Способ оптоакустического контроля качества неразъемного соединения двух материалов
Номер патента: 17526
Опубликовано: 30.08.2013
Авторы: Баев Алексей Романович, Митьковец Анатолий Иванович, Гуделев Валерий Георгиевич

Текст
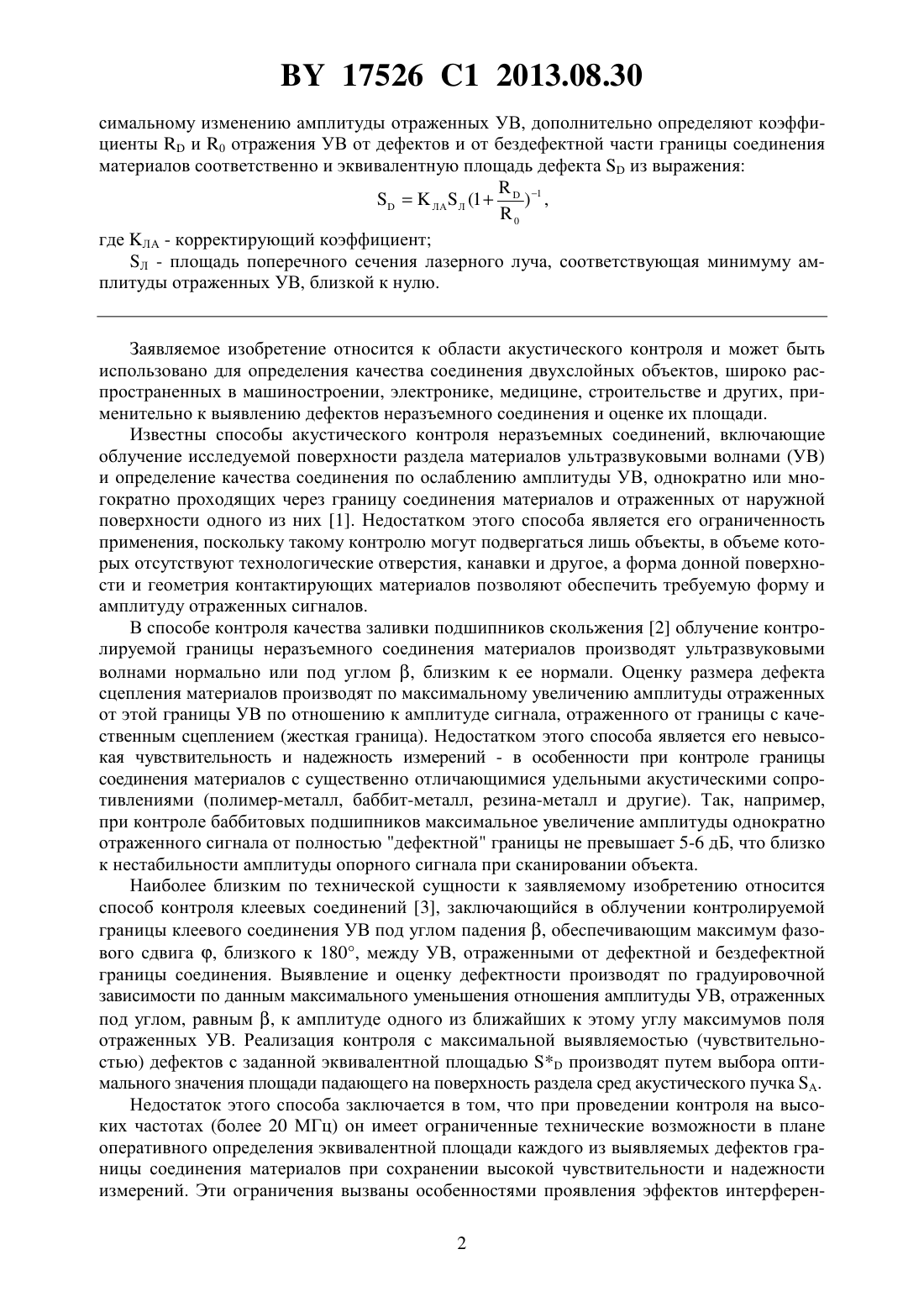
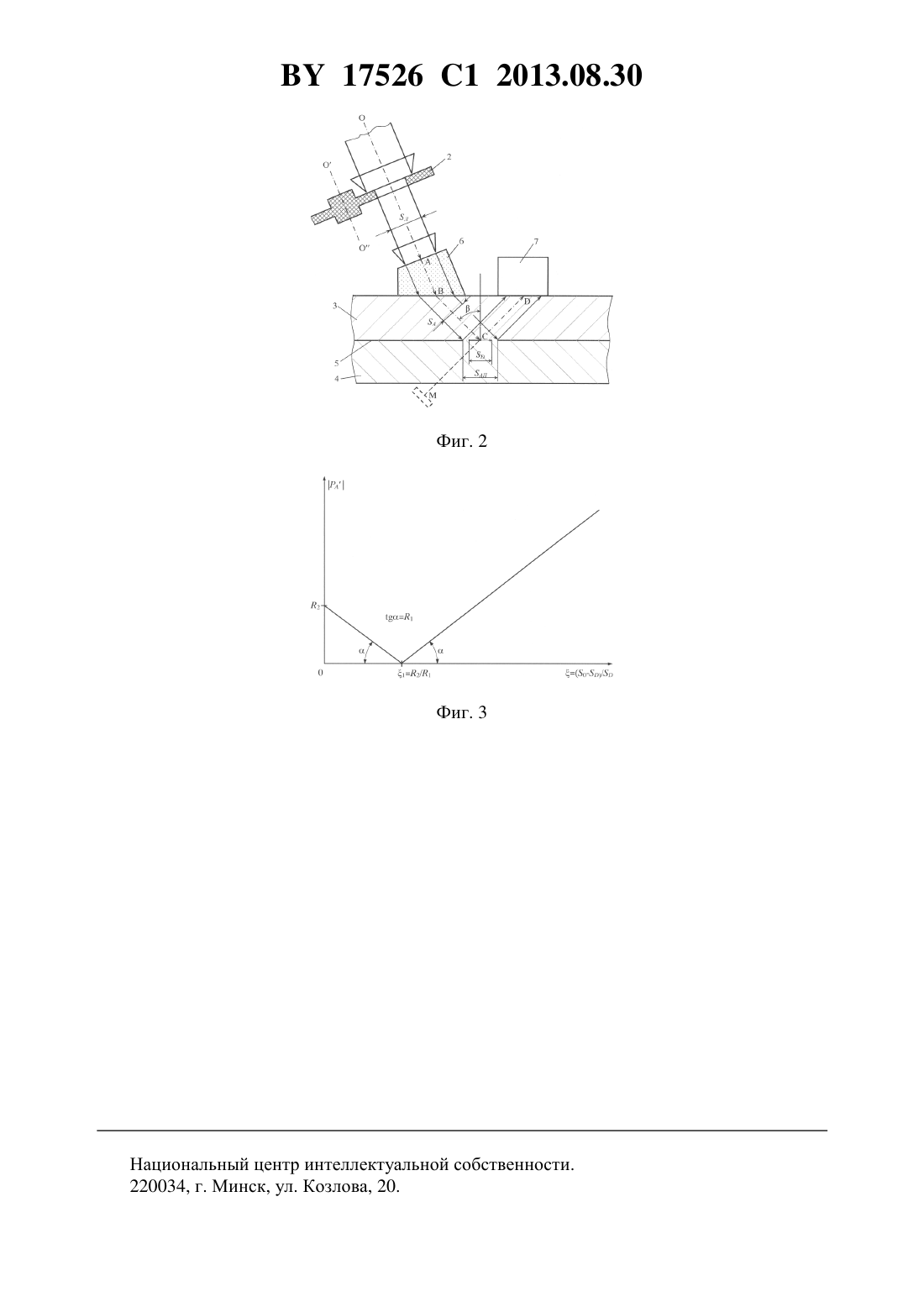
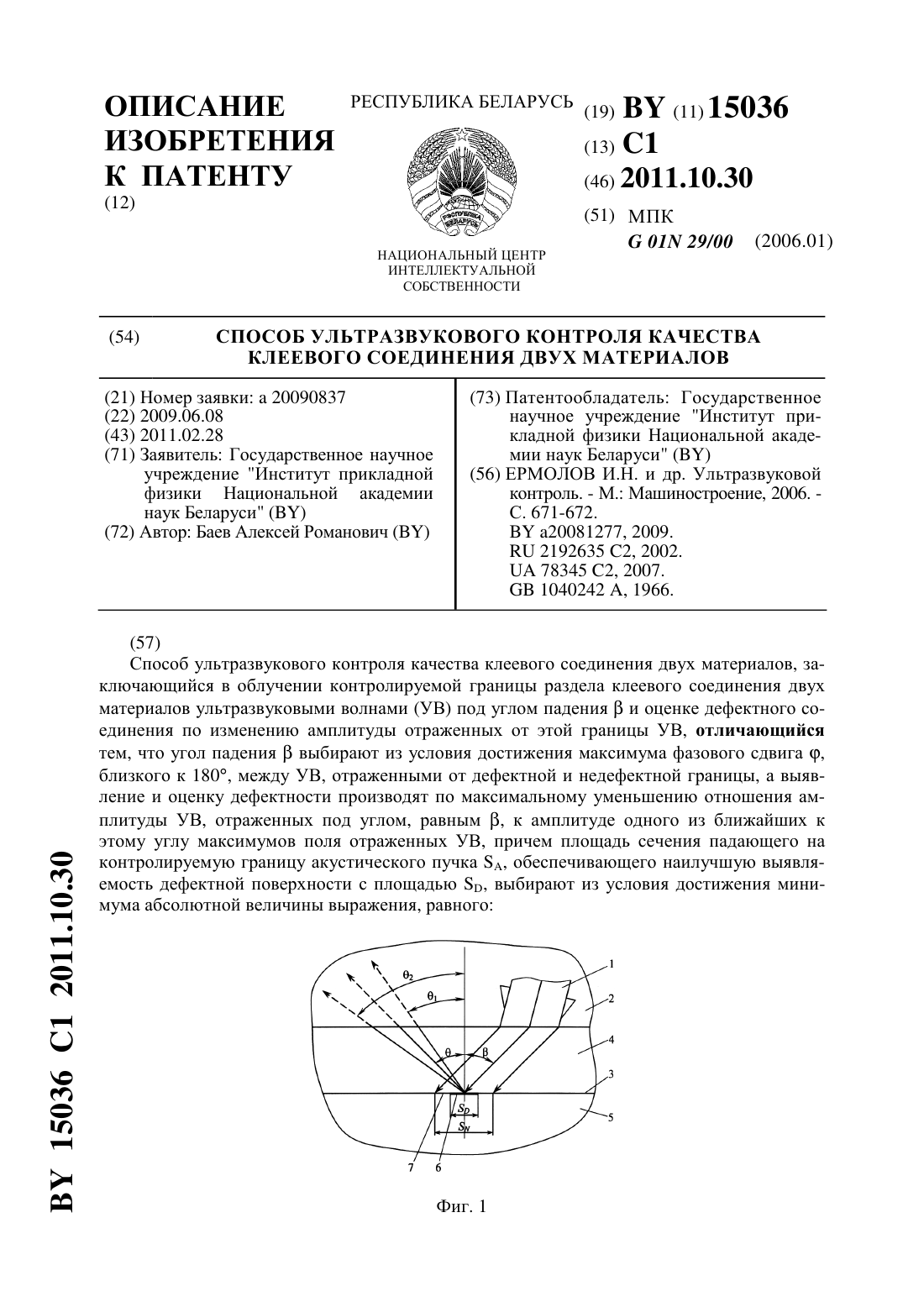
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОПТОАКУСТИЧЕСКОГО КОНТРОЛЯ КАЧЕСТВА НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ДВУХ МАТЕРИАЛОВ(71) Заявители Государственное научное учреждение Институт физики имени Б.И.Степанова Национальной академии наук Беларуси Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Авторы Баев Алексей Романович Гуделев Валерий Георгиевич Митьковец Анатолий Иванович(73) Патентообладатели Государственное научное учреждение Институт физики имени Б.И.Степанова Национальной академии наук Беларуси Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Способ оптоакустического контроля качества неразъемного соединения двух материалов,характеризующийся тем, что возбуждают в одном из материалов ультразвуковые волны(УВ) и облучают ими границу сцепления материалов под углом падения, обеспечивающим максимальный фазовый сдвиг, близкий к 180, между УВ, отраженными от дефектов и от бездефектной части упомянутой границы, причем УВ возбуждают, периодически воздействуя на материал импульсным лазерным излучением с переменной во времени площадью поперечного сечения луча, принимают УВ со стороны внешней поверхности облучаемого материала под углом, определяемым осью диаграммы направленности мнимого источника отраженных от бездефектной части границы УВ, оценивают дефектность границы по мак Фиг. 1 17526 1 2013.08.30 симальному изменению амплитуды отраженных УВ, дополнительно определяют коэффициентыи 0 отражения УВ от дефектов и от бездефектной части границы соединения материалов соответственно и эквивалентную площадь дефектаиз выражения ЛАЛ (1) 1 ,0 где ЛА - корректирующий коэффициент Л - площадь поперечного сечения лазерного луча, соответствующая минимуму амплитуды отраженных УВ, близкой к нулю. Заявляемое изобретение относится к области акустического контроля и может быть использовано для определения качества соединения двухслойных объектов, широко распространенных в машиностроении, электронике, медицине, строительстве и других, применительно к выявлению дефектов неразъемного соединения и оценке их площади. Известны способы акустического контроля неразъемных соединений, включающие облучение исследуемой поверхности раздела материалов ультразвуковыми волнами (УВ) и определение качества соединения по ослаблению амплитуды УВ, однократно или многократно проходящих через границу соединения материалов и отраженных от наружной поверхности одного из них 1. Недостатком этого способа является его ограниченность применения, поскольку такому контролю могут подвергаться лишь объекты, в объеме которых отсутствуют технологические отверстия, канавки и другое, а форма донной поверхности и геометрия контактирующих материалов позволяют обеспечить требуемую форму и амплитуду отраженных сигналов. В способе контроля качества заливки подшипников скольжения 2 облучение контролируемой границы неразъемного соединения материалов производят ультразвуковыми волнами нормально или под углом , близким к ее нормали. Оценку размера дефекта сцепления материалов производят по максимальному увеличению амплитуды отраженных от этой границы УВ по отношению к амплитуде