Способ получения металлических волокон
Номер патента: 4366
Опубликовано: 30.03.2002
Авторы: Целуев Михаил Юрьевич, Верещагин Михаил Николаевич, Кирилюк Сергей Иванович

Текст
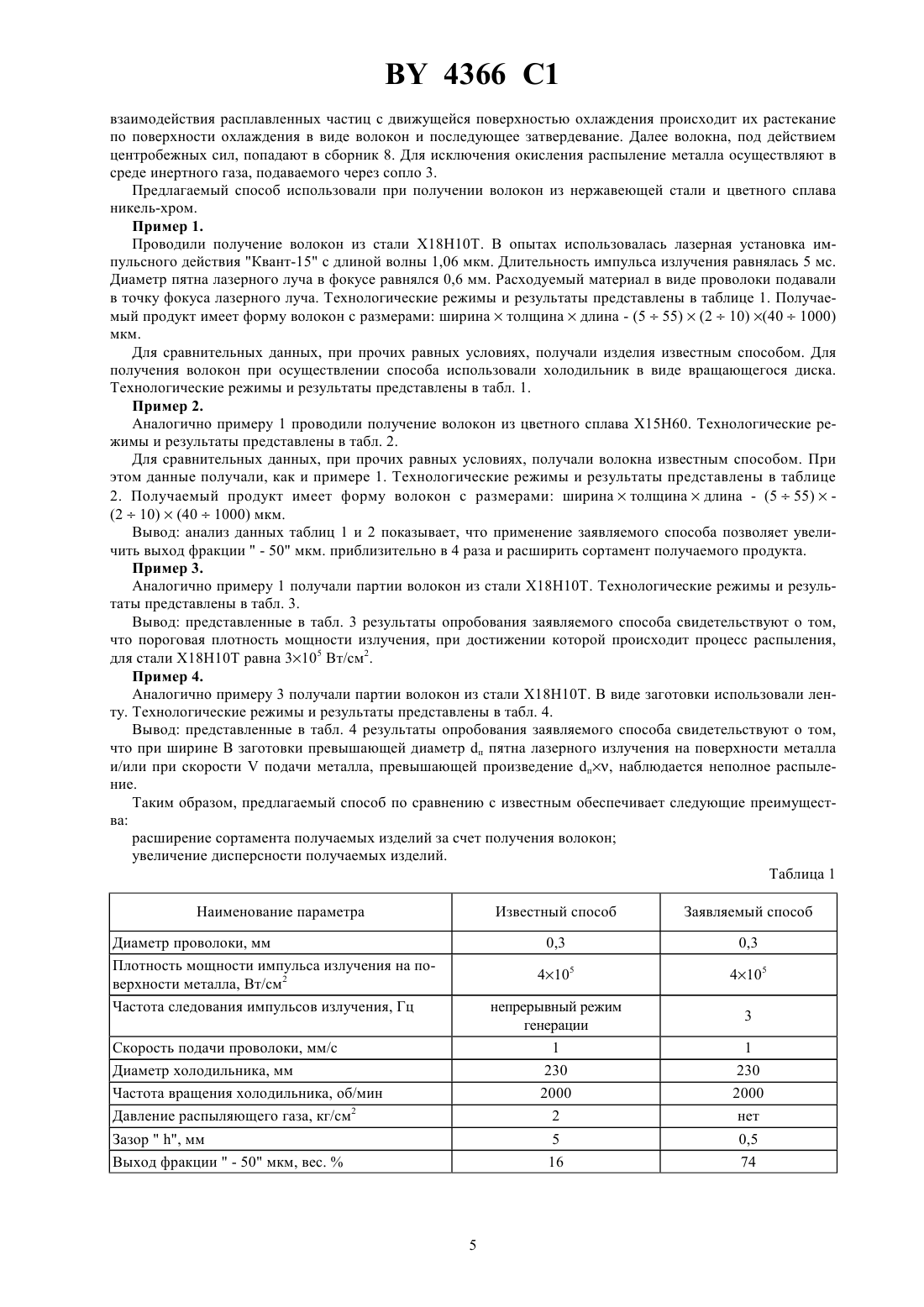
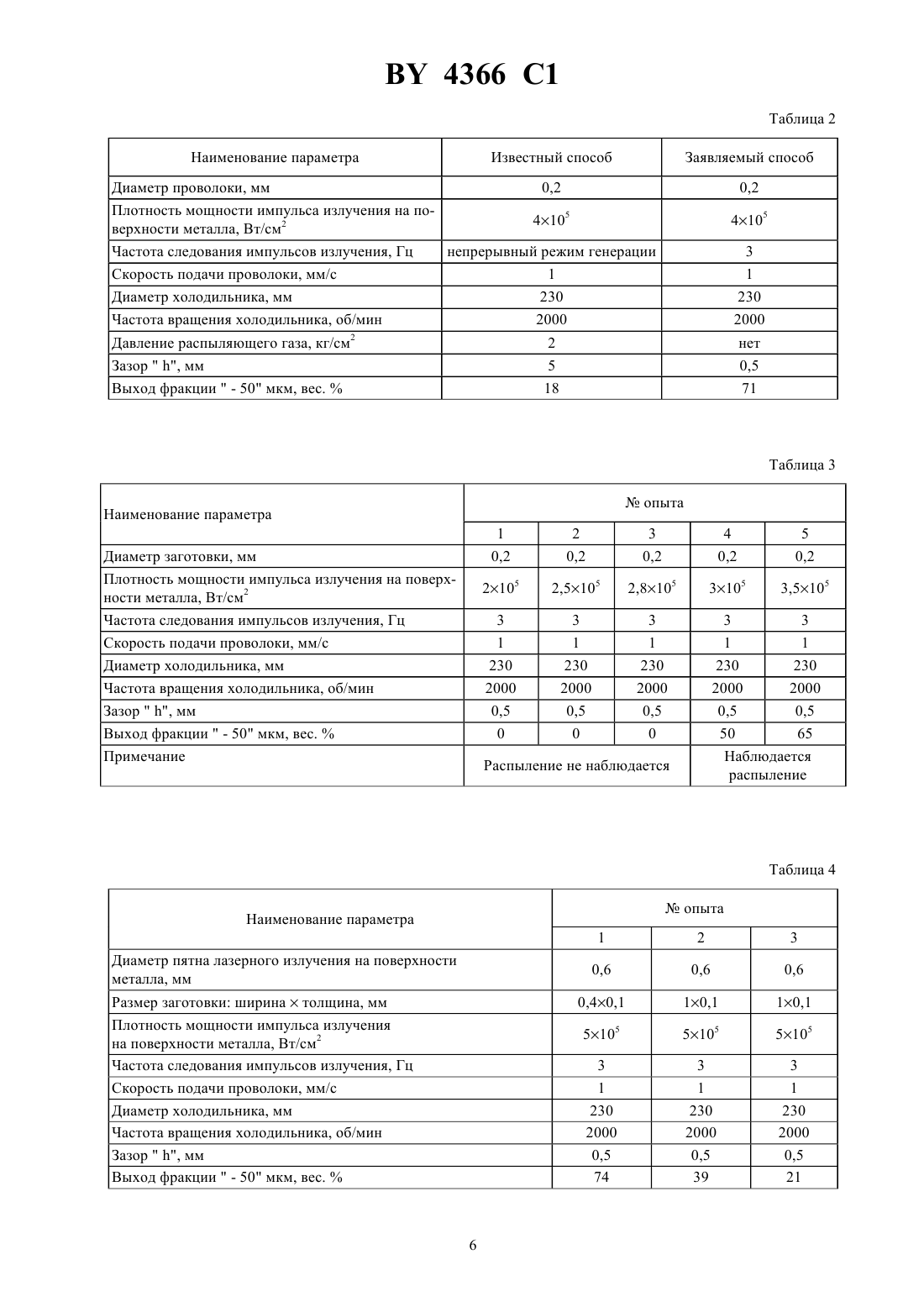
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ВОЛОКОН(71) Заявитель Гомельский государственный технический университет им. П.О. Сухого(73) Патентообладатель Гомельский государственный технический университет им. П.О.Сухого(57) ИзобретениеСпособ получения металлических волокон относится к порошковой металлургии, а более конкретно, к способам получения волокон высокоскоростной закалкой расплава. Задачей данного изобретения является расширение сортамента получаемых изделий за счет получения изделий в виде волокон, а также увеличение выхода высокодисперсной фракции за счет интенсификации процесса распыления. В импульсном режиме генерируют сфокусированное лазерное излучение и подают металлическую заготовку в зону его действия. При достижении необходимого уровня плотности мощности на поверхности заготовки в импульсе излучения происходит плавление и кипение металла с интенсивным образованием и ростом зародышей пара в объеме расплава. В результате возникающих градиентов давления происходит распыление жидкой фазы. Распыленные капли попадают на перемещающуюся поверхность холодильника и затвердевают в форме волокон. В последствии волокна сбрасываются в приемник. При этом в случае получения волокон из нержавеющей стали используют лазерное излучение с плотностью мощности в импульсе на поверхности заготовки не менее 3105 Вт/см 2. Применение заявляемого способа позволяет расширить сортамент получаемой продукции за счет получения изделий в виде волокон, а также увеличить выход фракции- 50 мкм приблизительно в 4 раза. 2 зав. п. ф-лы, 1 ил., 4 табл. 4366 1 Изобретение относится к порошковой металлургии, а более конкретно к способам получения волокон высокоскоростной закалкой расплава. Известен способ получения металлических волокон высокоскоростной закалкой расплава 1. Известный способ заключается в том, что подают металлический жгут в зону действия электрической дуги непрерывного действия, вызывают его распыление с последующим охлаждением распыленных частиц на перемещающейся поверхности холодильника, выполненного в виде диска из теплопроводного металла. Причем распыление предварительно расплавленного электрической дугой металла осуществляют струей газа, подаваемой из форсунки, установленной в непосредственной близости от расплавленной части проволоки. Основным недостатком указанного способа является низкий выход высокодисперсных изделий в виде волокон, так как в процессе газового распыления расплава средний размер частиц составляет 50100 мкм. Наиболее близким по технической сущности и достигаемому результату к заявляемому является способ получения металлического порошка 2, заключающийся в том, что генерируют сфокусированное лазерное излучение, подают металл в зону его действия, вызывают распыление металла и последующее охлаждение распыленных частиц. Причем распыление предварительно расплавленного лазерным излучением непрерывного действия металла осуществляют струей газа подаваемой из форсунки. Способ позволяет получать порошок, имеющий различную микроструктуру. Достоинством данного способа является возможность повышения эффективности нагрева металлической проволоки, которая реализуется путем создания постоянной зоны сконцентрированной энергии лазерного излучения на поверхности материала с последующим его плавлением и гомогенизацией расплава. Основными недостатками указанного способа являются низкий выход высокодисперсных изделий в процессе газового распыления расплава, невозможность получения изделий в виде волокон в процессе охлаждения частиц расплава в среде окружающего газа. Отмеченные недостатки способа получения металлического порошка в значительной мере обусловлены технологическими приемами и режимами проведения операций. При распылении газом с дозвуковыми скоростями средний