Устройство для ультразвуковой магнитно-абразивной обработки вращающегося косозубого зубчатого колеса
Номер патента: U 8285
Опубликовано: 30.06.2012
Авторы: Акулович Леонид Михайлович, Ермаков Николай Иванович, Агейчик Валерий Александрович, Ефимов Андрей Михайлович, Сергеев Леонид Ефимович

Текст
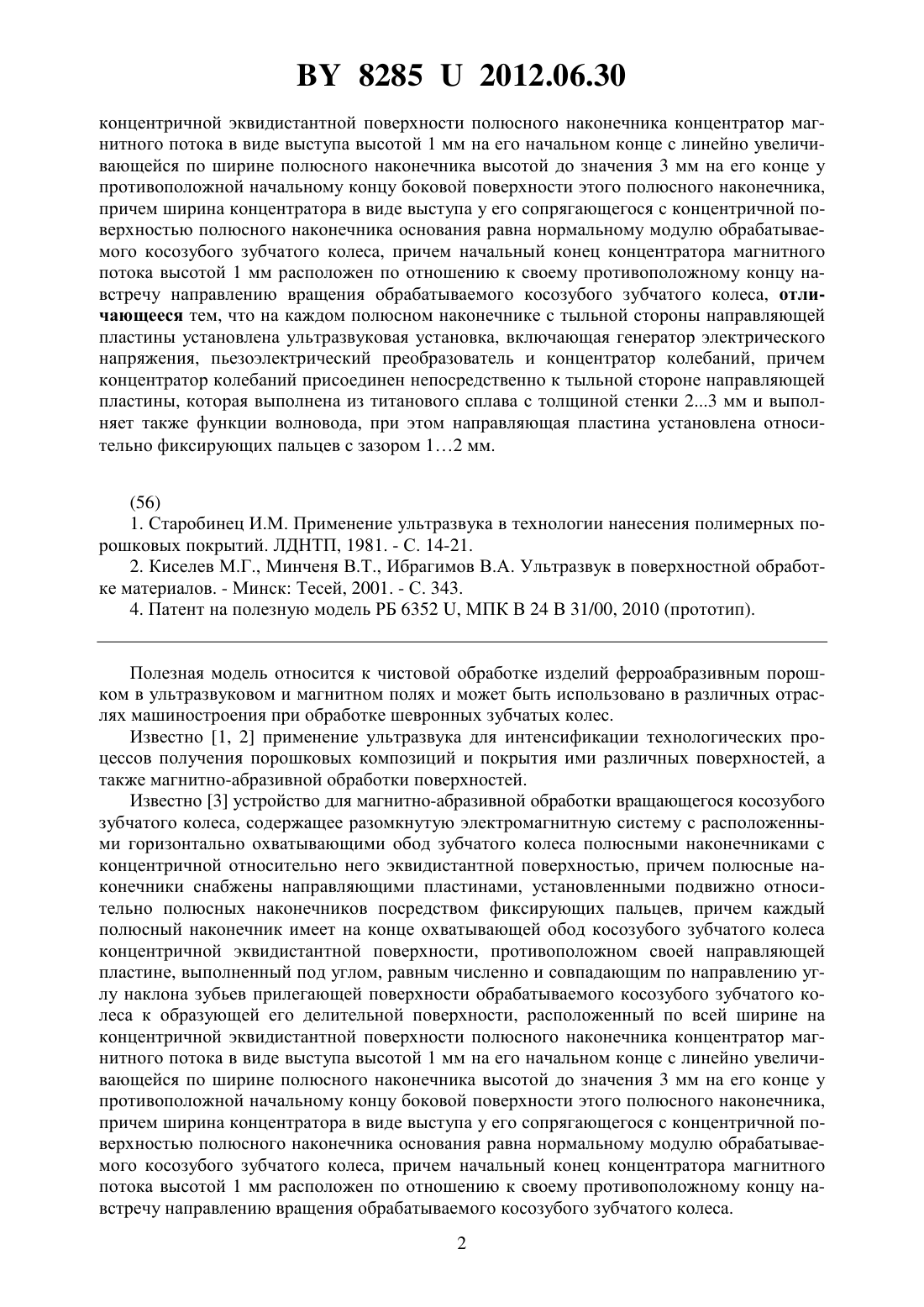
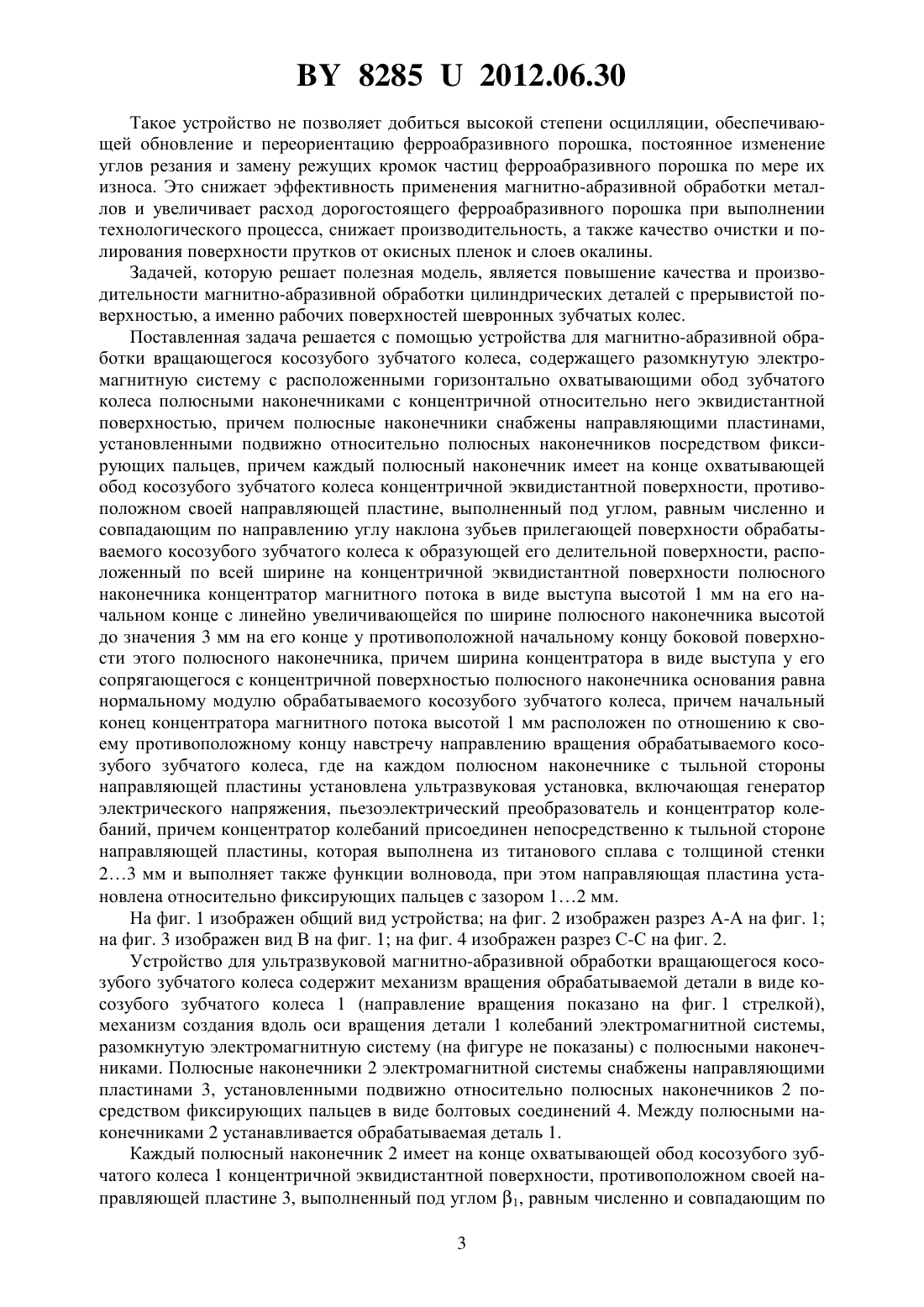
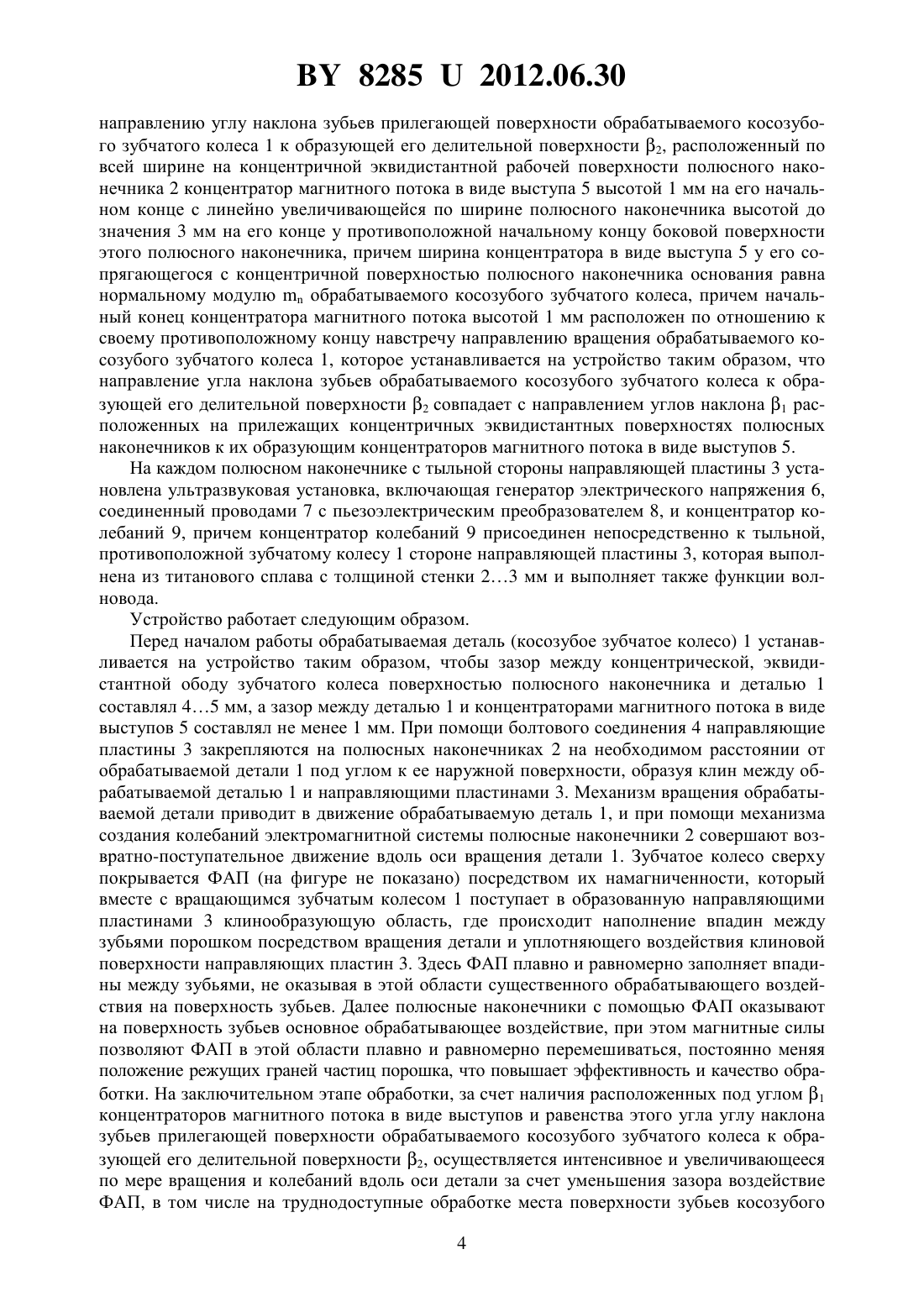
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ МАГНИТНОАБРАЗИВНОЙ ОБРАБОТКИ ВРАЩАЮЩЕГОСЯ КОСОЗУБОГО ЗУБЧАТОГО КОЛЕСА(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович Ефимов Андрей Михайлович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Устройство для ультразвуковой магнитно-абразивной обработки вращающегося косозубого зубчатого колеса, содержащее разомкнутую электромагнитную систему с расположенными горизонтально охватывающими обод зубчатого колеса полюсными наконечниками с концентричной относительно него эквидистантной поверхностью, причем полюсные наконечники снабжены направляющими пластинами, установленными подвижно относительно полюсных наконечников посредством фиксирующих пальцев, причем каждый полюсный наконечник имеет на конце охватывающей обод косозубого зубчатого колеса концентричной эквидистантной поверхности, противоположном своей направляющей пластине, выполненный под углом, равным численно и совпадающим по направлению углу наклона зубьев прилегающей поверхности обрабатываемого косозубого зубчатого колеса к образующей его делительной поверхности, расположенный по всей ширине на 82852012.06.30 концентричной эквидистантной поверхности полюсного наконечника концентратор магнитного потока в виде выступа высотой 1 мм на его начальном конце с линейно увеличивающейся по ширине полюсного наконечника высотой до значения 3 мм на его конце у противоположной начальному концу боковой поверхности этого полюсного наконечника,причем ширина концентратора в виде выступа у его сопрягающегося с концентричной поверхностью полюсного наконечника основания равна нормальному модулю обрабатываемого косозубого зубчатого колеса, причем начальный конец концентратора магнитного потока высотой 1 мм расположен по отношению к своему противоположному концу навстречу направлению вращения обрабатываемого косозубого зубчатого колеса, отличающееся тем, что на каждом полюсном наконечнике с тыльной стороны направляющей пластины установлена ультразвуковая установка, включающая генератор электрического напряжения, пьезоэлектрический преобразователь и концентратор колебаний, причем концентратор колебаний присоединен непосредственно к тыльной стороне направляющей пластины, которая выполнена из титанового сплава с толщиной стенки 23 мм и выполняет также функции волновода, при этом направляющая пластина установлена относительно фиксирующих пальцев с зазором 12 мм.