сигнала, отраженного от границы с качественным сцеплением (жесткая граница). Недостатком этого способа является его невысокая чувствительность и надежность измерений - в особенности при контроле границы соединения материалов с существенно отличающимися удельными акустическими сопротивлениями (полимер-металл, баббит-металл, резина-металл и другие). Так, например,при контроле баббитовых подшипников максимальное увеличение амплитуды однократно отраженного сигнала от полностью дефектной границы не превышает 5-6 дБ, что близко к нестабильности амплитуды опорного сигнала при сканировании объекта. Наиболее близким по технической сущности к заявляемому изобретению относится способ контроля клеевых соединений 3, заключающийся в облучении контролируемой границы клеевого соединения УВ под углом падения , обеспечивающим максимум фазового сдвига , близкого к 180, между УВ, отраженными от дефектной и бездефектной границы соединения. Выявление и оценку дефектности производят по градуировочной зависимости по данным максимального уменьшения отношения амплитуды УВ, отраженных под углом, равным , к амплитуде одного из ближайших к этому углу максимумов поля отраженных УВ. Реализация контроля с максимальной выявляемостью (чувствительностью) дефектов с заданной эквивалентной площадьюпроизводят путем выбора оптимального значения площади падающего на поверхность раздела сред акустического пучка А. Недостаток этого способа заключается в том, что при проведении контроля на высоких частотах (более 20 МГц) он имеет ограниченные технические возможности в плане оперативного определения эквивалентной площади каждого из выявляемых дефектов границы соединения материалов при сохранении высокой чувствительности и надежности измерений. Эти ограничения вызваны особенностями проявления эффектов интерферен 2 17526 1 2013.08.30 ции и их приема в указанных выше условиях, а также ограничениями на использование градуировочной зависимости при оценке дефектов с площадью, большей чем . Техническая задача настоящего изобретения заключается в повышении чувствительности и надежности контроля границы соединения материалов. Сущность предложенного оптоакустического способа контроля границы соединения материалов заключается в том, что в объекте контроля возбуждают УВ путем периодического воздействия направленного на него импульсного лазерного излучения с переменной во времени площадью Л сечения лазерного луча и облучают границу сцепления материалов УВ под углом падения , обеспечивающим достижение максимума фазового сдвига ,близкого к 180, между УВ, отраженными от дефектной и бездефектной границ. Прием же отраженных УВ производят с внешней стороны поверхности объекта под углом , определяемым направлением оси диаграммы направленности мнимого источника УВ, отраженных от бездефектной границы. Эквивалентную площадь дефектанаходят из равенства ЛЛ, соответствующей минимуму амплитуды отраженных УВ, близкому к нулю, и определяют по формуле ЛАЛ (1) 1 ,(1) 0 где 0 и- коэффициенты отражения УВ от бездефектной и дефектной границы СМ соответственно ЛА - коэффициент корректировки параметров акустического пучка падающих на контролируемую границу материалов УВ, вызванный особенностями преобразования лазерного излучения в УВ. В общем случае ЛА зависит от акустических свойств контактирующей с объектом контроля среды, угла , микрогеометрии поверхности объекта, степени однородности фронта лазерного луча. Этот коэффициент находится расчетным или опытным путем. Выбор угла