Способ изготовления контейнеров со стерильной внутренней поверхностью
Текст
29 51/10//29 10516 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРОВ СО СТЕРИЛЬНОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ(71) Заявитель Тетра Лаваль Холдингз энд Файнэс С.А. (СН)(73) Патентообладатель Тетра Лаваль Холдингз энд Файнэс С.А. (СН)(57) 1. Способ изготовления контейнеров со стерильной внутренней поверхностью из термопластичного полимера, включающий экструзию полимерного полотна, его стерилизацию путем нагревания и формование контейнеров в виде непрерывной ленты, отличающийся тем, что используют полимер, выбранный из гомополимеров пропилена с индексом расплава менее 1 по шкале(2,16 кгс 230 С) или сополимеров этилен/пропилена с индексом расплава 0,5-5,0 по шкале(2,16 кгс 230 С), при этом к полимеру примешивают порошкообразный неорганический наполнитель в количестве не менее 40 от массы смеси,а стерилизацию полотна и формование контейнеров осуществляют в одну стадию при температуре не менее 190 С, причем формование проводят с применением вакуума. 2. Способ по п. 1, отличающийся тем, что полимер и наполнитель смешивают в экструдере. 3. Способ по п. 1, отличающийся тем, что полотно нагревают с одной стороны или с обеих сторон с помощью контактного нагрева или инфракрасного излучения. 4. Способ по п. 1, отличающийся тем, что контейнеры в виде непрерывной ленты заполняют стерилизованным содержимым в асептических условиях, затем не полотно контейнеров накладывают стерильную термопластичную пленку, которую под действием тепла и давления герметично приваривают по контуру отверстий контейнеров и осуществляют их разделение путем надрезов. Изобретение предпочтительно используется в пищевой промышленности. Широко известен способ изготовления контейнеров со стерильной внутренней поверхностью в виде чаши или стакана путем термоформовки листа или полотна полиэтилена или пропилена. Лист или полотно нагревается до температуры 110160 С, а затем подается в машину для непрерывной формовки, где происходит процесс термоформовки с применением вакуума. Сформованные контейнеры в виде сплошного полотна заполняются содержимым, для которого они предназначены, например, стерилизованной пищей, после чего на них накладывается полотно стерилизованной пластмассовой пленки, которая плотно сваривается с нижележащим сформованным полотном в районах, окружающих отверстия контейнеров. После заполнения контейнеры отделяются друг от друга с помощью надрезов в местах сварки вокруг отверстий контейнеров. При температуре 110-160 С вышеуказанные пластмассы становятся достаточно гибкими, чтобы их можно было обрабатывать или формовать с применением вакуума, и в то же время достаточно жесткими,чтобы получить контейнеры желаемой равномерной толщины. 2832 1 Обычно время указанного нагрева и обработки составляет 3-20 секунд. Для того, чтобы достичь удовлетворительной стерилизации полотна при температуре обработки 110-160 С, необходимо очень долго выдерживать полотно при этих температурах, например, 300 минут при 121 С или 12 минут при 160 С. Избежать такой долгой выдержки можно с помощью отдельной предварительной стерилизации, например, в растворе перекиси водорода, через который пропускается полотно перед нагревом, после чего осуществляется термоформовка в формовочной