Заготовка бутылки и венчик горловой части заготовки
Текст
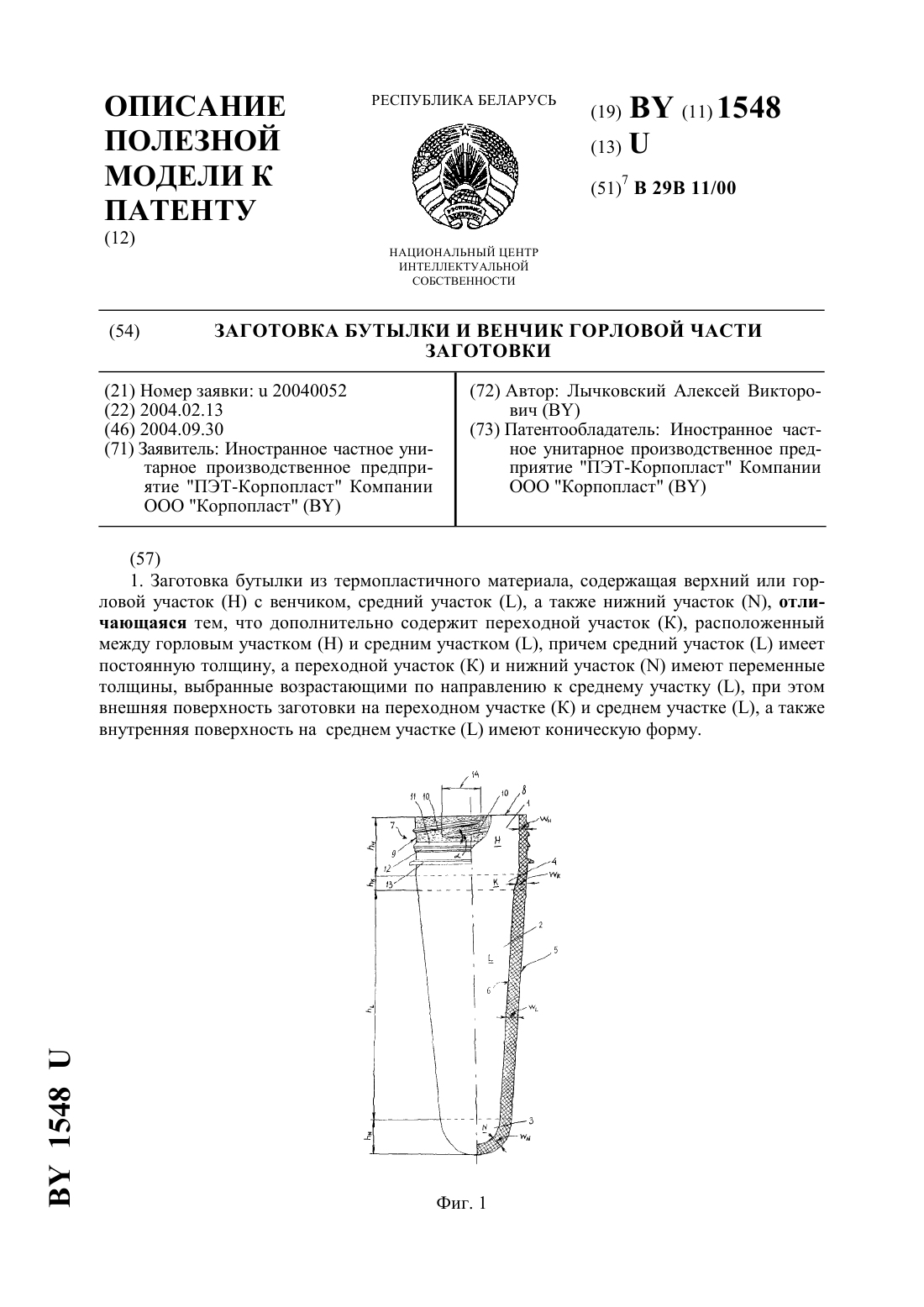
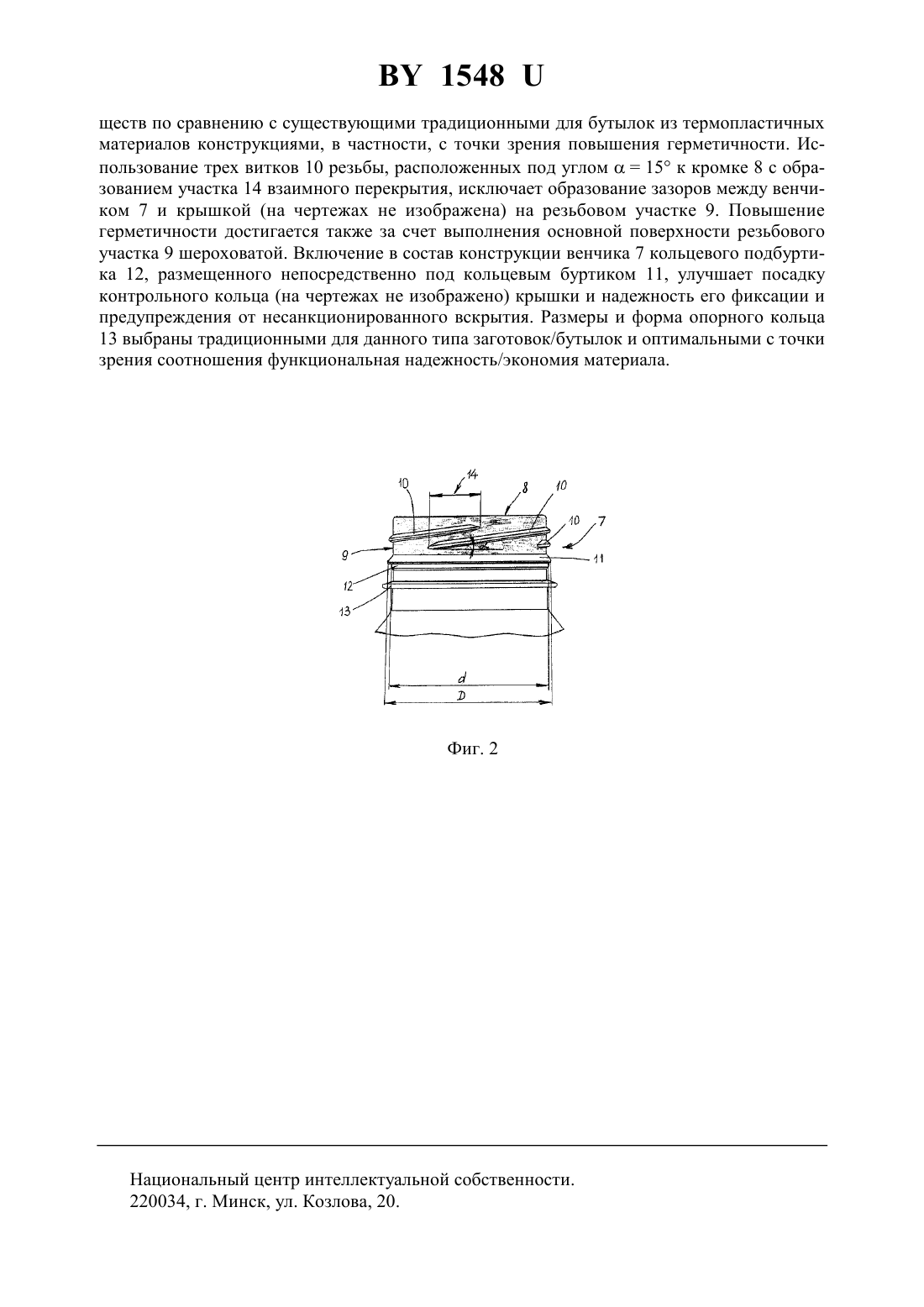
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЗАГОТОВКА БУТЫЛКИ И ВЕНЧИК ГОРЛОВОЙ ЧАСТИ ЗАГОТОВКИ(71) Заявитель Иностранное частное унитарное производственное предприятие ПЭТ-Корпопласт Компании ООО Корпопласт(72) Автор Лычковский Алексей Викторович(73) Патентообладатель Иностранное частное унитарное производственное предприятие ПЭТ-Корпопласт Компании ООО Корпопласт(57) 1. Заготовка бутылки из термопластичного материала, содержащая верхний или горловой участок (Н) с венчиком, средний участок , а также нижний участок , отличающаяся тем, что дополнительно содержит переходной участок (К), расположенный между горловым участком (Н) и средним участком , причем средний участокимеет постоянную толщину, а переходной участок (К) и нижний участокимеют переменные толщины, выбранные возрастающими по направлению к среднему участку , при этом внешняя поверхность заготовки на переходном участке (К) и среднем участке , а также внутренняя поверхность на среднем участкеимеют коническую форму. 15482. Заготовка по п. 1, отличающаяся тем, что соотношение высот верхнего, переходного, среднего и нижнего участков выбрано в диапазоне 0,32-0,360,27-0,3110,18-0,22. 3. Венчик горловой части заготовки, содержащий кромку, резьбовой участок свитками резьбы, где- целое число, расположенными под угломк кромке с возможностью формирования участка взаимного перекрытия между двумя соседними витками резьбы,кольцевой буртик и опорное кольцо, отличающаяся тем, что дополнительно содержит кольцевой подбуртик, размещенный ниже кольцевого буртика,3,15, причем резьбовой участок выполнен шероховатым, а длина участка взаимного перекрытия соседних витков резьбы составляет от 5 до 7 мм. 4. Венчик по п. 3, отличающаяся тем, что соотношение диаметров кольцевого буртика и кольцевого подбуртика выбрано в диапазоне 10,93-0,97.(56) 1. Патент 2217308 2, опубл. 27.11.2003 г. 2. Патент 2174465 2, опубл. 10.10.2001 г. 3. Межгосударственный стандарт ГОСТ 10117.2-2001. Бутылки стеклянные для пищевых жидкостей. Типы, параметры и основные размеры, с. 20, рис. 53. Полезная модель относится к преформе (заготовке) емкости из термопластичного материала, в частности полиэтилентерефталата (ПЭТ), предназначенной для изготовления из нее в промышленных масштабах емкости в виде бутылки для заполнения жидкостями, которые могут иметь высокую температуру и/или быть газированными. Полезная модель относится также к конструкции венчика горловой части заготовки. Анализ технологии производства тары, в частности бутылок, из термопластичных материалов показывает, что, традиционно, их получают путем раздува в формы предварительно изготовленных заготовок. При этом улучшение характеристик качества готовых бутылок может быть достигнуто не только путем усовершенствования как технологического процесса в целом, так и отдельных технологических операций и/или модернизации технологического оборудования, и/или улучшения характеристик материалов, но и путем усовершенствования формы и параметров заготовки. Специалистам в данной области известно, что форма и параметры заготовки зависят от ряда факторов, среди которых способ изготовления заготовки, способ последующего формования раздувом бутылки из заготовки, назначение готовой бутылки (для розлива жидкостей, имеющих высокую температуру, для розлива газированных жидкостей и т.д.),способ укупорки бутылки, способ использования бутылки (для одноразового или многоразового использования с возможностью проведения мойки, санитарной обработки и т.