(56) 1. Старобинец И.М. Применение ультразвука в технологии нанесения полимерных порошковых покрытий. ЛДНТП, 1981. - С. 14-21. 2. Киселев М.Г., Минченя В.Т., Ибрагимов В.А. Ультразвук в поверхностной обработке материалов. - Минск Тесей, 2001. - С. 343. 4. Патент на полезную модель РБ 6352 , МПК В 24 В 31/00, 2010 (прототип). Полезная модель относится к чистовой обработке изделий ферроабразивным порошком в ультразвуковом и магнитном полях и может быть использовано в различных отраслях машиностроения при обработке шевронных зубчатых колес. Известно 1, 2 применение ультразвука для интенсификации технологических процессов получения порошковых композиций и покрытия ими различных поверхностей, а также магнитно-абразивной обработки поверхностей. Известно 3 устройство для магнитно-абразивной обработки вращающегося косозубого зубчатого колеса, содержащее разомкнутую электромагнитную систему с расположенными горизонтально охватывающими обод зубчатого колеса полюсными наконечниками с концентричной относительно него эквидистантной поверхностью, причем полюсные наконечники снабжены направляющими пластинами, установленными подвижно относительно полюсных наконечников посредством фиксирующих пальцев, причем каждый полюсный наконечник имеет на конце охватывающей обод косозубого зубчатого колеса концентричной эквидистантной поверхности, противоположном своей направляющей пластине, выполненный под углом, равным численно и совпадающим по направлению углу наклона зубьев прилегающей поверхности обрабатываемого косозубого зубчатого колеса к образующей его делительной поверхности, расположенный по всей ширине на концентричной эквидистантной поверхности полюсного наконечника концентратор магнитного потока в виде выступа высотой 1 мм на его начальном конце с линейно увеличивающейся по ширине полюсного наконечника высотой до значения 3 мм на его конце у противоположной начальному концу боковой поверхности этого полюсного наконечника,причем ширина концентратора в виде выступа у его сопрягающегося с концентричной поверхностью полюсного наконечника основания равна нормальному модулю обрабатываемого косозубого зубчатого колеса, причем начальный конец концентратора магнитного потока высотой 1 мм расположен по отношению к своему противоположному концу навстречу направлению вращения обрабатываемого косозубого зубчатого колеса. 