Самоцентрирующийся токарный патрон
Номер патента: U 8238
Опубликовано: 30.06.2012
Авторы: Овчинников Евгений Витальевич, Шагойка Александр Григорьевич, Шагойка Григорий Антонович, Струк Василий Александрович
Текст
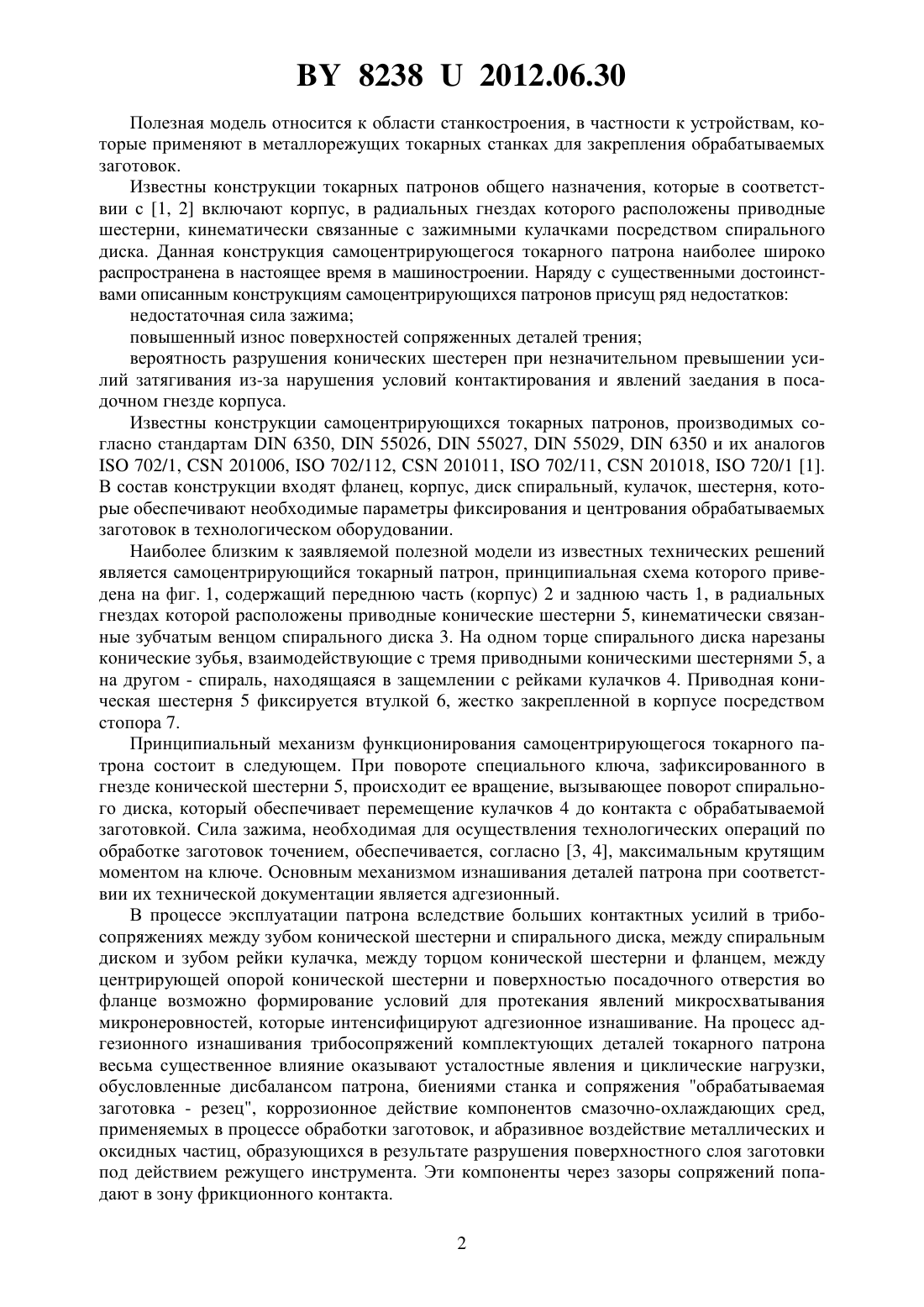
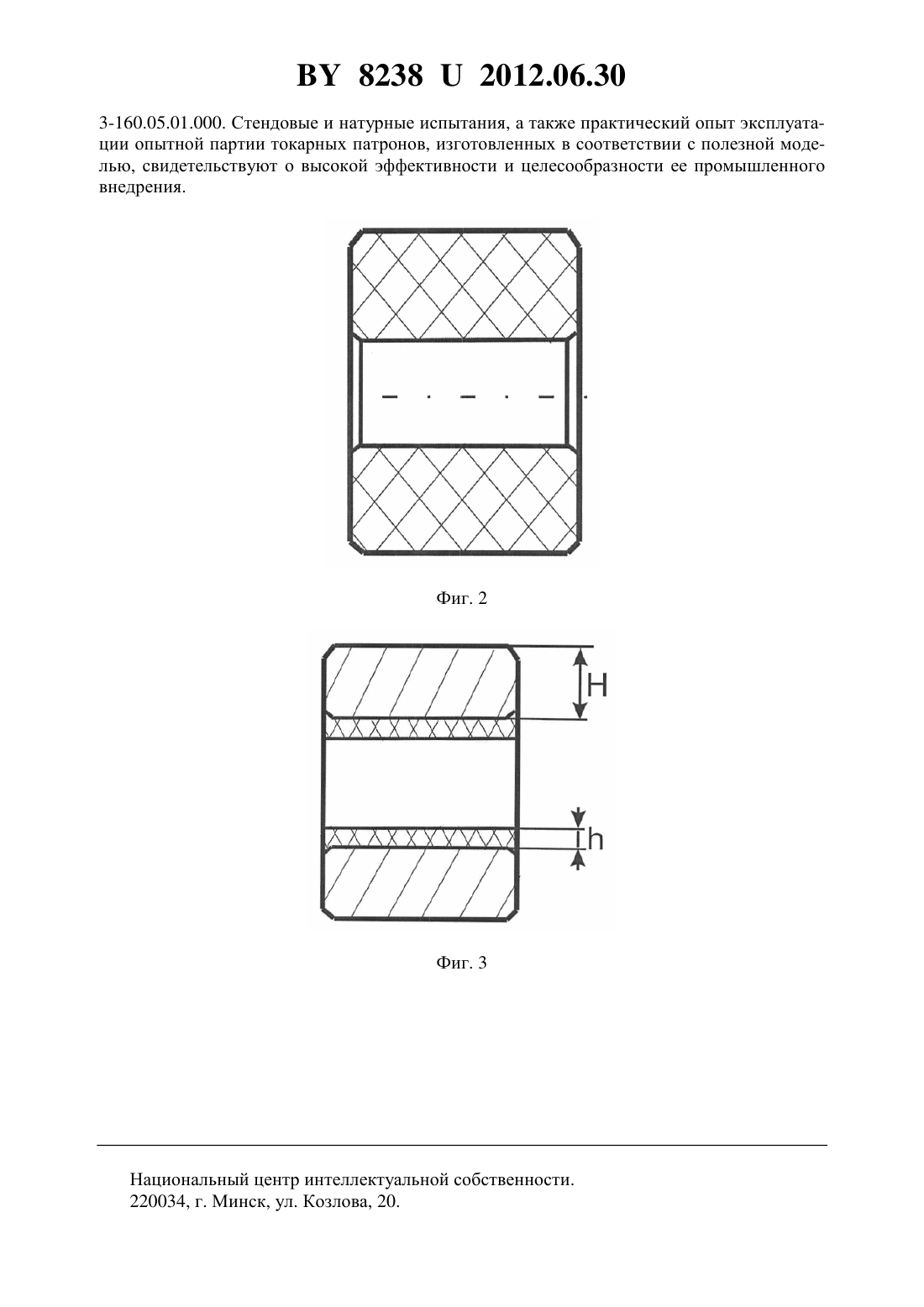
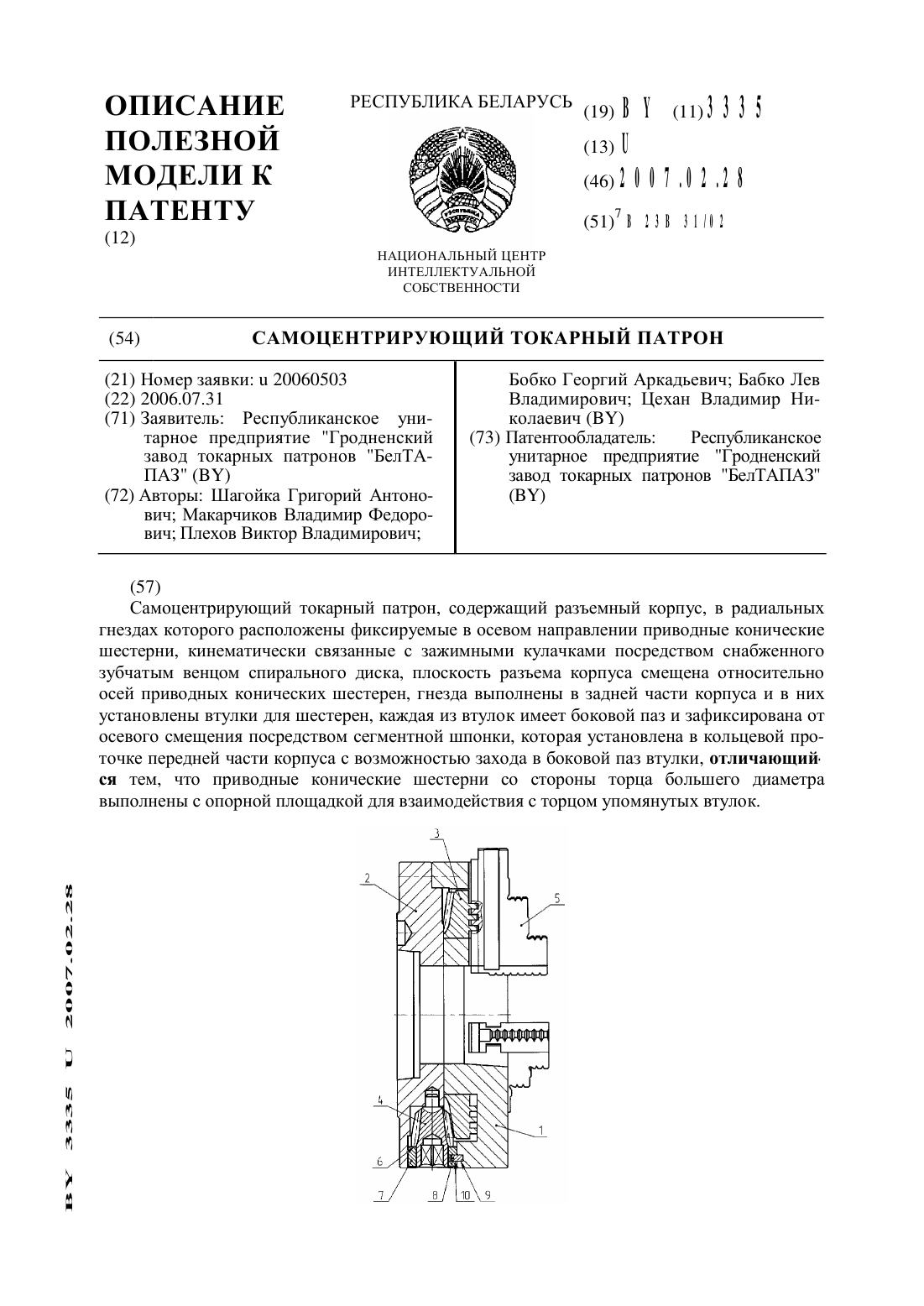
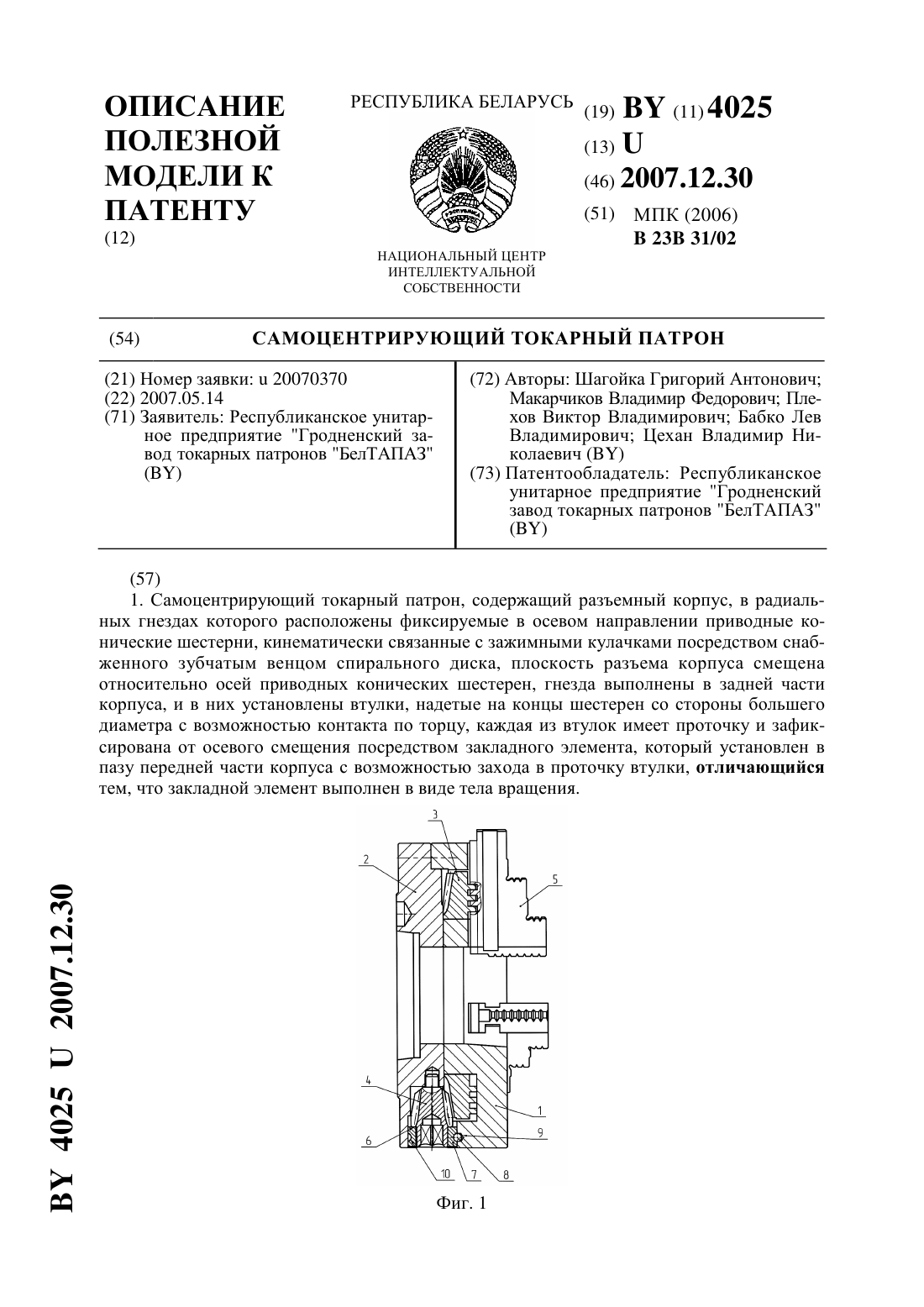
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Гродненский государственный университет имени Янки Купалы(72) Авторы Шагойка Александр Григорьевич Шагойка Григорий Антонович Струк Василий Александрович Овчинников Евгений Витальевич(73) Патентообладатель Учреждение образования Гродненский государственный университет имени Янки Купалы(57) Самоцентрирующийся токарный патрон, включающий фланец, корпус, спиральный диск, систему кулачков и систему привода, включающую приводную коническую шестерню и втулку, отличающийся тем, что втулка выполнена из полимерного или металлополимерного триботехнического композиционного материала.(56) 1. Проспект фирмы -., 1999. 2. Проспект фирмы. . , 2002. 3. Патроны токарные общего назначения. Общие технические условия. ГОСТ 1654-86 82382012.06.30 Полезная модель относится к области станкостроения, в частности к устройствам, которые применяют в металлорежущих токарных станках для закрепления обрабатываемых заготовок. Известны конструкции токарных патронов общего назначения, которые в соответствии с 1, 2 включают корпус, в радиальных гнездах которого расположены приводные шестерни, кинематически связанные с зажимными кулачками посредством спирального диска. Данная конструкция самоцентрирующегося токарного патрона наиболее широко распространена в настоящее время в машиностроении. Наряду с существенными достоинствами описанным конструкциям самоцентрирующихся патронов присущ ряд недостатков недостаточная сила зажима повышенный износ поверхностей сопряженных деталей трения вероятность разрушения конических шестерен при незначительном превышении усилий затягивания из-за нарушения условий контактирования и явлений заедания в посадочном гнезде корпуса. Известны конструкции самоцентрирующихся токарных патронов, производимых согласно стандартам 6350,55026,55027,55029,6350 и их аналогов 702/1,201006,702/112,201011,702/11,201018,720/1 1. В состав конструкции входят фланец, корпус, диск спиральный, кулачок, шестерня, которые обеспечивают необходимые параметры фиксирования и центрования обрабатываемых заготовок в технологическом оборудовании. Наиболее близким к заявляемой полезной модели из известных технических решений является самоцентрирующийся токарный патрон, принципиальная схема которого приведена на фиг. 1, содержащий переднюю часть (корпус) 2 и заднюю часть 1, в радиальных гнездах которой расположены приводные конические шестерни 