Шнековый пресс-экструдер
Номер патента: U 5522
Опубликовано: 30.08.2009
Авторы: Буцкевич Павел Евгеньевич, Филиппов Владимир Анатольевич
Текст
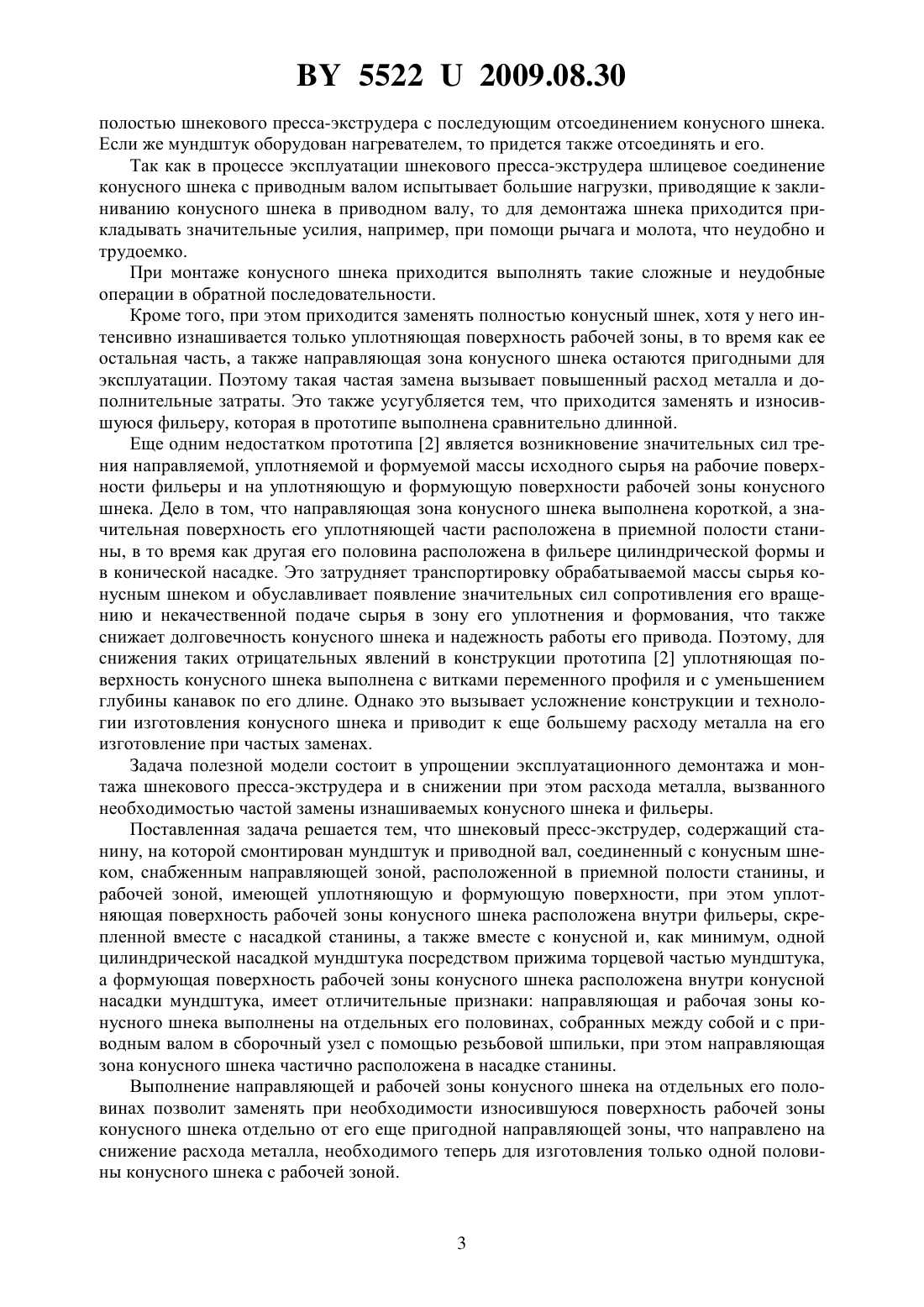
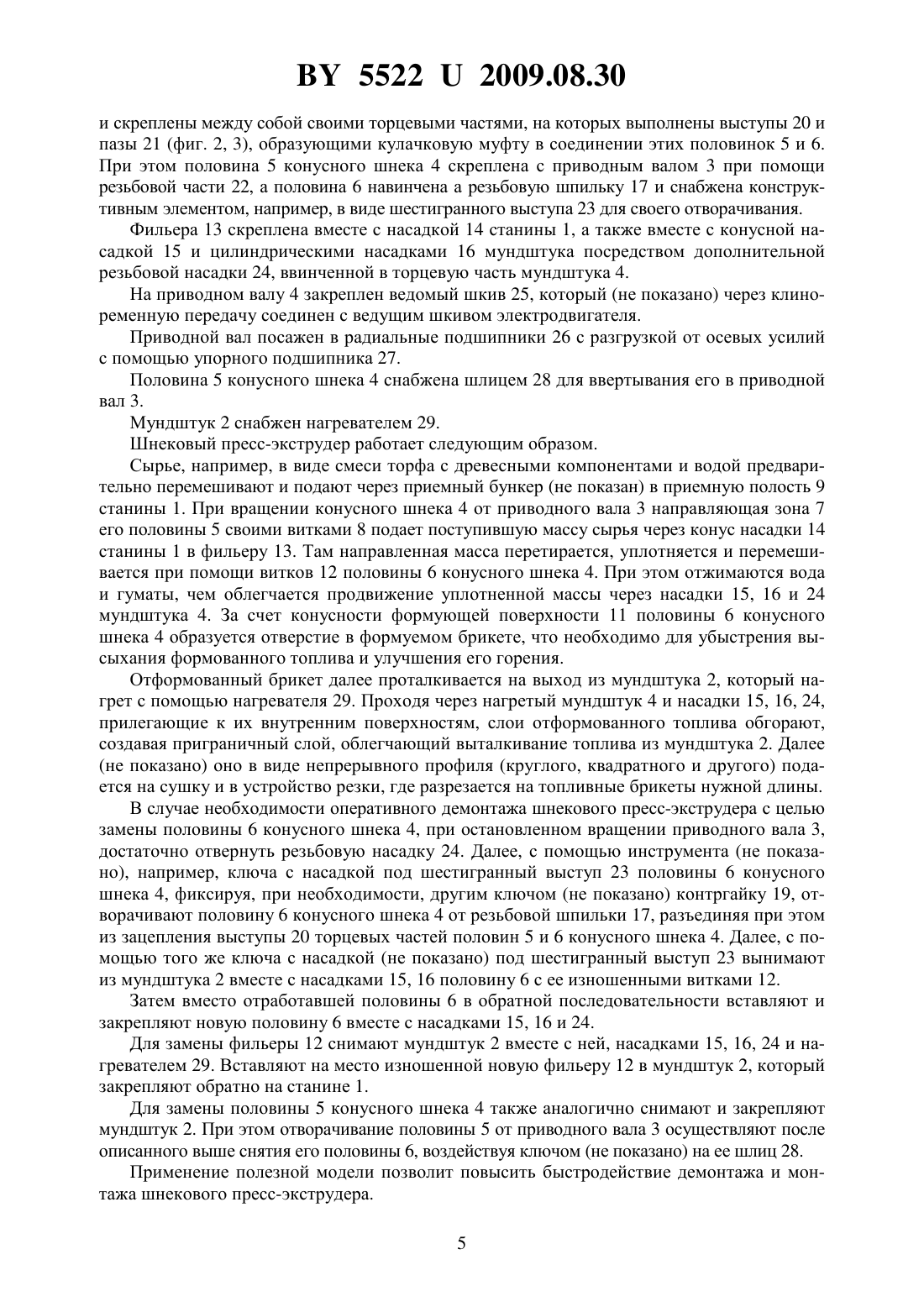
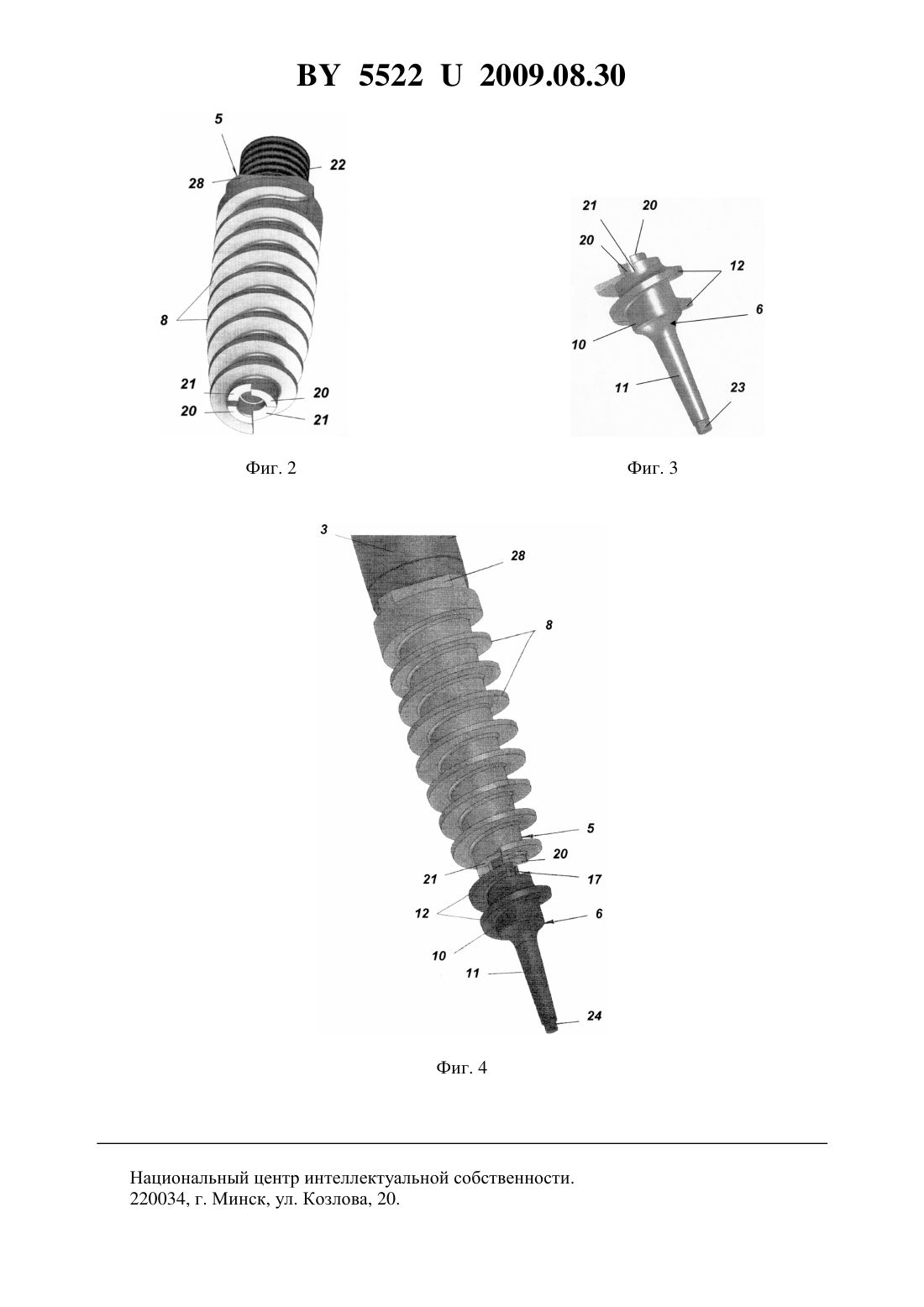
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Общество с ограниченной ответственностью Чистота линий(72) Авторы Филиппов Владимир Анатольевич Буцкевич Павел Евгеньевич(73) Патентообладатель Общество с ограниченной ответственностью Чистота линий(57) 1. Шнековый пресс-экструдер, содержащий станину, на которой смонтированы мундштук и приводной вал, соединенный с конусным шнеком, снабженным направляющей зоной,расположенной в приемной полости станины, и рабочей зоной, имеющей уплотняющую и формующую поверхности, при этом уплотняющая поверхность рабочей зоны конусного шнека расположена внутри фильеры, скрепленной вместе с насадкой станины, а также вместе с конусной и, как минимум, с одной цилиндрической насадкой мундштука посредством прижима торцевой частью мундштука, а формующая поверхность рабочей зоны конусного шнека расположена внутри конусной насадки мундштука, отличающийся тем,что направляющая и рабочая зоны конусного шнека выполнены на отдельных его половинах, собранных между собой и с приводным валом в сборочный узел с помощью резьбовой шпильки, при этом направляющая зона конусного шнека частично расположена в насадке станины. 55222009.08.30 2. Экструдер по п. 1, отличающийся тем, что внутренняя полость насадки станины выполнена под конус. 3. Экструдер по п. 1, отличающийся тем, что направляющая зона конусного шнека,частично расположенная в насадке станины, выполнена под конус. 4. Экструдер по п. 1, отличающийся тем, что формующая поверхность рабочей зоны конусного шнека частично расположена внутри цилиндрической насадки мундштука. 5. Экструдер по п. 1, отличающийся тем, что фильера скреплена вместе с насадкой станины, а также вместе с конусной и цилиндрической насадками мундштука посредством дополнительной резьбовой насадки, ввинченной в резьбовое отверстие конца мундштука. 6. Экструдер по п. 1, отличающийся тем, что отверстие фильеры выполнено под конус. 7. Экструдер по п. 1, отличающийся тем, что половины конусного шнека скреплены между собой своими торцевыми частями, образующими кулачковую муфту в соединении этих половин. 8. Экструдер по п. 7, отличающийся тем, что половина конусного шнека, выполненная с направляющей зоной, скреплена с приводным валом при помощи резьбового соединения, а половина, выполненная с рабочей зоной, скреплена с резьбовой шпилькой и снабжена конструктивным элементом для своего отворачивания.(56) 1. А.с. СССР 614967, МПК В 30 В 11/24, 1978. 2. Патент 2203806, МПК В 30 В 11/24, 2003 (прототип). Полезная модель относится к машиностроению и может быть использована в конструкциях средств, предназначенных для получения топливных брикетов методом прессования, преимущественно из отходов деревообработки и лесопиления (опилок, стружек,дробленки, щепы). Известен шнековый пресс-экструдер 1, содержащий станину, на которой смонтированы приемный бункер и корпус с матричным каналом, мундштуком и шнеком, установленным с возможностью вращения. Недостатками конструкции являются ее сложность и невысокая надежность, а также повышенный расход энергии. Кроме того, при формовании брикетов из массы с включениями