Станок для магнитно-абразивной обработки сферических торцов конических роликов
Номер патента: U 8280
Опубликовано: 30.06.2012
Авторы: Сергеев Леонид Ефимович, Ермаков Николай Иванович, Акулович Леонид Михайлович, Ворошухо Олег Николаевич, Агейчик Валерий Александрович
Текст
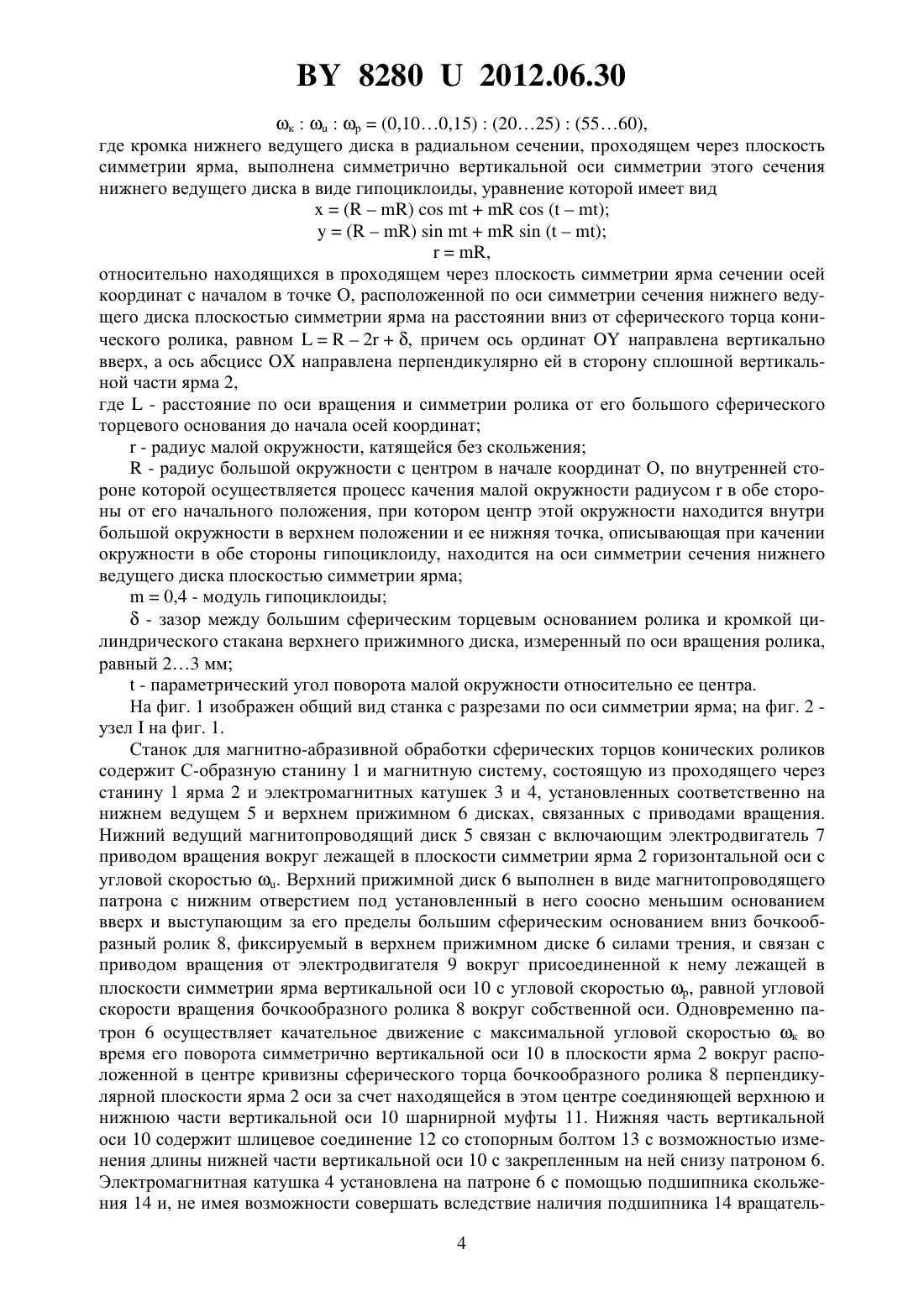
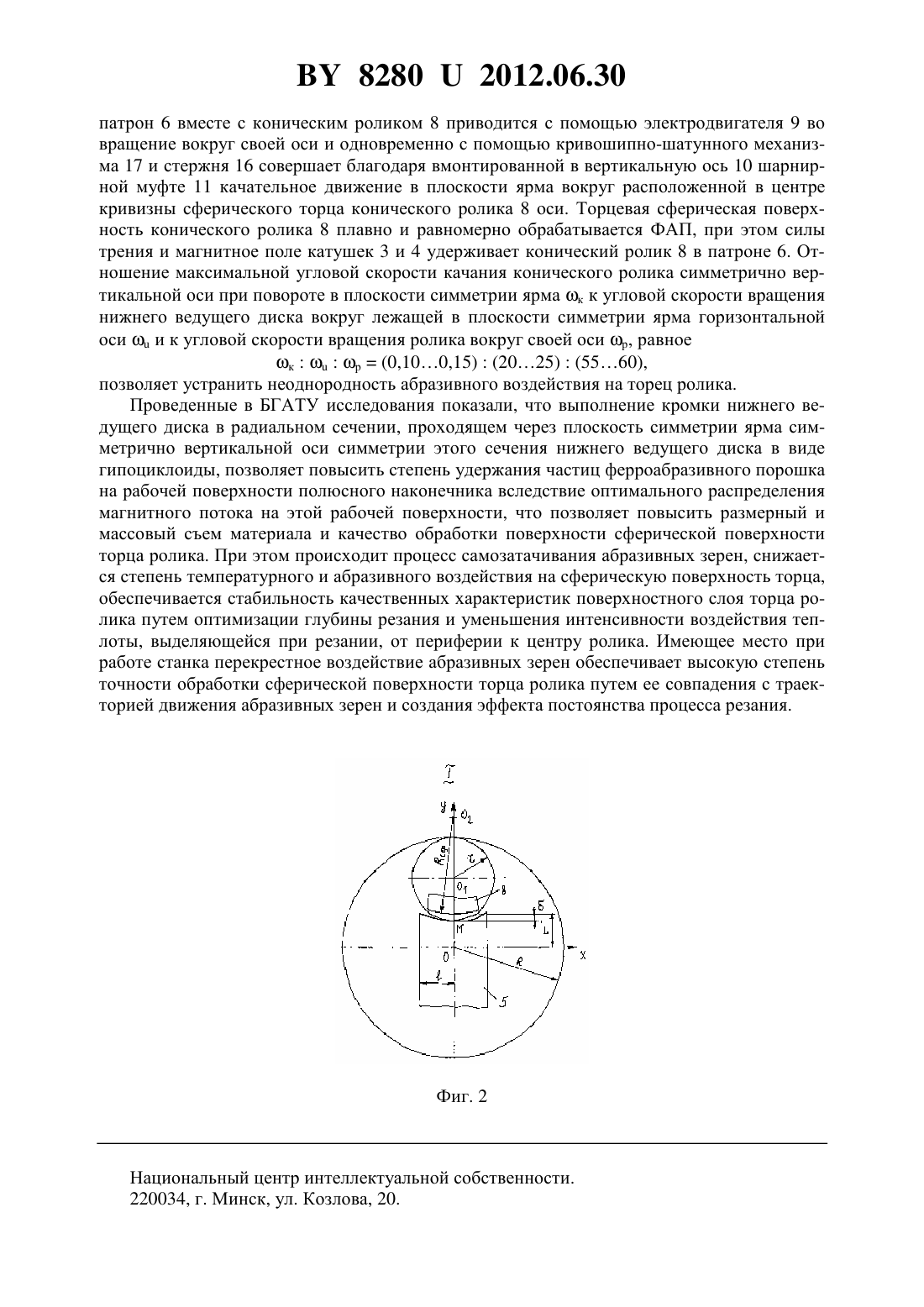
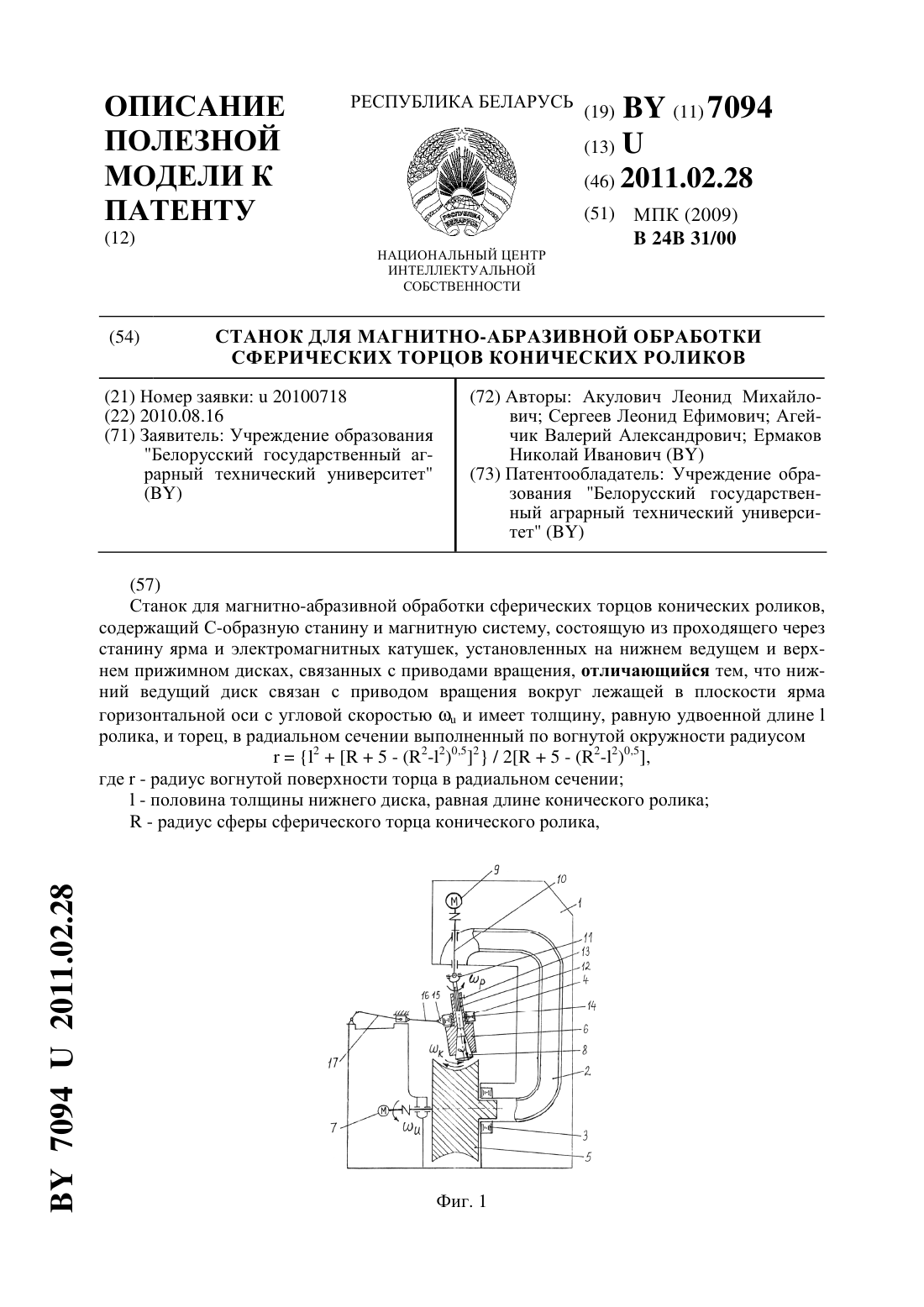
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович Ворошухо Олег Николаевич(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Станок для магнитно-абразивной обработки сферических торцов конических роликов,содержащий С-образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек, установленных на нижнем ведущем и верхнем прижимном дисках, связанных с приводами вращения, при этом нижний ведущий диск связан с приводом вращения вокруг лежащей в плоскости симметрии ярма горизонтальной оси с угловой скоростьюи имеет толщину, равную удвоенной длинеролика,причем верхний прижимной диск выполнен в виде патрона с нижним отверстием под установленный в него соосно меньшим основанием вверх и выступающим за его пределы 82802012.06.30 большим сферическим основанием вниз конический ролик и связан с приводом вращения вокруг лежащей в плоскости симметрии ярма вертикальной оси с угловой скоростьюс одновременным качательным движением при повороте симметрично ее в плоскости симметрии ярма вокруг расположенной в центре кривизны сферического торца ролика оси с максимальной угловой скоростью к, при этом отношение максимальной угловой скорости качания ролика симметрично вертикальной оси в плоскости симметрии ярма к к угловой скорости вращения нижнего ведущего диска вокруг лежащей в плоскости симметрии ярма горизонтальной осии к угловой скорости вращения ролика вокруг собственной осиравно кр(0,100,15)(2025)(5560),отличающийся тем, что кромка нижнего ведущего диска в радиальном сечении, проходящем через плоскость симметрии ярма, выполнена симметрично вертикальной оси симметрии этого сечения нижнего ведущего диска в виде гипоциклоиды, уравнение которой имеет видотносительно находящихся в проходящем через плоскость симметрии ярма сечении осей координат с началом в точке , расположенной по оси симметрии сечения нижнего ведущего диска плоскостью симметрии ярма на расстоянии вниз от сферического торца конического ролика, равном 2, причем ось ординатнаправлена вертикально вверх, а ось абсцисснаправлена перпендикулярно ей в сторону сплошной вертикальной части ярма 2,где- расстояние по оси вращения и симметрии ролика от его большого сферического торцевого основания до начала осей координат- радиус малой окружности, катящейся без скольжения- радиус большой окружности