п.) и т.д. Как правило, заготовки условно можно разделить на следующие участки верхний или горловой, включающий венчик, средний участок, который при раздуве формирует боковые стенки корпуса бутылки, и нижний участок, который при раздуве формирует донную часть корпуса бутылки. При этом, как правило, верхний или горловой участок заготовки, в том числе венчик, уже имеют форму и размеры соответствующего участка готовой бутылки, т.е. в процессе изготовления бутылки раздувом из заготовки они не подвергаются деформации. Таким образом, особое внимание при разработке заготовок необходимо уделять правильному выбору геометрии и размеров участков (среднему и нижнему), которые в процессе раздува подвергаются деформации. В качестве простейшей известна заготовка, выполненная в виде цилиндрической пробирки со сформованным горловым участком, толщины стенок которой в области среднего участка и нижнего участка являются постоянной величиной 1. Равная толщина среднего и нижнего участков при дальнейшем раздуве усложняет получение готовой бутылки с за 2 1548 данными параметрами, поскольку различные участки заготовки испытывают различное давление и подвергаются, тем самым различной деформации. Наиболее близкой к заявляемой заготовке является заготовка, включающая верхний или горловой участок с венчиком, средний участок и нижний участок 2. Заготовка имеет, в основном, цилиндрическую форму. Однако на нижнем подучастке среднего участка заготовка приобретает форму конуса. Такое усложнение формы было выполнено для обеспечения оптимального распределения материала, в частности донной части бутылки,путем дифференцированного распределения толщины стенок бутылки, через дифференцированное распределение толщины стенок, заложенное уже в заготовке. Из заготовки описанного типа могут быть получены бутылки различной формы, в том числе с различной формой донной части. Однако такая заготовка достаточно трудоемка в изготовлении и требует достаточно сложных теоретических расчетов для определения оптимальных формы и размеров отдельных участков, а также оптимальных соотношений между размерами отдельных участков. Кроме того, требует усовершенствования форма перехода от уже сформованного верхнего не подвергающегося деформации участка к среднему участку. Каждая из упомянутых выше заготовок, а также все другие известные заготовки имеют сформованную горловую часть с венчиком определенной конструкции. Наиболее близким к заявляемому является венчик, который является традиционным для стеклянных бутылок с винтовой горловиной 3. Венчик содержит кромку, резьбовой участок с двумя витками резьбы, расположенными под углом к кромке, кольцевой буртик и опорное кольцо. Витки резьбы выполнены таким образом, что формируют участки взаимного перекрытия между собой. Описанная конструкция обеспечивает возможность надежной герметизации бутылки. Однако изготовление венчика такой конструкции в заготовках бутылок из термопластичных материалов типа полиэтилентерефталата требует определенного усовершенствования конструкции. Задачей настоящей полезной модели является создание заготовки бутылки с усовершенствованной универсальной формой. При этом заготовка должна обеспечивать получение посредством раздува бутылки определенных типоразмеров, заданной формы и с заданной толщиной стенок на различных участках при условии снижения затрат на изготовление заготовки, в том числе за счет снижения затрат на разработку и изготовление литьевой формы, а также оптимизации расхода материала. При этом должна обеспечиваться упрощенная выемка заготовки из литьевой формы, а также возможность надежной герметизации