возможны поломки из-за заклинивания шнека в матричном канале. Более проще в конструкции и надежнее в эксплуатации шнековый пресс-экструдер 2,содержащий станину, на которой смонтирован мундштук и соединенный с ним посредством шлицев приводной вал, снабженный направляющей зоной, расположенной в приемной полости станины, и рабочей зоной, имеющей уплотняющую и формующую поверхности,при этом уплотняющая поверхность рабочей зоны конусного шнека расположена одновременно в приемной полости станины и внутри фильер станины и мундштука, скрепленных между собой, а также с конической и цилиндрической насадками мундштука посредством упора в торец концевой части мундштука, а формующая поверхность рабочей зоны конусного шнека расположена внутри конусной насадки мундштука. Недостатками прототипа 2 являются неудобство и сложность его монтажа и демонтажа из-за применения шлицевого соединения приводного вала с конусным шнеком. Так как уплотняющая поверхность рабочей зоны конусного шнека быстро изнашивается, что приводит к изменению необходимых зазоров между этой поверхностью с внутренней поверхностью фильеры, то требуется частая разборка и сборка шнекового пресса-экструдера и замена всего его конусного шнека. При этом для этого требуется съем мундштука с фильерой и всеми насадками вала, а также демонтаж приемного бункера над приемной 2 55222009.08.30 полостью шнекового пресса-экструдера с последующим отсоединением конусного шнека. Если же мундштук оборудован нагревателем, то придется также отсоединять и его. Так как в процессе эксплуатации шнекового пресса-экструдера шлицевое соединение конусного шнека с приводным валом испытывает большие нагрузки, приводящие к заклиниванию конусного шнека в приводном валу, то для демонтажа шнека приходится прикладывать значительные усилия, например, при помощи рычага и молота, что неудобно и трудоемко. При монтаже конусного шнека приходится выполнять такие сложные и неудобные операции в обратной последовательности. Кроме того, при этом приходится заменять полностью конусный шнек, хотя у него интенсивно изнашивается только уплотняющая поверхность рабочей зоны, в то время как ее остальная часть, а также направляющая зона конусного шнека остаются пригодными для эксплуатации. Поэтому такая частая замена вызывает повышенный расход металла и дополнительные затраты. Это также усугубляется тем, что приходится заменять и износившуюся фильеру, которая в прототипе выполнена сравнительно длинной. Еще одним недостатком прототипа 2 является возникновение значительных сил трения направляемой, уплотняемой и формуемой массы исходного сырья на рабочие поверхности фильеры и на уплотняющую и формующую поверхности рабочей зоны конусного шнека. Дело в том, что направляющая зона конусного шнека выполнена короткой, а значительная поверхность его уплотняющей части расположена в приемной полости станины, в то время как другая его половина расположена в фильере цилиндрической формы и в конической насадке. Это затрудняет транспортировку обрабатываемой массы сырья конусным шнеком и обуславливает появление значительных сил сопротивления его вращению и некачественной подаче сырья в зону его уплотнения и формования, что также снижает долговечность конусного шнека и надежность работы его привода. Поэтому, для снижения таких отрицательных явлений в конструкции прототипа 2 уплотняющая поверхность