с центром в начале координат , по внутренней стороне которой осуществляется процесс качения малой окружности радиусомв обе стороны от его начального положения, при котором центр этой окружности находится внутри большой окружности в верхнем положении и ее нижняя точка, описывающая при качении окружности в обе стороны гипоциклоиду, находится на оси симметрии сечения нижнего ведущего диска плоскостью симметрии ярма 0,4 - модуль гипоциклоиды- зазор между большим сферическим торцевым основанием ролика и кромкой цилиндрического стакана верхнего прижимного диска, измеренный по оси вращения ролика,равный 23 мм- параметрический угол поворота малой окружности относительно ее центра.(56) 1. Патент РБ 7094, МПК В 24 В 31/00, 2011. 2. Нарышкин В.Н., Коросташевский Р.В. Подшипники качения Справочник. - М. Машиностроение, 1984. - С. 60-61. 3. ГОСТ 520-2002. Подшипники качения. Общие технические условия. Межгосударственный стандарт. - Минск, по заказу Госстандарта РФ. - С. 126. 4. ГОСТ 9942-90. Подшипники упорные радиальные роликовые сферические одинарные. Технические условия. - М. ФГУП, Стандартинформ, 2007. - С. 1-5. 5. Воднев В.Т., Наумович А.Ф., Наумович Н.Ф. Основные математические формулы. Минск Вышэйшая школа, 1980. - С. 181-182. 6. Гуляев А.П. Металловедение Учебник для вузов. - М. Металлургия, 1986. - С. 462-463. 2 82802012.06.30 Полезная модель относится к чистовой обработке изделий ферроабразивным порошком (ФАП) в магнитном поле и может быть использована в различных отраслях машиностроения при обработке поверхностей роликов подшипников качения. Известен 1 станок для магнитно-абразивной обработки сферических торцов бочкообразных роликов, содержащий С-образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек, установленных на нижнем ведущем и верхнем прижимном дисках, связанных с приводами вращения, при этом нижний ведущий диск связан с приводом вращения вокруг лежащей в плоскости симметрии ярма горизонтальной оси с угловой скоростьюи имеет толщину, равную удвоенной длинеролика, и торец, в радиальном сечении выполненный по вогнутой окружности радиусом 25(22)0,52 / 25(22)0,5 где- радиус вогнутой поверхности торца в радиальном сечении- половина толщины нижнего диска, равная длине конического ролика- радиус сферы сферического торца конического ролика,причем верхний прижимной диск выполнен в виде патрона с нижним отверстием под установленный в него соосно меньшим основанием вверх и выступающим за его пределы большим сферическим основанием вниз бочкообразный ролик и связан с приводом вращения вокруг лежащей в плоскости симметрии ярма вертикальной оси с угловой скоростью р с одновременным качательным движением при повороте симметрично ее