Способ ультразвукового контроля качества клеевого соединения двух материалов

Текст
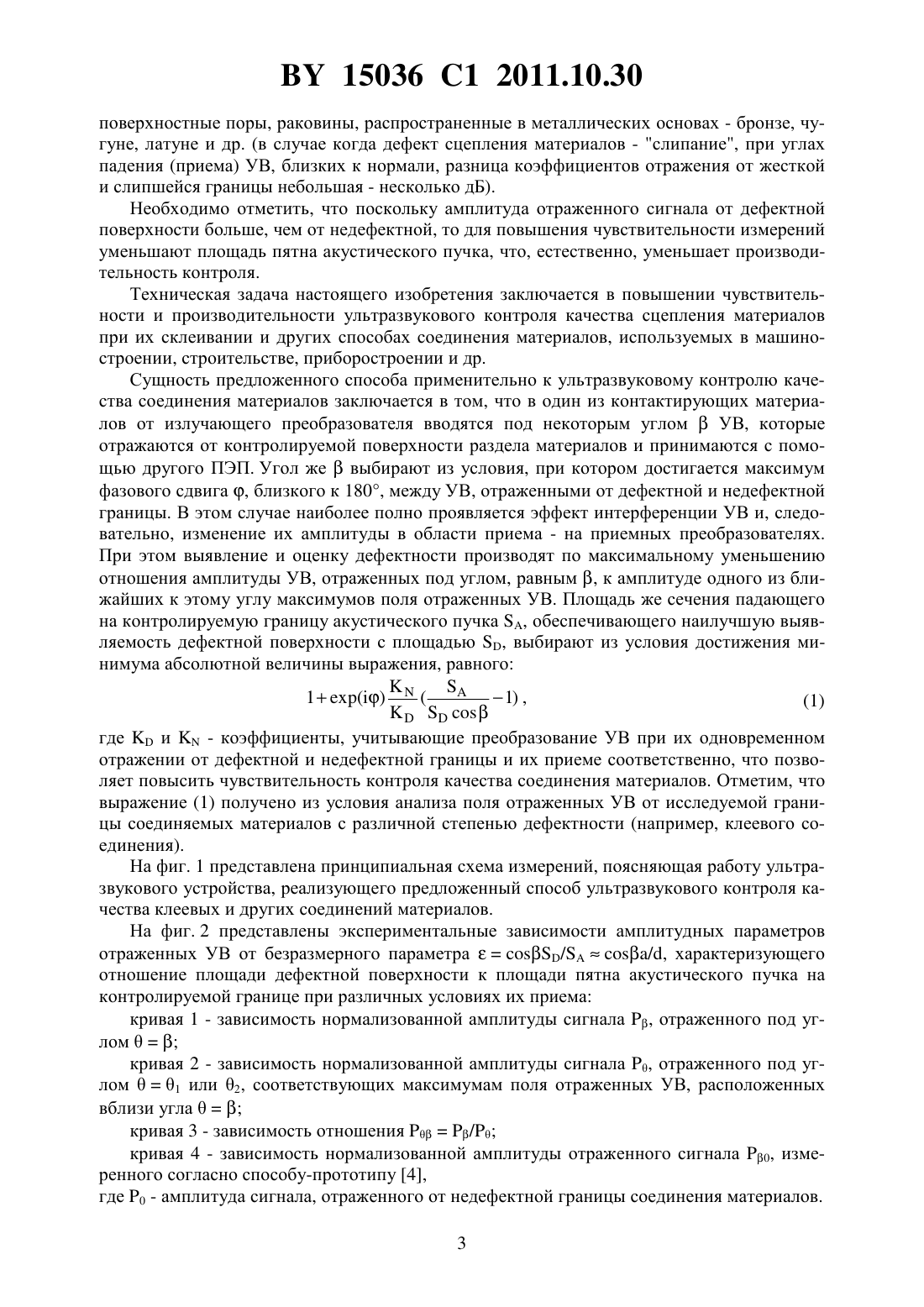
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА КЛЕЕВОГО СОЕДИНЕНИЯ ДВУХ МАТЕРИАЛОВ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Автор Баев Алексей Романович(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Способ ультразвукового контроля качества клеевого соединения двух материалов, заключающийся в облучении контролируемой границы раздела клеевого соединения двух материалов ультразвуковыми волнами (УВ) под углом паденияи оценке дефектного соединения по изменению амплитуды отраженных от этой границы УВ, отличающийся тем, что угол падениявыбирают из условия достижения максимума фазового сдвига ,близкого к 180, между УВ, отраженными от дефектной и недефектной границы, а выявление и оценку дефектности производят по максимальному уменьшению отношения амплитуды УВ, отраженных под углом, равным , к амплитуде одного из ближайших к этому углу максимумов поля отраженных УВ, причем площадь сечения падающего на контролируемую границу акустического пучка , обеспечивающего наилучшую выявляемость дефектной поверхности с площадью , выбирают из условия достижения минимума абсолютной величины выражения, равного где ,- интегральные коэффициенты, учитывающие преобразование УВ при отражении от дефектной и недефектной границы и их приеме соответственно. 1 Заявляемое изобретение относится к области ультразвуковой дефектоскопии и может быть использовано для контроля качества соединения разнородных материалов путем их склеивания, сварки и др. в машиностроении, теплоэнергетике, строительстве, медицине и др. Известны способы акустического контроля качества контакта и сцепления материалов, включающие облучение исследуемой границы раздела (ГР) материалов ультразвуковыми волнами (УВ) и определение некачественного контакта или несцепления материалов по изменению фазыакустического сигнала, отраженного от дефектной поверхности свободной границы 1. Один из недостатков метода заключается в невысокой чувствительности, обусловленной необходимостью выполнения условия, где- площадь акустического пучка, покрывающая контролируемую границу раздела сред при падении на контролируемую (отражающую) поверхность, а- площадь дефектной отражающей поверхности. При невыполнении этого условия и с уменьшениембудет существенно деформироваться вступительная часть импульса и измерениеневозможно. Во-вторых,измерениепри наличии тонкой звукопроводной прослойки (жидкости) на контролируемой границе материалов или вследствие слипания материалов (что имеет место при склейке, сварке трением и др.) проблематично. Для контроля качества клеевого соединения материалов с существенно отличающимися удельными акустическими сопротивлениями (резина-металл) предложен амплитудный эхо-метод 2, заключающийся в облучении контролируемого соединения материалов УВ под углом, обеспечивающим возбуждение и прохождение волн Лэмба в металлическом основании, с последующим преобразованием их в продольную моду, регистрируемую приемным ПЭП. Очевидно, что недостаток этого метода заключается в его ограниченности. В частности, когда основание объекта толстое, с технологическими пазами, выемками и т.