Устройство для электромагнитной сортировки малогабаритных изделий
Номер патента: U 2576
Опубликовано: 30.04.2006
Авторы: Цукерман Валерий Лазаревич, Сандомирский Сергей Григорьевич, Молчан Анатолий Васильевич, Линник Иван Иосифович, Синякович Эдуард Брониславович
Текст
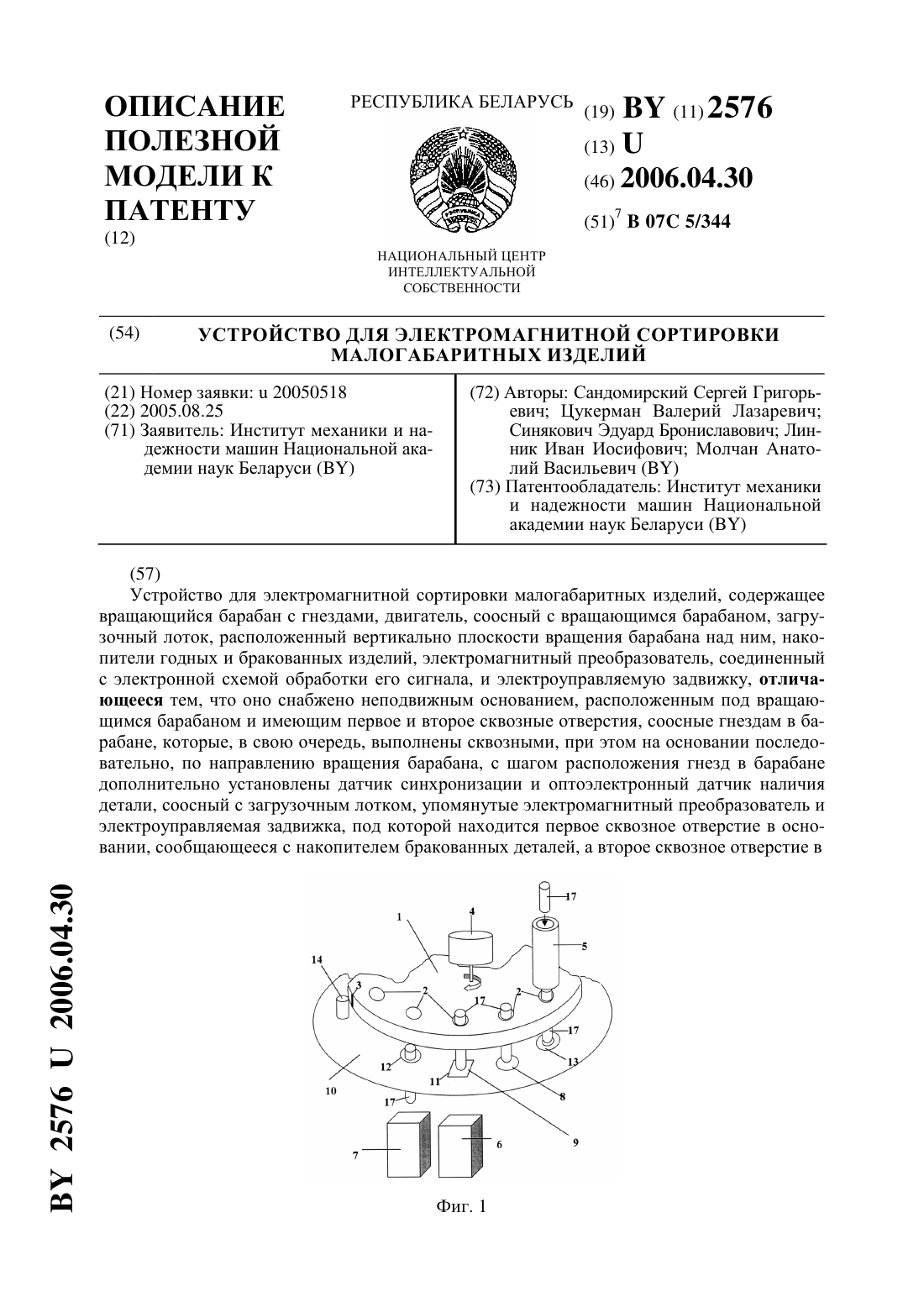
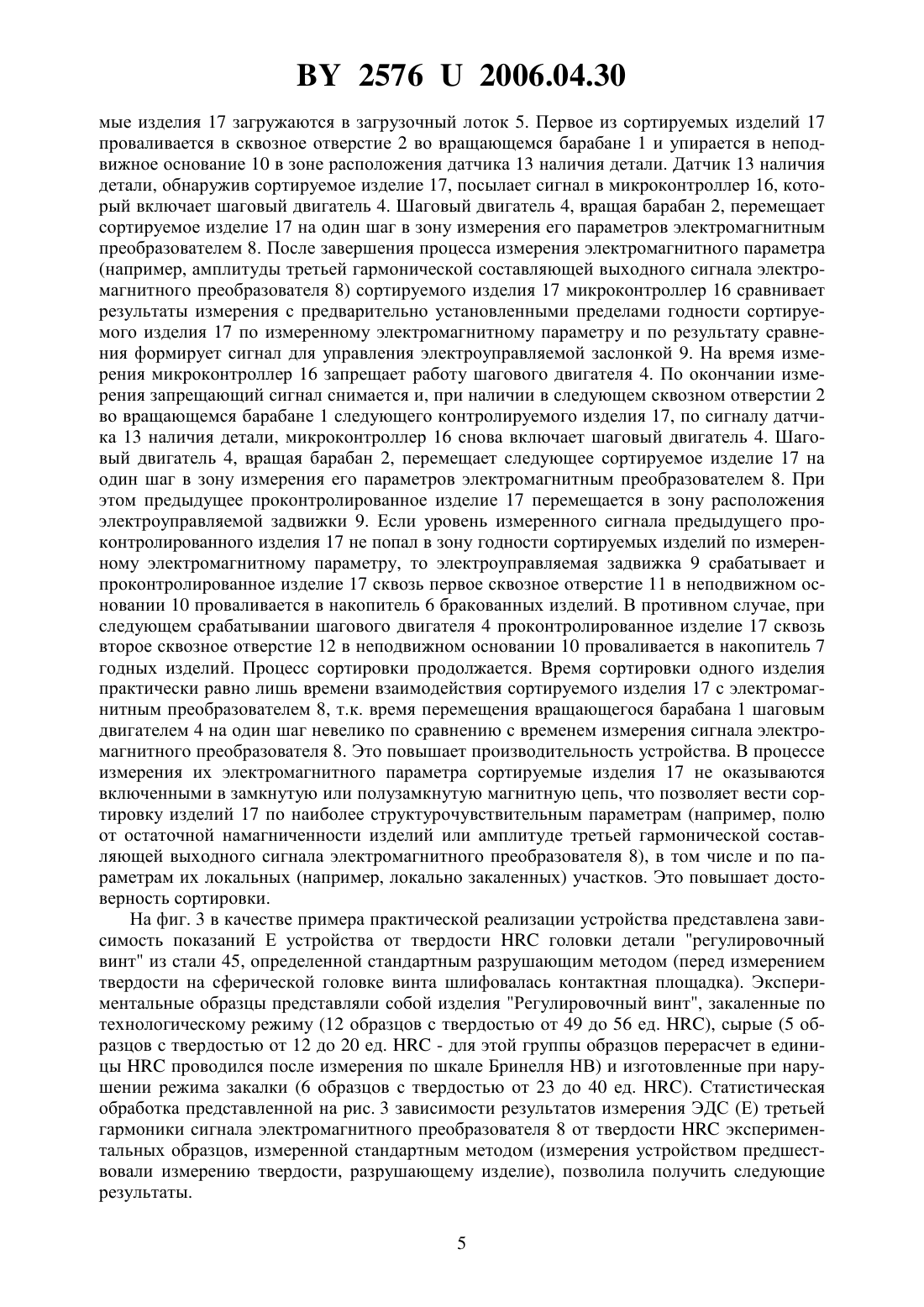
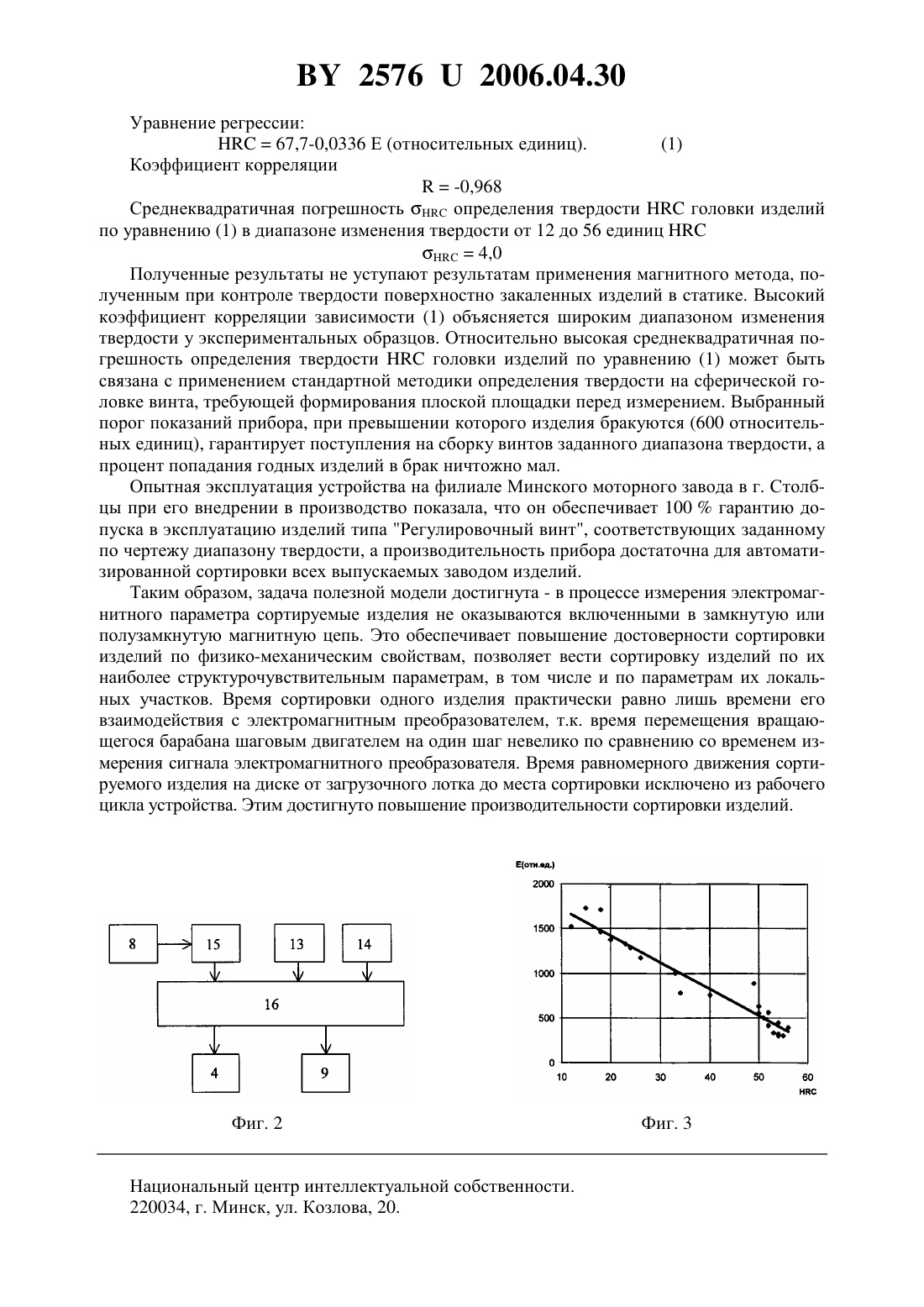
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОЙ СОРТИРОВКИ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ(71) Заявитель Институт механики и надежности машин Национальной академии наук Беларуси(72) Авторы Сандомирский Сергей Григорьевич Цукерман Валерий Лазаревич Синякович Эдуард Брониславович Линник Иван Иосифович Молчан Анатолий Васильевич(73) Патентообладатель Институт механики и надежности машин Национальной академии наук Беларуси(57) Устройство для электромагнитной сортировки малогабаритных изделий, содержащее вращающийся барабан с гнездами, двигатель, соосный с вращающимся барабаном, загрузочный лоток, расположенный вертикально плоскости вращения барабана над ним, накопители годных и бракованных изделий, электромагнитный преобразователь, соединенный с электронной схемой обработки его сигнала, и электроуправляемую задвижку, отличающееся тем, что оно снабжено неподвижным основанием, расположенным под вращающимся барабаном и имеющим первое и второе сквозные отверстия, соосные гнездам в барабане, которые, в свою очередь, выполнены сквозными, при этом на основании последовательно, по направлению вращения барабана, с шагом расположения гнезд в барабане дополнительно установлены датчик синхронизации и оптоэлектронный датчик наличия детали, соосный с загрузочным лотком, упомянутые электромагнитный преобразователь и электроуправляемая задвижка, под которой находится первое сквозное отверстие в основании, сообщающееся с накопителем бракованных деталей, а второе сквозное отверстие в 25762006.04.30 основании сообщается с накопителем годных деталей, причем упомянутый двигатель выполнен шаговым и управляемым микроконтроллером, ко входам которого подключены оптоэлектронный датчик наличия детали, датчик синхронизации и электронная схема обработки сигнала электромагнитного преобразователя, а к выходам - электроуправляемая задвижка и шаговый двигатель.(56) 1. А.с. СССР 895559. Автомат для сортировки изделий / М.Г. Шкуратяный, Т.Н. Дружинина, В.Н. Казарцев // БИ 1. - 1982. 2. А.с. СССР 1158253. Автомат для сортировки изделий / Э.А. Агаронян, П.А. Бекоян, А.С. Чилингарян, Г.Г. Мартиросян // БИ 20. - 1985. 3. А.с. СССР 890285. Устройство для автоматической сортировки постоянных магнитов / С.А. Воробьев, В.