систем 5, 6 или 20, 21 радиальных штырей до формообразования требуемого профиля стента-элемента 1 по фиг. 2. 5 96872013.10.30 Свободные концы 11, 12 зигзагообразного пружинного стент-элемента 1 через канальные проводки 9, 10 или через 15 радиальную проводку заправляют в средство калибровки 8 зигзагообразных пружинных стент-элементов 1 стент-графта. Концы 11, 12 стопорят фиксатором 14 и средством натяжения 13 упомянутых концов 11, 12 вдоль оси барабана 3 осуществляют окончательное формообразование заданного квалитета профиля с преднапряжением в пределах упругой деформации материала стентэлемента 1. Средством 16, преимущественно, в виде вакуумной печки производят термофиксацию заневоленного зигзагообразного пружинного стент-элемента 1 для надежности технологии и безотказности работы стент-элемента 1 каркаса стент-графта. После термофиксации средством оптимизации калибровки 17 длину свободных концов 11, 12 соразмерно длине прямолинейного элемента стент-элемента 1 и между упомянутыми откалиброванными свободными концами 11, 12 образуют неразъемное соединение обжимной муфтой 18. Термофиксацию заневоленного зигзагообразного пружинного стент-элемента 1 в зависимости от состава сплава нитинола производят, например, при температуре 400 С,обеспечивая необходимую форму плоской пружины, охлаждают до 10 С. После стентирования аорты стент-графтом изготовленный стент-элемент 1 по вышеописанной технологии обеспечивает успешное раскрытие стент-графта от аортального конца аневризмы к подвздошному. Изготовленный по новой технологии стент-графт - специальная, изготовленная в форме цилиндрического каркаса упругая металлическая конструкция, которая помещается в просвет полых органов и обеспечивает расширение участка, суженного