2 82852012.06.30 Такое устройство не позволяет добиться высокой степени осцилляции, обеспечивающей обновление и переориентацию ферроабразивного порошка, постоянное изменение углов резания и замену режущих кромок частиц ферроабразивного порошка по мере их износа. Это снижает эффективность применения магнитно-абразивной обработки металлов и увеличивает расход дорогостоящего ферроабразивного порошка при выполнении технологического процесса, снижает производительность, а также качество очистки и полирования поверхности прутков от окисных пленок и слоев окалины. Задачей, которую решает полезная модель, является повышение качества и производительности магнитно-абразивной обработки цилиндрических деталей с прерывистой поверхностью, а именно рабочих поверхностей шевронных зубчатых колес. Поставленная задача решается с помощью устройства для магнитно-абразивной обработки вращающегося косозубого зубчатого колеса, содержащего разомкнутую электромагнитную систему с расположенными горизонтально охватывающими обод зубчатого колеса полюсными наконечниками с концентричной относительно него эквидистантной поверхностью, причем полюсные наконечники снабжены направляющими пластинами,установленными подвижно относительно полюсных наконечников посредством фиксирующих пальцев, причем каждый полюсный наконечник имеет на конце охватывающей обод косозубого зубчатого колеса концентричной эквидистантной поверхности, противоположном своей направляющей пластине, выполненный под углом, равным численно и совпадающим по направлению углу наклона зубьев прилегающей поверхности обрабатываемого косозубого зубчатого колеса к образующей его делительной поверхности, расположенный по всей ширине на концентричной эквидистантной поверхности полюсного наконечника концентратор магнитного потока в виде выступа высотой 1 мм на его начальном конце с линейно увеличивающейся по ширине полюсного наконечника высотой до значения 3 мм на его конце у противоположной начальному концу боковой поверхности этого полюсного наконечника, причем ширина концентратора в виде выступа у его сопрягающегося с концентричной поверхностью полюсного наконечника основания равна нормальному модулю обрабатываемого косозубого зубчатого колеса, причем начальный конец концентратора магнитного потока высотой 1 мм расположен по отношению к своему противоположному концу навстречу направлению вращения обрабатываемого косозубого зубчатого колеса, где на каждом полюсном наконечнике с тыльной стороны направляющей пластины установлена ультразвуковая установка, включающая генератор электрического напряжения, пьезоэлектрический преобразователь и концентратор колебаний, причем концентратор колебаний присоединен непосредственно к тыльной стороне направляющей пластины, которая выполнена из титанового сплава с толщиной стенки 23 мм и выполняет также функции волновода, при этом направляющая пластина установлена относительно фиксирующих пальцев с зазором 12 мм. На фиг. 1 изображен общий вид устройства на фиг. 2 изображен разрез А-А на фиг. 1 на фиг. 3 изображен вид