Г. Поротиков // БИ 46. - 1981. Полезная модель относится к области сортировки изделий с помощью магнитных средств и может быть использована для оценки свойств как сортируемых изделий в целом, так и их локальных участков. Известно устройство для электромагнитной сортировки малогабаритных изделий 1,содержащее смонтированные на станине с коническим гнездом загрузочное устройство с приводом, контрольно-измерительный блок, блок управления и распределительное устройство, состоящее из поворотной трубки, рычагов и толкателей с электромагнитами и ловителями, и датчик обратной связи, размещенный на торце поворотной трубки и соединенный с блоком управления. Изделия загружаются в вибробункер, из которого по направляющему лотку поступают в механизм контактирования, где поочередно подключаются к входному каналу измерителя. Измеритель проводит замер параметров изделий,определяет их классификационную группу и подает сигнал в блок управления, из которого в зависимости от результатов измерений подается питание к определенному электромагниту. При этом рычаг посредством толкателя отклоняет трубку к определенной таре. Каждая из тар соответствует одной из классификационных групп. Тары располагаются по диаметру окружности, определяемому углом наклона поворотной трубки. Срабатывание датчика на выходном конце трубки свидетельствует о выполнении рабочего цикла. Недостаток устройства заключается в невысокой производительности сортировки,связанной с тем, что рабочий цикл устройства, кроме времени измерения параметров изделия, включает время его падения на поворотной трубке от момента времени окончания измерения параметров изделия до момента времени срабатывания датчика на выходном конце трубки. Кроме этого, устройство оценивает параметры сортируемого изделия в целом и не может быть использовано для оценки свойств локальных участков сортируемых изделий. Известно устройство для электромагнитной сортировки малогабаритных изделий 2,содержащее смонтированные на станине с коническим гнездом загрузочное устройство с виброприводом и направляющим лотком-накопителем, контрольно-измерительный и управляющий блок, магнитоуправляемую заслонку и распределительное устройство, выполненное в виде шарнирно установленной в коническом гнезде станины поворотной трубки, секционную тару и закрепленные на станине вокруг конического гнезда на равных расстояниях от его оси катушек электромагнитов, общий якорь которых выполнен в форме диска и установлен на поворотной трубке. Изделия загружаются в загрузочное устройство и подаются в накопитель. Отсекатель по команде управляющего блока при помощи электромагнита сбрасывает сортируемую деталь в направляющий лоток и измерительную катушку, в которой деталь задерживается заслонкой на время измерения. Контрольноизмерительный и управляющий блок производит замер параметров изделия, определяет его классификационную группу и подает питание определенной катушке электромагнита. 