5, кинематически связанные зубчатым венцом спирального диска 3. На одном торце спирального диска нарезаны конические зубья, взаимодействующие с тремя приводными коническими шестернями 5, а на другом - спираль, находящаяся в защемлении с рейками кулачков 4. Приводная коническая шестерня 5 фиксируется втулкой 6, жестко закрепленной в корпусе посредством стопора 7. Принципиальный механизм функционирования самоцентрирующегося токарного патрона состоит в следующем. При повороте специального ключа, зафиксированного в гнезде конической шестерни 5, происходит ее вращение, вызывающее поворот спирального диска, который обеспечивает перемещение кулачков 4 до контакта с обрабатываемой заготовкой. Сила зажима, необходимая для осуществления технологических операций по обработке заготовок точением, обеспечивается, согласно 3, 4, максимальным крутящим моментом на ключе. Основным механизмом изнашивания деталей патрона при соответствии их технической документации является адгезионный. В процессе эксплуатации патрона вследствие больших контактных усилий в трибосопряжениях между зубом конической шестерни и спирального диска, между спиральным диском и зубом рейки кулачка, между торцом конической шестерни и фланцем, между центрирующей опорой конической шестерни и поверхностью посадочного отверстия во фланце возможно формирование условий для протекания явлений микросхватывания микронеровностей, которые интенсифицируют адгезионное изнашивание. На процесс адгезионного изнашивания трибосопряжений комплектующих деталей токарного патрона весьма существенное влияние оказывают усталостные явления и циклические нагрузки,обусловленные дисбалансом патрона, биениями станка и сопряжения обрабатываемая заготовка - резец, коррозионное действие компонентов смазочно-охлаждающих сред,применяемых в процессе обработки заготовок, и абразивное воздействие металлических и оксидных частиц, образующихся в результате разрушения поверхностного слоя заготовки под действием режущего инструмента. Эти компоненты через зазоры сопряжений попадают в зону фрикционного контакта. 2 82382012.06.30 Таким образом, в реальных условиях эксплуатации наблюдается повышенный износ комплектующих деталей токарного патрона, обусловленный совокупным сочетанием неблагоприятных факторов. Поэтому даже при оптимальном конструкторско-технологическом и материаловедческом решении существуют объективные предпосылки изнашивания, устранение которых представляет собой многофакторную проблему. Функциональное назначение токарного патрона, состоящее в обеспечении стабильной и надежной фиксации обрабатываемой заготовки в течение всего технологического периода при минимальном уровне биения, реализуется благодаря вращению совокупности приводных конических шестерен вокруг оси. Вращение шестерен через перемещение спирального