д. Наиболее близким по технической сущности является способ контроля качества заливки подшиников скольжения 3, заключающийся в облучении контролируемой ГР материалов ультразвуковыми волнами (УВ) нормально или под углом , близким к нормали,и оценке дефекта сцепления по максимальному увеличению амплитуды отраженных от этой границы УВ (по отношению к амплитуде сигнала, отраженного от границы с хорошим - жестким - сцеплением). Недостатками этого метода являются его невысокие чувствительность и надежность измерений, в особенности при контроле границы материалов с существенно отличающимися удельными акустическими сопротивлениями (полимерметалл, баббит-металл, резина-металл и др). Так, например, при контроле баббитовых подшипников максимальное увеличение амплитуды однократно отраженного сигнала от полностью дефектной границы не превышает 5-6 дБ, что близко к нестабильности амплитуды опорного сигнала при сканировании объекта. Возможность же повышения чувствительности и надежности контроля за счет многократного переотражения сигнала в системе покрытие-металл-покрытие встречается весьма редко из-за необходимости обеспечения особых условий проведения контроля, включая достаточно большие толщины слоя основы изделия и покрытия, отсутствие технологических отверстий и т.д. Кроме того, при многократном переотражении (что возможно для углов падения волны на границу сред , близких к нормальному) надежность контроля существенно падает, в силу того что на амплитуду сигнала могут оказать существенное влияние паразитные отражатели - под 2 15036 1 2011.10.30 поверхностные поры, раковины, распространенные в металлических основах - бронзе, чугуне, латуне и др. (в случае когда дефект сцепления материалов - слипание, при углах падения (приема) УВ, близких к нормали, разница коэффициентов отражения от жесткой и слипшейся границы небольшая - несколько дБ). Необходимо отметить, что поскольку амплитуда отраженного сигнала от дефектной поверхности больше, чем от недефектной, то для повышения чувствительности измерений уменьшают площадь пятна акустического пучка, что, естественно, уменьшает производительность контроля. Техническая задача настоящего изобретения заключается в повышении чувствительности и производительности ультразвукового контроля качества сцепления материалов при их склеивании и других способах соединения материалов, используемых в машиностроении, строительстве, приборостроении и др. Сущность предложенного способа применительно к ультразвуковому контролю качества соединения материалов заключается в том, что в один из контактирующих материалов от излучающего преобразователя вводятся под некоторым угломУВ, которые отражаются от контролируемой поверхности раздела материалов и принимаются с помощью другого ПЭП. Угол жевыбирают из условия, при котором достигается максимум фазового сдвига , близкого к 180, между УВ, отраженными от дефектной и недефектной границы. В этом случае наиболее полно проявляется эффект интерференции УВ и, следовательно, изменение их амплитуды в области приема - на приемных преобразователях. При этом выявление и оценку дефектности производят по максимальному уменьшению отношения амплитуды УВ, отраженных под углом, равным , к амплитуде одного из ближайших к этому углу максимумов поля отраженных УВ. Площадь же сечения падающего на контролируемую границу акустического