2 25762006.04.30 Одновременно подается питание электромагниту, отодвигающему заслонку. Проверенное изделие освобождается и выпадает в поворотную трубку распределительного устройства. Под распределительным устройством находится секционная тара, каждая из секций которой соответствует одной из классификационных групп. Исходное положение трубки в центре не используется в качестве одной из секций, и на это место установлен направляющий усеченный конус. Изделие, сброшенное одновременно с началом поворота трубки распределительного устройства, достигает конуса раньше, чем заканчивается поворот трубки, скользит по конусу и попадает в свою секцию, что обеспечивает работу автомата без установки датчика на выходном конце трубки. Недостаток устройства в невысокой производительности сортировки, связанной с тем,что рабочий цикл устройства, кроме времени измерения параметров изделия, включает время его движения из измерительной катушки. Кроме этого, устройство оценивает параметры сортируемого изделия в целом и не может быть использовано для оценки свойств локальных участков сортируемых изделий. Из известных наиболее близким по технической сущности является устройство для электромагнитнойсортировки малогабаритных изделий 3, содержащее вращающийся барабан с гнездами, двигатель, соосный с вращающимся барабаном, загрузочный лоток,расположенный вертикально плоскости вращения барабана над ним, накопители годных и бракованных изделий, электромагнитный преобразователь в виде катушки с разомкнутым сердечником, соединенный с электронной схемой обработки сигнала преобразователя,включающей интегрирующий узел, электроуправляемые задвижки, подключенные к электронной схеме обработки сигнала преобразователя. Магниты подаются из бункера в гнезда диска в намагниченном состоянии. Дно гнезд выполнено из ферромагнитного материала, что обеспечивает фиксацию магнита на диске. При движении диска попавший в гнездо магнит проходит через зазор сердечника электромагнитного преобразователя. С помощью интегрирующего узла электронная схема обработки сигнала преобразователя определяет вольт-секундную площадь однодолярного импульса напряжения, наводимого в катушке преобразователя при выходе магнита из зазора его сердечника и характеризующего магнитные свойства материала. В зависимости от результатов измерения электронная схема обработки сигнала преобразователя выдает сигнал на включение одного из соленоидов электромагнитных задвижек. Когда магнит оказывается вблизи соленоидов, толкатель, под действием неподвижно закрепленного кулачка, сдвигает электромагнит с ферромагнитного дна гнезда на край диска. Под действием сил магнитного поля происходит втягивание магнита внутрь соленоида. Так как ось соленоида расположена под углом к горизонтальной плоскости, то при отключении обмотки соленоида магнит под действием силы тяжести падает в соответствующую тару. Одновременно происходит захват следующего магнита из бункера одним из гнезд диска. Недостаток устройства заключается в невысокой достоверности и производительности сортировки. В процессе измерения сортируемое изделие оказывается включенным в замкнутую магнитную цепь, включающую ферромагнитное основание гнезда диска и сердечник электромагнитного преобразователя. Это не позволяет