диска обусловливает линейное радиальное движение зажимных кулачков. Конструкция приводной шестерни предполагает ее осевую фиксацию в заданном положении с помощью хвостовика, располагаемого в гнезде фланца и торцевой части во втулке, зафиксированной в корпусе. Такое конструктивное исполнение привода токарного патрона обеспечивает его эффективное функционирование в течение периода, оговоренного техническими условиями (фиг. 1). К числу существенных недостатков подобной конструкции узла привода токарного патрона относят повышенный износ сопряжений в результате попадания абразивных частиц и агрессивных сред в зазор в процессе эксплуатации возможность заедания в трибосопряжении втулка - торцовая часть, что приводит к потере функциональных характеристик патрона необходимость применения специальной упрочняющей химико-термической обработки втулки (цементации с последующей закалкой), что сопряжено с повышенными эксплуатационными затратами. Задачей полезной модели является повышение показателей эксплуатационных характеристик узла привода токарного самоцентрирующегося патрона. Поставленная задача решается тем, что в конструкции самоцентрирующегося токарного патрона, включающего фланец, корпус, диск спиральный, кулачок прямой, шестерню коническую и втулку, втулка выполнена из полимерного или металлополимерного триботехнического композиционного материала. Сущность заявленной полезной модели поясняем фиг. 1-3. На фиг. 1 представлен общий вид токарного самоцентрирующегося токарного патрона. На фиг. 2 дано конструктивное исполнение втулки из полимерного материала. На фиг. 3 дано конструктивное исполнение металлополимерной втулки. Втулку 6, обеспечивающую осевую фиксацию приводной конической шестерни 5, изготавливают из композиционного триботехнического материала на основе полимерной матрицы - термопластичной или термореактивной (сшивающейся). Возможны два принципиальных конструктивных решения втулки 6 изготовление втулки из конструкционного триботехнического материала (фиг. 2) на основе полиамидов (ПА 6, ПА 66) типа САМ-3, УПА 6-30, АТМ-2 и др., политетрафторэтилена типа Флубон, Ф 4 К 20, Флувис и т.п., сополимера формальдегида с диоксаном или триоксаном типа САМ-5 изготовление металлополимерной втулки, у которой несущая часть выполнена из углеродистой стали, а внутренняя часть выполнена из триботехнического полимерного материала, который наносят на металлическую часть методом окунания, из псевдоожиженного слоя или литьем под давлением (фиг. 3). Выбор конкретного варианта конструктивного исполнения втулки и способ ее изготовления зависят от особенностей конструкции токарного патрона (массы, размеров, усилия зажима), объема выпускаемой партии патронов, требований к техническому ресурсу. В качестве полимерных триботехнических материалов для изготовления втулок целесообразно исследовать композиции на основе полиамидов (ПА 6, ПА 66) типа САМ-3, 3 82382012.06.30 УПА 6-30, АТМ-2 и др., политетрафторэтилена типа Флубон, Ф 4 К 20, Флувис и т.