машине. Прототипом изобретения является способ изготовления контейнеров со стерильной внутренней поверхностью из термопластичного полотна 1, включающему экструзию полимерного полотна, затем полотно подвергают стерилизации путем нагревания при температуре 180-230 С, а затем стерилизованное полотно подвергают термообработке путем нагревания при температуре ниже, чем температура стерилизации и формование контейнеров в виде непрерывной ленты. Поскольку стерилизацию осуществляют при температуре более высокой, чем температура термообработки полотна, то очень важным является то, чтобы во время стерилизации нагревалась только поверхность полотна, с тем, чтобы избежать деградации термопластика. Время, в течении которого осуществляют стерилизацию должно быть равно времени перемещения полотна между двумя этапами транспортировки. В известном способе необходимо осуществлять точный временной и температурный контроль, чтобы защитить стерилизованое полотно от, так называемого, повторного внесения инфекций до начала герметизации термоформуемых контейнеров. Задачей изобретения является создание способа изготовления контейнеров со стерильной внутренней поверхностью из темопластичного полимера, обеспечивающего стерильность и герметизацию контейнеров в значительно короткое время. Поставленная задача решается тем, что в способе изготовления контейнеров со стерильной внутренней поверхностью из термопластичного полимера, включающем экструзию полимерного полотна, его стерилизацию путем нагревания и формование контейнеров в виде непрерывной ленты, согласно изобретению, используют полимер, выбранный из гомополимеров пропилена с индексом расплава менее 1 по шкале(2,16 кгс 230 С) или сополимеров этилен/пропилена с индексом расплава 0,5-5,0 по шкале(2,16 кгс 230 С), при этом к полимеру примешивают порошкообразный неорганический наполнитель в количестве не менее 40 от массы смеси, а стерилизацию полотна и формование контейнеров осуществляют в одну стадию при температуре не менее 190 С, причем формование проводят с применением вакуума. Полимер и наполнитель смешивают в экструдере. Полотно нагревают с одной стороны или с обеих сторон с помощью контактного нагрева или инфракрасного излучения. Контейнеры в виде непрерывной ленты заполняют стерилизованным содержимым в асептических условиях, затем на полотно контейнеров накладывают стерильную термопластичную пленку, которую под действием тепла и давления герметично приваривают по контуру отверстий контейнеров и осуществляют их разделение путем надрезов. Предлагаемый способ обеспечивает качественную стерилизацию полотна за счет объединения стерилизации полотна и формования контейнеров исключая при этом дополнительные измерения. Среди подходящих неорганических наполнителей, которые могут быть использованы для исходного материала в соответствии с настоящим изобретением, можно упомянуть мел, каолин, тальк, фарфоровую глину и слюду, но могут применяться и другие наполнители, известные в данной области, отдельно или в произвольном сочетании друг с другом или с ранее упомянутыми наполнителями. Количество наполнителя может варьироваться от 40 до 80 вес. , а вообще находится в диапазоне 50-80 вес. , например 65 . Настоящее изобретение проиллюстрировано ниже на примере неограничивающего практического варианта. Исходный материал для