в плоскости симметрии ярма вокруг расположенной в центре кривизны сферического торца ролика оси с максимальной угловой скоростью к, при этом отношение максимальной угловой скорости качания ролика симметрично вертикальной оси в плоскости симметрии ярма к к угловой скорости вращения нижнего ведущего диска вокруг лежащей в плоскости симметрии ярма горизонтальной осии к угловой скорости вращения ролика вокруг собственной осиравно кр(0,100,15)(2025)(5560). Такое устройство не позволяет производить качественную и производительную магнитно-абразивную обработку поверхностей сферических торцовых оснований бочкообразных роликов роликовых упорных сферических одинарных подшипников серии 9039436 2, 3, 4. Задачей, которую решает полезная модель, является повышение качества и производительности магнитно-абразивной обработки поверхностей сферических торцов конических роликов подшипников качения. Поставленная задача решается с помощью станка для магнитно-абразивной обработки сферических торцов конических роликов, содержащего С-образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек,установленных на нижнем ведущем и верхнем прижимном дисках, связанных с приводами вращения, при этом нижний ведущий диск связан с приводом вращения вокруг лежащей в плоскости симметрии ярма горизонтальной оси с угловой скоростьюи имеет толщину, равную удвоенной длинеролика, причем верхний прижимной диск выполнен в виде патрона с нижним отверстием под установленный в него соосно меньшим основанием вверх и выступающим за его пределы большим сферическим основанием вниз конический ролик и связан с приводом вращения вокруг лежащей в плоскости симметрии ярма вертикальной оси с угловой скоростью р с одновременным качательным движением при повороте симметрично ее в плоскости симметрии ярма вокруг расположенной в центре кривизны сферического торца ролика оси с максимальной угловой скоростью к, при этом отношение максимальной угловой скорости качания ролика симметрично вертикальной оси в плоскости симметрии ярма к к угловой скорости вращения нижнего ведущего диска вокруг лежащей в плоскости симметрии ярма горизонтальной осии к угловой скорости вращения ролика вокруг собственной оси р равно 3 82802012.06.30 кр(0,100,15)(2025)(5560),где кромка нижнего ведущего диска в радиальном сечении, проходящем через плоскость симметрии ярма, выполнена симметрично вертикальной оси симметрии этого сечения нижнего ведущего диска в виде гипоциклоиды, уравнение которой имеет вид,относительно находящихся в проходящем через плоскость симметрии ярма сечении осей координат с началом в точке О, расположенной по оси симметрии сечения нижнего ведущего диска плоскостью симметрии ярма на расстоянии вниз