конусного шнека выполнена с витками переменного профиля и с уменьшением глубины канавок по его длине. Однако это вызывает усложнение конструкции и технологии изготовления конусного шнека и приводит к еще большему расходу металла на его изготовление при частых заменах. Задача полезной модели состоит в упрощении эксплуатационного демонтажа и монтажа шнекового пресса-экструдера и в снижении при этом расхода металла, вызванного необходимостью частой замены изнашиваемых конусного шнека и фильеры. Поставленная задача решается тем, что шнековый пресс-экструдер, содержащий станину, на которой смонтирован мундштук и приводной вал, соединенный с конусным шнеком, снабженным направляющей зоной, расположенной в приемной полости станины, и рабочей зоной, имеющей уплотняющую и формующую поверхности, при этом уплотняющая поверхность рабочей зоны конусного шнека расположена внутри фильеры, скрепленной вместе с насадкой станины, а также вместе с конусной и, как минимум, одной цилиндрической насадкой мундштука посредством прижима торцевой частью мундштука,а формующая поверхность рабочей зоны конусного шнека расположена внутри конусной насадки мундштука, имеет отличительные признаки направляющая и рабочая зоны конусного шнека выполнены на отдельных его половинах, собранных между собой и с приводным валом в сборочный узел с помощью резьбовой шпильки, при этом направляющая зона конусного шнека частично расположена в насадке станины. Выполнение направляющей и рабочей зоны конусного шнека на отдельных его половинах позволит заменять при необходимости износившуюся поверхность рабочей зоны конусного шнека отдельно от его еще пригодной направляющей зоны, что направлено на снижение расхода металла, необходимого теперь для изготовления только одной половины конусного шнека с рабочей зоной. 55222009.08.30 Создание сборочного узла из половин конусного шнека и приводного вала с помощью резьбовой шпильки позволит упростить эксплуатационный демонтаж и монтаж шнекового пресса-экструдера, а также повысить удобство данных операций, так как появляется возможность обходиться без трудоемкого предварительного отсоединения приемного бункера и съема мундштука, а также неудобного разъединения приводного вала с конусным шнеком. Частичное расположение направляющей зоны конусного шнека в насадке станины направлено на удлинение этой зоны с целью улучшения качества подачи в фильеру поступающего сырья в приемную полость станины. При этом, в сравнении с прототипом 2,укоротится рабочая зона конусного шнека, а так как она выполнена на отдельной его половине, то в этом случае удастся сократить расход металла на изготовление этой половины при частых ее заменах в результате износа уплотняющей и формующей поверхностей рабочей зоны конусного шнека. Вариантами полезной модели, усиливающими вышеупомянутый технический результат, являются нижеследующие отличительные признаки внутренняя полость насадки станины выполнена под конус направляющая зона конусного шнека, частично расположенная в насадке станины,выполнена под конус формующая поверхность рабочей зоны конусного шнека частично расположена внутри цилиндрической насадки мундштука фильера скреплена вместе с насадкой станины, а также вместе с конусной и цилиндрической насадками мундштука посредством дополнительной резьбовой насадки, ввинченной в торцевую часть мундштука отверстие фильеры