размер частиц составляет 50100 мкм. В процессе охлаждения частиц расплава в среде окружающего газа является невозможным получение изделий в виде волокон, что сужает сортамент получаемых изделий. Задачей данного изобретения является расширение сортамента получаемых изделий за счет получения изделий в виде волокон, а также увеличение выхода высокодисперсной фракции за счет интенсификации процесса распыления. Поставленная задача в заявляемом способе получения металлических волокон, заключающемся в том,что генерируют сфокусированное лазерное излучение, подают металлическую заготовку в зону его действия,распыляют металл с последующим охлаждением частиц металла, решается, согласно изобретению, тем, что лазерное излучение генерируют в импульсном режиме, а охлаждение распыленных частиц металла осуществляют на движущейся поверхности холодильника. Заготовку в зону действия лазерного излученияподают в виде ленты шириной В или проволоки диаметромменьшими диаметра п пятна лазерного излучения на поверхности заготовки, причем скоростьподачи заготовки выбирают меньшей произведения п, гдечастота следования импульсов излучения. При этом в случае получения волокон из нержавеющей стали используют лазерное излучение с плотностью мощности в импульсе на поверхности заготовки не менее 3105 Вт/см 2. При воздействии лазерного излучения на поверхность металла, часть потока поглощается в тонком поверхностном слое, вызывая его нагрев, последующее плавление и кипение в зависимости от условий обработки. Характерный уровень плотности мощности, после превышения которого начинается кипение, для большинства металлов приблизительно составляет 105107 Вт/см 2 и зависит от теплофизических свойств материала и условий нагрева. Непрерывное лазерное излучение при воздействии на металлы с плотностями мощности в указанном диапазоне и более приводит к удалению металла с поверхности расплава испарением. Импульсное лазерное излучение при прочих аналогичных условиях воздействия способно привести к удалению металла в виде жидкой фазы взрывным кипением. Взрывное кипение требует интенсификации роста зародышей пара в объеме расплава. Образование зародышей пара в объеме расплава требует перегрева расплава выше температуры кипения. Значительный перегрев слоя расплава интенсифицирует рост пузырька и, в результате возникающих градиентов давления,приводит к выбросу жидкой фазы из зоны воздействия лазерного излучения (взрывному кипению). Следует отметить, что в реальных условиях вскипанию жидкой металлической фазы способствует наличие в ней газовых и усадочных раковин и пор, скопления примесей, неметаллических включений, растворенных газов. Указанные и возможные другие макродефекты металла являются искусственными или готовыми центрами парообразования и понижают величину требуемого перегрева расплава металла для достижения процесса взрывного кипения. 2 4366 1 Значительные скорости нагрева металла, в результате воздействия высокой плотности мощности, подводимой к поверхности металла, обусловливают протекание неравновесных процессов, например таких, как повышение температуры фазовых переходов в материале (плавление, кипение). Это происходит в результате инерционности механизмов диффузии. В результате может образоваться значительный перегрев расплава над температурой кипения. В дальнейшем, перегрев интенсифицирует рост пузырьков газа, в результате чего происходит выброс жидкой фазы. Важное значение в процессе нагрева металла играет взаимодействие лазерного излучения с веществом,выброшенным с поверхности в виде пара и жидкой фазы (продуктами разрушения), а также с плазменным образованием, возникающим в результате оптического пробоя газов, находящихся у поверхности мишени. Плотность мощности, необходимая для пробоя при взаимодействии с парами разрушаемого металла, приблизительно составляет 106107 Вт/см 2. В непрерывном режиме излучения лазера основной эффект взаимодействия выражается в ослаблении интенсивности излучения достигаемого поверхности металла, вследствие поглощения и рассеяния