от сферического торца конического ролика, равном 2, причем ось ординатнаправлена вертикально вверх, а ось абсцисснаправлена перпендикулярно ей в сторону сплошной вертикальной части ярма 2,где- расстояние по оси вращения и симметрии ролика от его большого сферического торцевого основания до начала осей координат- радиус малой окружности, катящейся без скольжения- радиус большой окружности с центром в начале координат О, по внутренней стороне которой осуществляется процесс качения малой окружности радиусомв обе стороны от его начального положения, при котором центр этой окружности находится внутри большой окружности в верхнем положении и ее нижняя точка, описывающая при качении окружности в обе стороны гипоциклоиду, находится на оси симметрии сечения нижнего ведущего диска плоскостью симметрии ярма 0,4 - модуль гипоциклоиды- зазор между большим сферическим торцевым основанием ролика и кромкой цилиндрического стакана верхнего прижимного диска, измеренный по оси вращения ролика,равный 23 мм- параметрический угол поворота малой окружности относительно ее центра. На фиг. 1 изображен общий вид станка с разрезами по оси симметрии ярма на фиг. 2 узелна фиг. 1. Станок для магнитно-абразивной обработки сферических торцов конических роликов содержит С-образную станину 1 и магнитную систему, состоящую из проходящего через станину 1 ярма 2 и электромагнитных катушек 3 и 4, установленных соответственно на нижнем ведущем 5 и верхнем прижимном 6 дисках, связанных с приводами вращения. Нижний ведущий магнитопроводящий диск 5 связан с включающим электродвигатель 7 приводом вращения вокруг лежащей в плоскости симметрии ярма 2 горизонтальной оси с угловой скоростью . Верхний прижимной диск 6 выполнен в виде магнитопроводящего патрона с нижним отверстием под установленный в него соосно меньшим основанием вверх и выступающим за его пределы большим сферическим основанием вниз бочкообразный ролик 8, фиксируемый в верхнем прижимном диске 6 силами трения, и связан с приводом вращения от электродвигателя 9 вокруг присоединенной к нему лежащей в плоскости симметрии ярма вертикальной оси 10 с угловой скоростью , равной угловой скорости вращения бочкообразного ролика 8 вокруг собственной оси. Одновременно патрон 6 осуществляет качательное движение с максимальной угловой скоростью к во время его поворота симметрично вертикальной оси 10 в плоскости ярма 2 вокруг расположенной в центре кривизны сферического торца бочкообразного ролика 8 перпендикулярной плоскости ярма 2 оси за счет находящейся в этом центре соединяющей верхнюю и нижнюю части вертикальной оси 10 шарнирной муфты 11. Нижняя часть вертикальной оси 10 содержит шлицевое соединение 12 со стопорным болтом 