выполнено под конус половины конусного шнека между собой своими торцевыми частями, образующими кулачковую муфту в соединении этих половинок при этом половина конусного шнека, выполненная с направляющей зоной, скреплена с приводным валом при помощи резьбового соединения, а половина, выполненная с рабочей зоной, скреплена с резьбовой шпилькой и снабжена конструктивным элементом для своего отворачивания. Сущность полезной модели поясняется иллюстрациями. На фиг. 1 показан продольный разрез шнекового пресса-экструдера. На фиг. 2 - общий вид половины конусного шнека, на которой выполнена направляющая зона. На фиг. 3 общий вид половины конусного шнека, на которой выполнена рабочая зона шнека. На фиг. 4 - общий вид перед соединением двух половин конусного шнека, закрепленного в приводном валу. Шнековый пресс-экструдер содержит станину 1, на которой смонтированы мундштук 2 и приводной вал 3, соединенный с конусным шнеком 4. Конусный шнек состоит из двух половин 5 и 6. Половина 5 снабжена направляющей зоной 7 своих витков 8, расположенных в приемной полости 9 станины 1. Половина 6 имеет рабочую зону с уплотняющей и формующей поверхностями 10 и 11. При этом уплотняющая поверхность 10 рабочей зоны конусного шнека 4 своими витками 12 расположена внутри фильеры 13, скрепленной вместе с насадкой 14 станины 1, а также вместе с конусной насадкой 15 и цилиндрическими насадками 16 мундштука 2. Возможен вариант применения одной цилиндрической насадки 16. Отверстие фильеры 12 выполнено под конус. Внутри конусной насадки 15 и частично внутри передней цилиндрической насадки 16 мундштука 4 расположена формующая поверхность 11 рабочей зоны конусного шнека 4,выполненная в виде штыря. Направляющая зона 7 конусного шнека 4 частично выполнена под конус и расположена в насадке 14, внутренняя полость которой выполнена также под конус. Половины 5 и 6 конусного шнека 4 собраны между собой и с приводным валом 3 в сборочный узел (фиг. 4) с помощью резьбовой шпильки 17 (фиг. 1), гайки 18 и контргайки 19 4 55222009.08.30 и скреплены между собой своими торцевыми частями, на которых выполнены выступы 20 и пазы 21 (фиг. 2, 3), образующими кулачковую муфту в соединении этих половинок 5 и 6. При этом половина 5 конусного шнека 4 скреплена с приводным валом 3 при помощи резьбовой части 22, а половина 6 навинчена а резьбовую шпильку 17 и снабжена конструктивным элементом, например, в виде шестигранного выступа 23 для своего отворачивания. Фильера 13 скреплена вместе с насадкой 14 станины 1, а также вместе с конусной насадкой 15 и цилиндрическими насадками 16 мундштука посредством дополнительной резьбовой насадки 24, ввинченной в торцевую часть мундштука 4. На приводном валу 4 закреплен ведомый шкив 25, который (не показано) через клиноременную передачу соединен с ведущим шкивом электродвигателя. Приводной вал посажен в радиальные подшипники 26 с разгрузкой от осевых усилий с помощью упорного подшипника 27. Половина 5 конусного шнека 4 снабжена шлицем 28 для ввертывания его в приводной вал 3. Мундштук 2 снабжен нагревателем 29. Шнековый пресс-экструдер работает следующим образом. Сырье, например, в виде смеси торфа с древесными компонентами и водой предварительно перемешивают и подают через приемный бункер (не показан) в приемную полость 9 станины 1. При вращении конусного шнека 4 от приводного вала 3 направляющая зона 7 его