приема отраженных УВ -обусловлен тем, что ввиду малой длительности лазерного импульса (1-1,5 периода) эффект интерференции УВ, отраженных от дефектной и бездефектной границ СМ, проявляется в максимальной степени именно для угла приема, равного углу наклона оси диаграммы направленности мнимого источника УВ, отраженных от бездефектной границы. Причем этот угол близок к углу падения , но в силу ряда особенностей реального контроля (микрогеометрия поверхности объекта, небольшое отличие фазового сдвигаот 180) может несколько отличаться. Именно в этих условиях для каждого выявляемого дефекта будет наблюдаться максимальное изменение амплитуды принимаемого сигнала и обеспечиваться как высокая чувствительность, так и надежность оценки эквивалентной площади дефектов. Таким образом, повышение чувствительности ультразвукового контроля и его надежности как при выявлении дефектов, так и при оценке их эквивалентного размера достигается за счет того, что при периодическом изменении площади сечения акустического пучка А,вызванного изменением площади сечения лазерного луча Л во времени, создаются условия, при которых изменение амплитуды отраженных УВ на приемнике УВ максимальные. На фиг. 1 приведена общая схема устройства, реализующего заявляемый способ. На фиг. 2 приведена схема, уточняющая реализацию заявляемого способа. На фиг. 3 представлена характерная картина изменения абсолютного значения относительной амплитуды отраженных УВ в зависимости от соотношения площади пятна акустического пучка УВ на границе соединения материалов АП и площади дефектапри отсутствии значимого влияния микрогеометрии поверхности объекта на дифракционное рассеяние лазерного излучения и однородности падающего на границу СМ фронта УВ. В таблице представлены результаты сравнительных испытаний. Приведенное на фиг. 1 устройство, реализующее предложенный способ оптоакустического контроля границы СМ, содержит источник импульсного лазерного излучения 1 и периодически изменяющий его поперечное сечение модулятор лазерного луча 2, направ 3 17526 1 2013.08.30 ленного на объект контроля - неразъемное соединение материала 3 и материала 4 с контролируемой границей их соединения 5. На пути распространения лазерного излучения расположен оптоакустический преобразователь 6, выполняющий функцию преобразования импульсного лазерного излучения в продольные УВ, их передачи в материал 1 объекта контроля и облучения границы СМ 5 под углом , обеспечивающим достижение максимума фазового сдвига , близкого к 180, между УВ, отраженными от дефектной и бездефектной границ СМ 4. Прием УВ производится со стороны внешней поверхности материала 3 приемным преобразователем 7 под угломприема УВ, определяемым направлением оси диаграммы направленности мнимого источника . Затем УВ подают на компьютеризированный блок обработки информации 8, синхронизированный с источником импульсного лазерного излучения 1. При реализации способа (фиг. 2) для периодического изменения площади поперечного сечения лазерного луча (диафрагмирования) может быть использован электромеханический модулятор площади сечения лазерного луча 2, выполненный в виде одного вращающегося диска с отверстиями разного радиуса , расположенными на одинаковом расстоянииот оси вращения. С помощью специального блока управления достигается синхронное открытие (закрытие) такой диафрагмы для пропуска импульсов лазерного излучения. Оптоакустический преобразователь 6 содержит плоскопараллельный тонкий активный слой материала, преобразующий