13 с возможностью изменения длины нижней части вертикальной оси 10 с закрепленным на ней снизу патроном 6. Электромагнитная катушка 4 установлена на патроне 6 с помощью подшипника скольжения 14 и, не имея возможности совершать вследствие наличия подшипника 14 вращатель 4 82802012.06.30 ное движение вместе с вертикальной осью 10, с помощью находящихся в плоскости ярма 2 присоединенного к катушке 4 с помощью шарнира 15 стержня 16 и шарнирно присоединенного к нему кривошипно-шатунного механизма 17 с электродвигателем (на фигуре не показан) имеет возможность совершать вышеописанное качательное движение. Материал подшипника скольжения 14 выполнен из магнитострикционного сплава на основе железа,содержащего ряд компонентов, в том числе алюминий, кремний и углерод. Данный сплав относится к магнитно-мягким материалам, и технический эффект от его применения состоит в стабильном получении требуемых значений коэрцитивной индукции силы и насыщения за счет устранения искажений кристаллической решетки образования правильно ориентированной доменной структуры 6. Нижний ведущий диск 5 имеет толщину, равную удвоенной длинеролика. Отношение максимальной угловой скорости качания ролика симметрично вертикальной оси при повороте в плоскости симметрии ярма к к угловой скорости вращения нижнего ведущего диска вокруг лежащей в плоскости симметрии ярма горизонтальной осии к угловой скорости вращения ролика вокруг его оси р равно(1) кр(0,100,15)(2025)(5560). Кромка нижнего ведущего диска 5 в радиальном сечении, проходящем через плоскость симметрии ярма, выполнена симметрично вертикальной оси симметрии этого сечения нижнего ведущего диска 5 в виде гипоциклоиды, уравнение которой имеет вид(2),относительно находящихся в проходящем через плоскость симметрии ярма сечении осей координат с началом в точке О, расположенной по оси симметрии сечения нижнего ведущего диска 5 плоскостью симметрии ярма 2 на расстоянии вниз от сферического торца конического ролика 8, равном 2, причем ось ординатнаправлена вертикально вверх, а ось абсцисснаправлена перпендикулярно ей в сторону сплошной вертикальной части ярма 2,где- расстояние по оси вращения и симметрии ролика от его большого сферического торцевого основания до начала осей координат- радиус малой окружности, катящейся без скольжения- радиус большой окружности с центром в начале координат , по внутренней стороне которой осуществляется процесс качения малой окружности радиусомв обе стороны от его начального положения, при котором центр этой окружности 1 находится внутри большой окружности в верхнем положении и ее нижняя точка , описывающая при качении окружности в обе стороны гипоциклоиду, находится на оси симметрии сечения