патологическим процессом. Установлено, что через определенное время после установки протеза на нем вырастает очень тонкий (около 0,03 мм) слой новой молодой ткани - неотимы. Сверху оно покрывается пленкой особых клеток. Тромбы на этой поверхности не образуются, так как участок поверхности сосуда в зоне протеза оказывается абсолютно гладким. Такая операция называется рентгеноэндопротезированием. Эффект сверхупругости реализуется в нитиноловом элементе, находящемся в температурной зоне стабильного аустенитного состояния. Деформирование нитинолового элемента стимулирует мартенситное превращение при постоянной температуре путем принудительного силового воздействия, при этом после устранения этого воздействия элемент, словно пружина,полностью вернет себе исходную форму. В отличие от лучших стальных пружин нитиноловый элемент имеет практически неисчерпаемый ресурс, запасая в десятки раз большую,чем традиционная пружина, энергию. Эффект памяти формы в сплавах на основе , состоящий на 55 из титана и на 45 из никеля, четко выражен, причем диапазон температур можно с большой точностью регулировать от нескольких до десятков градусов, вводя в сплав различные примеси. Нитинол удобен в обработке, устойчив к коррозии и обладает отличными физикомеханическими характеристиками например, его предел прочности (в 770,1100 МПа,т 300,500 МПа) всего в 2 раза ниже, чем у стали, а демпфирующая способность выше чем у чугуна, ему присуща высокая пластичность (100,15 ) и способность вспоминать форму до миллиона раз. Пример. Аортальный стент-графт изготавливается в климатическом исполнении Т 6 по ГОСТ 20790. Пример записи обозначения системы типа 1 с диаметром 12 мм, стент-графтом диаметром в раскрытом состоянии 28 мм, длиной пружинной части 80 мм и общей длиной 180 мм при заказе Система аортального стент-графта САС-1-12/28-80/180 ТУ ВУ 100649721.