п., сополимера формальдегида с диоксаном или триоксаном типа САМ-5. Втулки из данных триботехнических материалов позволяют эксплуатировать узел привода токарного патрона без смазки или при ее ограничении (одноразовая при сборке или при периодическом техническом обслуживании в соответствии с требованиями технической документации). Выбор конкретного материала для изготовления втулки основывается на оптимальном сочетании экономических, технологических и эксплуатационных характеристик токарного патрона. Втулки из триботехнических композитов на основе термопластичных матриц(полиамидов 6, 66, полиацеталей СФД, СТД, ПФ, полиэфиров ПЭТФ, ПЭТФ и их смесей) изготавливают производительным методом литья под давлением на многоместной технологической оснастке (литьевых формах). Из триботехнических композитов на основе политетрафторэтилена втулки изготавливают холодным прессованием с последующим спеканием. Втулки из триботехнических композитов на основе олигомеров сшивающих смол (фенолформальдегидной ФФС, эпоксидной ЭС, полиэфирной НПЭС) изготавливают методом горячего прессования или методом холодной заливки в форму с последующим отверждением. В состав триботехнического композиционного материала на полимерных матрицах вводят армирующие наполнители (стеклянные, углеродные, арамидные, базальтовые волокна, нанодисперсные частицы силикатов, металлов, оксидов, углерода детонационного синтеза и т.п.), сухие смазки (графит, дисульфид молибдена, стеараты металлов, кокс,шунгит и т.п.), полимерные модификаторы трения (порошки ПЭНД, ПТФЭ, УПТФЭ и т.п.), антиоксиданты и др. компоненты, обеспечивающие необходимые триботехнические характеристики трибосопряжения. Втулки из полимерного триботехнического материала устанавливают в корпус токарного патрона 2. Фланец 1, установленный по плотной посадке, предотвращает свободное перемещение втулки в процессе эксплуатации. Возможно применение специальных фиксирующих элементов - стопора 7, который размещают в теле корпуса 2. При использовании металлополимерных втулок ее наружную несущую часть изготавливают из углеродистой стали, например ст.45, а внутреннюю часть - из триботехнического полимерного материала, состав которого аналогичен составу материалов для изготовления полимерных втулок. Формирование внутренней части втулки возможно осуществлять разными технологическими приемами литьем под давлением в формах применением псевдожиженного слоя порошкообразного полимерного материала напылением суспензии твердосмазочного компонента полимерной матрицы заливкой суспензии композиционного материала на основе сшивающегося олигомера в металлическую обойму с последующим центрованием. При любых технологических методах формирования внутреннего слоя металлополимерной втулки целесообразно осуществлять активацию поверхности металлической заготовки, например, пескоструйной обработкой, обработкой абразивным инструментом,фосфатированием, обработкой растворами праймеров и т.