нижнего ведущего диска плоскостью симметрии ярма 0,4 - модуль гипоциклоиды- зазор между большим сферическим торцевым основанием ролика и кромкой цилиндрического стакана верхнего прижимного диска, измеренный по оси вращения ролика равный 23 мм- параметрический угол поворота малой окружности относительно ее центра 1. Согласно 5 при радиусе сферы большого сферического торца конического ролика подшипника серии 9039436 сф 228 мм с учетом зазора 3 мм и максимального значения 120 из уравнений (2) получаем 259,1 мм и соответственно 103, 6 мм. Станок работает следующим образом. Перед началом работы после установки обрабатываемого конического ролика 8 в патрон 6 между сферической поверхностью ролика 8 и кромкой нижнего ведущего диска 5 устанавливается с помощью шлицевого соединения 12 и стопорного болта 13 минимальный зазор 12 мм и помещается ФАП (на фигуре не показано). Нижний ведущий диск 5 приводится с помощью электродвигателя 7 во вращение вокруг горизонтальной оси, а 5 82802012.06.30 патрон 6 вместе с коническим роликом 8 приводится с помощью электродвигателя 9 во вращение вокруг своей оси и одновременно с помощью кривошипно-шатунного механизма 17 и стержня 16 совершает благодаря вмонтированной в вертикальную ось 10 шарнирной муфте 11 качательное движение в плоскости ярма вокруг расположенной в центре кривизны сферического торца конического ролика 8 оси. Торцевая сферическая поверхность конического ролика 8 плавно и равномерно обрабатывается ФАП, при этом силы трения и магнитное поле катушек 3 и 4 удерживает конический ролик 8 в патроне 6. Отношение максимальной угловой скорости качания конического ролика симметрично вертикальной оси при повороте в плоскости симметрии ярма к к угловой скорости вращения нижнего ведущего диска вокруг лежащей в плоскости симметрии ярма горизонтальной осии к угловой скорости вращения ролика вокруг своей оси р, равное кр(0,100,15)(2025)(5560),позволяет устранить неоднородность абразивного воздействия на торец ролика. Проведенные в БГАТУ исследования показали, что выполнение кромки нижнего ведущего диска в радиальном сечении, проходящем через плоскость симметрии ярма симметрично вертикальной оси симметрии этого сечения нижнего ведущего диска в виде гипоциклоиды, позволяет повысить степень удержания частиц ферроабразивного порошка на рабочей поверхности полюсного наконечника вследствие оптимального распределения магнитного потока на этой рабочей поверхности, что позволяет повысить размерный и массовый съем материала и качество обработки поверхности сферической поверхности торца ролика. При этом происходит процесс самозатачивания абразивных зерен, снижается степень температурного и абразивного воздействия