бутылки после розлива в нее соответствующих жидкостей. Задачей настоящей полезной модели является также создание венчика горловой части заготовки, обеспечивающего упрощение выемки заготовки из литьевой формы, а также повышение герметичности укупорки бутылки, получаемой раздувом из заготовки. Поставленная задача решается заготовкой бутылки из термопластичного материала,содержащей верхний или горловой участок (Н) с венчиком, средний участок , а также нижний участок , за счет того, что дополнительно содержит переходной участок (К),расположенный между горловым участком (Н) и средним участком , причем средний участокимеет постоянную толщину, а переходной участок (К) и нижний участокимеют переменные толщины, выбранные возрастающими по направлению к среднему участку , при этом внешняя поверхность заготовки на переходном участке (К) и среднем участке , а также внутренняя поверхность на среднем участкеимеют коническую форму. Наличие дополнительного переходного участка К обеспечивает более простое и точное формование корпуса бутылки и перехода от горловой части к корпусу бутылки без деформации горлового участка Н. При этом распределение толщин по высоте переходного участка К и нижнего участкас возрастанием толщины по направлению к среднему участкуобеспечивает наиболее оптимальное распределение материала заготовки на участках, подвергаемых при раздуве максимальным деформациям. 3 1548 Исходя из результатов практических разработок, в том числе анализа уже существующих, и руководствуясь очевидным соображением, что для бутылки каждого типа необходима специальная заготовка, был проведен ряд работ по определению идеального профиля распределения толщины стенок заготовки как на отдельных участках, так и в пределах одного участка (в случае переменной толщины на этом участке). Было определено, что наиболее предпочтительным является соотношение высот верхнего, переходного, среднего и нижнего участков, выбранное в диапазоне 0,32-0,36 0,270,3110,18-0,22. Поставленная задача решается также венчиком горловой части заготовки, содержащим кромку, резьбовой участок свитками резьбы, где- целое число, расположенными под угломк кромке с возможностью формирования участка взаимного перекрытия между двумя соседними витками резьбы, кольцевой буртик и опорное кольцо, за счет того,что венчик дополнительно содержит кольцевой подбуртик, размещенный ниже кольцевого буртика,3,15, причем резьбовой участок выполнен шероховатым, а длина участка взаимного перекрытия соседних витков резьбы составляет от 5 до 7 мм. Наиболее предпочтительной является такая форма выполнения венчика, когда соотношение диаметров кольцевого буртика и кольцевого подбуртика составляет 10,93-0,97. Указанные выше значения параметров и соотношения размеров были получены, как наиболее оптимальные с точки зрения достижения заявленных технических результатов, в ходе опытно-конструкторских работ с применением теоретических расчетов и последующими экспериментальными проверками. При этом особенно существенным, с точки зрения автора, является возможность применения заявленных соотношений для изготовления заготовок бутылок различных типоразмеров с получением одинаково высоких результатов по качеству. Далее достоинства и преимущества заявляемой полезной модели будут пояснены на неограничивающем примере одной из возможных реализаций как заготовки в целом, так и венчика, со ссылкой на позиции фигур чертежей, на которых на фиг. 1 схематично изображен вид спереди с частичным разрезом предпочтительных форм реализации заявляемых заготовки и венчика на фиг. 2 схематично изображен фрагмент готовой бутылки с венчиком. На