п. Толщина внутреннего слоя триботехнического полимерного материала в металлополимерной втулке составляет 0,10,5 Н, где Н - толщина металлической втулки. Такая толщина внутреннего слоя обусловливает оптимальные триботехнические и деформационно-прочностные характеристики как металлополимерной втулки, так и трибосопряжения торцевая часть конической шестерни - втулка. Ниже представлены примеры конкретного выполнения втулок. Пример 1. Втулку из полимерного (композиционного) триботехнического материала согласно фиг. 2 изготавливали методом литья под давлением из триботехнического композицион 4 82382012.06.30 ного материала УПА 6-20, содержащего 20 мас.углеграфитового волокна Вискум. Материал изготавливают на ОАО Светлогорское химволокно. Втулку фиксируют в гнезде фланца 1 по прессовой посадке. Зазор в сопряжении втулка - торцевая часть приводной конической шестерни в соответствии с технической документацией устанавливали подбором посадочных размеров втулки с помощью технологической оснастки или механической обработкой одной из деталей сопряжения - втулки или торца шестерни. При сборке токарного патрона на сопряженные поверхности целесообразно наносить пластичную смазку типа Литол-24, Циатим-201 или композиции на их основе, содержащие сухие смазки, например коллоидный графит С-1, ультрадисперсный политетрафторэтилен и т.п. Втулки из триботехнического композиционного материала УПА 6-20 использованы для композиции токарных патронов 3-250.35.01.000, выпускаемых РУП БелТАПАЗ. Пример 2. Металлополимерную втулку согласно фиг. 3 изготавливали в виде металлополимерной детали, состоящей из металлической наружной части и внутренней части из полимерного триботехнического материала. Наружную втулку изготавливали точением из трубной заготовки 429 ГОСТ 873475. В 20 ГОСТ 873374 Внутреннюю часть металлической втулки активировали игольчатой фрезой в течение 3 мин. Активированную заготовку нагревали до температуры 220 С, окунали в псевдожиженый слой полимера ПА 11 и выдерживали в течение 1 мин. Полученную металлическую втулку охлаждали до температуры 255 С на спокойном воздухе. Толщина полимерного триботехнического слоя в металлополимерной втулке составляет 1 мм. Соотношение толщины полимерного триботехнического слоя и металлического несущего слоя в металлополимерной втулке составляет 17. После запрессовки металлополимерной втулки в гнездо фланца 1 токарного патрона зазор в сопряжении втулка - торцевая часть конической шестерни