пучка , обеспечивающего наилучшую выявляемость дефектной поверхности с площадью , выбирают из условия достижения минимума абсолютной величины выражения, равного(1)гдеи- коэффициенты, учитывающие преобразование УВ при их одновременном отражении от дефектной и недефектной границы и их приеме соответственно, что позволяет повысить чувствительность контроля качества соединения материалов. Отметим, что выражение (1) получено из условия анализа поля отраженных УВ от исследуемой границы соединяемых материалов с различной степенью дефектности (например, клеевого соединения). На фиг. 1 представлена принципиальная схема измерений, поясняющая работу ультразвукового устройства, реализующего предложенный способ ультразвукового контроля качества клеевых и других соединений материалов. На фиг. 2 представлены экспериментальные зависимости амплитудных параметров отраженных УВ от безразмерного параметра//, характеризующего отношение площади дефектной поверхности к площади пятна акустического пучка на контролируемой границе при различных условиях их приема кривая 1 - зависимость нормализованной амплитуды сигнала , отраженного под угломкривая 2 - зависимость нормализованной амплитуды сигнала , отраженного под углом 1 или 2, соответствующих максимумам поля отраженных УВ, расположенных вблизи углакривая 3 - зависимость отношения/ кривая 4 - зависимость нормализованной амплитуды отраженного сигнала 0, измеренного согласно способу-прототипу 4,где 0 - амплитуда сигнала, отраженного от недефектной границы соединения материалов. 3 15036 1 2011.10.30 Ультразвуковое устройство (фиг. 1), производящее ультразвуковое сканирование объекта, включает излучающий ПЭП с углом призмы, обеспечивающим падение ультразвукового пучка 1 из среды 2 на контролируемую границу раздела 3 пары материалов 4 и 5 под специально выбранным углом , при котором достигается максимум фазового сдвига(близкого к 180) между волнами, отраженными от дефектной (6) и недефектной (7) поверхностей ГР. Приемным (приемными) ПЭП обеспечивается прием УВ, отраженных одновременно как от дефектной (6), так и от недефектной (7) границы. При этом суммарное акустическое поле отраженных УВ может быть представлено в виде (2)(2)гдеи- интегральные коэффициенты, учитывающие преобразование УВ при отражении от дефектной и недефектной границы и их приеме соответственно- площадь сечения акустического пучка, падающего на дефектную поверхность ГР с площадьюи недефектную - с площадью- , где/. Причем выбор ,обеспечивающий условия наилучшей выявляемости дефектов с заданным условным размером , производят из выражения (1). Необходимо отметить, что в зависимости от требований к контролю при проведении сканирования объекта параметрможет быть постоянным либо переменным, что может быть достигнуто различными способами. При сканировании контролируемой границы материалов акустическим пучком 1 и одновременном его попадании на дефектную и недефектную поверхности существенно изменяется поле отраженных УВ (происходит как бы расщепление единого акустического пучка), при этом в окрестностиамплитудасущественно уменьшится, а при 2 или 1 появляются локальные максимумы поля(1) или (2) соответственно. Рассматривая поле отраженных УВ как поле мнимого источника, можно показать, что максимальная чувствительность