определять наиболее структурно чувствительные параметры материала сортируемых изделий - его коэрцитивную силу или магнитную проницаемость. Устройство оценивает параметры сортируемого изделия в целом и не может быть использовано для оценки свойств локальных участков сортируемых изделий. Производительность сортировки невысока в связи с тем, что рабочий цикл устройства, кроме времени измерения параметров изделия, включает время его равномерного движения на диске от загрузочного лотка до электромагнитного преобразователя и от электромагнитного преобразователя до сортирующих соленоидов. Задачей полезной модели является устранение необходимости включения сортируемого изделия в замкнутую магнитную цепь при измерении его параметров и повышение за счет этого достоверности сортировки ферромагнитных изделий по физико-механическим 3 25762006.04.30 свойствам, а также исключение из рабочего цикла устройства времени равномерного движения сортируемого изделия на диске от загрузочного лотка до электромагнитного преобразователя и от электромагнитного преобразователя до места сортировки и повышение за счет этого производительности сортировки. Задача решена в устройстве, содержащем вращающийся барабан с гнездами, двигатель, соосный с вращающимся барабаном, загрузочный лоток, расположенный вертикально плоскости вращения барабана над ним, накопители годных и бракованных изделий,электромагнитный преобразователь, соединенный с электронной схемой обработки его сигнала, и электроуправляемую задвижку. Согласно техническому решению, устройство снабжено неподвижным основанием, расположенным под вращающимся барабаном и имеющим первое и второе сквозные отверстия, соосные гнездам в барабане, которые, в свою очередь, выполнены сквозными, при этом на основании последовательно, по направлению вращения барабана, с шагом расположения гнезд в барабане дополнительно установлены датчик синхронизации и оптоэлектронный датчик наличия детали, соосный с загрузочным лотком, упомянутые электромагнитный преобразователь и электроуправляемая задвижка, под которой находится первое сквозное отверстие в основании, сообщающееся с накопителем бракованных деталей, а второе сквозное отверстие в основании сообщается с накопителем годных деталей, причем упомянутый двигатель выполнен шаговым и управляемым микроконтроллером, ко входам которого подключены оптоэлектронный датчик наличия детали, датчик синхронизации и электронная схема обработки сигнала электромагнитного преобразователя, а к выходам - электроуправляемая задвижка и шаговый двигатель. Устранение включения сортируемого изделия в замкнутую магнитную цепь при измерении его параметров повышает достоверность сортировки, а исключение из рабочего цикла устройства времени равномерного движения сортируемого изделия на диске от загрузочного лотка до места сортировки повышает производительность сортировки. Предложенное изобретение поясняется чертежами. На фиг. 1 представлена кинематическая