в плазме и продуктах испарения. Плазменное облако растет со скоростью около 25 м/с. Эффективный радиус зоны воздействия существенно возрастает по сравнению с радиусом пятна луча, плотность потока источника теплоты падает. Увеличивается количество энергии, отводимое за счет теплопроводности, излучения и конвекции. Плазма непрерывно поддерживается энергией, подводимой излучением. Устанавливается стационарный режим поглощения энергии в плазме. Нагрев в таких условиях не обеспечивает требуемого перегрева для интенсификации роста пузырьков пара. Процесс взрывного кипения отсутствует. Наблюдается плавление и/или кипение металла. Взаимодействие импульсного лазерного излучения с продуктами разрушения металла отличается от непрерывного. Известно, что плазменное образование релаксируется с течением определенного времени после прекращения воздействия энергии. Практически можно подобрать временную структуру следования импульсов таким образом, когда плазма успевает полностью релаксировать к началу следующего импульса или становится прозрачной для лазерного излучения вследствие потери энергии, а продукты разрушения покинут участок воздействия. Таким образом, взаимодействие лазерного излучения с поверхностью металла в импульсном режиме позволяет снизить или исключить экранирующее влияние на излучение плазмы и продуктов разрушения (эрозии). Плотность мощности в импульсе излучения, при которой осуществим процесс распыления (взрывного кипения) зависит от теплофизических и оптических свойств материала, структуры импульса излучения, длины волны излучения и т.д., и находится в некотором диапазоне. Пороговое значение плотности мощности импульса излучения, при превышении которого наблюдается распыление, является нижней границей диапазона. Для многих металлов оно определено экспериментально в процессе лазерного сверления отверстий (по механизмам нагрева и разрушения аналогичным заявляемому способу). Верхняя граница диапазона определяется из условия отсутствия заметной экранировки излучения в плазме при пробое воздуха. Плотность мощности импульса излучения, необходимая для пробоя воздуха при атмосферном давлении, приблизительно находится в диапазоне 1081010 Вт/см 2. В момент воздействия импульса лазерного излучения, вследствие повышения плотности энергии, имеет место локальный разогрев металла, примыкающего к контакту с холодной частью проволоки (эффект сопротивления стягивания). Благодаря нагреву при облучении лазерным излучением и эффекту сопротивления стягивания температура контактной поверхности будет выше по сравнению с температурой тела контактов и сопротивление стягиванию возрастает враз(1 Т),где- температурный коэффициент сопротивления материала контакта Т - превышение температуры контактной поверхности над температурой всего тела контакта. Подобно электросварке стержней встык, на величину контактного сопротивления влияют усилия сжатия,форма и размер первоначальной площади касания. Зона контакта при определенных условиях служит источником дислокационных петель, уносящих из этой зоны вещество. При облучении лазерным излучением процесс эмиссии и движения дислокационных петель существенно интенсифицируется в связи с тем, что температурный градиент, возникающий в зоне контакта, обусловливает значительный градиент напряжений. Направленный поток электронов, рассеивающихся на дислокациях, вызывает их перемещение. Вещество из приконтактной области уносится дислокационными петлями, а радиус формирующегося контакта при массопереносе равен 1 где- безразмерный коэффициент, учитывающий число действующих плоскостей легкого скольжения 3 4366 1 п - радиус проволоки- модуль упругого сдвига- коэффициент Пуассона- расстояние от центра контакта до участков максимальных сдвиговых напряжений кр- критическое сдвиговое напряжение, приводящее к пластическому течению- количество дислокаций- коэффициент теплового расширения Р - мощность источника тепла- коэффициент теплопроводности. Под влиянием нагрева лазерным источником энергии металл контакта приводится в движение, с