В на фиг. 1 на фиг. 4 изображен разрез С-С на фиг. 2. Устройство для ультразвуковой магнитно-абразивной обработки вращающегося косозубого зубчатого колеса содержит механизм вращения обрабатываемой детали в виде косозубого зубчатого колеса 1 (направление вращения показано на фиг. 1 стрелкой),механизм создания вдоль оси вращения детали 1 колебаний электромагнитной системы,разомкнутую электромагнитную систему (на фигуре не показаны) с полюсными наконечниками. Полюсные наконечники 2 электромагнитной системы снабжены направляющими пластинами 3, установленными подвижно относительно полюсных наконечников 2 посредством фиксирующих пальцев в виде болтовых соединений 4. Между полюсными наконечниками 2 устанавливается обрабатываемая деталь 1. Каждый полюсный наконечник 2 имеет на конце охватывающей обод косозубого зубчатого колеса 1 концентричной эквидистантной поверхности, противоположном своей направляющей пластине 3, выполненный под углом 1, равным численно и совпадающим по 3 82852012.06.30 направлению углу наклона зубьев прилегающей поверхности обрабатываемого косозубого зубчатого колеса 1 к образующей его делительной поверхности 2, расположенный по всей ширине на концентричной эквидистантной рабочей поверхности полюсного наконечника 2 концентратор магнитного потока в виде выступа 5 высотой 1 мм на его начальном конце с линейно увеличивающейся по ширине полюсного наконечника высотой до значения 3 мм на его конце у противоположной начальному концу боковой поверхности этого полюсного наконечника, причем ширина концентратора в виде выступа 5 у его сопрягающегося с концентричной поверхностью полюсного наконечника основания равна нормальному модулюобрабатываемого косозубого зубчатого колеса, причем начальный конец концентратора магнитного потока высотой 1 мм расположен по отношению к своему противоположному концу навстречу направлению вращения обрабатываемого косозубого зубчатого колеса 1, которое устанавливается на устройство таким образом, что направление угла наклона зубьев обрабатываемого косозубого зубчатого колеса к образующей его делительной поверхности 2 совпадает с направлением углов наклона 1 расположенных на прилежащих концентричных эквидистантных поверхностях полюсных наконечников к их образующим концентраторов магнитного потока в виде выступов 5. На каждом полюсном наконечнике с тыльной стороны направляющей пластины 3 установлена ультразвуковая установка, включающая генератор электрического напряжения 6,соединенный проводами 7 с пьезоэлектрическим преобразователем 8, и концентратор колебаний 9, причем концентратор колебаний 9 присоединен непосредственно к тыльной,противоположной зубчатому колесу 1 стороне направляющей пластины 3, которая выполнена из титанового сплава с толщиной