фиг. 1 условные границы между участками обозначены штриховыми линиями. Зона верхнего участка Н обозначена позицией 1 (далее по тексту верхний участок 1), среднего участка- позицией 2 (далее по тексту средний участок 2), нижнего участка- позицией 3 (далее по тексту нижний участок 3) и переходного участка К - позицией 4 (далее по тексту переходной участок 4). Заготовка в зонах верхнего участка 1, среднего участка 2, нижнего участка 3 и переходного участка 4 имеют соответствующие высоты , , ,и толщины , , ,. Заготовка в целом выполнена в виде тела вращения, образованного внешней и внутренней поверхностями 5 и 6 соответственно. Верхний участок 1 в представленном на чертежах (на фиг. 2 более подробно) примере реализации выполнен в виде резьбовой горловины, включающей венчик 7, содержащий кромку 8, резьбовой участок 9, на котором выполнено три витка 10 резьбы (на фиг. 1 изображены фрагменты только двух витков 10 резьбы), кольцевой буртик 11 диаметром , кольцевой подбуртик 12 диаметроми опорное кольцо 13. Витки 10 резьбы расположены под угломк кромке 8. При этом витки 10 расположены таким образом, что два соседних витка 10 формируют участок 14 взаимного перекрытия. Более подробно конструкция горловой части 1 и, в частности, венчика 7 представлена на фиг. 2, на которой изображены, в том числе, фрагменты всех трех витков 10 резьбы. Фиг. 2 в сравнении с фиг. 1 также дает представление о том, что в процессе последующего производства раздувом бутылки из заявляемой заготовки горловая часть заготовки и, в частности, венчик не подвергаются деформации. 4 1548 В представленном на чертежах примере реализации упомянутые выше переменные параметры длины, толщины и т.п. имеют следующие значения 21,5 мм,62,9 мм,12,6 мм,18 мм, - от 1,3 мм до 1,9 мм,2,8 мм, - от 2,5 мм до 2,8 мм, - от 1,9 мм до 2,8 мм,38,3 мм,36,6 мм,15. С использованием простейших арифметических операций на основании указанных значений параметров заготовки можно получить соотношение высот верхнего, переходного, среднего и нижнего участков, а также соотношение диаметров кольцевого буртика и кольцевого подбуртика. Так, соотношение высот верхнего, переходного, среднего и нижнего участков в данном примере реализации составляет около 0,3420,28610,2, а соотношение диаметров кольцевого буртика и кольцевого подбуртика составляет около 10,956. Наиболее важным моментом для заготовки в процессе формования раздувом является распределение материала в соответствии со схемой распределения толщин бутылки, которое достигается как технологическими приемами (например, дифференциальное распределение температур), так и заданием определенной толщины стенки заготовки в каждой отдельной зоне. Наиболее критическими зонами для предлагаемой заготовки являются зоны перехода от верхнего участка 1 к среднему участку 2 и от среднего участка 2 к нижнему участку 3. В этих зонах перехода, а также на среднем участке 2 и нижнем участке 3 необходимо в процессе формования раздувом предотвратить чрезмерную вытяжку материала, которая, тем самым, снижает толщину стенок. Для формования плечиков бутылки используется переходной участок 4, имеющий переменную толщину, возрастающую по направлению к среднему участку 2, что соответствует распределению деформации в процессе раздува. Донная часть бутылки формируется из нижнего участка 3, который также имеет переменную толщину, возрастающую по направлению к среднему участку 2, что также соответствует распределению деформации при раздуве. Благодаря особенностям предложенной конструкции заготовки, в частности профилю распределения толщин стенок, при формовании раздувом максимальной деформации