обеспечивается путем обработки разверткой. При сборке узла привода токарного патрона использовали порошкообразный ультрадисперсный порошок политетрафторэтилена марки Форум. Металлополимерные втулки использовали для комплектации токарных патронов 3-250.35.01.00,выпускаемых РУП БелТАПАЗ. Независимо от состава композиционного триботехнического материала и конструкции металлополимерной втулки обеспечивается эффект повышения износостойкости сопряжения втулка - торцевая часть конической шестерни и уменьшается вероятность его заклинивания, что приводит к увеличению технического ресурса токарного патрона в сборе. Таким образом, заявляемое техническое решение обеспечивает следующие преимущества по сравнению с прототипом снижается коэффициент трения в сопряжении при одновременном повышении его износостойкости уменьшается негативное воздействие на износ сопряжения дисперсных частиц, образующихся при обработке заготовок, вследствие их внедрения в поверхностный слой полимерного или металлополимерного подшипника полностью устраняется вероятность клинения в сопряжении втулка - торцевая часть конической шестерни снижается стоимость втулки вследствие ликвидации операций по ее механической обработке и химико-термической обработке (цементации). Таким образом, достигается решение задачи, поставленной полезной моделью. Практическую апробацию заявленного технического решения в соответствии с полезной моделью осуществляли на РУП БелТАПАЗ в токарных патронах модели 5 82382012.06.30 3-160.05.01.000. Стендовые и натурные испытания, а также практический опыт эксплуатации опытной партии токарных патронов, изготовленных в соответствии с полезной моделью, свидетельствуют о высокой эффективности и целесообразности ее промышленного внедрения. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B23B 31/00
Метки: самоцентрирующийся, патрон, токарный
Код ссылки
<a href="https://by.patents.su/6-u8238-samocentriruyushhijjsya-tokarnyjj-patron.html" rel="bookmark" title="База патентов Беларуси">Самоцентрирующийся токарный патрон</a>
Самоцентрирующий токарный патрон
Номер патента: U 3335
Опубликовано: 28.02.2007
Авторы: Бобко Георгий Аркадьевич, Плехов Виктор Владимирович, Цехан Владимир Николаевич, Бабко Лев Владимирович, Шагойка Григорий Антонович, Макарчиков Владимир Федорович
МПК: B23B 31/02
Метки: токарный, патрон, самоцентрирующий
Текст:
...к изменениям размеров, связанным с производственными допусками. Например, несоблюдение допуска посадочных размеров под шпонку (провал паза при изготовлении свыше допустимого предела) ускоряет ее износ, а стало быть повышает вероятность отказа устройства фиксации.Задачей, на решение которой направлена полезная модель, является выполнение устройства фиксации шестерен относительно нечувствительным к изменениям размеров, связанным с...