ХХХ-2012. 96872013.10.30 Материал для изготовления пружинного каркаса стент-графта - проволока из нитинола диаметром 0,400,45 мм. Материал для изготовления тканевой оболочки стент-графта - полиэстерная ткань(, ,и другие аналогичные типы) толщиной 0,10,3 мм по требованию заказчика могут использоваться другие материалы, такие как готовые протезы сосудов различных типов. Материал для фиксации каркаса и рентгеноконтрастных маркеров на тканевой оболочке стент-графта - полиэстерная нить диаметром 0,10,2 мм. Устройство позволяет изготавливать стенты широкого диапазона каталожного номера от стента диаметром 4 мм, длиной 15 мм из проволоки 0,12 мм 0415-12 до стента диаметром 16 мм, длиной 70 мм из проволоки 0,20 мм 1670-20, 2880-0,45. Полезная модель по сравнению с известным уровнем техники позволяет унифицировать конструктив стент-графта, обеспечивает возможность применения принципа технологии формообразования проволоки в преднапряженном состояния материала проволоки с последующей его термофиксацией в изделии для проявления эффекта памяти формы в стент-графте. Полезная модель соответствуют требованиям действующих на территории Республики Беларусь технических нормативных правовых актов (ТНПА). Опытно-промышленные испытания устройства для изготовления аортального стентграфта одобрены Министерством здравоохранения Республики Беларусь. Фиг. 3 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: A61F 2/06, B21F 35/00, A61F 2/82
Метки: стент-графта, устройство, стент-элементов, нитиноловой, изготовления, проволоки
Код ссылки