изготовления контейнеров со стерильной внутренней поверхностью в виде чаши или стакана в соответствии с предлагаемым способом получают путем перемешивания гранулированного или порошкообразного полимера и порошкообразного неорганического наполнителя в таком соотношении,чтобы полученная смесь содержала 40-80 , а предпочтительно 65 наполнителя в расчете от общего веса смеси. В данном варианте предполагается, что полимер состоит из сополимера этилена или пропилена с индексом расплава 1-5 по шкале(2,16 кгс 230 С), а неорганический наполнитель состоит из одного или нескольких упомянутых ранее наполнителей, например мела. Эти два исходных компонента предпочтительно перемешиваются в процессе непрерывного действия, а затем выдавливаются, образуя гибкий плоский лист или полотно. Выдавленное полотно может скатываться и храниться до дальнейшего использования, но предпочтительнее подавать его прямо на участок нагрева, где его нагревают с одной или двух сторон контактным способом или инфракрасным излучением при температуре не менее 190 С. Затем нагретое таким образом горячее полотно подается в вакуумформовочную машину, где оно преобразуется в сплошное полотно чаше- или стаканообразных контейнеров. Вакуумформовочная машина, кото 2 2832 1 рая может быть обычного типа, содержит две взаимоподвижные рабочие поверхности, одна из которых состоит из откачиваемых гнезд прессформы, открытых в направлении полотна и имеющих геометрическую конфигурацию, соответствующую внешней геометрической форме изготавливаемого контейнера. Полотно помещается между двумя подвижными рабочими поверхностями, которые затем сближают друг с другом таким образом, что лежащее между ними полотно под действием вакуума всасывается или втягивается в откаченные гнезда и прилегает к стенкам каждого гнезда, образуя сплошное полотно чаше- или стаканообразных контейнеров со стерильной внутренней поверхностью. После термоформовки вакуум между внутренними стенками гнезд пресс-формы и внешними стенками сформованных контейнеров ликвидируется и рабочие поверхности разводятся, открывая полотно, которое затем подается в стерильную заполняющую камеру, прилегающую к вакуумформовочной машине и снабженную трубками для заполнения стерильных внутри контейнеров стерильным продуктом, например, жидкой пищей, в асептических условиях. После заполнения полотно с заполненными контейнерами подается в стерильную камеру для заварки, где на заполненные контейнеры накладывается подаваемая синхронно стерильная полотнообразная пленка термоплавкого материала, например, пластмассы того же типа, что и нижнее полотно, и с помощью тепла и давления крепко и непроницаемо для бактерий сваривается с полотном в районах, окружающих отверстия сформованных контейнеров. Закрытые, таким образом, контейнеры отделяются друг от друга с помощью надрезов в упомянутыхвыше местах сварки, в результате чего получаются готовые асептически заполненные чаше- или стаканообразные контейнеры. Таким образом, с помощью предлагаемого способа можно получать непрерывно стерильные внутри асептически заполненные и заваренные контейнеры, используя простые средства и обычное оборудование,без необходимости применения отдельной стерилизации полотна, из которого изготавливают контейнеры. Более того, предлагаемый способ можно реализовать на практике в рамках времени, обычно используемого для нагрева и обработки полотна, что является существенным усовершенствованием по сравнению с известной технологией. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