контроля или максимальное уменьшение отношения амплитуды волн, отраженных от неоднородной границы под угломисоответственно(/), достигается в том случае, когда фазовый сдвигмежду УВ, отраженными от дефектной и недефектной поверхностей, близок к 180. В частности, для случая, когда интегральные коэффициентыидействительные, то при 1800, а также ных от недефектной поверхности. Причем, как показано ниже (фиг. 2), именно зависимость 20 (или ) от площади дефектной поверхности изменяется наиболее существенно. При этом достигаются более высокая чувствительность контроля и его надежность, т.е.//0 или (/(/0),где(1) или (2). Кроме того, как можно легко показать, надежность способа в этом случае повышается и за счет нивелирования влияния а) нестабильности акустического контакта как при излучении УВ, так и при их приеме, вызванной, в частности, неоднородной структурой микрогеометрии контактной поверхности объекта б) изменением структуры материала по мере перемещения ПЭП в объеме материала, вызывающего изменение коэффициента ослабления сигнала. Были проведены испытания предложенного способа ультразвукового контроля и сравнение с прототипом. Модельная граница раздела материалов представляла собой плоскую поверхность плексигласового параллелепипеда, склеенную с поверхностью стального образца, на которой выполнены прямоугольные пазы шириной 1-10 мм и длиной 50 мм. В эти пазы плотно вставлялись стальные вставки и прижимались к отражающей плексигласовой поверхности через слой минерального масла. Таким образом,осуществлялось реальное моделирование условий отражения акустического пучка от по 4 15036 1 2011.10.30 верхности склеиваемых материалов с дефектами типа слипание (равенство нормальных смещений УВконтактирующих материалов в нормальном направлении и нулевые значения тангенциальных составляющих напряжений ). Нами было экспериментально определено, что при углах падения УВ 58 наблюдается сдвиг фазы волн, отраженных от жесткой и слипшейся поверхности, близкий к 180. В качестве источников и приемников, излучающих УЗК, использованы наклонные ПЭП на частоту 1,8 МГц с указанным углом ввода УЗК в контактирующий материал плексиглас. При этом измеренная амплитуда волны, отраженной от дефектной (слипшейся) границыболее чем в 3 раза превосходила амплитуду УВ, отраженных от жесткой (недефектной) границы. Преимущественно для определения максимумапри 1 применены разработанные в институте малоапертурные преобразователи (МАП), имеющие малую площадь акустического контакта с поперечным размером 1,5 мм и перемещаемые по контактной поверхности вдоль направления сканирования. Для нивелирования влияния изменения коэффициента прохождения УВ при изменении положения МАП они выполнены с возможностью изменения угла приема, а звукопровод МАП выполнен также из плексигласа. Источником и приемником электрических колебаний служил прибор УС-11 И. При проведении данных исследований использованы идентичные призматические ПЭП с установленными пьезопластинами квадратной формы со стороной 16 мм. Представлены на фиг. 2 зависимости изменения , , , а также прототип от безразмерной площади искусственного дефекта//, где прототип соответствует возрастающей (согласно прототипу 3) зависимости от , полученной для положения ПЭП, при котором изменение амплитуды (прототип) отраженных под угломволн максимальное (0 - амплитуда сигнала, отраженного от недефектной поверхности). Полученные результаты выполненных исследований убедительно подтвердили высокую чувствительность (и надежность) использования предложенного способа перед прототипом. Как видно, при приеме УВ призматическим ПЭП под угламии 1 зависимостииимеют слабо выраженный экстремум , величина которого совпадает (в пределах погрешности эксперимента) с рассчитанной согласно выражению (1). При этом для случая измененияот нуля доизменение амплитуды отраженного сигнала, принимаемого под углом(уменьшениеот ) и 1 (ростот ), составили по абсолютной величине порядка 20-22 дБ. Как видно, использование отношениеизменяется еще больше, на 40 дБ, т.е., именно измеряя отношение амплитуд сигналов под указанными выше углами, позволяет достичь большей чувствительности ультразвукового контроля качества соединения материалов, выполненного склеиванием и др. методами. Необходимо отметить, что в случае использования способа-прототипа, основанного на выявлении дефекта по росту амплитуды отраженного сигнала 0 от , этот рост (как видно из фиг. 2) наблюдается лишь при некотором. Причем этот рост прототип 20 (/0 ) - по данным эксперимента не превышает 10-11 дБ и соответствует разнице амплитуд (в дБ) УВ, отраженных от дефектной и недефектной поверхностей. Как видно из полученных данных, с помощью предложенного способа представляется возможным существенно повысить чувствительность ультразвукового контроля соединения материалов, выполненных склеиванием и др. методами (по сравнению с прототипом). Источники информации 1. Ермолов И.Н., Ланге Ю.В. Ультразвуковой контроль. Неразрушающий контроль Справочник / Под ред. В.В. Клюева. - М. Машиностроение, 2006. - С. 535- 536. 5 15036 1 2011.10.30 2. Гольдин А.Д. Ультразвуковой контроль резинометаллических конструкций волнами Лэмба при одностороннем доступе со стороны резины // Дефектоскопия. - 1993. -1. С. 39-42. 3. Ермолов И.Н., Ланге Ю.В. Ультразвуковой контроль. Неразрушающий контроль Справочник / Под ред. В.В. Клюева. - М. Машиностроение, 2006. - С. 671-672. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: G01N 29/00
Метки: клеевого, ультразвукового, соединения, контроля, качества, материалов, двух, способ
Код ссылки
<a href="https://by.patents.su/6-15036-sposob-ultrazvukovogo-kontrolya-kachestva-kleevogo-soedineniya-dvuh-materialov.html" rel="bookmark" title="База патентов Беларуси">Способ ультразвукового контроля качества клеевого соединения двух материалов</a>
Устройство для ультразвукового контроля материалов или изделий
Номер патента: 5363
Опубликовано: 30.09.2003
Авторы: Маклаков Владимир Николаевич, Сергеев Сергей Сергеевич
МПК: G01N 29/04
Метки: ультразвукового, или, материалов, контроля, устройство, изделий
Текст:
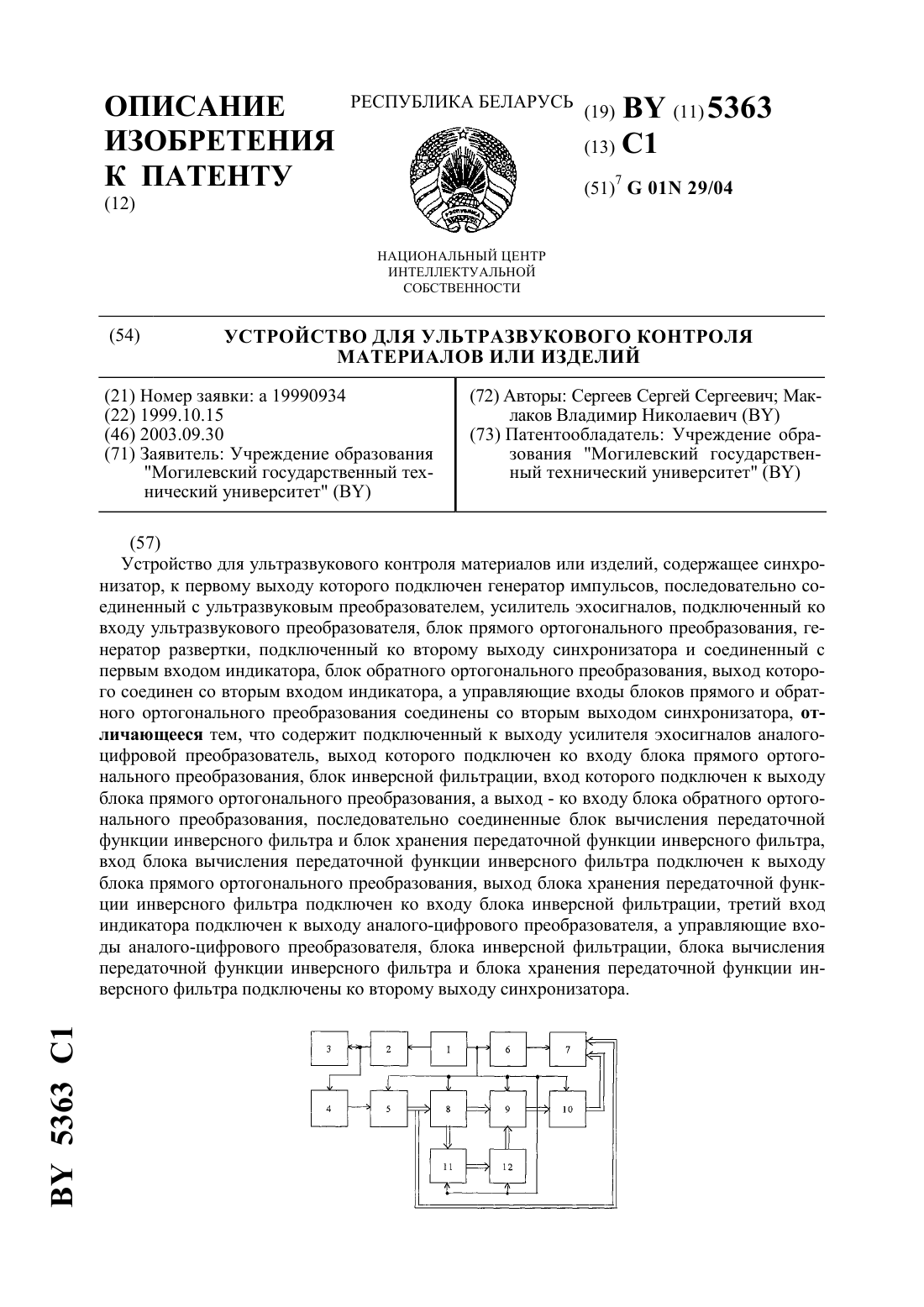
...соединенными блоком вычисления передаточной функции инверсного фильтра и блоком хра 2 5363 1 нения передаточной функции инверсного фильтра, вход блока вычисления передаточной функции инверсного фильтра подключен к выходу блока прямого ортогонального преобразования, а выход блока хранения передаточной функции инверсного фильтра подключен ко входу блока инверсной фильтрации, третий вход индикатора подключен к выходу аналого-цифрового...