<a href="https://by.patents.su/7-u9687-ustrojjstvo-dlya-izgotovleniya-stent-elementov-stent-grafta-iz-nitinolovojj-provoloki.html" rel="bookmark" title="База патентов Беларуси">Устройство для изготовления стент-элементов стент-графта из нитиноловой проволоки</a>
Устройство для изготовления кольцевого витого изделия из проволоки
Номер патента: 11626
Опубликовано: 28.02.2009
Авторы: Старолавников Петр Максимович, Маточкин Виктор Аркадьевич, Любимова Ирина Ивановна, Шатов Сергей Романович, Батан Владимир Иванович
МПК: B21F 37/00, B21F 11/00
Метки: проволоки, изготовления, витого, устройство, кольцевого, изделия
Текст:
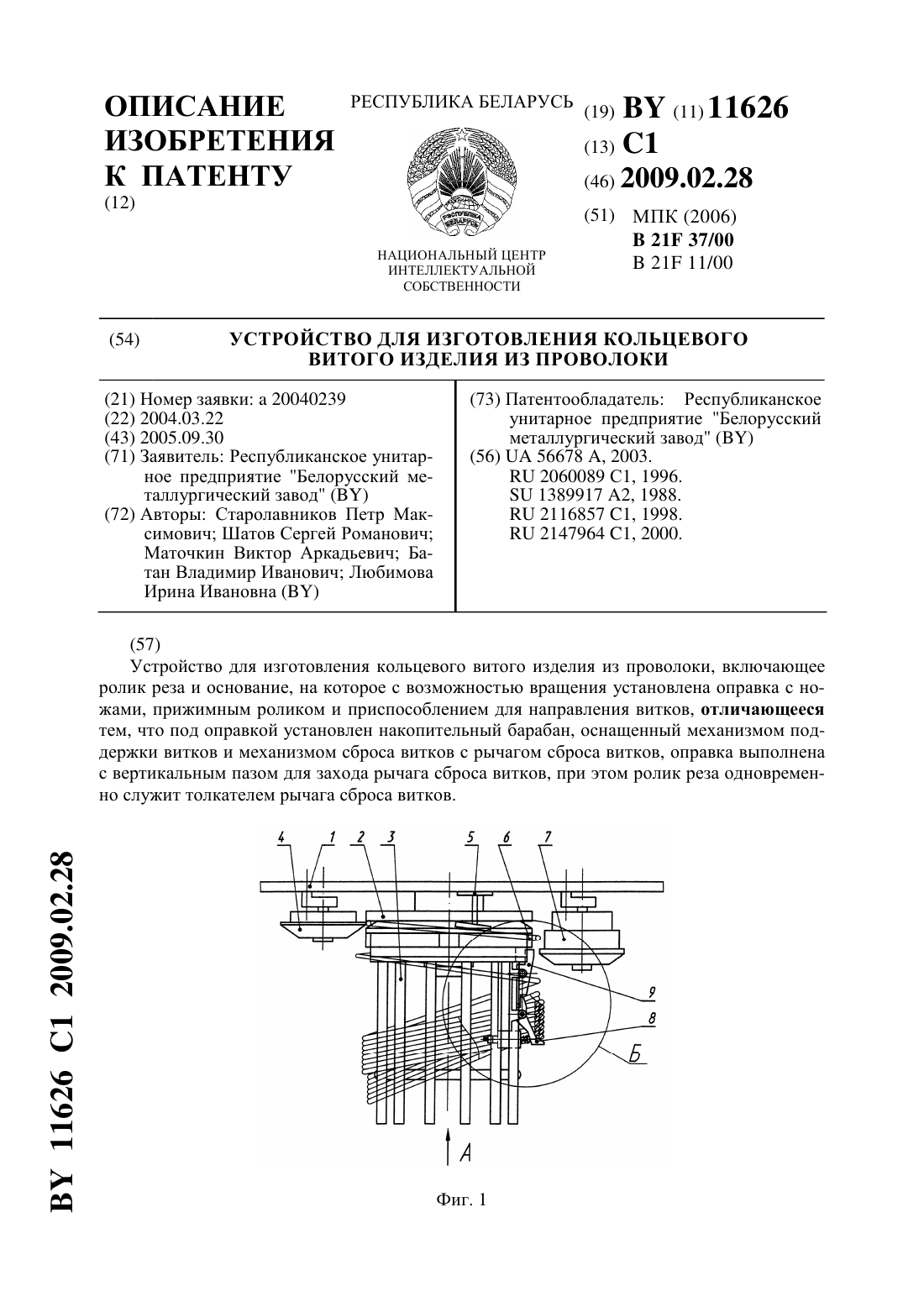
...сброса витков, оправка выполнена с вертикальным пазом для захода рычага сброса витков, при этом ролик реза одновременно служит толкателем рычага сброса витков. Устройство состоит из оправки с ножами, радиально вставленными ниже зоны формообразования и основания, на котором находится оправка с приводом и роликом реза. Ролик свободно вращается на оси и подается в зону вращения режущей кромки ножей до соприкосновения с ними цилиндрической...
Аортальный стент-графт
Номер патента: U 9566
Опубликовано: 30.10.2013
Авторы: Алексеев Юрий Геннадьевич, Мрочек Александр Геннадьевич, Нисс Владимир Семенович, Минченя Владимир Тимофеевич, Шкет Александр Павлович, Хрусталев Борис Михайлович, Минченя Николай Тимофеевич, Савченко Андрей Леонидович, Островский Юрий Петрович, Корзников Дмитрий Александрович
Метки: аортальный, стент-графт
Текст:
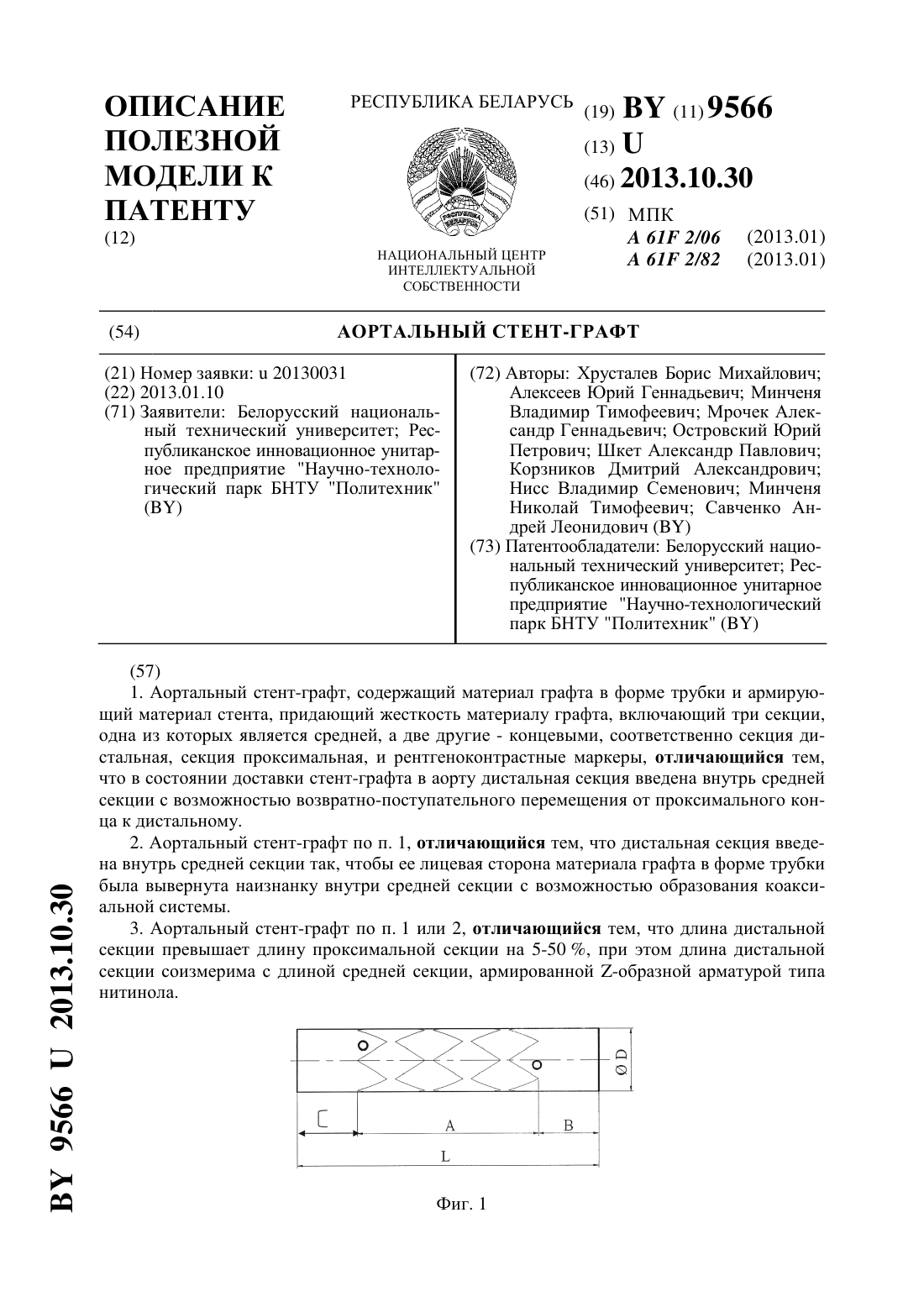
...нитинола. В стент-графте дистальная секция снабжена по меньшей мере одним вытяжным нитевидным тросиком. В стент-графте в состоянии доставки стент-графта в аорту дистальная секция введена внутрь средней секции в виде скрутки относительно продольной оси трубчатой формы материала графта, имеющей торообразную форму. В стент-графте рентгеноконтрастные маркеры выполнены в форме шайб из материала на основе нитрида титана, зафиксированных на...