на сферическую поверхность торца,обеспечивается стабильность качественных характеристик поверхностного слоя торца ролика путем оптимизации глубины резания и уменьшения интенсивности воздействия теплоты, выделяющейся при резании, от периферии к центру ролика. Имеющее место при работе станка перекрестное воздействие абразивных зерен обеспечивает высокую степень точности обработки сферической поверхности торца ролика путем ее совпадения с траекторией движения абразивных зерен и создания эффекта постоянства процесса резания. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B24B 31/00
Метки: конических, торцов, станок, сферических, обработки, магнитно-абразивной, роликов
Код ссылки
<a href="https://by.patents.su/6-u8280-stanok-dlya-magnitno-abrazivnojj-obrabotki-sfericheskih-torcov-konicheskih-rolikov.html" rel="bookmark" title="База патентов Беларуси">Станок для магнитно-абразивной обработки сферических торцов конических роликов</a>
Станок для магнитно-абразивной обработки сферических торцов конических роликов
Номер патента: U 7094
Опубликовано: 28.02.2011
Авторы: Акулович Леонид Михайлович, Ермаков Николай Иванович, Агейчик Валерий Александрович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: магнитно-абразивной, сферических, роликов, торцов, станок, обработки, конических
Текст:
...на нижнем ведущем 5 и верхнем прижимном 6 дисках, связанных с приводами вращения. Нижний ведущий диск 5 связан с включающим электродвигатель 7 приводом вращения вокруг лежащей в плоскости ярма 2 горизонтальной оси с угловой скоростью . Верхний прижимной диск 6 выполнен в виде патрона с нижним коническим отверстием под установленный в него соосно меньшим основанием вверх и выступающим за его пределы большим сферическим основанием вниз...
Станок для магнитно-абразивной обработки сферических торцов бочкообразных роликов
Номер патента: U 7352
Опубликовано: 30.06.2011
Авторы: Акулович Леонид Михайлович, Агейчик Валерий Александрович, Ермаков Николай Иванович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: торцов, сферических, роликов, обработки, станок, бочкообразных, магнитно-абразивной
Текст:
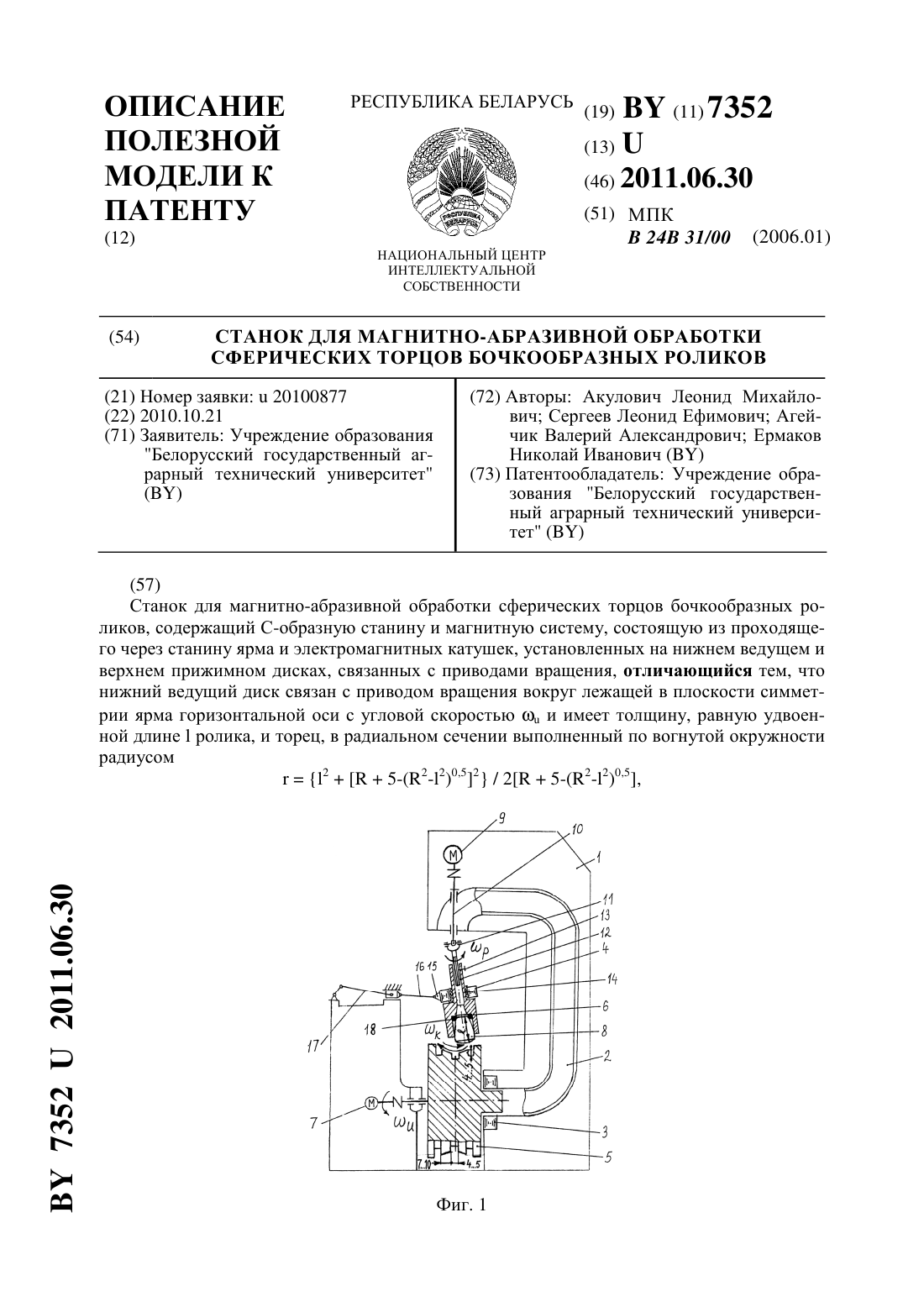
...7 приводом вращения вокруг лежащей в плоскости симметрии ярма 2 горизонтальной оси с угловой скоростью . Верхний прижимной диск 6 выполнен в виде магнитопроводящего патрона с нижним отверстием под установленный в него соосно меньшим основанием вверх и выступающим за его пределы большим сферическим основанием вниз бочкообразный ролик 8, фиксируемый в верхнем прижимном диске 6 силами трения и силами упругости от сжатия упругого резинового...
Станок для магнитно-абразивной обработки сферических торцов мелких бочкообразных роликов