в результате термонагрева импульсное лазерное излучение в короткие импульсы УВ, излучаемые нормально активному слою в контактирующую с ним звукопроводящую среду, создающую акустический контакт с материалом 3. Угол наклона активного слоя определяется скоростью звука в контактирующих средах - материале 3 М и звукопроводящей среде - П преобразователя 6 и при заданном значенииравен(2)(М/П). При возбуждении УВ и облучении ими границы СМ 5 нормально ей активный слой материала отсутствует при этом преобразование света в звук идет на границе звукопроводной среды с материалом 3, что приводит к повышению эффективности возбуждения УВ на десять и более дБ. Таким образом, при изменении с помощью модулятора лазерного луча 2, направленного на объект контроля поперечного сечения Л лазерного излучения и оптоакустического преобразования в оптоакустическом преобразователе 6, синхронно изменяется и поперечное сечение акустического пучка А. Как показывают расчеты и подтверждается экспериментом,при попадании на границу СМ с дефектом акустического пучка УВ с изменяющейся во времени площадью сечения акустического пучка в диапазоне А 0 АА 1 и при выполне гда ЛЛ или АА, при которых амплитуда отраженных и принимаемых УВ А 0, где АПА - площадь акустического пятна на границе СМ. Это видно на фиг. 3, где представлена характерная картина изменения абсолютного значения относительной амплитуды отраженных волнв зависимости от( - )/ - соотношеАП ния площади пятна акустического пучка УВ на границе соединения материалов АП и площади дефектапри отсутствии значимого влияния микрогеометрии поверхности объекта на дифракционное рассеяние лазерного излучения и однородности падающего на границу СМ фронта УВ. Таким образом, в отличие от способа-прототипа при изменении Л или АП во времени в достаточно широком диапазоне реализуется режим максимальной чувствительности при выявлении каждого дефекта. Как следует из анализа поля отраженных УВ (в дальней зоне мнимого источника), по данным фиксируемого значения Л, связанного однозначной зависимостью с А (площадью сечения луча на границе СМ), представляется возможным определять согласно (1) 4 17526 1 2013.08.30 площадь дефекта . При этом в случае, когда шероховатость поверхности границы СМ, где- длина волны возбуждаемой в объекте моды, волновой фронт УВ в объекте однородный и отсутствует расхождение луча от оптоакустического преобразователя до контролируемой границы, то корректирующий коэффициент ЛА в (1) определяется из формулы 2 2 При проведении контроля границы СМ производится с некоторой скоростью последовательное перемещение объекта контроля относительно устройства - тангенциально рабочей поверхности материала 3. Одновременно в направлении распространения лазерного излучения ОА на объект контроля 3-5 производится посылка с некоторой тактовой частотой импульсов лазерного излучения, проходящего (синхронно) через модулятор лазерного луча 2, периодически изменяющего во времени площадь сечения лазерного луча Л. После преобразования в оптоакустическом преобразователе УВ возбуждают в материале 3 и ими облучают границу СМ под углом падения , обеспечивающим достижение максимума фазового сдвига , близкого к 180, между УВ, отраженными от дефектной и бездефектной границ СМ. Прием УВ производится под углом направления осимнимого источника УВ, отраженных от однородной границы СМ, и преимущественно в дальней зоне. В компьютизированном блоке обработки информации 8 производится обработка данных