Самоцентрирующий токарный патрон
Номер патента: U 4025
Опубликовано: 30.12.2007
Авторы: Цехан Владимир Николаевич, Плехов Виктор Владимирович, Шагойка Григорий Антонович, Бабко Лев Владимирович, Макарчиков Владимир Федорович
МПК: B23B 31/02
Метки: самоцентрирующий, токарный, патрон
Текст:
...разъемный корпус, в радиальных гнездах которого расположены фиксируемые в осевом направлении приводные конические шестерни, кинематически связанные с зажимными кулачками посредством снабженного зубчатым венцом спирального диска. Плоскость разъема корпуса смещена относительно осей приводных конических шестерен. Гнезда выполнены в задней части корпуса, и в них установлены втулки для шестерен, надетые со стороны большего диаметра на концы...
Патрон токарный со встроенным пневмоцилиндром

Номер патента: U 2920
Опубликовано: 30.08.2006
Автор: Беляцкий Леонид Владимирович
МПК: B23B 31/00
Метки: пневмоцилиндром, патрон, токарный, встроенным
Текст:
...полезной модели. Задачей создания заявляемой полезной модели патрона токарного со встроенным пневмоцилиндром является упрощение конструкции и снижение трудоемкости изготовления. Указанная задача достигается тем, что патрон токарный, состоящий из корпуса, фланца, поршня, штока, основного кулачка, деблокирующего обратного клапана, направляющей втулки, коллектора, смонтированного на передней бабке станка через дистанционную консоль и не...
Трехкулачковый сверлильный патрон
Номер патента: U 684
Опубликовано: 30.09.2002
Авторы: Ковалев Алексей Александрович, Чемисов Борисо Павлович, Малухин Геннадий Михайлович
МПК: B23B 31/02
Метки: сверлильный, патрон, трехкулачковый
Текст:
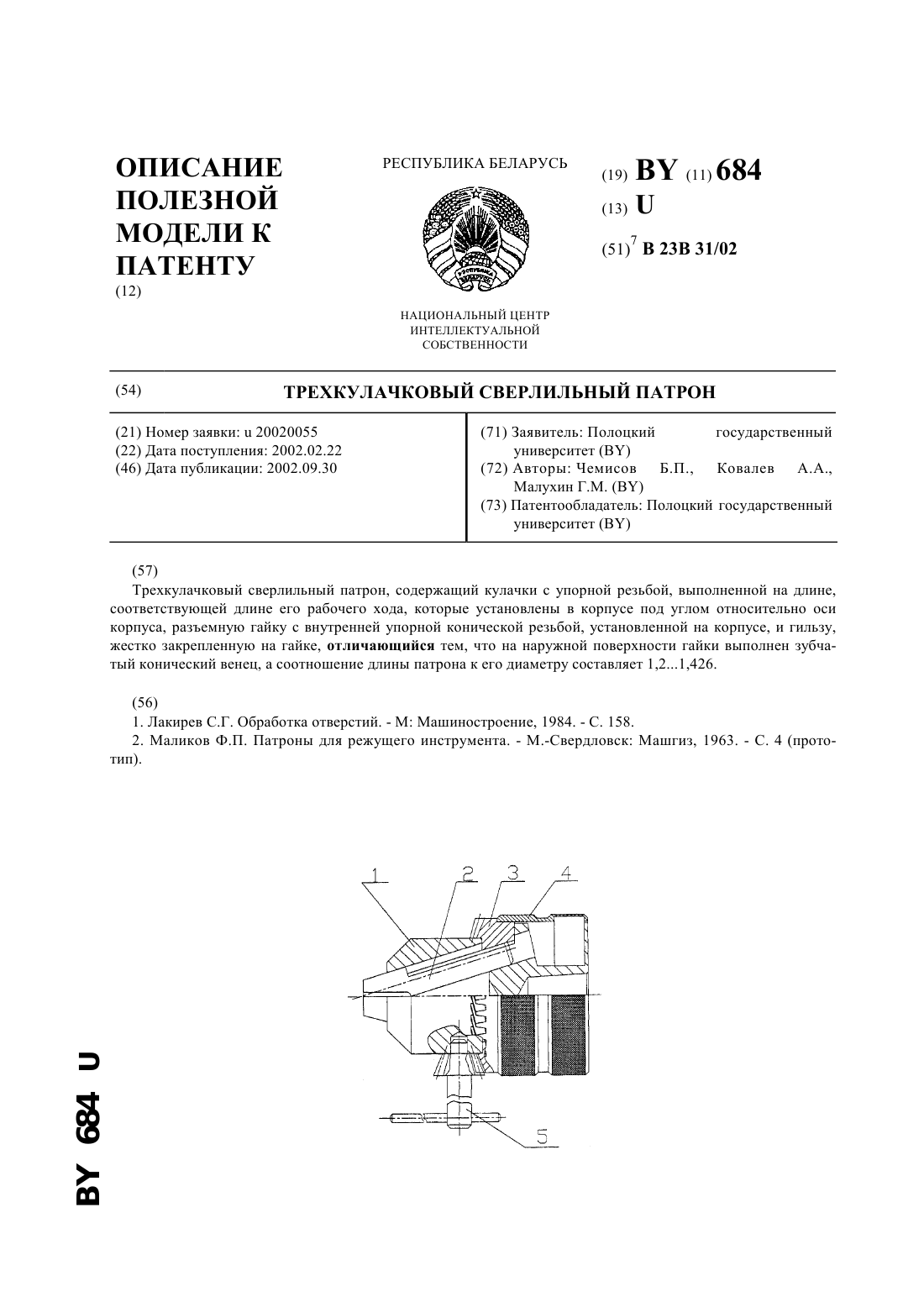
...необходимостью изготовления гильзы с коническим зубчатым венцом. Задача полезной модели - снижение металлоемкости конструкции и повышение технологичности конструкции. Поставленная задача достигается тем, что в трехкулачковом сверлильном патроне, содержащем кулачки с упорной резьбой, выполненной на длине, соответствующей длине его рабочего хода, которые установлены в корпусе под углом относительно оси корпуса, разъемную гайку с внутренней...