схема устройства. На фиг. 2 представлена электрическая структурная схема устройства. На фиг. 3 представлена зависимость показаний Е устройства от твердостиголовки детали регулировочный винт из стали 45. Устройство состоит (фиг. 1) из вращающегося барабана 1 со сквозными гнездами 2 и меткой 3 синхронизации, шагового двигателя 4, соосного с вращающимся барабаном 1,загрузочного лотка 5, расположенного вертикально плоскости вращения барабана 1 над сквозными гнездами 2, накопителя 6 бракованных изделий, накопителя 7 годных изделий,электромагнитного преобразователя 8, электроуправляемой задвижки 9, неподвижного основания 10, расположенного под вращающимся барабаном 2, со сквозными отверстиями 11 и 12, датчика 13 наличия детали, датчика 14 синхронизации, электронной схемы 15 обработки сигнала электромагнитного преобразователя 8 (фиг. 2) и микроконтроллера 16,ко входам которого подключены электронная схема 15 обработки сигнала электромагнитного преобразователя, датчик 13 наличия детали и датчик 14 синхронизации, а к выходам-шаговый двигатель 4 и электроуправляемая задвижка 9. Датчик 13 наличия детали, электромагнитный преобразователь 8, электроуправляемая задвижки 9, под которой находится первое сквозное отверстие 11 в неподвижном основании 10 и накопитель 6 бракованных деталей, второе сквозное отверстие 12 в неподвижном основании 10, под которым находится накопитель 7 годных деталей, и датчик 14 синхронизации расположены последовательно по направлению вращения барабана 1. Электромагнитный преобразователь 8 соединен с электронной схемой 15 обработки его сигнала. Позицией 17 на фиг. 1 обозначены сортируемые изделия. Работает устройство следующим образом. При включении устройства шаговый двигатель 4 устанавливает вращающийся диск 1 в исходное состояние (при этом метка 3 синхронизации устанавливается в зоне расположения датчика 14 синхронизации). Сортируе 4 25762006.04.30 мые изделия 17 загружаются в загрузочный лоток 5. Первое из сортируемых изделий 17 проваливается в сквозное отверстие 2 во вращающемся барабане 1 и упирается в неподвижное основание 10 в зоне расположения датчика 13 наличия детали. Датчик 13 наличия детали, обнаружив сортируемое изделие 17, посылает сигнал в микроконтроллер 16, который включает шаговый двигатель 4. Шаговый двигатель 4, вращая барабан 2, перемещает сортируемое изделие 17 на один шаг в зону измерения его параметров электромагнитным преобразователем 8. После завершения процесса измерения электромагнитного параметра(например, амплитуды третьей гармонической составляющей выходного сигнала электромагнитного преобразователя 8) сортируемого изделия 17 микроконтроллер 16 сравнивает результаты измерения с предварительно установленными пределами годности сортируемого изделия 17 по измеренному электромагнитному параметру и по результату сравнения формирует сигнал для управления электроуправляемой заслонкой 9. На время измерения микроконтроллер 16 запрещает