стенки 23 мм и выполняет также функции волновода. Устройство работает следующим образом. Перед началом работы обрабатываемая деталь (косозубое зубчатое колесо) 1 устанавливается на устройство таким образом, чтобы зазор между концентрической, эквидистантной ободу зубчатого колеса поверхностью полюсного наконечника и деталью 1 составлял 45 мм, а зазор между деталью 1 и концентраторами магнитного потока в виде выступов 5 составлял не менее 1 мм. При помощи болтового соединения 4 направляющие пластины 3 закрепляются на полюсных наконечниках 2 на необходимом расстоянии от обрабатываемой детали 1 под углом к ее наружной поверхности, образуя клин между обрабатываемой деталью 1 и направляющими пластинами 3. Механизм вращения обрабатываемой детали приводит в движение обрабатываемую деталь 1, и при помощи механизма создания колебаний электромагнитной системы полюсные наконечники 2 совершают возвратно-поступательное движение вдоль оси вращения детали 1. Зубчатое колесо сверху покрывается ФАП (на фигуре не показано) посредством их намагниченности, который вместе с вращающимся зубчатым колесом 1 поступает в образованную направляющими пластинами 3 клинообразующую область, где происходит наполнение впадин между зубьями порошком посредством вращения детали и уплотняющего воздействия клиновой поверхности направляющих пластин 3. Здесь ФАП плавно и равномерно заполняет впадины между зубьями, не оказывая в этой области существенного обрабатывающего воздействия на поверхность зубьев. Далее полюсные наконечники с помощью ФАП оказывают на поверхность зубьев основное обрабатывающее воздействие, при этом магнитные силы позволяют ФАП в этой области плавно и равномерно перемешиваться, постоянно меняя положение режущих граней частиц порошка, что повышает эффективность и качество обработки. На заключительном этапе обработки, за счет наличия расположенных под углом 1 концентраторов магнитного потока в виде выступов и равенства этого угла углу наклона зубьев прилегающей поверхности обрабатываемого косозубого зубчатого колеса к образующей его делительной поверхности 2, осуществляется интенсивное и увеличивающееся по мере вращения и колебаний вдоль оси детали за счет уменьшения зазора воздействие ФАП, в том числе на труднодоступные обработке места поверхности зубьев косозубого 4 82852012.06.30 колеса. Одновременно осуществляется с помощью ультразвуковых установок через выполняющие функции также волноводов направляющие пластины 3 воздействие на рабочие зоны с ферроабразивным порошком и обрабатываемые поверхности зубчатого колеса 1 ультразвуковых полей, которые разрушают загрязненную поверхность и окисную пленку на поверхности зубчатого колеса 1 и активизируют осциллирующее движение частиц ферроабразивного