одной стороны, механизмами граничной диффузии и электронного увеличения дислокаций, а с другой - за счет вязкого и пластического течения, объемной и поверхностной диффузии, а также переноса вещества через газовую фазу. Имеет место возникновение отталкивающих сил между контактирующими объемами, где преобладающую роль играет тепловое расширение нагреваемого металла в объеме. Если не учитывать роль лазерного излучения в увеличении дислокаций, то его влияние сводится лишь к нагреву металла, а возникновение и формирование физического контакта определяется термически активируемыми процессами. В случае лазерного импульсного нагрева в результате неоднородного температурного поля возникает неоднородность распределения вакансий, что вызывает массоперенос. Определенный вклад в массоперенос вносит и термодиффузия. Если интенсивность выделения тепла превышает затраты тепла на отвод в окружающую среду и нагрев приконтактного металла проволоки в твердой фазе часть металла расплавится, образуется и растет шейка, скорость роста которой приблизительно 100 см/с, что соответствует эффективному коэффициенту диффузии 10-2 см 2/с. Наиболее вероятным механизмом образования шейки является плавление-затвердевание. Структура нагреваемого объема металла в районе контакта с холодной частью проволоки испытывает существенные изменения, связанные со значительными температурными градиентами и электродинамическими усилиями. В случае существенного влияния поверхностного натяжения жидкая перемычка приобретает форму криволинейных тел вращения. На расплав в зоне контакта действует порождаемые электромагнитным лазерным излучением капиллярно - гравитационно электромагнитное давление, которое приводит к отделению объема расплавленного металла в зоне контакта за счет потери его устойчивости. Наряду с этим, на этапе нарастания мощности излучения идет резкое увеличение внутренней энергии отделенного объема расплавленного металла с большим перегревом и созданием в последнем сжимающих давлений. В дальнейшем, за счет возникновения и нарастания реактивного давления в объеме расплавленного металла,нарушается равновесие сил сжатия расплава под действием выше названных давлений и сил отталкивания,что приводит к распылению частиц расплава (взрывному кипению). Взрывное кипение характерно для больших скоростей нарастания мощности лазерного излучения (электромагнитные волны) при малом теплоотводе. Главными причинами распыления расплава является реактивное давление и объемный перегрев расплава. Кроме того, в результате действия электромагнитного излучения лазера, в процессе повышения мощности вводимой энергии в материал происходит образование не только жидкой фазы с большим объемным перегревом, но и плазмы. Продолжительность существования плазменного образования невелика, но достаточна для образования мельчайших жидких капель, взвешенных в низкотемпературной плазме. На чертеже представлена схема, поясняющая осуществление заявляемого способа. Основными элементами устройства для получения металлических волокон являются источник импульсного лазерного излучения (оптический квантовый генератор 1, фокусирующая линза 2, установленная в сопле 3), правильно-подающее устройство 4, направляющая 5, холодильник 6, выполненный в виде диска и установленный в горизонтальной плоскости с зазоромотносительно расходуемого металла 7, привод вращения холодильника (на схеме условно не показан), устройства вертикального перемещения холодильника(на схеме условно не показано) для регулирования зазораи сборник 8. Способ осуществляют следующим образом. Расходуемый металл 7 (например, в виде ленты шириной В или проволоки диаметромменьшими диаметра п пятна лазерного излучения на поверхности заготовки) с помощью правильно - подающего устройства 4 через направляющую 5 непрерывно подают со скоростью , меньшей произведения п (гдечастота следования импульсов излучения), в зону действия лазерного излучения 9. При воздействии импульса лазерного излучения необходимой мощности на поверхность расходуемого металла 