работу шагового двигателя 4. По окончании измерения запрещающий сигнал снимается и, при наличии в следующем сквозном отверстии 2 во вращающемся барабане 1 следующего контролируемого изделия 17, по сигналу датчика 13 наличия детали, микроконтроллер 16 снова включает шаговый двигатель 4. Шаговый двигатель 4, вращая барабан 2, перемещает следующее сортируемое изделие 17 на один шаг в зону измерения его параметров электромагнитным преобразователем 8. При этом предыдущее проконтролированное изделие 17 перемещается в зону расположения электроуправляемой задвижки 9. Если уровень измеренного сигнала предыдущего проконтролированного изделия 17 не попал в зону годности сортируемых изделий по измеренному электромагнитному параметру, то электроуправляемая задвижка 9 срабатывает и проконтролированное изделие 17 сквозь первое сквозное отверстие 11 в неподвижном основании 10 проваливается в накопитель 6 бракованных изделий. В противном случае, при следующем срабатывании шагового двигателя 4 проконтролированное изделие 17 сквозь второе сквозное отверстие 12 в неподвижном основании 10 проваливается в накопитель 7 годных изделий. Процесс сортировки продолжается. Время сортировки одного изделия практически равно лишь времени взаимодействия сортируемого изделия 17 с электромагнитным преобразователем 8, т.к. время перемещения вращающегося барабана 1 шаговым двигателем 4 на один шаг невелико по сравнению с временем измерения сигнала электромагнитного преобразователя 8. Это повышает производительность устройства. В процессе измерения их электромагнитного параметра сортируемые изделия 17 не оказываются включенными в замкнутую или полузамкнутую магнитную цепь, что позволяет вести сортировку изделий 17 по наиболее структурочувствительным параметрам (например, полю от остаточной намагниченности изделий или амплитуде третьей гармонической составляющей выходного сигнала электромагнитного преобразователя 8), в том числе и по параметрам их локальных (например, локально закаленных) участков. Это повышает достоверность сортировки. На фиг. 3 в качестве примера практической реализации устройства представлена зависимость показаний Е устройства от твердостиголовки детали регулировочный винт из стали 45, определенной стандартным разрушающим методом (перед измерением твердости на сферической головке винта шлифовалась контактная площадка). Экспериментальные образцы представляли собой изделия Регулировочный винт, закаленные по технологическому режиму (12 образцов с твердостью от 49 до 56 ед. ), сырые (5 образцов с твердостью от 12 до 20 ед.- для этой группы образцов перерасчет в единицыпроводился после измерения по шкале Бринелля НВ) и изготовленные при нарушении режима закалки (6 образцов с твердостью от 23 до 40 ед. ). Статистическая обработка представленной на рис. 3 зависимости результатов измерения ЭДС (Е) третьей гармоники сигнала электромагнитного преобразователя 8 от твердостиэкспериментальных образцов, измеренной стандартным методом (измерения устройством предшествовали измерению твердости, разрушающему изделие), позволила получить следующие результаты. 