порошка. Это обеспечивает повышение производительности и качества очистки и полирования зубчатого колеса 1 от окисных пленок и слоев окалины вследствие высокой степени осцилляции, постоянного изменения углов резания и замены режущих кромок частиц ферроабразивного порошка по мере их износа за счет колебания порции ферроабразивного порошка во время вращения зубчатого колеса 1 и воздействия ультразвука, а также дополнительного динамического воздействия частиц ферроабразивного порошка на обрабатываемую поверхность зубчатого колеса 1 в ультразвуковом поле. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B24B 31/00
Метки: магнитно-абразивной, косозубого, обработки, зубчатого, вращающегося, устройство, ультразвуковой, колеса
Код ссылки
<a href="https://by.patents.su/5-u8285-ustrojjstvo-dlya-ultrazvukovojj-magnitno-abrazivnojj-obrabotki-vrashhayushhegosya-kosozubogo-zubchatogo-kolesa.html" rel="bookmark" title="База патентов Беларуси">Устройство для ультразвуковой магнитно-абразивной обработки вращающегося косозубого зубчатого колеса</a>
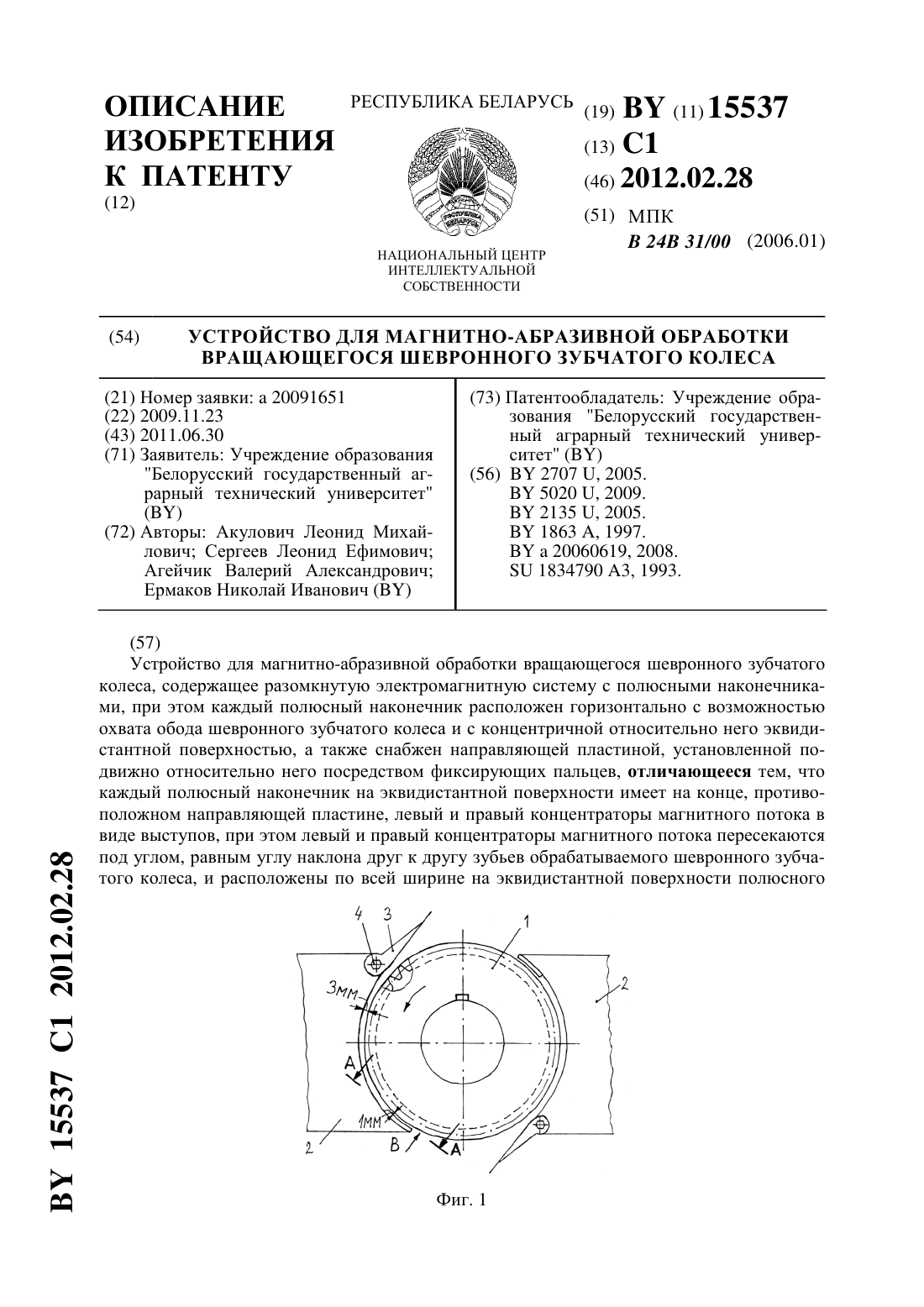
Устройство для магнитно-абразивной обработки вращающегося шевронного зубчатого колеса
Номер патента: 15537
Опубликовано: 28.02.2012
Авторы: Агейчик Валерий Александрович, Ермаков Николай Иванович, Акулович Леонид Михайлович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: обработки, магнитно-абразивной, устройство, зубчатого, вращающегося, колеса, шевронного
Текст:
...- на фиг. 1 на фиг. 3 изображен видна фиг. 1 на фиг. 4 изображен разрез - на фиг. 2. Устройство для магнитно-абразивной обработки вращающегося шевронного зубчатого колеса включает механизм вращения обрабатываемой детали в виде шевронного зубчатого колеса 1 (направление вращения показано на фиг. 1 стрелкой), механизм создания вдоль оси вращения детали 1 колебаний электромагнитной системы, разомкнутую электромагнитную систему (на фиг. не...
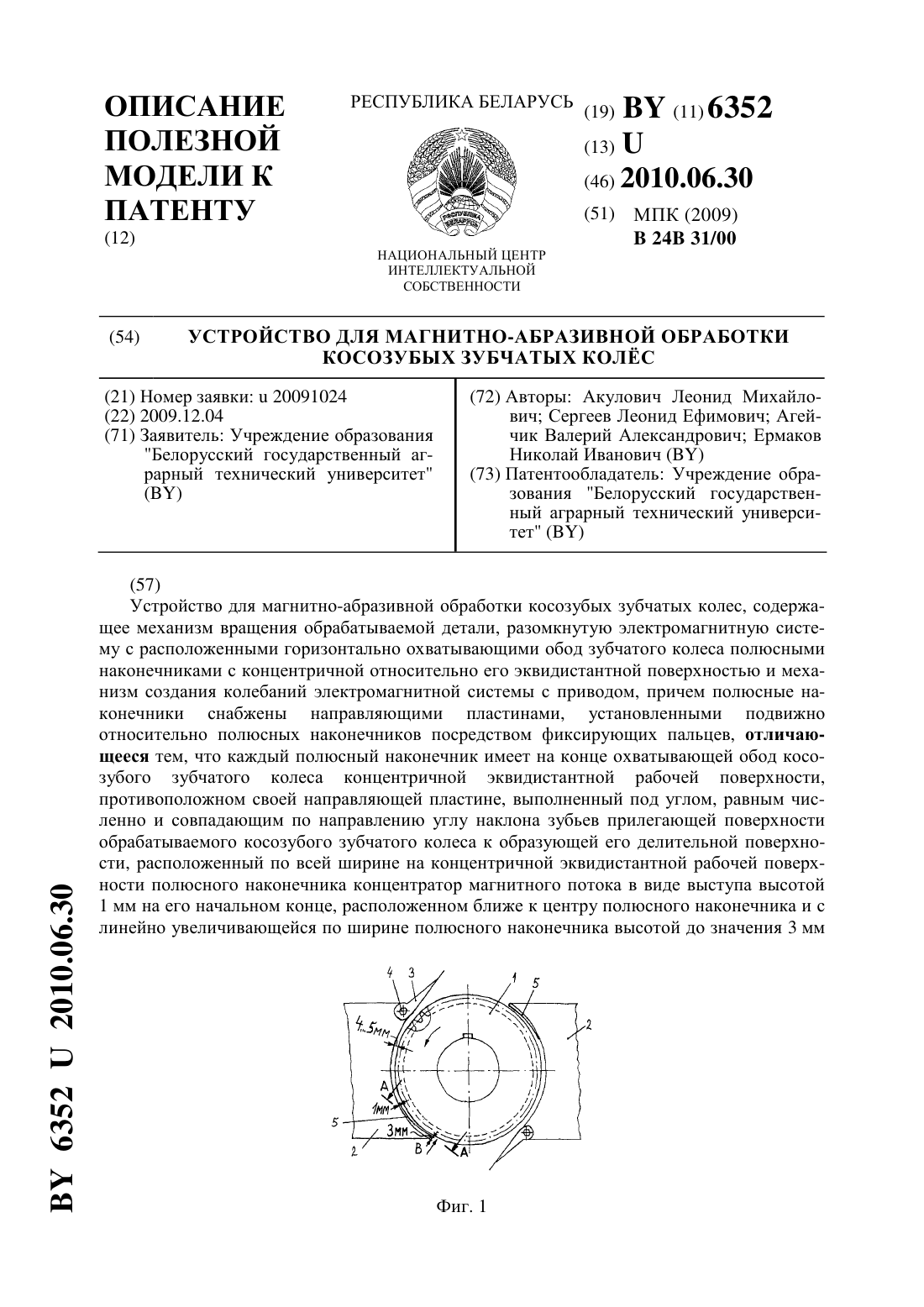
Устройство для магнитно-абразивной обработки косозубых зубчатых колёс
Номер патента: U 6352
Опубликовано: 30.06.2010
Авторы: Агейчик Валерий Александрович, Сергеев Леонид Ефимович, Ермаков Николай Иванович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: магнитно-абразивной, обработки, зубчатых, устройство, косозубых, колёс
Текст:
...63522010.06.30 высотой до значения 3 мм на его конце у противоположной начальному концу боковой поверхности этого полюсного наконечника, причем ширина концентратора в виде выступа у его сопрягающегося с концентричной поверхностью полюсного наконечника основания равна нормальному модулю обрабатываемого косозубого зубчатого колеса, причем начальный конец концентратора магнитного потока высотой 1 мм расположен по отношению к своему...