7, капиллярно - гравитационно - электромагнитное давление, порождаемое электромагнитным лазерным излучением, приводит к отделению объема расплавленного металла в зоне контакта расплав - твердый металл за счет потери его устойчивости. В дальнейшем, на этапе нарастания мощности излучения, идет резкое увеличение внутренней энергии отделенного объема расплавленного металла с большим перегревом и созданием в последнем сжимающих давлений. За счет возникновения и нарастания реактивного давления в расплавленном объеме металла нарушается равновесие сил сжатия расплава под действием выше названных давлений и сил отталкивания, что приводит к взрывному распылению мельчайших частиц расплава. Полученные таким образом частицы расплава попадают на движущуюся поверхность охлаждения холодильника 6. В результате 4 4366 1 взаимодействия расплавленных частиц с движущейся поверхностью охлаждения происходит их растекание по поверхности охлаждения в виде волокон и последующее затвердевание. Далее волокна, под действием центробежных сил, попадают в сборник 8. Для исключения окисления распыление металла осуществляют в среде инертного газа, подаваемого через сопло 3. Предлагаемый способ использовали при получении волокон из нержавеющей стали и цветного сплава никель-хром. Пример 1. Проводили получение волокон из стали Х 18 Н 10 Т. В опытах использовалась лазерная установка импульсного действия Квант-15 с длиной волны 1,06 мкм. Длительность импульса излучения равнялась 5 мс. Диаметр пятна лазерного луча в фокусе равнялся 0,6 мм. Расходуемый материал в виде проволоки подавали в точку фокуса лазерного луча. Технологические режимы и результаты представлены в таблице 1. Получаемый продукт имеет форму волокон с размерами ширинатолщинадлина - (555)(210) (401000) мкм. Для сравнительных данных, при прочих равных условиях, получали изделия известным способом. Для получения волокон при осуществлении способа использовали холодильник в виде вращающегося диска. Технологические режимы и результаты представлены в табл. 1. Пример 2. Аналогично примеру 1 проводили получение волокон из цветного сплава Х 15 Н 60. Технологические режимы и результаты представлены в табл. 2. Для сравнительных данных, при прочих равных условиях, получали волокна известным способом. При этом данные получали, как и примере 1. Технологические режимы и результаты представлены в таблице 2. Получаемый продукт имеет форму волокон с размерами ширинатолщинадлина - (555)(210)(401000) мкм. Вывод анализ данных таблиц 1 и 2 показывает, что применение заявляемого способа позволяет увеличить выход фракции- 50 мкм. приблизительно в 4 раза и расширить сортамент получаемого продукта. Пример 3. Аналогично примеру 1 получали партии волокон из стали Х 18 Н 10 Т. Технологические режимы и результаты представлены в табл. 3. Вывод представленные в табл. 3 результаты опробования заявляемого способа свидетельствуют о том,что пороговая плотность мощности излучения, при достижении которой происходит процесс распыления,для стали Х 18 Н 10 Т равна 3105 Вт/см 2. Пример 4. Аналогично примеру 3 получали партии волокон из стали Х 18 Н 10 Т. В виде заготовки использовали ленту. Технологические режимы и результаты представлены в табл. 4. Вывод представленные в табл. 4 результаты опробования заявляемого способа свидетельствуют о том,что при ширине В заготовки превышающей диаметр п пятна лазерного излучения на поверхности металла и/или при скоростиподачи металла, превышающей произведение п, наблюдается неполное распыление. Таким образом, предлагаемый способ по сравнению с известным обеспечивает следующие преимущества расширение сортамента получаемых изделий за счет получения волокон увеличение дисперсности получаемых изделий. Таблица 1 Наименование параметра Диаметр проволоки, мм Плотность мощности импульса излучения на поверхности металла, Вт/см 2 Частота следования импульсов излучения, Гц непрерывный режим генерации 1 230 2000 2 5 16 Скорость подачи проволоки, мм/с Диаметр холодильника, мм Частота вращения холодильника, об/мин