подвергаются те зоны и участки заготовки, толщина которых больше. Это, в частности, как было упомянуто выше, относится к нижней зоне переходного участка 4, к среднему участку 2 и к верхней зоне нижнего участка 3. Это, с одной стороны, позволяет избежать эффекта истончения стенок готовой бутылки в особо критичных зонах, а с другой стороны, избежать нерационального расхода материала за счет уменьшения толщины на участках и зонах, которые подвержены наименьшей деформации. Переходной участок 4, средний участок 2 и нижний участок 3 формируют внешнюю поверхность 5 и внутреннюю поверхность 6. При этом внешняя поверхность 5 представляет собой линейную коническую поверхность на переходном участке 4 и среднем участке 2 и поверхность в виде полусферы на нижнем участке 3, а внутренняя поверхность 6 представляет собой ломанную коническую поверхность с двумя различными углами конусности на переходном участке 4 и среднем участке 2 и поверхность в виде полусферы на нижнем участке 3. Выше уже упоминалось, что верхний или горловой участок 1 в любой заготовке, в том числе предлагаемой, является окончательно сформованным и в дальнейшем не подвергается деформации. Конструкция предлагаемого венчика 7 также обладает рядом преиму 5 1548 ществ по сравнению с существующими традиционными для бутылок из термопластичных материалов конструкциями, в частности, с точки зрения повышения герметичности. Использование трех витков 10 резьбы, расположенных под углом 15 к кромке 8 с образованием участка 14 взаимного перекрытия, исключает образование зазоров между венчиком 7 и крышкой (на чертежах не изображена) на резьбовом участке 9. Повышение герметичности достигается также за счет выполнения основной поверхности резьбового участка 9 шероховатой. Включение в состав конструкции венчика 7 кольцевого подбуртика 12, размещенного непосредственно под кольцевым буртиком 11, улучшает посадку контрольного кольца (на чертежах не изображено) крышки и надежность его фиксации и предупреждения от несанкционированного вскрытия. Размеры и форма опорного кольца 13 выбраны традиционными для данного типа заготовок/бутылок и оптимальными с точки зрения соотношения функциональная надежность/экономия материала. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B29B 11/00
Метки: заготовка, заготовки, горловой, бутылки, венчик, части
Код ссылки
<a href="https://by.patents.su/6-u1548-zagotovka-butylki-i-venchik-gorlovojj-chasti-zagotovki.html" rel="bookmark" title="База патентов Беларуси">Заготовка бутылки и венчик горловой части заготовки</a>
Покрытие внутренней поверхности трубопровода, способ его нанесения на внутреннюю поверхность трубопровода, двухслойная заготовка указанного покрытия и способ получения этой заготовки
Номер патента: 6094
Опубликовано: 30.06.2004
Авторы: Павлов Евгений Петрович, Храменков Станислав Владимирович, Загорский Владимир Александрович, Асламова Татьяна Валентиновна, Лоскутова Лидия Николаевна, Маряшин Владимир Константинович
МПК: F16L 58/10
Метки: заготовка, внутреннюю, указанного, поверхности, заготовки, покрытие, получения, поверхность, внутренней, трубопровода, нанесения, этой, способ, покрытия, двухслойная
Текст:
...качестве полиорганосилоксана полиметилфенилсилоксан.26. Способ по п. 18, отличающийся тем, что в качестве двух выбранных термопластичных полимеров используют полиэтилен низкой плотности в количестве 5-95 мас. и полипропилен в количестве 4,3-94,7 мас. по отношению к общей массе внутренней обопочки, а в качестве полиорганосилоксана - полифенилсилоксан.27. Способ по п. 18, отличающийся тем, что в качестве двух выбранных термопластичных...