Способ контроля качества механического соединения оребренной оболочки с несущей трубой в биметаллической трубе
Номер патента: 12222
Опубликовано: 30.08.2009
Авторы: Кунтыш Владимир Борисович, Санкович Евгений Савельевич, Миннигалеев Альберт Шамилевич, Пиир Адольф Эдвардович
МПК: G01K 17/00, F28D 1/00
Метки: качества, оболочки, способ, соединения, механического, биметаллической, оребренной, несущей, трубе, трубой, контроля
Текст:
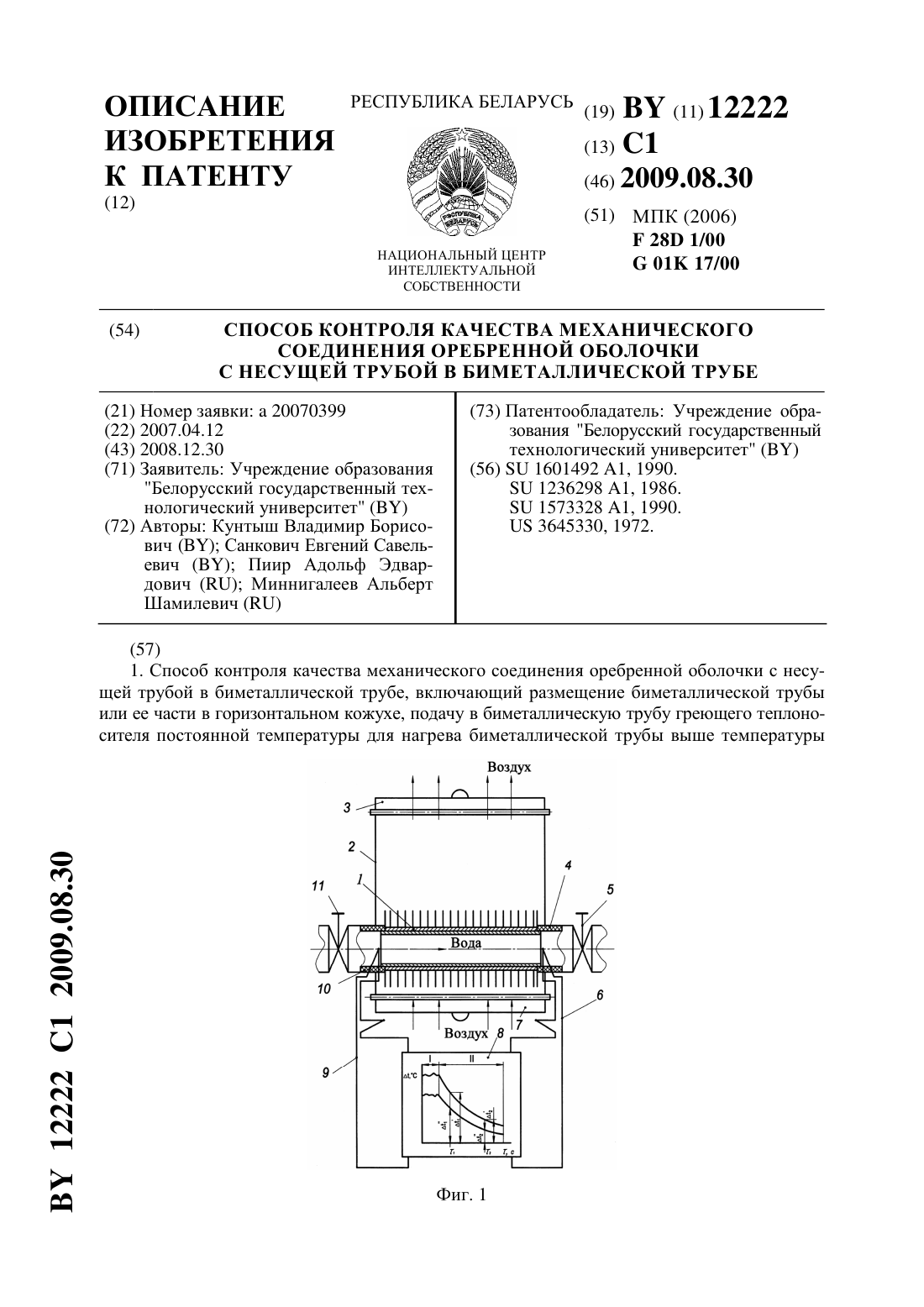
...со стендом монтаж электропарогенератора, что обеспечит автономность эксплуатации стенда и предположительно уменьшит затраты. В обоих случаях себестоимость БРТ возрастет. Необходимость в паре также усложняет процесс организации контроля качества и не способствует повышению производительности труда. 4. Не обеспечено надежное измерение температуры 2 воздушного потока после подогрева его трубой. Несмотря на многоспайность дифференциальной...
Продавливающий элемент, преимущественно для контроля качества материалов и соединений верха обуви

Номер патента: U 4478
Опубликовано: 30.06.2008
Авторы: Дмитриев Александр Петрович, Буркин Александр Николаевич, Семашко Максим Владимирович, Комлева Надежда Викторовна
Метки: обуви, контроля, продавливающий, верха, соединений, качества, материалов, преимущественно, элемент
Текст:
...к полезной модели является сменный пуансон для испытания кожи сферическим растяжением 1,представляющий собой стержень с полусферическим концом. Существенным недостатком прототипа является наличие сил трения между поверхностью сферического пуансона и образцом, а также сложностью измерения высоты отформованного образца. Техническая задача, которую решает полезная модель, состоит в создании продавливающего элемента, обеспечивающего легкость...