Давление распыляющего газа, кг/см 2 Зазор, мм Выход фракции- 50 мкм, вес. Диаметр проволоки, мм 0,2 Плотность мощности импульса излучения на по 4105 верхности металла, Вт/см 2 Частота следования импульсов излучения, Гц непрерывный режим генерации Скорость подачи проволоки, мм/с 1 Диаметр холодильника, мм 230 Частота вращения холодильника, об/мин 2000 2 Давление распыляющего газа, кг/см 2 Зазор, мм 5 Выход фракции- 50 мкм, вес.18 Диаметр заготовки, мм Плотность мощности импульса излучения на поверхности металла, Вт/см 2 Частота следования импульсов излучения, Гц Скорость подачи проволоки, мм/с Диаметр холодильника, мм Частота вращения холодильника, об/мин Зазор, мм Выход фракции- 50 мкм, вес.Примечание Размер заготовки ширинатолщина, мм Плотность мощности импульса излучения на поверхности металла, Вт/см 2 Частота следования импульсов излучения, Гц Скорость подачи проволоки, мм/с Диаметр холодильника, мм Частота вращения холодильника, об/мин Зазор, мм Выход фракции- 50 мкм, вес. Диаметр пятна лазерного излучения на поверхности металла, мм 4366 1 Источники информации 1.Заявка 61-16216 (Япония), кл. 22 11/06, 22 9/10, 1982. 2.Заявка 61-264108 (Япония), кл. 22 9/08, В 23 К 26/14, 1986. 1. Способ получения металлических волокон, заключающийся в том, что генерируют сфокусированное лазерное излучение, подают металлическую заготовку в зону его действия, распыляют металл с последующим охлаждением частиц металла, отличающийся тем, что лазерное излучение генерируют в импульсном режиме, а охлаждение распыленных частиц металла осуществляют на движущейся поверхности холодильника. 2. Способ по п. 1, отличающийся тем, что металлическую заготовку подают в виде ленты шириной В или проволоки диаметромменьшими диаметра пятна лазерного излучения на поверхности заготовки п,причем скорость подачи заготовкивыбирают меньшей произведения п,где- частота следования импульсов излучения. 3. Способ по п. 1 или 2, отличающийся тем, что при получении волокон из нержавеющей стали используют лазерное излучение с плотностью мощности импульса на поверхности заготовки не менее 3105 Вт/см 2. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66. 7
МПК / Метки
МПК: B22D 11/04, B22F 9/08
Метки: волокон, металлических, способ, получения
Код ссылки
<a href="https://by.patents.su/7-4366-sposob-polucheniya-metallicheskih-volokon.html" rel="bookmark" title="База патентов Беларуси">Способ получения металлических волокон</a>
Способ получения нетканых иглопрокалываемых материалов из термопластических волокон
Номер патента: 1805
Опубликовано: 30.12.1997
Авторы: Карл Мюлбергхубер, Хайнрих Шнайдер, Хайнц Боксрукер
МПК: D04H 1/46
Метки: материалов, способ, иглопрокалываемых, термопластических, нетканых, получения, волокон
Текст:
...примерно 100-2000 г/м .В качестве замаспивателя можно при 40 менять как воду. так и также обычные втекстильной промышленности авивирующие средства. которые например, опьтсаны в патенте ФРГ 30 09 116. Замасливатель можно наносить обычными способамижак45 например, путем опрыскивания или с по мощью импрегнирующих валиков. Последующее иглопрокалывание осуществляется на известных иглопробивных машинах. например. как описано в патенте50. ФРГ 30 09...
Способ получения износостойких покрытий на металлических изделиях
Номер патента: 4078
Опубликовано: 30.09.2001
Авторы: Кардаполова Маргарита Анатольевна, Федорцев Ростислав Валерьевич, Федорцев Валерий Александрович, Девойно Олег Георгиевич, Беляев Геннадий Яковлевич
МПК: C23C 26/00, C23C 8/00
Метки: износостойких, изделиях, покрытий, способ, получения, металлических
Текст:
...- остальное. При этом в качестве ферромагнитного сплава используют ферромагнитный сплав железо-ванадий, а в качестве никелевого самофлюсующегося сплава - никелевый самофлюсующийся сплав ПГ-СР 4. Реализация предлагаемого способа с указанным составом смеси порошков и последовательностью операций обеспечивает достижение поставленной задачи изобретения за счет следующих эффектов. Использование смеси при содержании ферромагнитного сплава...