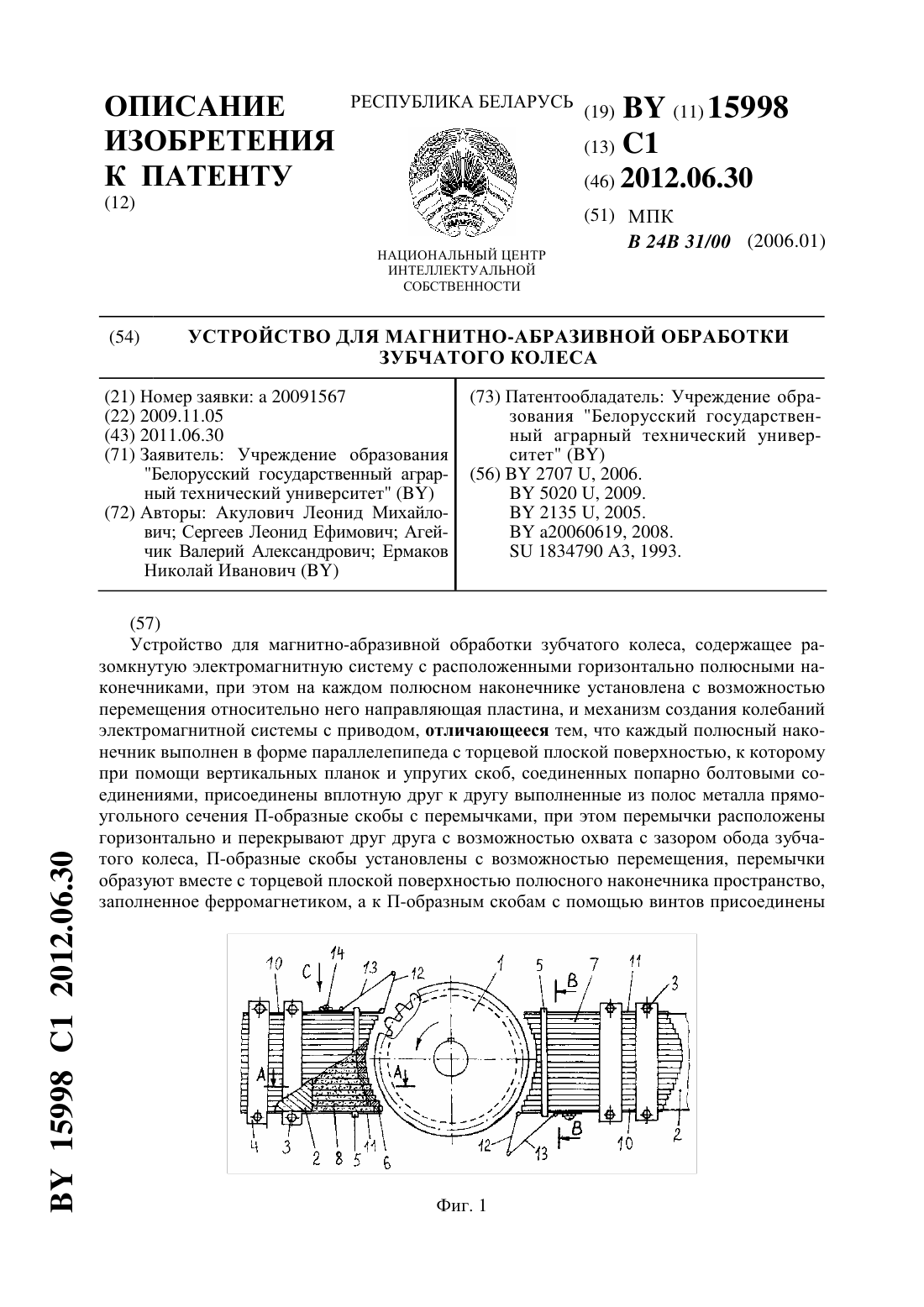
Устройство для магнитно-абразивной обработки зубчатого колеса
Номер патента: 15998
Опубликовано: 30.06.2012
Авторы: Сергеев Леонид Ефимович, Ермаков Николай Иванович, Агейчик Валерий Александрович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: зубчатого, магнитно-абразивной, колеса, устройство, обработки
Текст:
...пространство пластины, при этом на пластине с возможностью фиксации относительно нее с помощью петли шарнирно закреплена направляющая пластина, а петля присоединена к направляющей пластине шарнирно и винтом к пластине. На фиг. 1 изображен общий вид устройства на фиг. 2 изображен вид С на фиг. 1 на фиг. 3 изображен разрез А-А на фиг. 1 на фиг. 4 изображен разрез В-В на фиг. 1. Устройство для магнитно-абразивной обработки зубчатого колеса...