Устройство для изготовления проволоки
Номер патента: U 1151
Опубликовано: 30.12.2003
Авторы: Шеклеин Александр Викторович, Хлебцевич Всеволод Алексеевич, Маточкин Виктор Аркадьевич, Эндерс Владимир Владимирович, Тимошпольский Владимир Исаакович, Батраков Константин Германович, Стеблов Анвер Борисович, Андрианов Николай Викторович, Столярский Виктор Иванович, Мандель Николай Львович, Исаков Сергей Александрович, Савенок Анатолий Николаевич
МПК: B21C 1/00, B21B 1/18, B21C 43/00...
Метки: проволоки, изготовления, устройство
Текст:
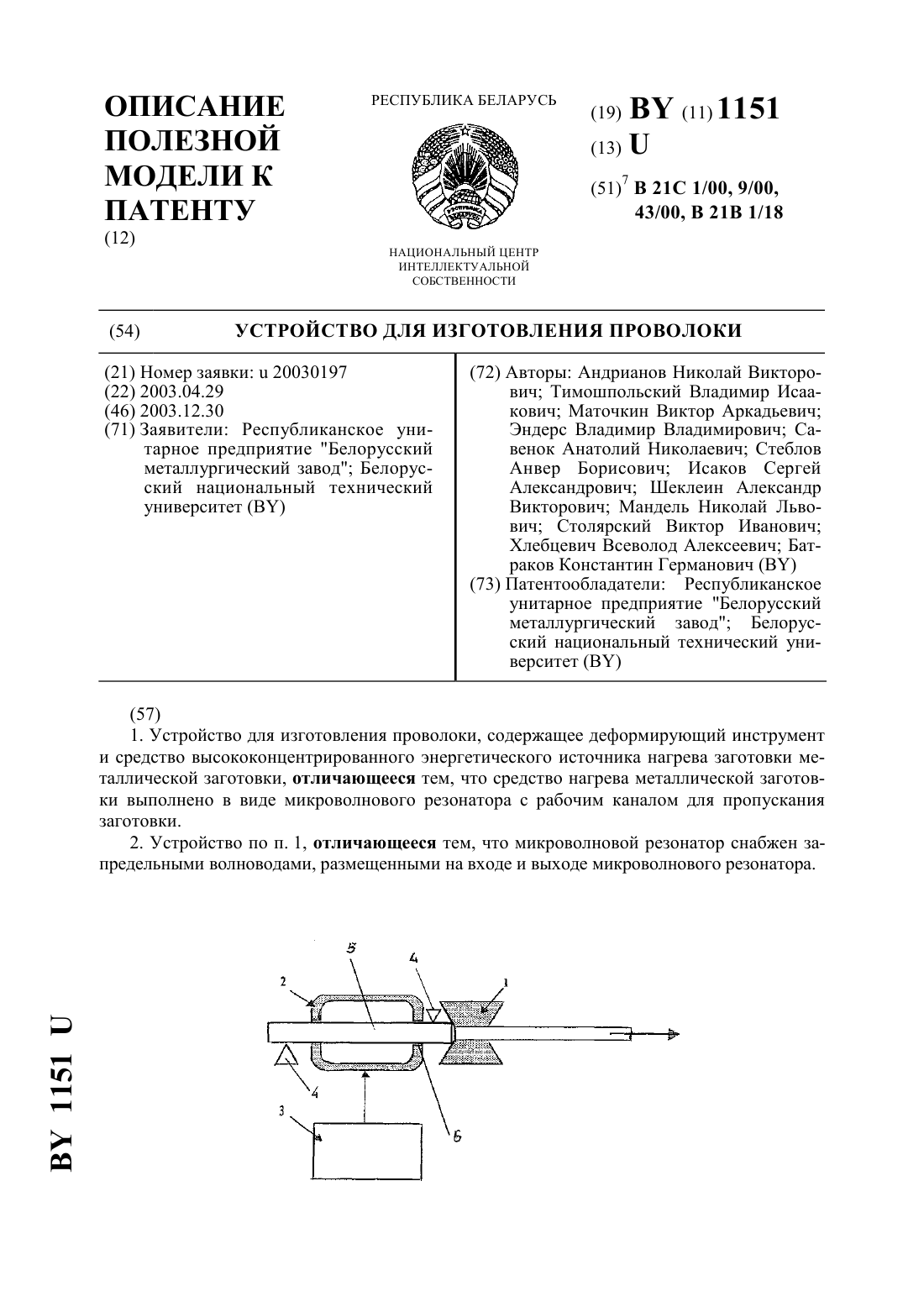
...Глубину проникновения электромагнитного поля в проволочную заготовку можно оценить по формуле 3. 4 2 Здесь- длина волны излучения,- коэффициент электрической проводимости металла, с - постоянная скорости света (считается, что все параметры в данной формуле выражены в системе СГС). Для частоты электромагнитного поля 10 Ггц (что соответствует длине волны 3 см) глубина скин слоя при комнатной температуре составляет 0,6 м. Такой же...
Устройство для изготовления сортового проката и проволоки
Номер патента: U 1102
Опубликовано: 30.12.2003
Авторы: Столярский Виктор Иванович, Савенок Анатолий Николаевич, Хлебцевич Всеволод Алексеевич, Маточкин Виктор Аркадьевич, Мандель Николай Львович, Тимошпольский Владимир Исаакович, Андрианов Николай Викторович, Стеблов Анвер Борисович, Батраков Константин Германович, Исаков Сергей Александрович, Эндерс Владимир Владимирович, Белоус Николай Анатольевич
МПК: B21B 1/18, B21C 43/00, B21C 1/00...