Способ получения целлюлозных волокон с пониженной склонностью к фибриллизации
Номер патента: 3017
Опубликовано: 30.09.1999
Авторы: Маркус Айбл, Хайнрих Фирго, Йохан Шикермюллер
МПК: D01F 11/02, D01F 2/00
Метки: целлюлозных, пониженной, способ, фибриллизации, склонностью, получения, волокон
Текст:
...с этим изобретение относится к способу получения целлюлозного волокна с пониженной склонностью к фибриллизации, при котором раствор целлюлозы в -оксиде третичного амина прядется в волокно и свежесформованное волокно контактирует с текстильно-вспомогательным веществом, имеющим,по меньшей мере, две реакционноспособные группы, и далее подвергается термообработке, и способ отличается тем, что термообработка проводится путем облучения...
Устройство для получения металлических порошков
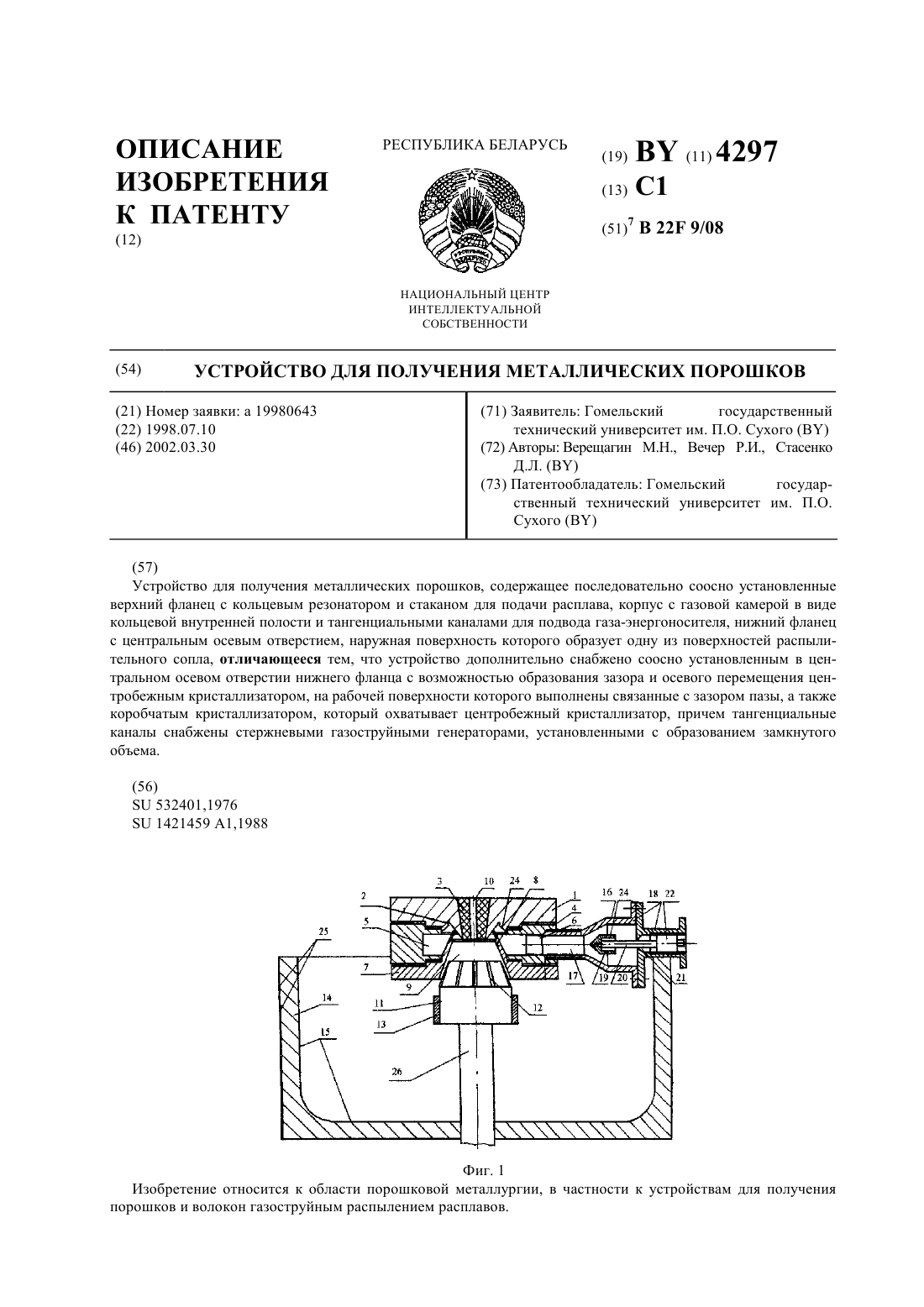
Номер патента: 4297
Опубликовано: 30.03.2002
Авторы: Верещагин Михаил Николаевич, Вечер Роман Иванович, Стасенко Дмитрий Леонидович
МПК: B22F 9/08
Метки: устройство, порошков, получения, металлических
Текст:
...на фиг. 2 - вид устройства сверху, на фиг. 3 - вид дополнительного кристаллизатора с разрезом А-А, на фиг. 4 - некоторые возможные варианты исполнения центробежного кристаллизатора. Устройство для получения дискретных металлических волокон состоит из последовательно соосно установленных верхнего фланца 1 с кольцевым резонатором 2 и стаканом 3 для подачи расплава, корпуса 4 с газовой камерой 5 в виде кольцевой внутренней полости и...