половины 5 своими витками 8 подает поступившую массу сырья через конус насадки 14 станины 1 в фильеру 13. Там направленная масса перетирается, уплотняется и перемешивается при помощи витков 12 половины 6 конусного шнека 4. При этом отжимаются вода и гуматы, чем облегчается продвижение уплотненной массы через насадки 15, 16 и 24 мундштука 4. За счет конусности формующей поверхности 11 половины 6 конусного шнека 4 образуется отверстие в формуемом брикете, что необходимо для убыстрения высыхания формованного топлива и улучшения его горения. Отформованный брикет далее проталкивается на выход из мундштука 2, который нагрет с помощью нагревателя 29. Проходя через нагретый мундштук 4 и насадки 15, 16, 24,прилегающие к их внутренним поверхностям, слои отформованного топлива обгорают,создавая приграничный слой, облегчающий выталкивание топлива из мундштука 2. Далее(не показано) оно в виде непрерывного профиля (круглого, квадратного и другого) подается на сушку и в устройство резки, где разрезается на топливные брикеты нужной длины. В случае необходимости оперативного демонтажа шнекового пресс-экструдера с целью замены половины 6 конусного шнека 4, при остановленном вращении приводного вала 3,достаточно отвернуть резьбовую насадку 24. Далее, с помощью инструмента (не показано), например, ключа с насадкой под шестигранный выступ 23 половины 6 конусного шнека 4, фиксируя, при необходимости, другим ключом (не показано) контргайку 19, отворачивают половину 6 конусного шнека 4 от резьбовой шпильки 17, разъединяя при этом из зацепления выступы 20 торцевых частей половин 5 и 6 конусного шнека 4. Далее, с помощью того же ключа с насадкой (не показано) под шестигранный выступ 23 вынимают из мундштука 2 вместе с насадками 15, 16 половину 6 с ее изношенными витками 12. Затем вместо отработавшей половины 6 в обратной последовательности вставляют и закрепляют новую половину 6 вместе с насадками 15, 16 и 24. Для замены фильеры 12 снимают мундштук 2 вместе с ней, насадками 15, 16, 24 и нагревателем 29. Вставляют на место изношенной новую фильеру 12 в мундштук 2, который закрепляют обратно на станине 1. Для замены половины 5 конусного шнека 4 также аналогично снимают и закрепляют мундштук 2. При этом отворачивание половины 5 от приводного вала 3 осуществляют после описанного выше снятия его половины 6, воздействуя ключом (не показано) на ее шлиц 28. Применение полезной модели позволит повысить быстродействие демонтажа и монтажа шнекового пресс-экструдера. 5 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B30B 11/22
Метки: шнековый, пресс-экструдер
Код ссылки
<a href="https://by.patents.su/6-u5522-shnekovyjj-press-ekstruder.html" rel="bookmark" title="База патентов Беларуси">Шнековый пресс-экструдер</a>
Шнековый пресс
Номер патента: 226
Опубликовано: 30.12.1994
Авторы: Нашкевич И. С., Хозяев В. А., Терентьев А. А., Яцевич Ф. С.
МПК: E21C 49/00
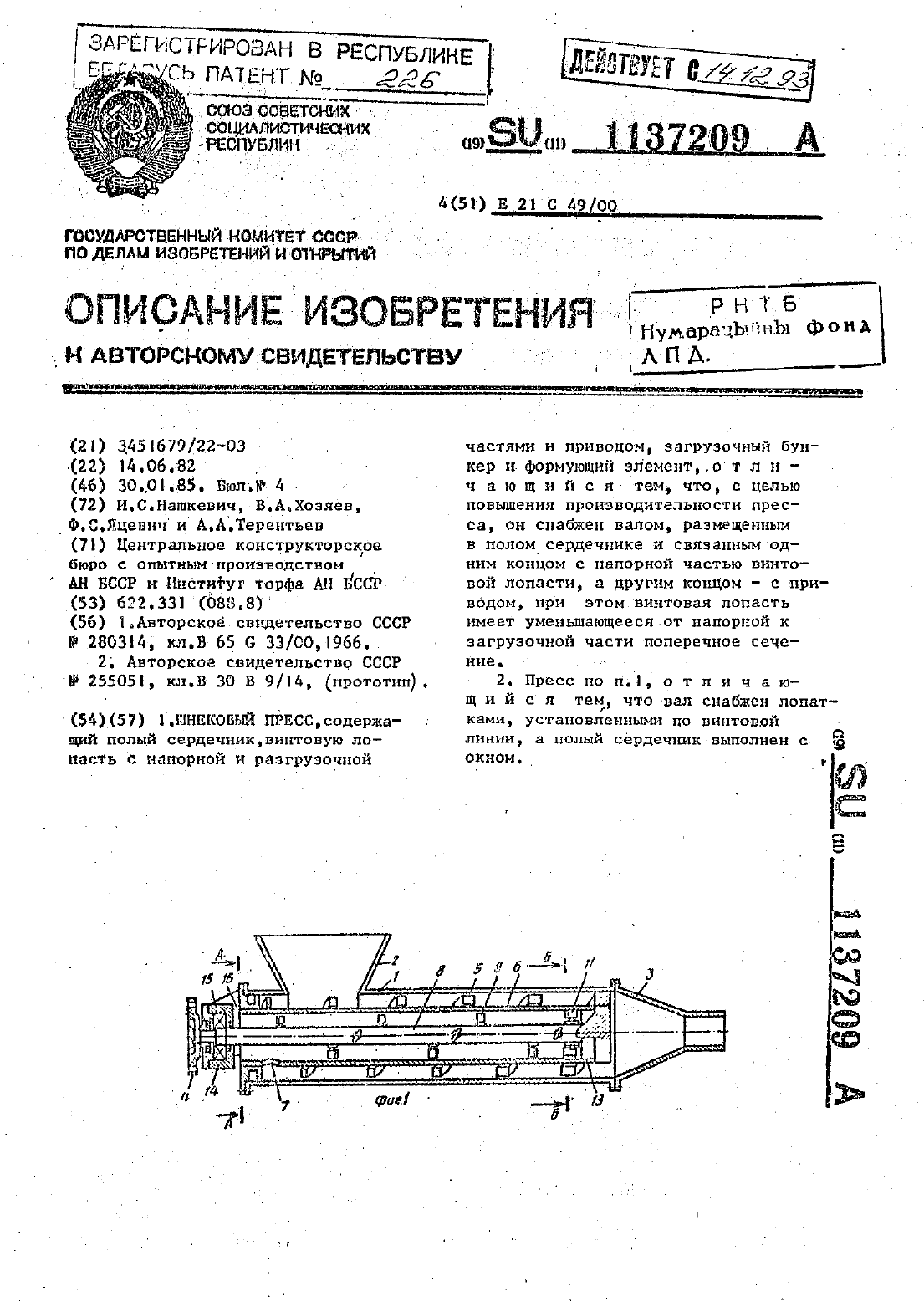
Текст:
...кости при заданных внутреннем н наружном днаметрак он имеет толщину,СОИЗМВРИМУЮ С шагом, ЧТО ПРИВОДИТ перекрытию значительной части винто вого канала, ухудшает условии загрузки и снижает проиэводительностьтПоставленная цель достигается тем, что шиековы пресс для торфасырца, включающий полый сердечник,винтовую лопасть с напорной и разрузочиой частям и приводом, за гРУЗочны бункер И формующий элемеит,.снабжеи валом,...