Трехкулачковый сверлильный патрон
Номер патента: U 1440
Опубликовано: 30.06.2004
Авторы: Ковалев Алексей Александрович, Басинюк Владимир Леонидович, Чемисов Борис Павлович
МПК: B23B 31/02
Метки: сверлильный, трехкулачковый, патрон
Текст:
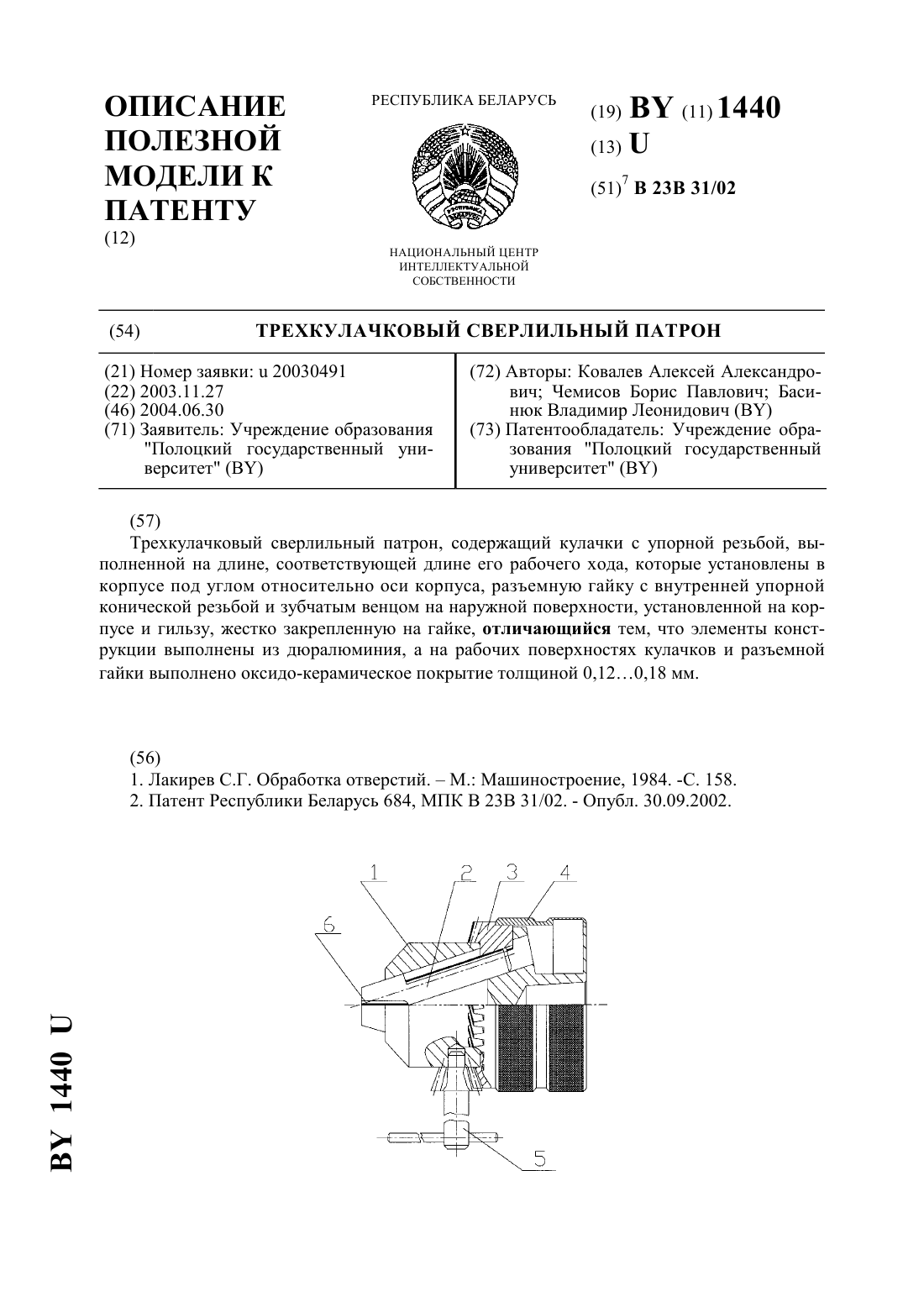
...получаемого отверстия. Низкая долговечность рабочих поверхностей элементов конструкции снижает эксплуатационные качества патрона. Задача полезной модели - снижение веса конструкции, повышение точности получаемого отверстия и увеличение долговечности рабочих поверхностей элементов конструкции. Поставленная задача достигается тем, что в трехкулачковом сверлильном патроне, содержащем кулачки с упорной резьбой, выполненной на длине,...
Предыдущий патент: Мембранный регулятор давления воды
Следующий патент: Устройство для уплотнения грунта в забое буронабивных свай
Случайный патент: Винтозабивная свая