Устройство для контроля качества изделий из магнитных и электропроводящих материалов
Номер патента: 12743
Опубликовано: 30.12.2009
Авторы: Павлюченко Владимир Васильевич, Дорошевич Елена Сергеевна
МПК: G01N 27/72
Метки: качества, контроля, устройство, изделий, материалов, электропроводящих, магнитных
Текст:
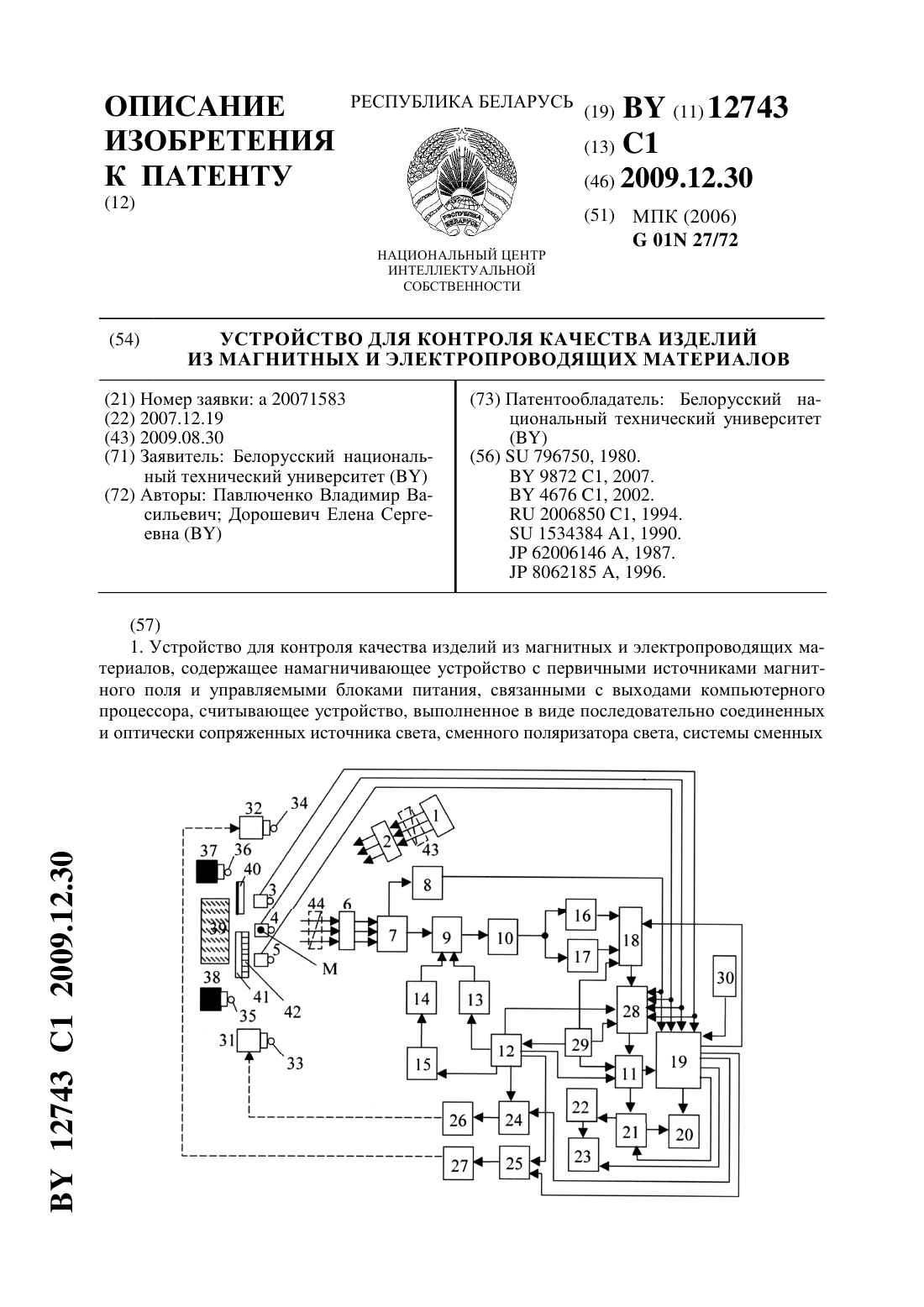
...объектива с выходным блоком 8, преобразователем оптического изображения в электрический сигнал 9, предварительным усилителем 10, видеоусилителем 11, синхрогенератором 12,генераторами строчной 13 и кадровой 14 разверток с управляемым блоком задержки фор 3 12743 1 2009.12.30 мирования кадровой развертки с устройством выбора строки сканирования преобразователя оптического изображения в электрический сигнал 15, электронным ключом 16,...