аплитудно-временных зависимостей отраженных УВ. Проведены испытания предложенного способа и сравнение с прототипом, где модельной границей СМ служила поверхность склейки плексиглас-алюминий, причем дефектом служили круглые поверхности непроклея материалов разного радиуса, на которых выполняются граничные условия типа свободная поверхность. В качестве источника лазерного излучения служил лазер ЛТИ-ПЧ с частотой следования импульсов 10 Гц, длиной волны излучения 1,06 мкм, длительностью 20 на уровне ехр-1, соответствующей рабочей частоте 50 МГц. Режим воздействия лазерного излучения на объект термоупругий, устраняющий разрушение его поверхностного слоя. Модулятор поперечного сечения лазерного луча изготовлен на основе электромеханического устройства - вращающегося с помощью шагового двигателя диска с отверстиями разного диаметра, выполненными по окружности на одинаковом расстоянии от оси вращения. Для трансформации энергии импульсного лазерного излучения в УВ и передачи их в объект контроля использован оптоакустический преобразователь (фиг. 2) с наклоненным под углом у к поверхности границы СМ активным слоем, контактирующим с жидким водным звукопроводом, используемым для передачи УВ в объект контроля. При этом обеспечивается облучение границы СМ с помощью УВ под углом (падения)50. При этом достигается достаточно высокое отношение коэффициентов отражения УВ/, измеренных для дефектной и бездефектной и границы СМ соответственно, при сдвиге фазыдля отраженных УВ от жесткой (склеенной) и дефектной (свободной) границы СМ. Прием УВ производится прямым широкополосным преобразователем, расположенным на в дальней зоне под углом, определяемым направлением оси диаграммы направленности мнимого источника УВ, отраженных от бездефектной границы. При проведении измерений данные об амплитуде отраженного от границы СМ импульса УВ, номере отверстия, через которое проходит соответствующий лазерный импульс, а также импульса, отраженного от границы вода-объект, заносятся в блок обработки информации и выводятся на компьютер. В данном случае измерение эквивалентной площади дефекта осуществляется с использованием формулы (1) по стандартной программе путем аппроксимации дискретных данных зависимости амплитуды отраженных от СМ волн А (или ) от Л при варьировании последней в указанном выше диапазоне и 5 17526 1 2013.08.30 нахождении аргумента экстремума (минимума А). (В случае, когда шаг изменения размера диафрагмы луча лазера достаточно большой, нет необходимости в использовании аппроксимационной кривой). Реализация контроля с максимальной выявляемостью (чувствительностью) дефектов с заданной эквивалентной площадьюпроизводится путем выбора оптимального значения площади падающего на поверхность раздела сред акустического пучка(и лазерного луча Л). Таблица сравнительных испытаний заявляемого способа и способа-прототипа Заявляемый способ Прототип отклонение опытмаксимальные изменения аммаксимальное п/п ных данных от ноплитуды отраженного сигнала изменение амминальных Площадь исплитуды отра-при настройке лазерного лузначений эквивача (его сечения Л) на искускусственного женного лентной площади ственный дефект , дБ дефекта, мм,сигнала при дефекта , вычис модулировании ленных согласно лазерного луча, настройка на де- настройка на формуле (1) описафект 1 дефект 2 дБ ния,1 3,14-10 21 22 20 2 2,5114 19 11 23 3 1,5716 20 2,5 5 4 0,2818 21 1 2,5 Приведенные в таблице результаты сравнительных испытаний показывают, что в случае применения