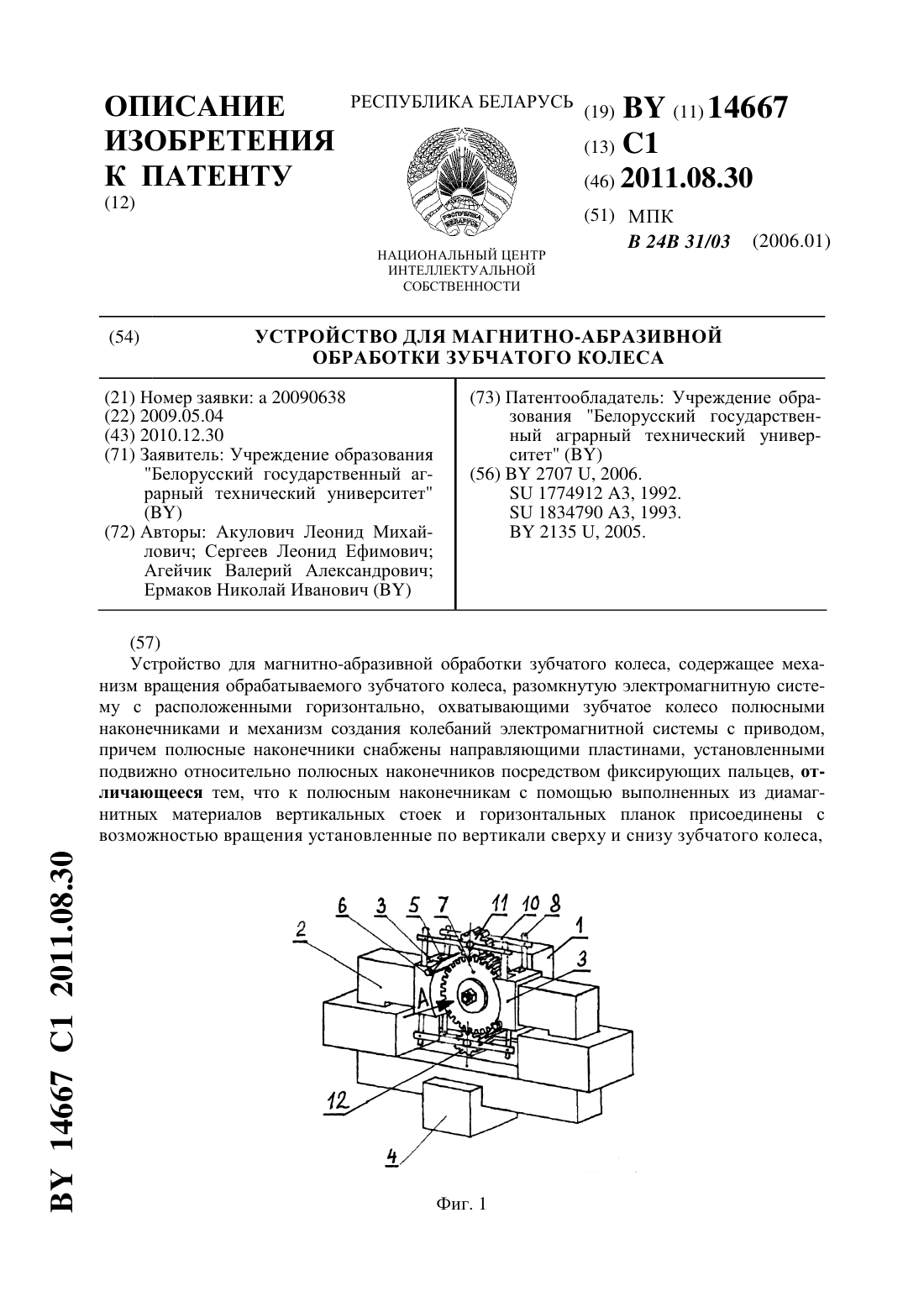
Устройство для магнитно-абразивной обработки зубчатого колеса
Номер патента: 14667
Опубликовано: 30.08.2011
Авторы: Агейчик Валерий Александрович, Акулович Леонид Михайлович, Ермаков Николай Иванович, Сергеев Леонид Ефимович
МПК: B24B 31/03
Метки: магнитно-абразивной, зубчатого, обработки, колеса, устройство
Текст:
...механизм вращения обрабатываемого зубчатого колеса, разомкнутую электромагнитную систему с расположенными горизонтально,охватывающими зубчатое колесо полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, причем полюсные наконечники снабжены направляющими пластинами, установленными подвижно относительно полюсных наконечников посредством фиксирующих пальцев, где к полюсным наконечникам с помощью...
Устройство для магнитно-абразивной обработки шевронных зубчатых колёс

Номер патента: U 6316
Опубликовано: 30.06.2010
Авторы: Агейчик Валерий Александрович, Акулович Леонид Михайлович, Сергеев Леонид Ефимович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: устройство, обработки, зубчатых, магнитно-абразивной, колёс, шевронных
Текст:
...левым и правым концентраторами магнитного потока в виде выступов угла направлена против направления 2 63162010.06.30 вращения обрабатываемого шевронного зубчатого колеса, которое устанавливается на устройство таким образом, что вершины его образованных пересекающимися зубьями углов направлены против направления вращения обрабатываемого шевронного зубчатого колеса. На фиг. 1 изображен общий вид устройства на фиг. 2 изображен разрез А-А на фиг....
Предыдущий патент: Смеситель кормов
Следующий патент: Станок для магнитно-абразивной обработки сферических торцов конических роликов
Случайный патент: Автоматический микрофиксатор для вращающегося инструмента