Заготовка из слоистого пластика
Номер патента: 168
Опубликовано: 30.09.1994
Авторы: Дитер Анхойзер, Хубертус Ольбрих, Гюнтер Симон, Карл-Хайнц Гокель, Герхард Крайтлов, Карл-Хайнц Райнхольд
МПК: B65D 17/28, B32B 33/00
Метки: пластика, заготовка, слоистого
Текст:
...обоих покрытий. Надрезы или линии изломав покрытии проиэводятся.известнын методами. для получения надрезов предпочтительны штамповка, резка или сдавливание, или прессование, а для получения лни излома предпочтительны наштамповка перфорирование, локальная химческая обработка или нанесение разрывающихся нитей.Зона жесткости в предлагаемой заготовке из слоистого пластика перекрывает весь участок надреза или линии излома на обеих его...
Обувь и заготовка для обуви
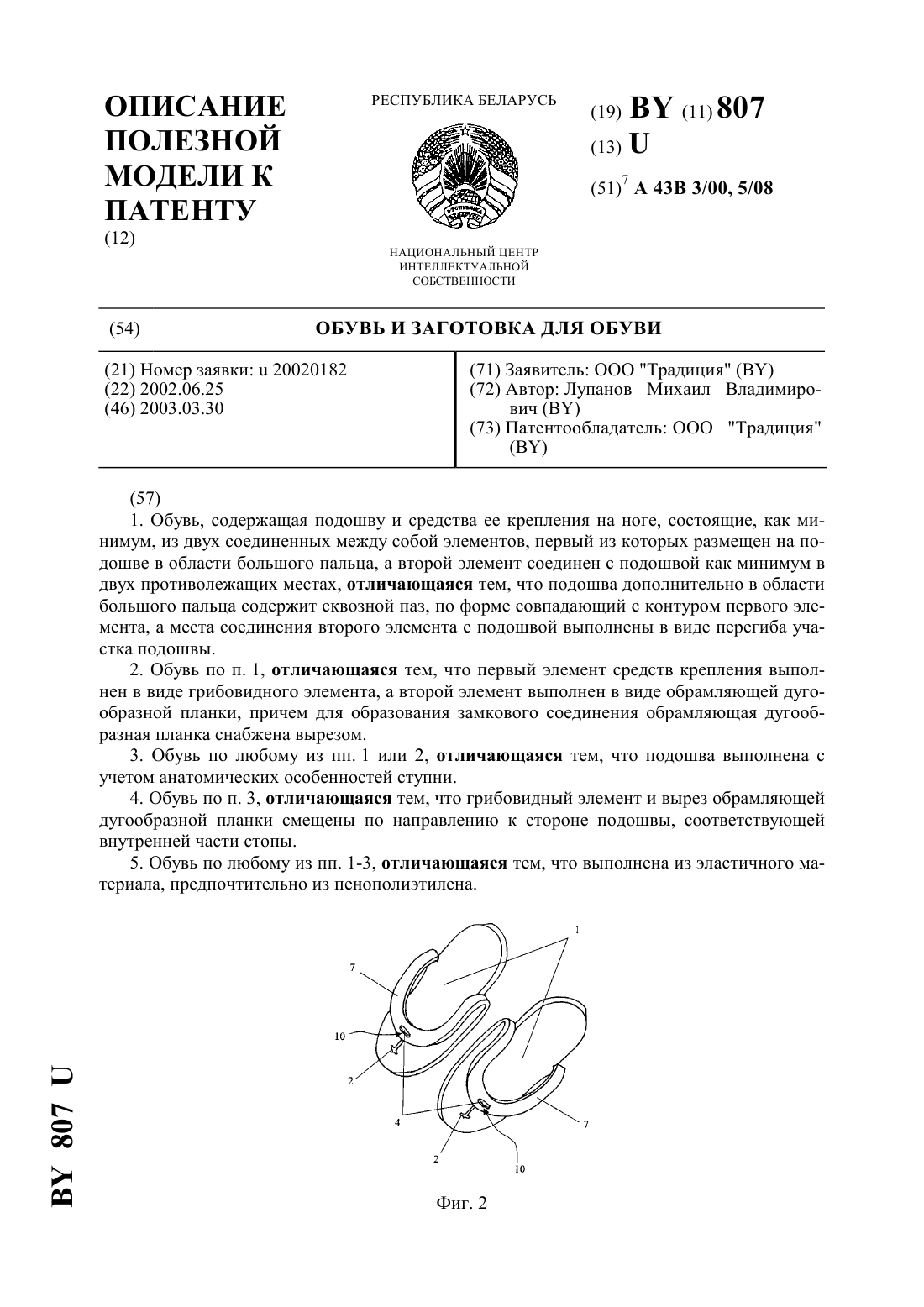
Номер патента: U 807
Опубликовано: 30.03.2003
Автор: Лупанов Михаил Владимирович
Метки: обувь, заготовка, обуви
Текст:
...очередь, увеличивает стоимость готового изделия. Задачей полезной модели является создание простой и технологичной заготовки для обуви, а также самой обуви, обеспечивающей надежную защиту ног, в том числе и с гигиенической точки зрения. Заготовка должна иметь более простую конструкцию. Обувь,выполненная из заготовки, должна иметь повышенную эластичность и обеспечивать более надежное взаимное крепление элементов обуви с образованием...