предложенного способа представляется возможным в процессе проведения контроля границы СМ за счет динамического захватасканируемой поверхности (при модуляции поперечного сечения акустического пучка (лазерного луча) выявлять на более ранней стадии дефекты соединения материалов и производить оценку их эквивалентных размеров в достаточно широком диапазоне изменения. Опытные испытания, в случае облучения границы УВ под углом 0, конструкция оптоакустического преобразователя существенно упрощается - и преобразование лазерного излучения в продольные УВ производится непосредственно на границе контактная жидкость (вода)-объект. При этом более чем на 10 дБ повышается амплитуда возбуждаемых в объекте УВ и абсолютная чувствительность контроля. Как видно из полученных данных, с помощью предложенного способа представляется возможным существенно повысить чувствительность контроля и его надежности как в процессе выявления дефектов, так и оперативной оценки эквивалентного размера в широком диапазоне изменения их величины (по сравнению с прототипом). Источники информации 1. Неразрушающий контроль справочник / Под ред. В.В. Клюева, И.Н. Ермолов,Ю.В. Ланге. Ультразвуковой контроль. - М. Машиностроение, 2006. - С. 535-536. 2. Неразрушающий контроль справочник /Под ред. В.В. Клюева, И.Н. Ермолов,Ю.В. Ланге. Ультразвуковой контроль. - М. Машиностроение, 2006. - С. 671-672. 3. Заявка а 20090837, 2011. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: G01N 29/04
Метки: соединения, двух, неразъемного, контроля, качества, способ, материалов, оптоакустического
Код ссылки
<a href="https://by.patents.su/7-17526-sposob-optoakusticheskogo-kontrolya-kachestva-nerazemnogo-soedineniya-dvuh-materialov.html" rel="bookmark" title="База патентов Беларуси">Способ оптоакустического контроля качества неразъемного соединения двух материалов</a>
Способ ультразвукового контроля качества клеевого соединения двух материалов
Номер патента: 15036
Опубликовано: 30.10.2011
Автор: Баев Алексей Романович
МПК: G01N 29/00
Метки: ультразвукового, двух, клеевого, качества, материалов, контроля, соединения, способ
Текст:
...амплитудных параметров отраженных УВ от безразмерного параметра//, характеризующего отношение площади дефектной поверхности к площади пятна акустического пучка на контролируемой границе при различных условиях их приема кривая 1 - зависимость нормализованной амплитуды сигнала , отраженного под угломкривая 2 - зависимость нормализованной амплитуды сигнала , отраженного под углом 1 или 2, соответствующих максимумам поля отраженных УВ,...
Способ контроля качества механического соединения оребренной оболочки с несущей трубой в биметаллической трубе
Номер патента: 12222
Опубликовано: 30.08.2009
Авторы: Санкович Евгений Савельевич, Пиир Адольф Эдвардович, Кунтыш Владимир Борисович, Миннигалеев Альберт Шамилевич
МПК: G01K 17/00, F28D 1/00
Метки: контроля, оребренной, способ, трубой, оболочки, трубе, качества, биметаллической, механического, несущей, соединения
Текст:
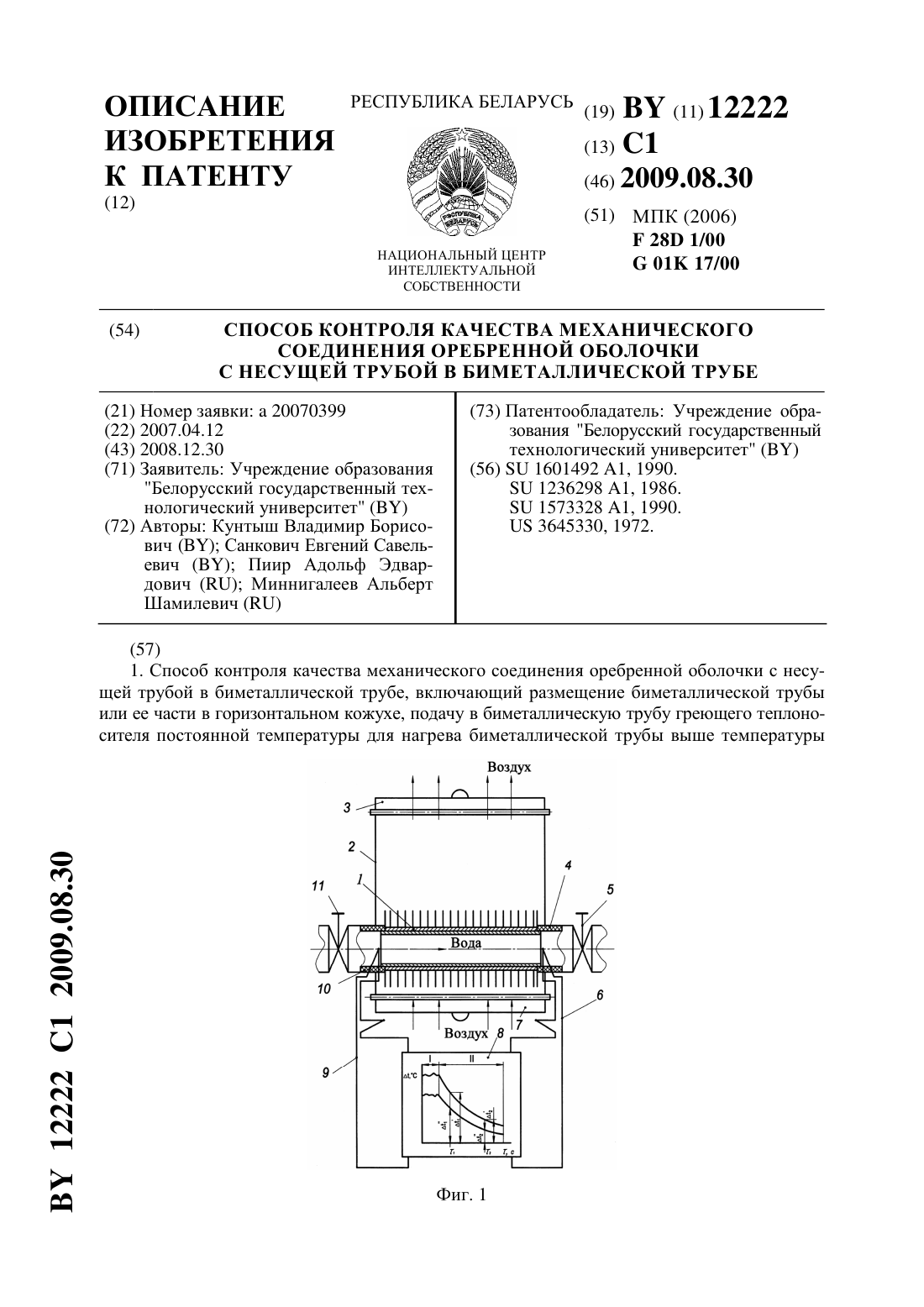
...со стендом монтаж электропарогенератора, что обеспечит автономность эксплуатации стенда и предположительно уменьшит затраты. В обоих случаях себестоимость БРТ возрастет. Необходимость в паре также усложняет процесс организации контроля качества и не способствует повышению производительности труда. 4. Не обеспечено надежное измерение температуры 2 воздушного потока после подогрева его трубой. Несмотря на многоспайность дифференциальной...