Метки: изготовления, устройство, проволоки, проката, сортового
Текст:
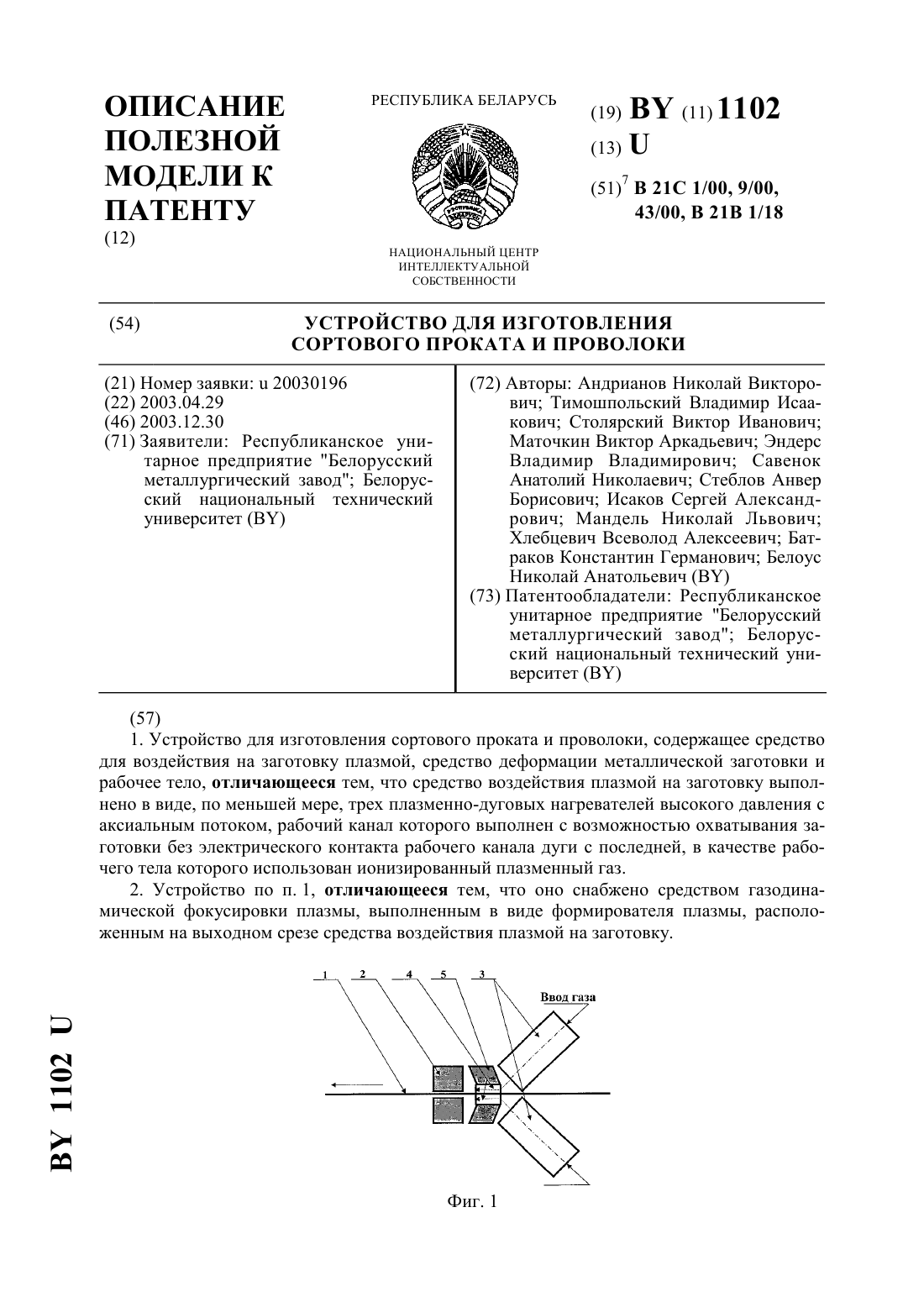
...3 высокого давления с аксиальным потоком, средство газодинамической фокусировки рабочего тела, в качестве которого использован ионизированный плазменный газ для оптимального воздействия на заготовку 1 в виде формирователя 5 плазмы. Далее заготовка 1 поступает в очаг деформации волоки 2 или прокатной клети 6. Ионизированный плазменный газ использован с температурой 2500-10000 С. В качестве ионизированного плазменного газа может быть...
Способ изготовления высокопрочной стальной проволоки
Номер патента: 6035
Опубликовано: 30.03.2004
Авторы: Желтков Александр Сергеевич, Савенок Анатолий Николаевич, Филиппов Вадим Владимирович, Ежов Виктор Васильевич
МПК: B21C 1/00
Метки: проволоки, стальной, изготовления, способ, высокопрочной
Текст:
...с последующим нагревом до 350400 С 1. Недостаток прототипа в том, что при использовании этого способа происходит заметное разупрочнение проволоки, увеличение затрат и трудоемкости за счет введения дополнительной операции нагрева. 6035 1 Задача, решаемая изобретением, состоит в повышении качества и снижении трудоемкости производства проволоки, подвергаемой дальнейшей пластической деформации свивке, плетению и т.д. Технический результат,...
Предыдущий патент: Пусковая установка
Следующий патент: Биореактор для промышленного глубинного культивирования микроорганизмов
Случайный патент: Автоматизированная станция кормления коров