Шнековый пресс
Номер патента: 658
Опубликовано: 30.06.1995
Автор: Нашкевич И. С.
МПК: B30B 11/24
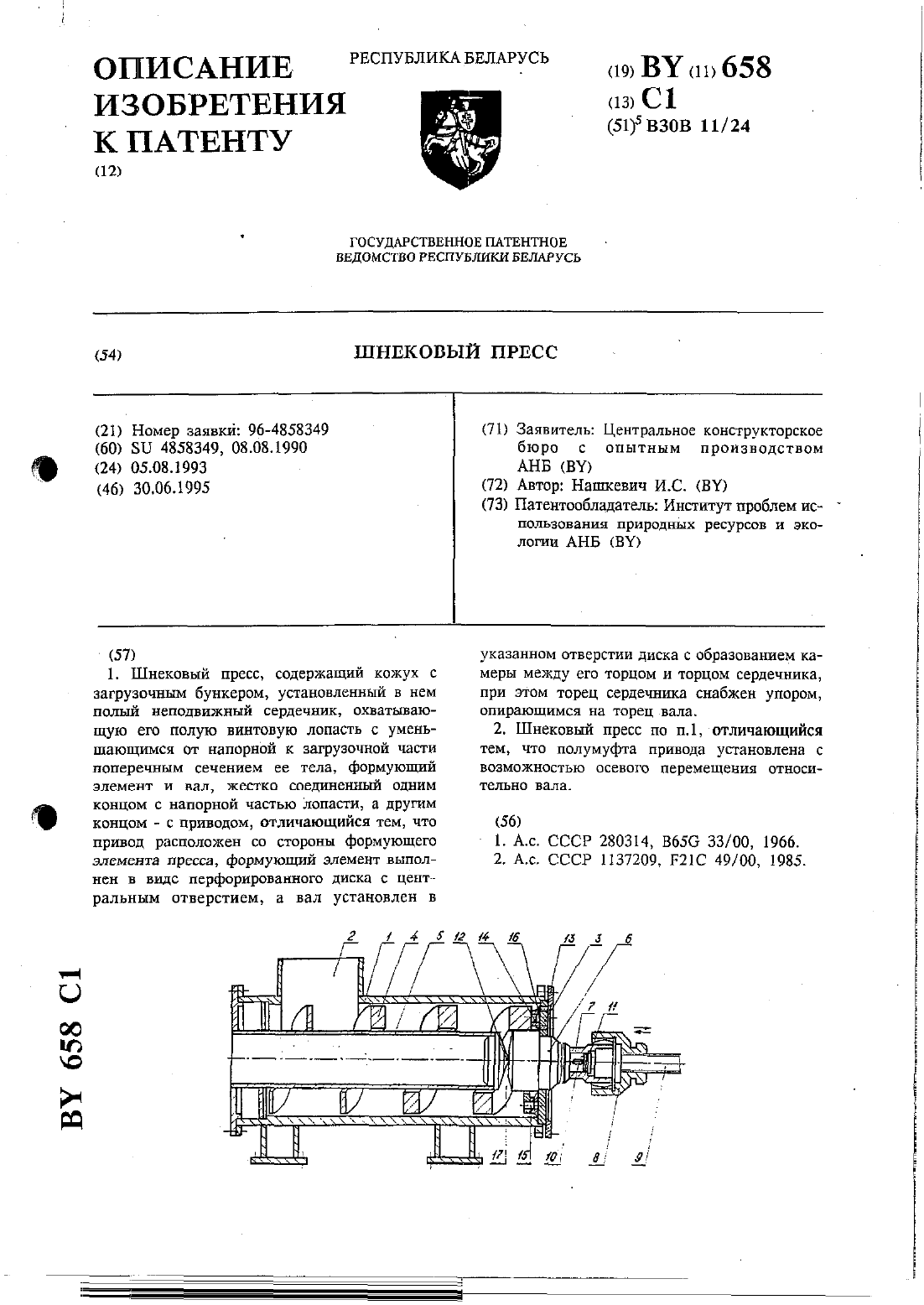
Текст:
...с уменьшающимся от напорной загрузочной части поперечным сечением ее тела, формующий элемент и вал, жестко соединенный одним концом с напорной частью лопасти, а другим концом - с приводом, привод расположен со стороны формующего элемента пресса, формующий элемент выполнен в виде перфорированного диска с центральным отверстием, а вал установлен в указанном отверстии диска с образованием камеры между его торцом и торцом сердечника, при этом...