Устройство контроля качества изделий из магнитных или электропроводящих материалов
Номер патента: 9872
Опубликовано: 30.10.2007
Авторы: Павлюченко Владимир Васильевич, Дорошевич Елена Сергеевна
МПК: G01N 27/00, G01N 27/82
Метки: материалов, или, электропроводящих, качества, магнитных, контроля, устройство, изделий
Текст:
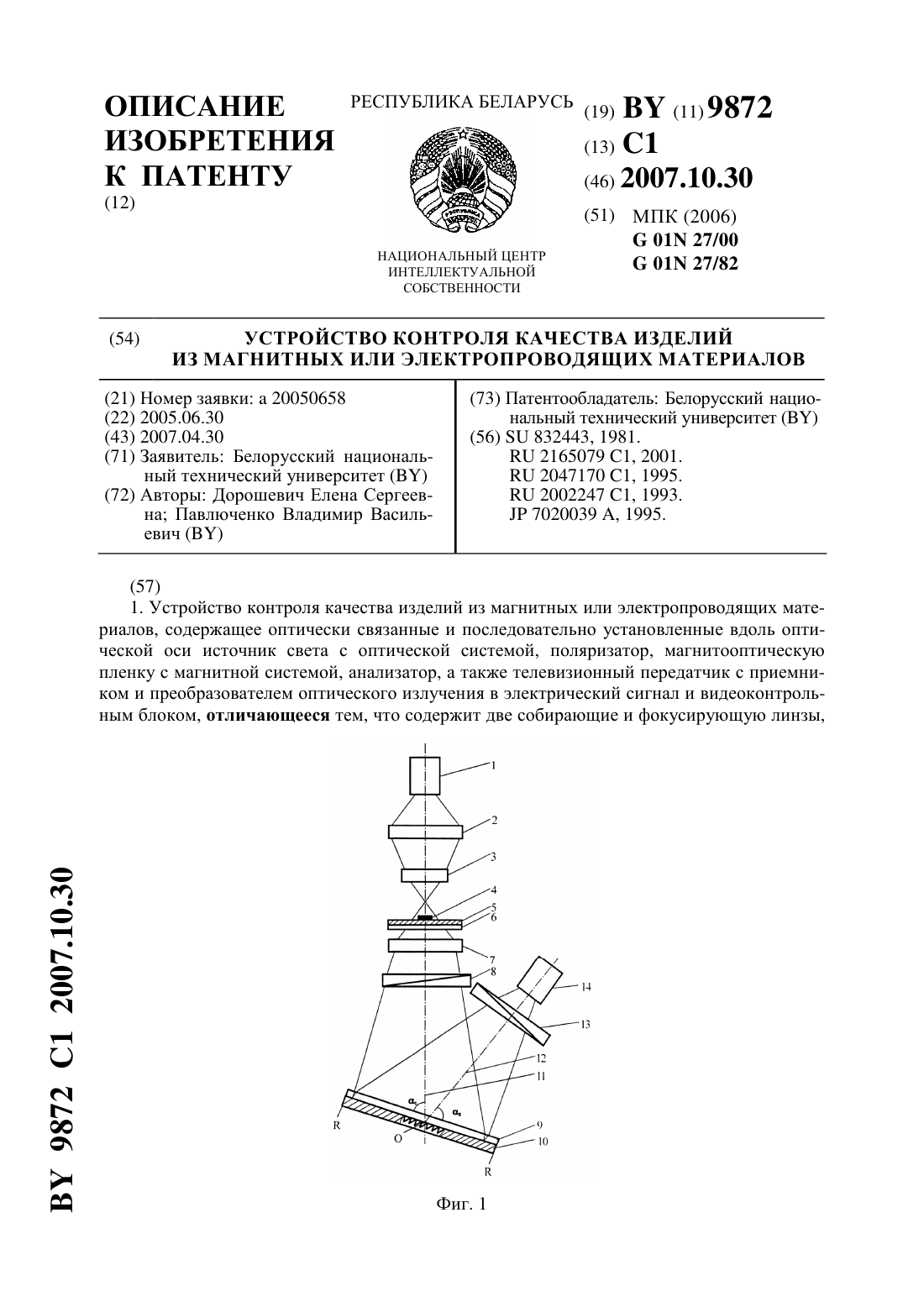
...собирающие линзы 2 и 3, компенсатор 4 изображения источника света и его изображения, созданного отражателем, компенсатор 5 фона отражателя с покрытием и распределением интенсивности света 4(,), жестко закрепленный на прозрачной подложке 6, фокусирующую линзу 7, поляризатор 8, магнитооптическую пленку 9, расположенную на зеркале 10 в виде концентрических окружностей с осями оптических систем падающего 11 и отраженного 12 света, анализатор...