5(1) Коэффициент корреляции-0,968 Среднеквадратичная погрешностьопределения твердостиголовки изделий по уравнению (1) в диапазоне изменения твердости от 12 до 56 единиц 4,0 Полученные результаты не уступают результатам применения магнитного метода, полученным при контроле твердости поверхностно закаленных изделий в статике. Высокий коэффициент корреляции зависимости (1) объясняется широким диапазоном изменения твердости у экспериментальных образцов. Относительно высокая среднеквадратичная погрешность определения твердостиголовки изделий по уравнению (1) может быть связана с применением стандартной методики определения твердости на сферической головке винта, требующей формирования плоской площадки перед измерением. Выбранный порог показаний прибора, при превышении которого изделия бракуются (600 относительных единиц), гарантирует поступления на сборку винтов заданного диапазона твердости, а процент попадания годных изделий в брак ничтожно мал. Опытная эксплуатация устройства на филиале Минского моторного завода в г. Столбцы при его внедрении в производство показала, что он обеспечивает 100 гарантию допуска в эксплуатацию изделий типа Регулировочный винт, соответствующих заданному по чертежу диапазону твердости, а производительность прибора достаточна для автоматизированной сортировки всех выпускаемых заводом изделий. Таким образом, задача полезной модели достигнута - в процессе измерения электромагнитного параметра сортируемые изделия не оказываются включенными в замкнутую или полузамкнутую магнитную цепь. Это обеспечивает повышение достоверности сортировки изделий по физико-механическим свойствам, позволяет вести сортировку изделий по их наиболее структурочувствительным параметрам, в том числе и по параметрам их локальных участков. Время сортировки одного изделия практически равно лишь времени его взаимодействия с электромагнитным преобразователем, т.к. время перемещения вращающегося барабана шаговым двигателем на один шаг невелико по сравнению со временем измерения сигнала электромагнитного преобразователя. Время равномерного движения сортируемого изделия на диске от загрузочного лотка до места сортировки исключено из рабочего цикла устройства. Этим достигнуто повышение производительности сортировки изделий. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B07C 5/344
Метки: малогабаритных, электромагнитной, устройство, сортировки, изделий
Код ссылки
<a href="https://by.patents.su/6-u2576-ustrojjstvo-dlya-elektromagnitnojj-sortirovki-malogabaritnyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Устройство для электромагнитной сортировки малогабаритных изделий</a>
Устройство для электромагнитной наплавки
Номер патента: 5475
Опубликовано: 30.09.2003
Автор: Акулович Леонид Михайлович
МПК: B22D 19/10, B22D 19/00, B22D 19/06...