Экструдер для переработки полимерных материалов
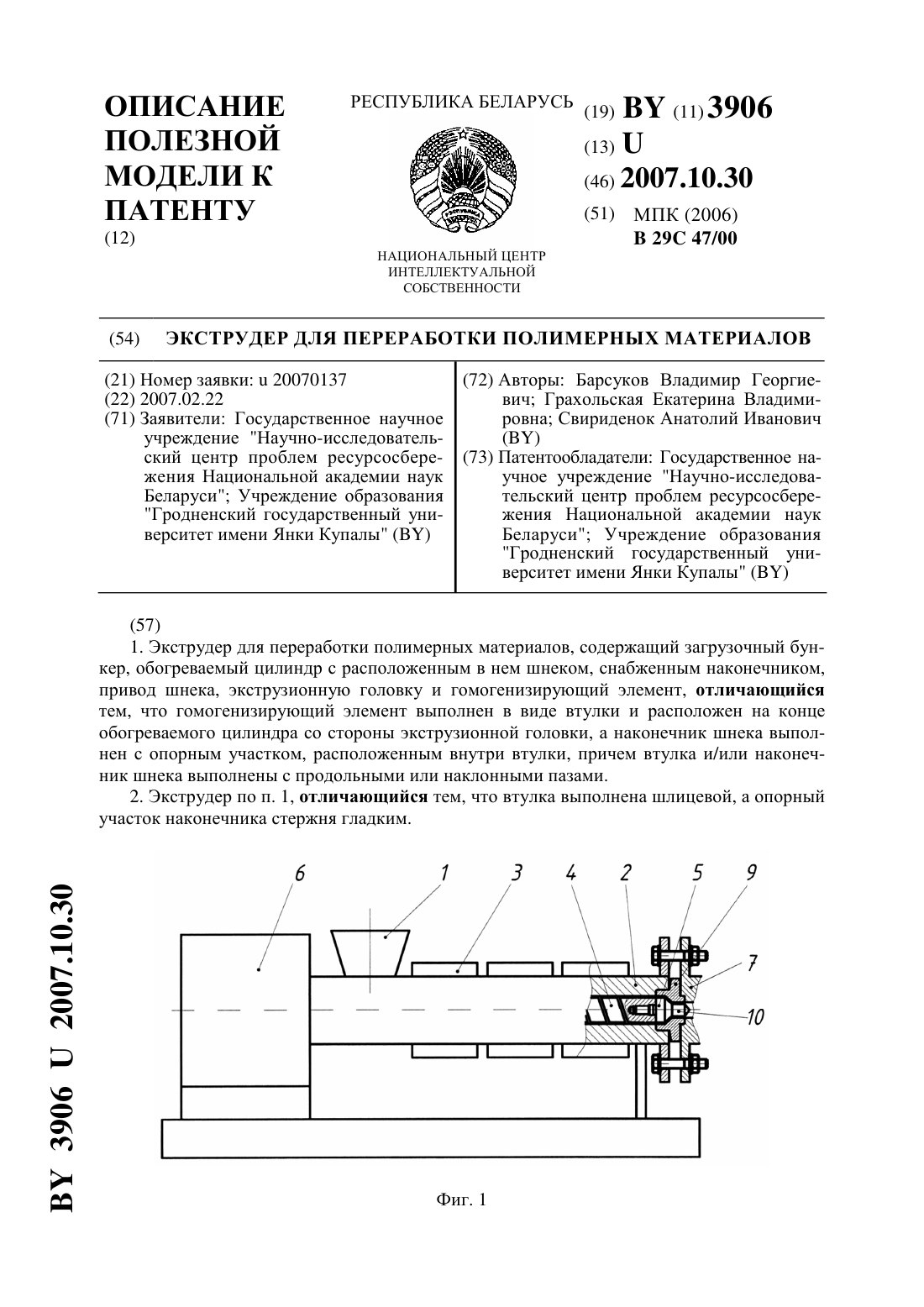
Номер патента: U 3906
Опубликовано: 30.10.2007
Авторы: Барсуков Владимир Георгиевич, Грахольская Екатерина Владимировна, Свириденок Анатолий Иванович
МПК: B29C 47/00
Метки: переработки, полимерных, экструдер, материалов
Текст:
...полезной модели является повышение долговечности оборудования. Задача решается тем, что в экструдере для переработки полимерных материалов, содержащем загрузочный бункер, обогреваемый цилиндр с расположенным в нем шнеком,снабженным наконечником, привод шнека, экструзионную головку и гомогенизирующий элемент, согласно полезной модели, гомогенизирующий элемент выполнен в виде втулки и расположен на конце обогреваемого цилиндра со стороны...
Экструдер для переработки отходов пенополиуретана
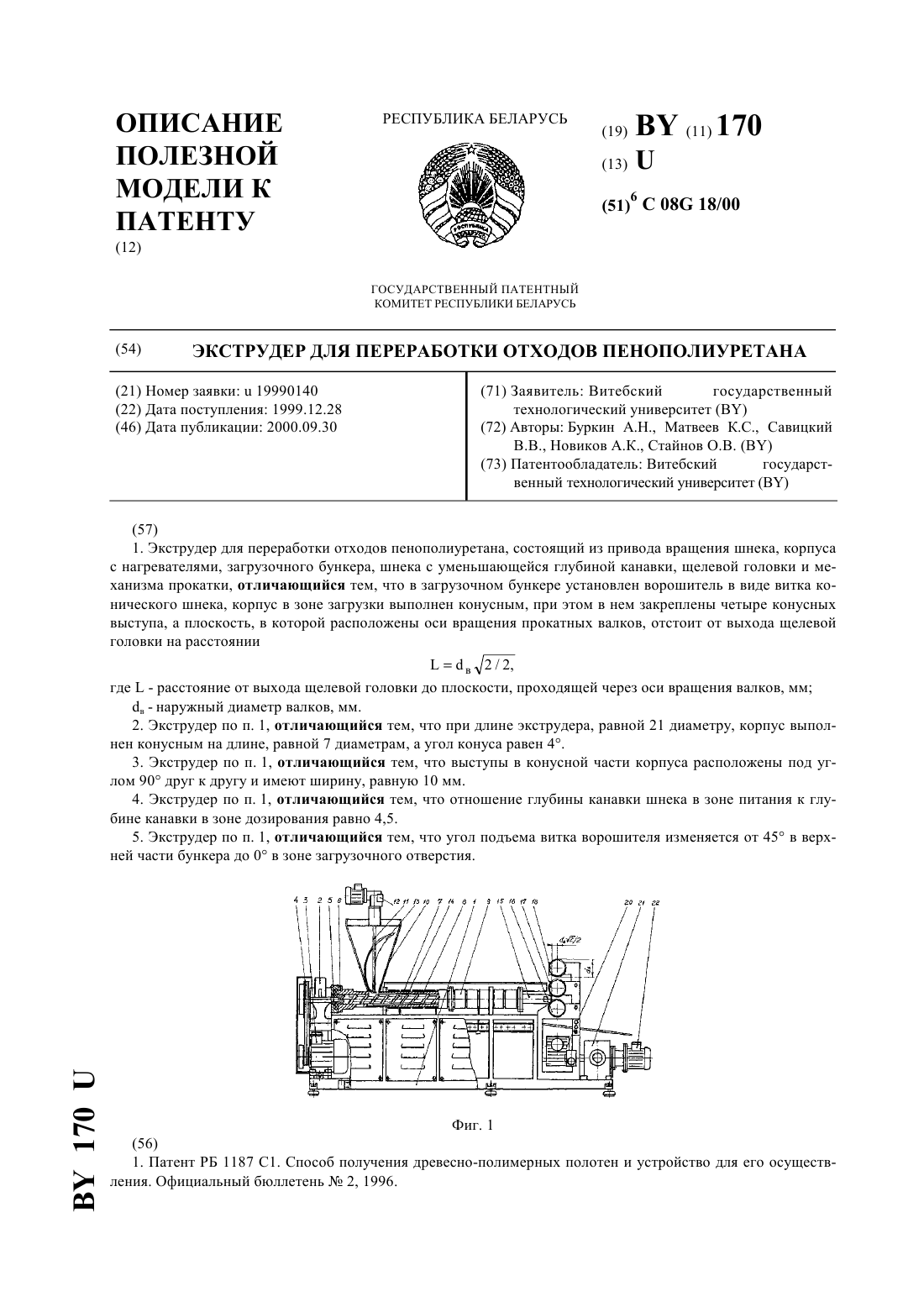
Номер патента: U 170
Опубликовано: 30.09.2000
Авторы: Матвеев Константин Сергеевич, Новиков Александр Кузьмич, Савицкий Василий Васильевич, Стайнов Олег Викторович, Буркин Александр Николаевич
МПК: C08G 18/00
Метки: отходов, пенополиуретана, переработки, экструдер
Текст:
...до плоскости, проходящей через оси вращения валков, мм в - наружный диаметр валков, мм при этом при длине экструдера, равной 21 диаметру, корпус выполнен конусным на длине, равной 7 диаметрам, а угол конуса равен 4 при этом выступы в конусной части корпуса расположены под углом 90 друг к другу и имеют ширину,равную 10 мм при этом отношение глубины канавки шнека в зоне питания к глубине канавки в зоне дозирования равна 4,5 при этом угол...