Номер патента: U 7303
Опубликовано: 30.06.2011
Авторы: Агейчик Валерий Александрович, Ермаков Николай Иванович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: магнитно-абразивной, мелких, станок, сферических, бочкообразных, торцов, роликов, обработки
Текст:
...горизонтальной оси вращения стенки полого шара толщиной 10-12 мм и с наружным радиусом стенки н-(4-6) мм, причем центры кривизны стенок верхнего прижимного и нижнего ведущего дисков, начала радиусови н совпадают, при этом наружная кромка нижнего ведущего диска выполнена в виде боковой поверхности прямого кругового конуса с диаметром его основания ннс вершиной в центре кривизны стенок верхнего прижимного и нижнего ведущего дисков, а на...
Станок для магнитно-абразивной обработки сферических торцов мелких бочкообразных роликов

Номер патента: U 7160
Опубликовано: 30.04.2011
Авторы: Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Ермаков Николай Иванович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: обработки, сферических, роликов, станок, бочкообразных, магнитно-абразивной, торцов, мелких
Текст:
...с цилиндрическими роликами с приводом вращения от электродвигателя вокруг лежащей в плоскости симметрии ярма горизонтальной оси с угловой скоростью р, при этом в нижнем положении в проходящем через плоскость симметрии ярма сечении ось симметрии и вращения патрона с роликом проходит через середину кромки цилиндрического стакана нижнего ведущего диска перпендикулярно ей, а направления вращения дисков направлены так, что их окружные скорости со...
Станок для магнитно-абразивной обработки сферических торцов мелких бочкообразных роликов

Номер патента: U 7354
Опубликовано: 30.06.2011
Авторы: Сергеев Леонид Ефимович, Ермаков Николай Иванович, Акулович Леонид Михайлович, Агейчик Валерий Александрович
МПК: B24B 31/00
Метки: станок, роликов, мелких, бочкообразных, сферических, торцов, обработки, магнитно-абразивной
Текст:
...плоскостями симметрии роликов, жестко прикреплена обрезиненная со стороны роликов опорная поверхность высотой, превышающей высоту ролика, наружная со стороны роликов цилиндрическая поверхность которой выполнена в виде обращенной вогнутостью к роликам половины боковой поверхности цилиндра с сектором кривизны 175180, при этом ее центр кривизны совпадает с осью нижнего ведущего диска и исходящий из него внутренний радиус меньше радиуса...
Предыдущий патент: Устройство для ультразвуковой магнитно-абразивной обработки вращающегося косозубого зубчатого колеса
Следующий патент: Станок для магнитно-абразивной обработки большого сферического торцевого основания бочкообразного ролика
Случайный патент: Устройство для испытания образцов на усталость