Фильерный комплект для формования химических волокон
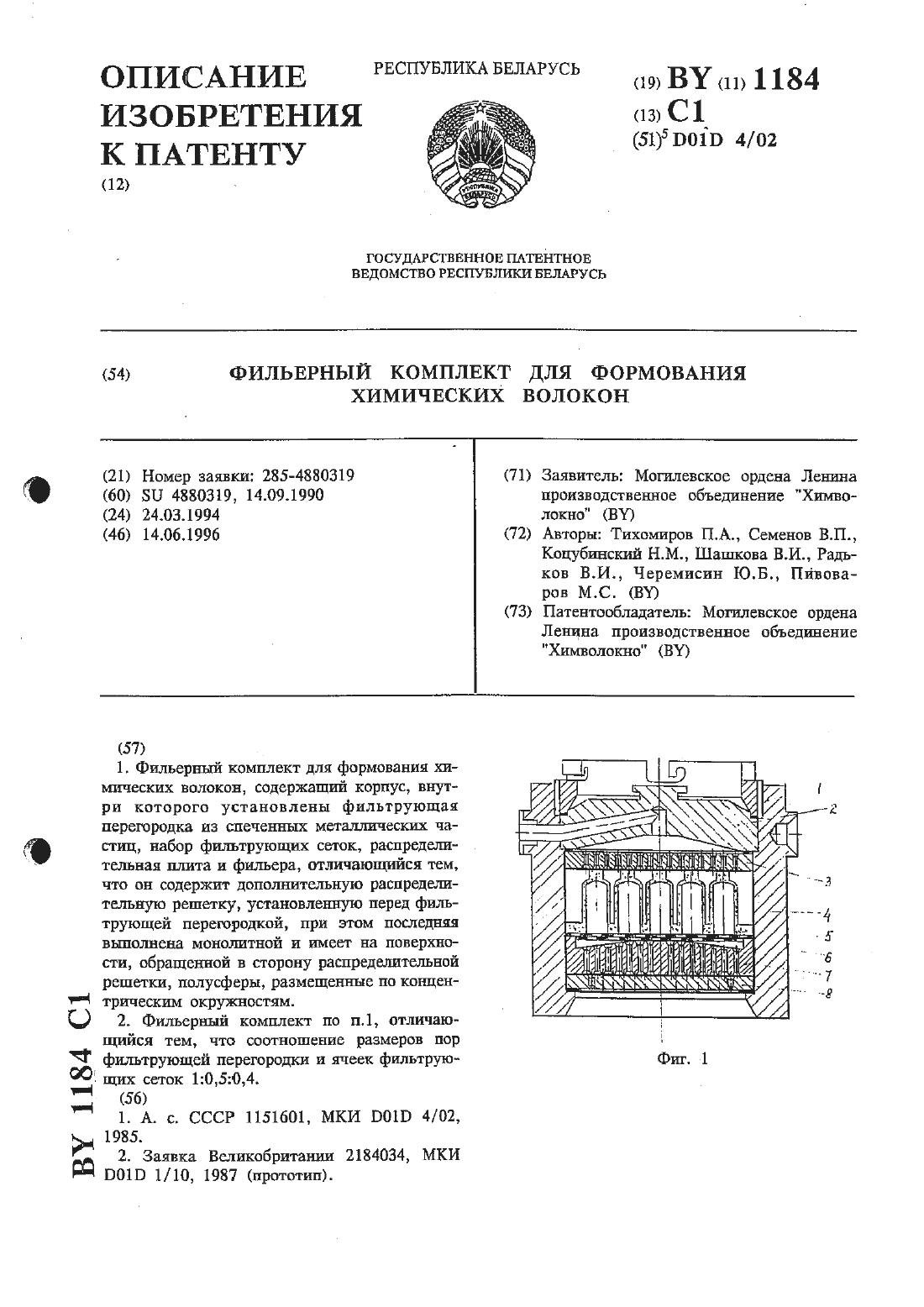
Номер патента: 1184
Опубликовано: 14.06.1996
Авторы: Коцубинский Николай Михайлович, Тихомиров Петр Алексеевич, Шашкова Валентина Ивановна, Черемисин Юрий Борисович, Семенов Владимир Павлович, Пивоваров Михаил Семенович, Радьков Владимир Ильич
МПК: D01D 4/02
Метки: волокон, химических, фильерный, комплект, формования
Текст:
...вьпголненной из спеченных металлических частиц, набором фильтрующих сеток, распределительной плитой и фильерой, дополнительно перед фильтрующей перегородкой установлена распределительная решетка, а фильтрующая перегородка выполнена монолитной и имеет поверхность в виде полусфер, размещенных по концевтрическим окружностям, с размером пор, соответствующим ячейкам фильтрующих сеток, как 10,50,4.Сопоставительный анализ с прототипом...
Предыдущий патент: Пресс-форма для прессования длинномерных изделий сложной формы из порошков
Следующий патент: Газовая плита
Случайный патент: Устройство для вакуумаспирации лакун небных миндалин