МПК: B25B 55/04, B29C 51/10
Метки: контейнеров, изготовления, внутренней, способ, стерильной, поверхностью
Код ссылки
<a href="https://by.patents.su/3-2832-sposob-izgotovleniya-kontejjnerov-so-sterilnojj-vnutrennejj-poverhnostyu.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления контейнеров со стерильной внутренней поверхностью</a>
Способ изготовления контейнеров устройства высокого давления
Номер патента: 1262
Опубликовано: 16.09.1996
Автор: Шипило Виктор Брониславович
МПК: C04B 35/00
Метки: высокого, способ, устройства, контейнеров, давления, изготовления
Текст:
...материала.В предлагаемом техническом решении в качестве связки зерен СаСОз используют неорганическое связующее Са(ОН)2, которое на этапе прессования контейнеров выполняет роль связующего, а на этапе карбонизацииСДОНЪСаС 03 обеспечивает обра зование однородной массы контейнера, состоящей в основном из СаСО 3. Функциональные характеристики такого контейнера наиболее высокие, если в качестве вещества на основе СаСОз используют высокочистый...
Гибкий упаковочный материал для изготовления контейнеров
Номер патента: 1804
Опубликовано: 30.12.1997
Автор: Ханс Раусинг
МПК: B65D 65/40
Метки: материал, изготовления, упаковочный, гибкий, контейнеров
Текст:
...внутренности упаковки 2, причем рельефная поверхность содержит приподнятые части б поверхности. пересекающие друг друга и взаимно соединяющиеся которые ограничивают собой более глубоко расположенные поверхностные панели 7, которые. например. могут быть шестиугольной формы. показанной на фиг. 3. Рисунок поверхности такого типа придает еще большую ЖЕСТКОСТЬ несущему слою и позволяет улучшить предварительные условия для изготовления упаковок 2 с...
Опалубка для изготовления сооружений с поверхностью различной кривизны
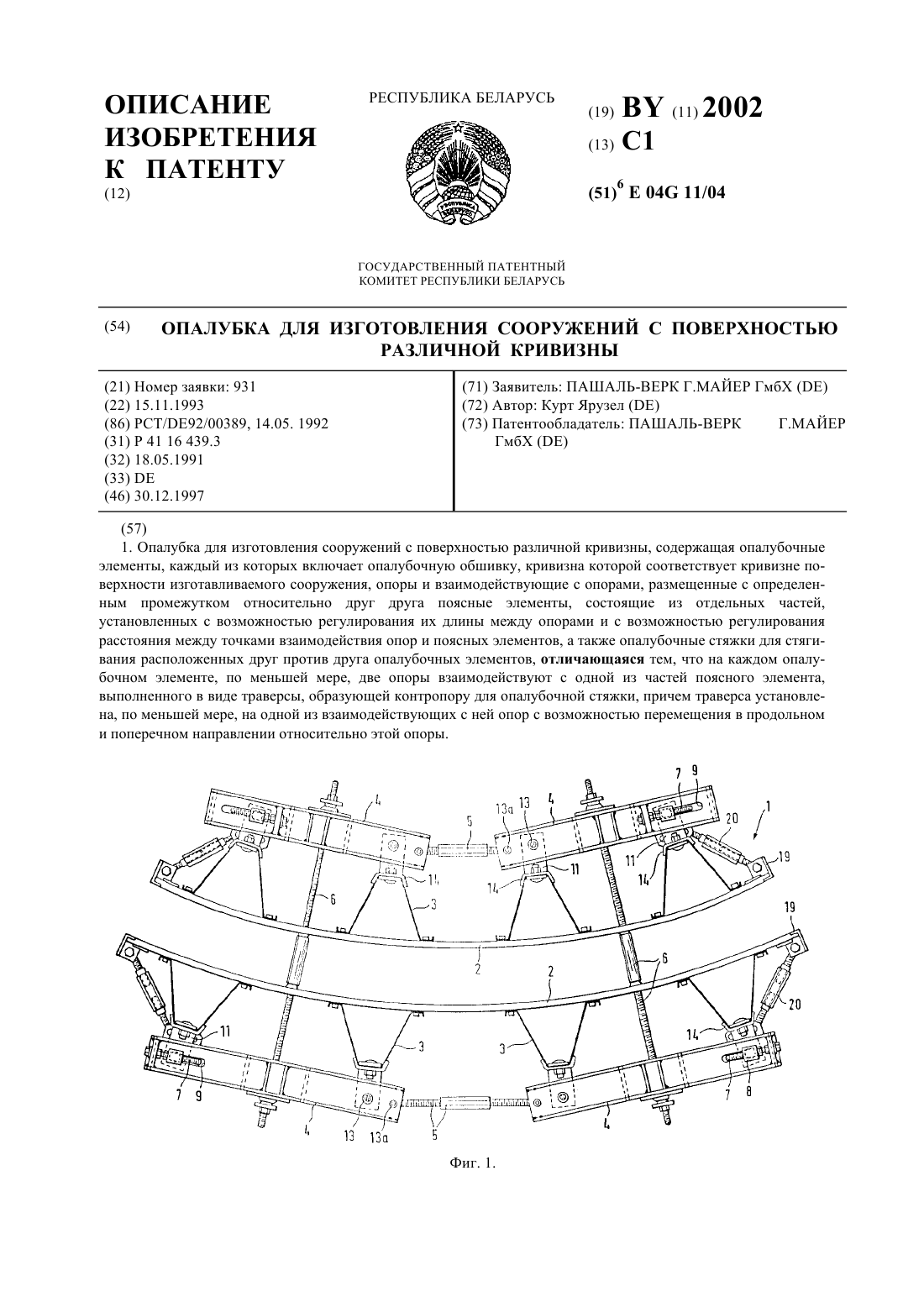
Номер патента: 2002
Опубликовано: 30.12.1997
Автор: Курт ЯРУЗЕЛ
МПК: E04G 11/04
Метки: изготовления, кривизны, различной, поверхностью, сооружений, опалубка
Текст:
...изобретения и заключаются, в частности, в расположении ходового винта на траверсе, а также самой траверсы. В частности, можно обходиться по возможности небольшими ходовыми винтами, так как эти ходовые винты при расположении на концах траверсы при изменении кривизны в сторону уменьшения радиуса искривления соответственно подвергаются воздействию тягового усилия, т.е. должны быть рассчитаны в основном на восприятие таких тяговых усилий,...
Способ формирования изделий с декоративной поверхностью
Номер патента: 2761
Опубликовано: 30.06.1999
Автор: Семёнова Татьяна Владимировна
МПК: B29C 43/18, B44C 1/24, C08L 27/06...
Метки: формирования, декоративной, изделий, поверхностью, способ
Текст:
...предложено, согласно изобретению,заполнять рисунок на матрице пастой следующего состава, мас.дибутилфталат 25-29 глицерин 13-15 белила титановые 2,5-3,5 поливинилхлорид остальное. После чего предложено нагревать матрицу до застывания пасты, а затем накладывать на матрицу последовательно подложку из двух слоев ткани с размещенной между ними термопластичной плнкой и войлок, а прессование и термообработку предложено производить...