Заготовка из термопластичной смолы
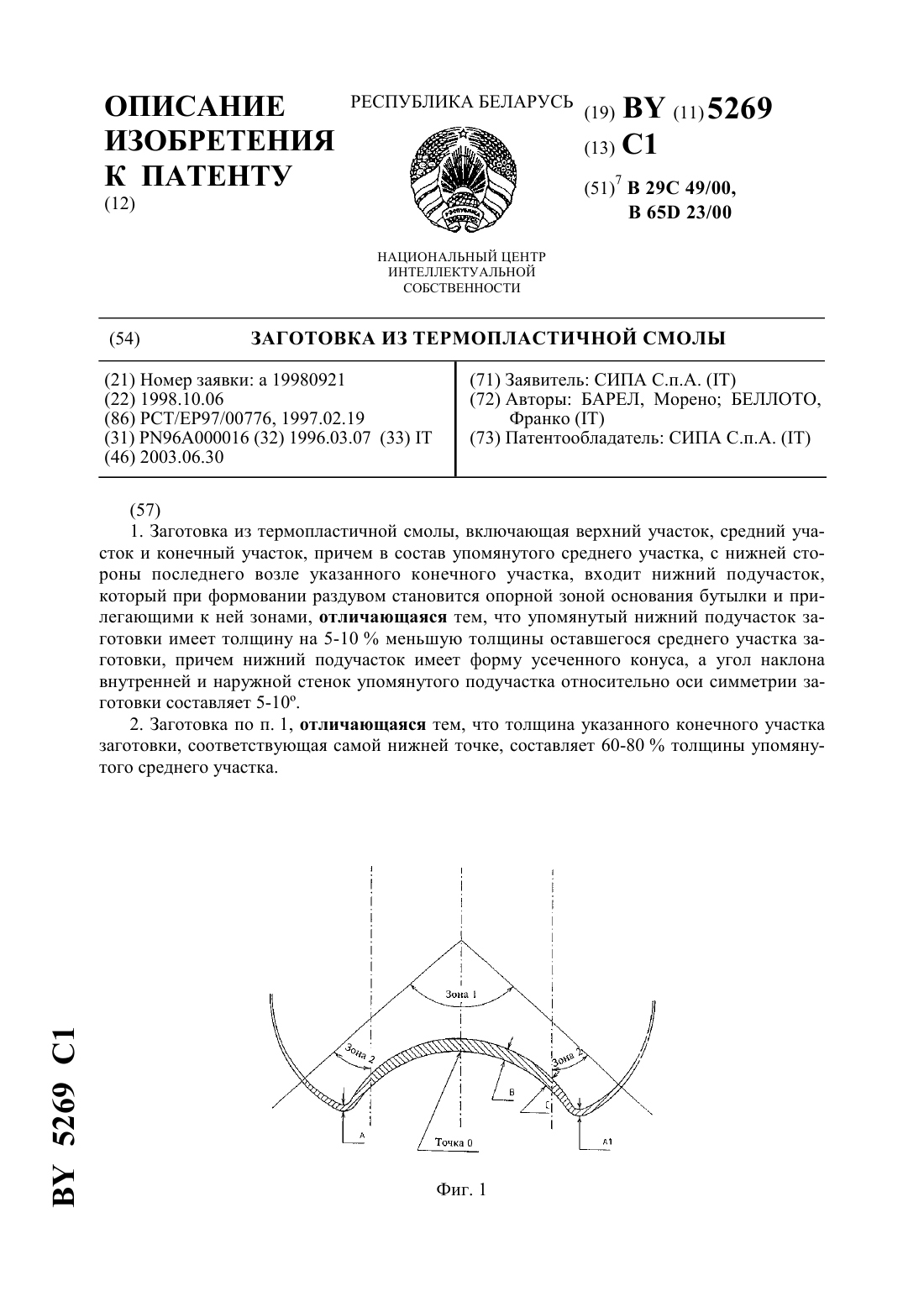
Номер патента: 5269
Опубликовано: 30.06.2003
Авторы: БЕЛЛОТО, Франко, БАРЕЛ, Морено
МПК: B29C 49/00, B65D 23/00
Метки: термопластичной, заготовка, смолы
Текст:
...что даже способ, задуманный для решения этой проблемы, т.е. оптимального сочетания толщины и тепловой обработки, будет полностью различным в двух способах, и это является объяснением того, почему продолжение описания будет разделено на две различные части, относящиеся исключительно к одному из двух упомянутых способов. Заготовка для одностадийных установок и способов. Первой целью, на достижение которой направлено настоящее изобретение,...