Устройство для контроля качества изделий из магнитных и электропроводящих материалов
Номер патента: 12743
Опубликовано: 30.12.2009
Авторы: Дорошевич Елена Сергеевна, Павлюченко Владимир Васильевич
МПК: G01N 27/72
Метки: устройство, магнитных, электропроводящих, контроля, материалов, качества, изделий
Текст:
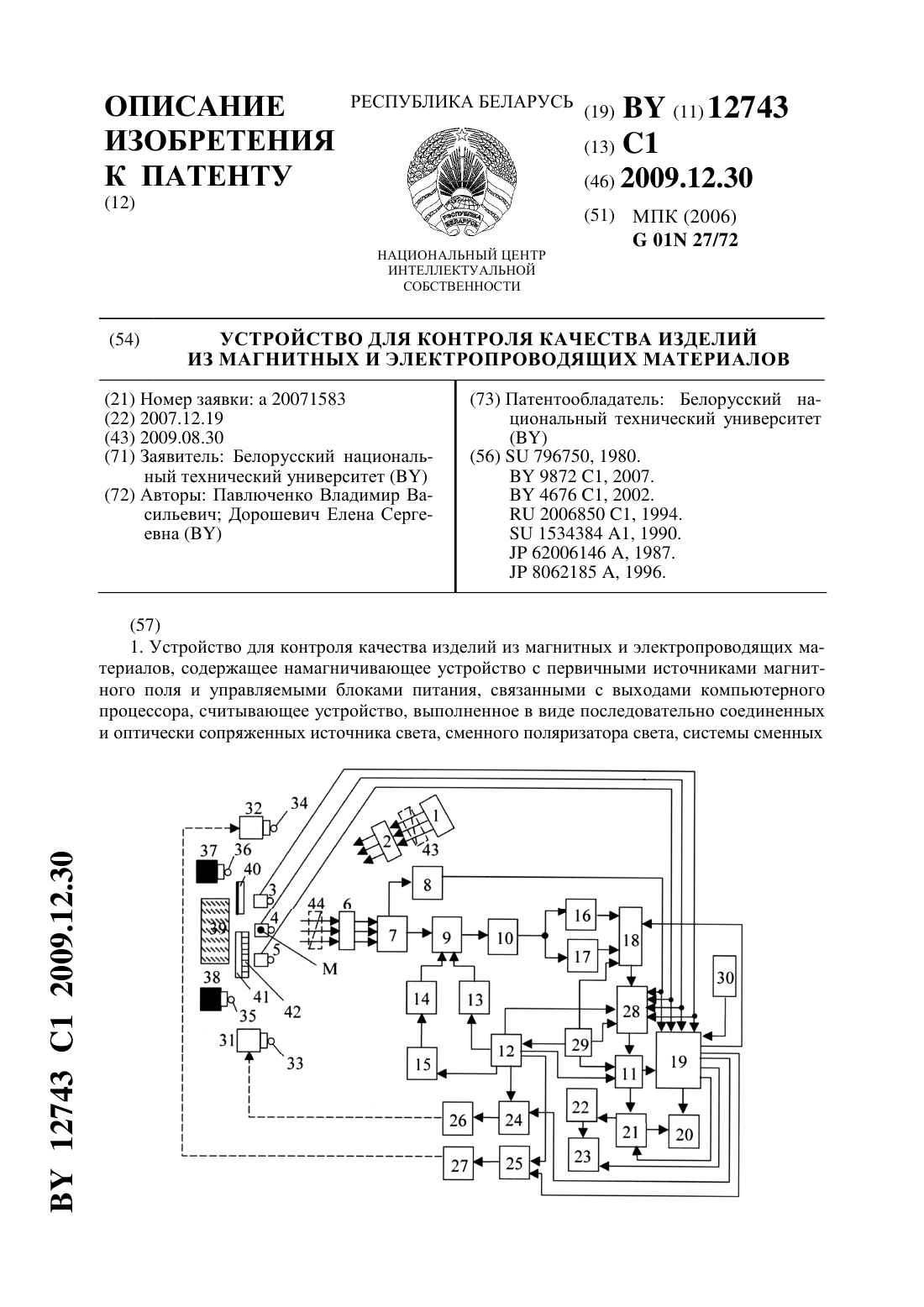
...объектива с выходным блоком 8, преобразователем оптического изображения в электрический сигнал 9, предварительным усилителем 10, видеоусилителем 11, синхрогенератором 12,генераторами строчной 13 и кадровой 14 разверток с управляемым блоком задержки фор 3 12743 1 2009.12.30 мирования кадровой развертки с устройством выбора строки сканирования преобразователя оптического изображения в электрический сигнал 15, электронным ключом 16,...
Продавливающий элемент, преимущественно для контроля качества материалов и соединений верха обуви

Номер патента: U 4478
Опубликовано: 30.06.2008
Авторы: Дмитриев Александр Петрович, Комлева Надежда Викторовна, Семашко Максим Владимирович, Буркин Александр Николаевич
Метки: обуви, материалов, преимущественно, качества, продавливающий, соединений, контроля, верха, элемент
Текст:
...к полезной модели является сменный пуансон для испытания кожи сферическим растяжением 1,представляющий собой стержень с полусферическим концом. Существенным недостатком прототипа является наличие сил трения между поверхностью сферического пуансона и образцом, а также сложностью измерения высоты отформованного образца. Техническая задача, которую решает полезная модель, состоит в создании продавливающего элемента, обеспечивающего легкость...
Предыдущий патент: Золотосодержащий проявитель для выявления следов рук
Следующий патент: Пьезоэлектрический керамический материал
Случайный патент: Способ получения катализатора для разложения пероксида водорода при обработке контактных линз