Способ очистки внутренней поверхности труб
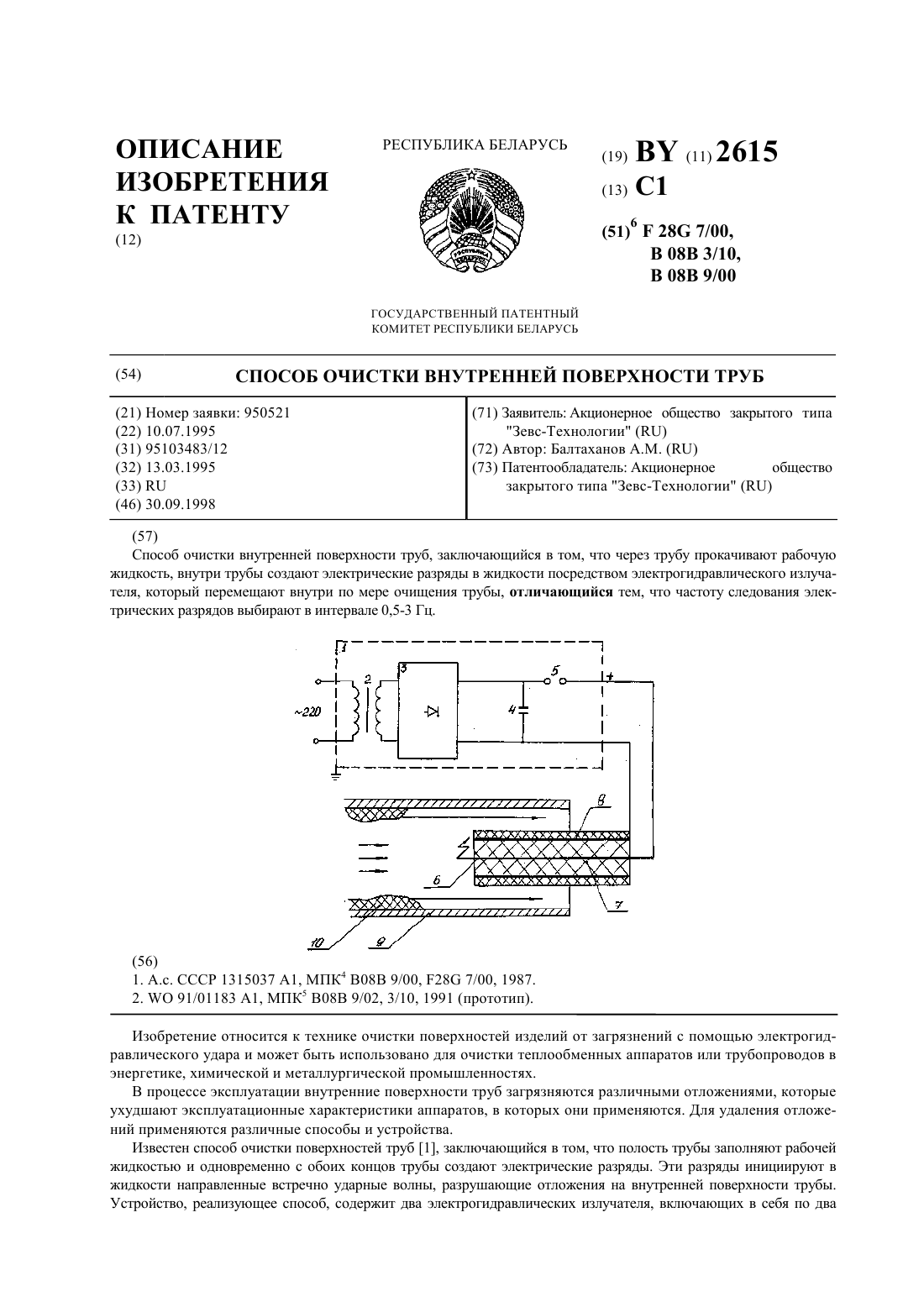
Номер патента: 2615
Опубликовано: 30.12.1998
Автор: Балтаханов Абдихамитхан Мойдинович
МПК: F28G 7/00, B08B 3/10, B08B 9/00...
Метки: внутренней, способ, труб, очистки, поверхности
Текст:
...очистки. Задачей предлагаемого изобретения является повышение Эффективности очистки. Поставленная задача решается тем, что в способе очистки внутренней поверхности труб, заключающемся в том, что через трубу прокачивают рабочую жидкость, внутри трубы создают электрические разряды в жидкости посредством электрогидравлического излучателя, который перемещают внутри по мере очищения трубы, частоту следования электрических разрядов...
Предыдущий патент: Репеллент для отпугивания насекомых и способ отпугивания насекомых
Следующий патент: Устройство для окраски покрышек пневматических шин
Случайный патент: Свая