Экструдер для переработки кожевенных отходов
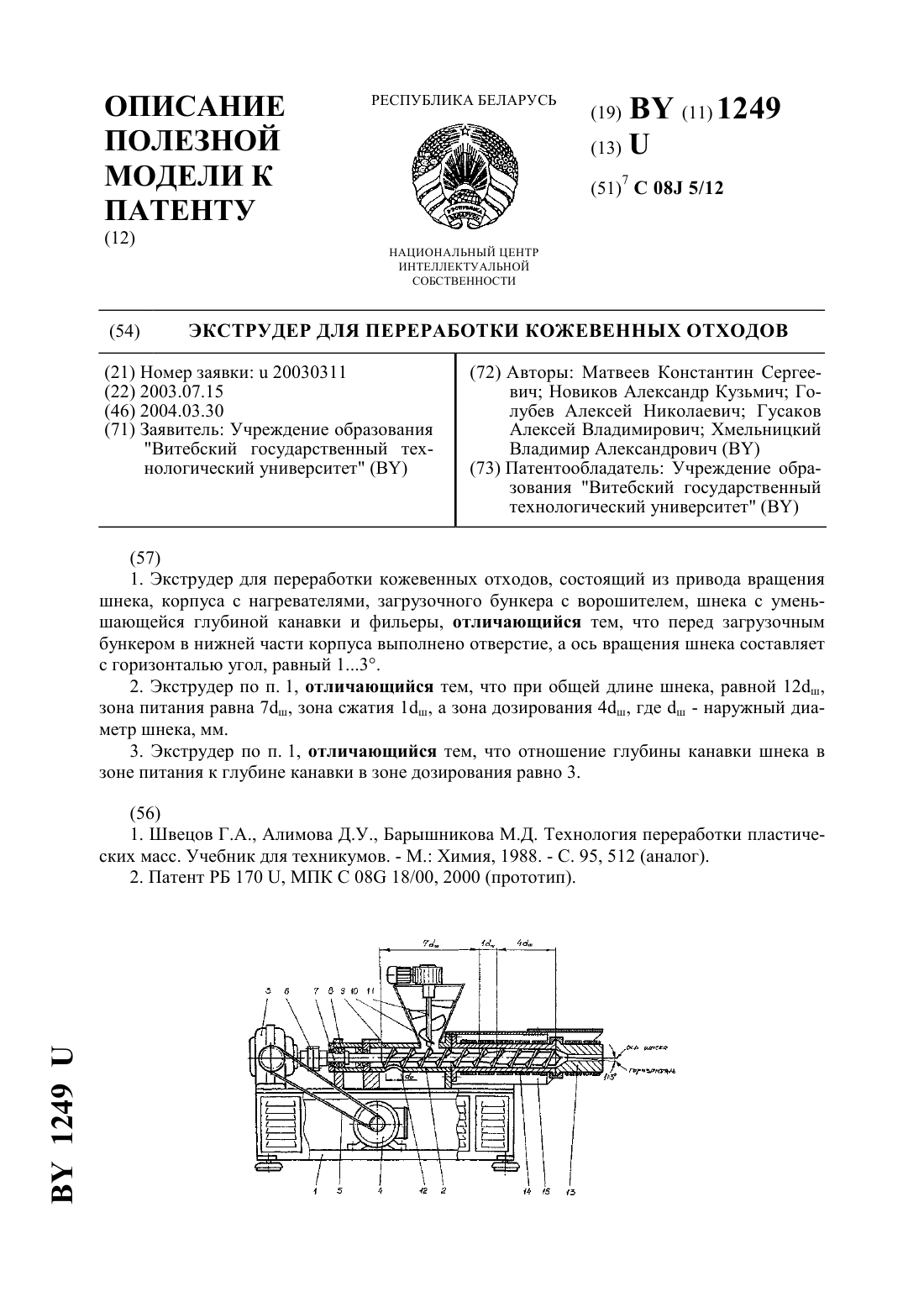
Номер патента: U 1249
Опубликовано: 30.03.2004
Авторы: Матвеев Константин Сергеевич, Гусаков Алексей Владимирович, Хмельницкий Владимир Александрович, Голубев Алексей Николаевич, Новиков Александр Кузьмич
МПК: C08J 5/12
Метки: переработки, экструдер, кожевенных, отходов
Текст:
...возможности качественной переработки отходов кожевенных материалов в композиционное изделие на шнековом экструдере. Сущность предлагаемой полезной модели заключается в том, что в экструдере для переработки кожевенных отходов, состоящем из привода вращения шнека, корпуса с нагревателями, загрузочного бункера с ворошителем, шнека с уменьшающейся глубиной канавки и фильеры, перед загрузочным бункером в нижней части корпуса выполнено отверстие, а...
Предыдущий патент: Обкаточно-тормозной стенд
Следующий патент: Прибор для оценки формоустойчивости носочной и пяточной части обуви
Случайный патент: Устройство для вакуумного нанесения металлического покрытия на порошок абразивного материала