Устройство контроля качества изделий из магнитных или электропроводящих материалов
Номер патента: 9872
Опубликовано: 30.10.2007
Авторы: Дорошевич Елена Сергеевна, Павлюченко Владимир Васильевич
МПК: G01N 27/82, G01N 27/00
Метки: или, магнитных, качества, устройство, изделий, материалов, электропроводящих, контроля
Текст:
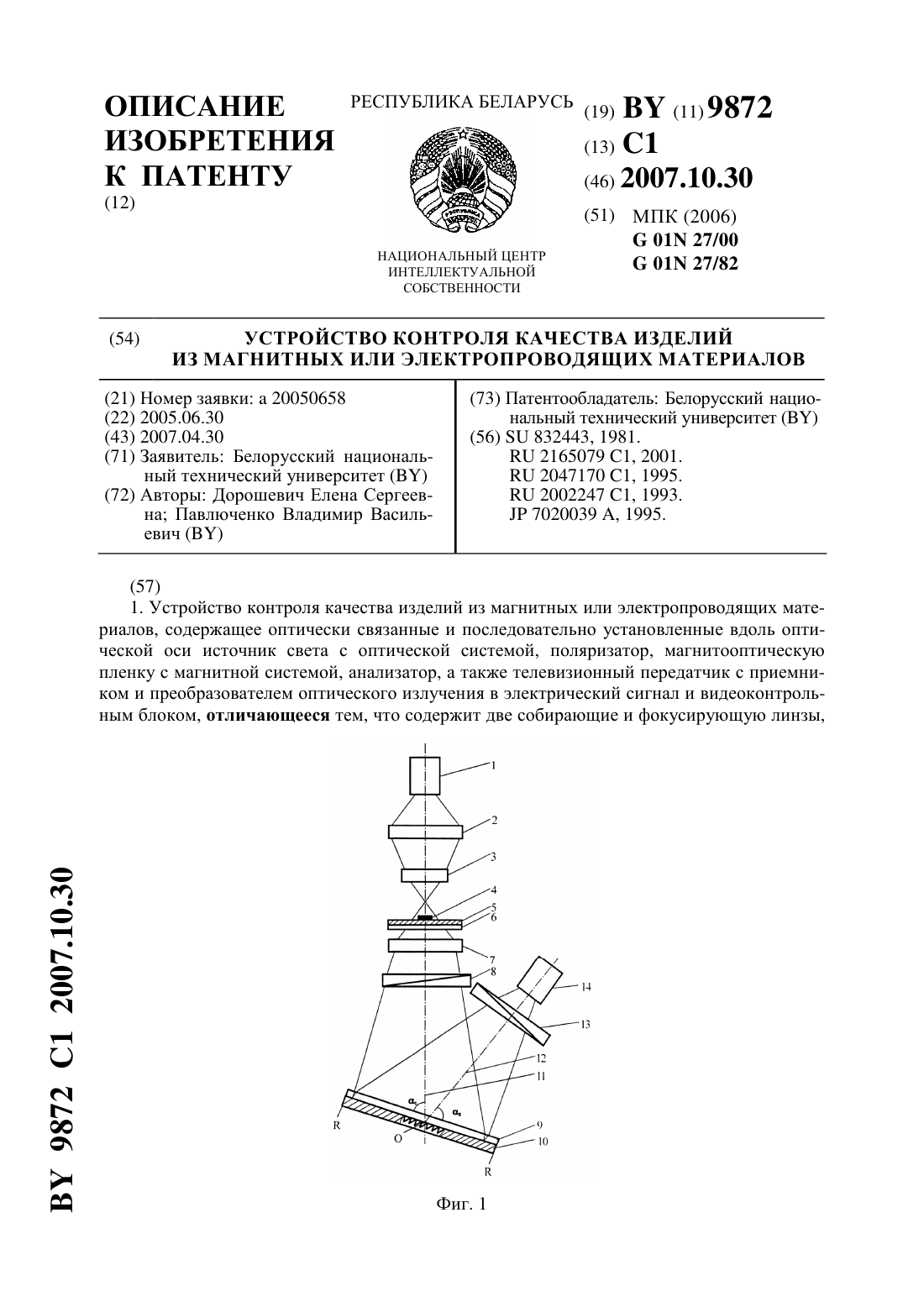
...собирающие линзы 2 и 3, компенсатор 4 изображения источника света и его изображения, созданного отражателем, компенсатор 5 фона отражателя с покрытием и распределением интенсивности света 4(,), жестко закрепленный на прозрачной подложке 6, фокусирующую линзу 7, поляризатор 8, магнитооптическую пленку 9, расположенную на зеркале 10 в виде концентрических окружностей с осями оптических систем падающего 11 и отраженного 12 света, анализатор...
Предыдущий патент: Способ лечения витилиго
Следующий патент: Ветродвигатель и гидродвигатель парусного типа
Случайный патент: Способ перегруппировки циклогексаноноксима в капролактам