Заготовка для гидростатического прессования порошковой проволоки
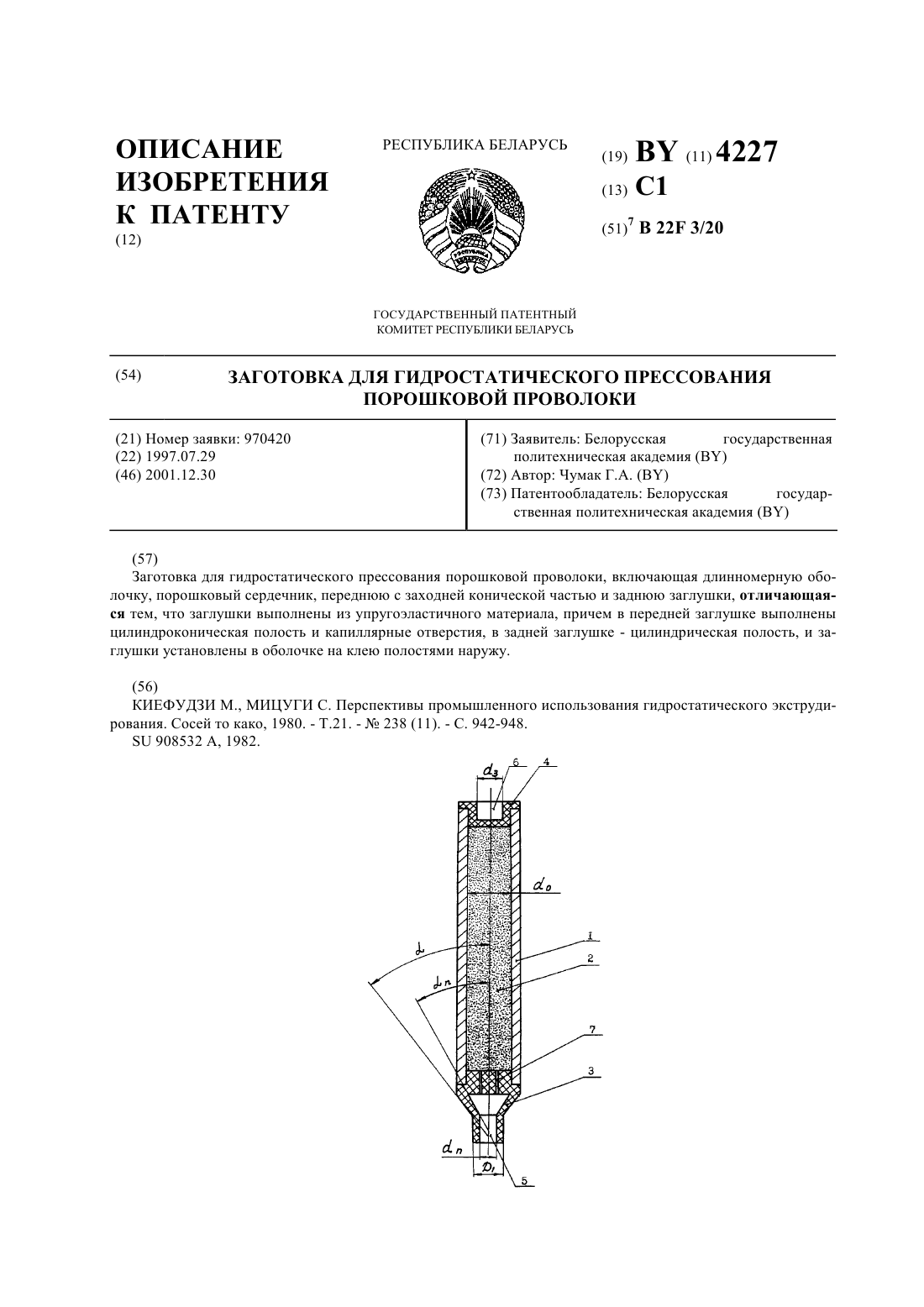
Номер патента: 4227
Опубликовано: 30.12.2001
Автор: Чумак Геннадий Андреевич
МПК: B22F 3/20
Метки: прессования, заготовка, проволоки, порошковой, гидростатического
Текст:
...заготовки в процессе подъема давления и прессования заготовки через матрицу. Наличие цилиндрической полости в задней заглушке дополняет преимущества использования упругоэластичной заглушки, создавая надежнее уплотнение заднего конца заготовки в течение всего процесса, а установка заглушек на клею снимает температурный предел для применяемых порошков. 4227 1 Соотношения диаметра цилиндроконической полостик диаметру центрирующего...
Предыдущий патент: Векторный асинхронный электропривод на основе активных преобразователей
Следующий патент: Заготовка бутылки
Случайный патент: Пресс-форма для изготовления двухсторонних зубчатых ремней