Метки: устройство, наплавки, электромагнитной
Текст:
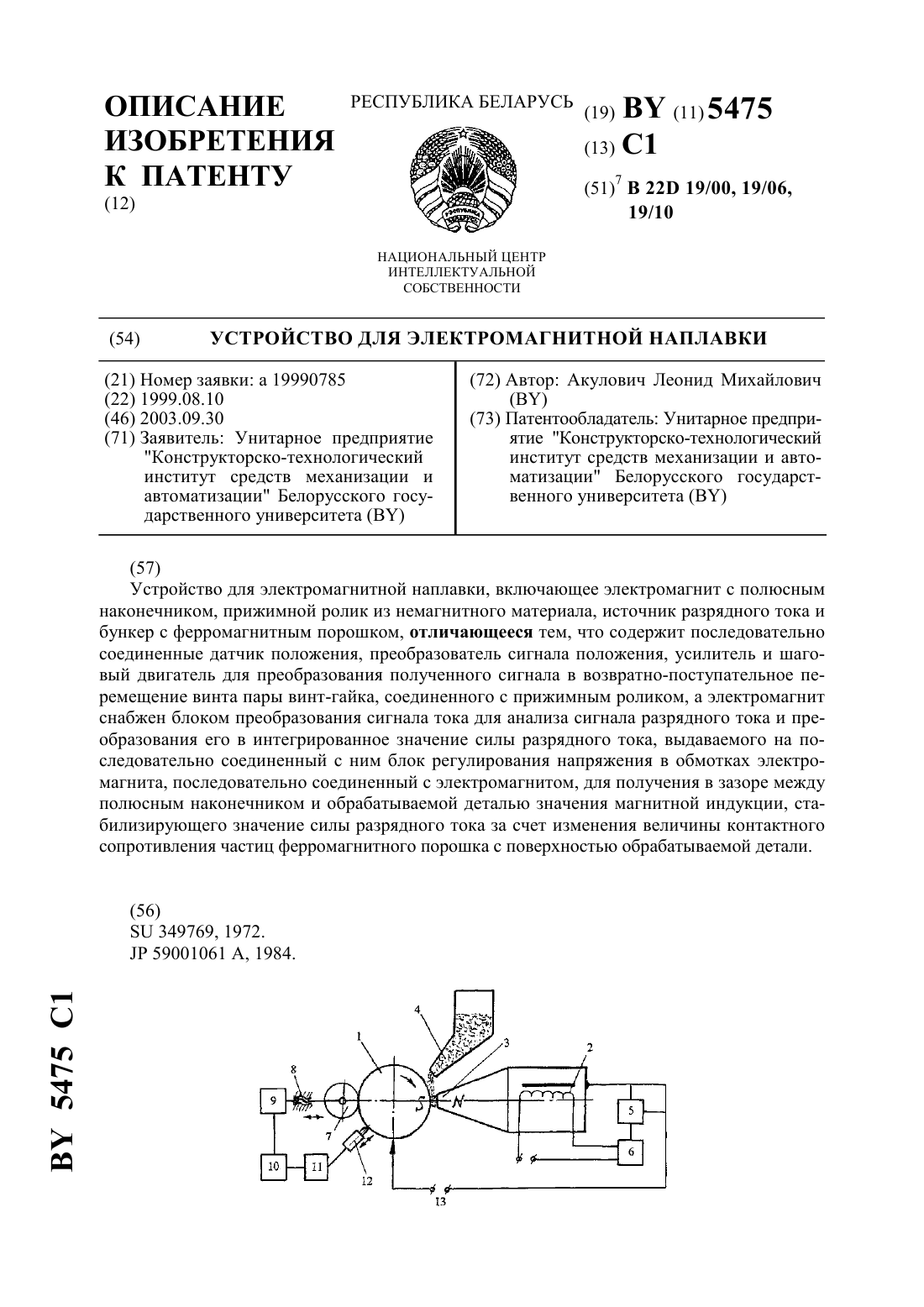
...винт-гайка, соединенного с прижимным роликом, а электромагнит снабжен блоком преобразования сигнала тока для анализа сигнала разрядного тока и преобразования его в интегрированное значение силы разрядного тока,выдаваемого на последовательно соединенный с ним блок регулирования напряжения в обмотках электромагнита, последовательно соединенный с электромагнитом, для получения в зазоре между полюсным наконечником и обрабатываемой деталью...
Устройство для сортировки алмазных порошков
Номер патента: U 332
Опубликовано: 30.09.2001
Авторы: Стельмах Вячеслав Фомич, Адашкевич Сергей Владимирович, Абуладзе Григорий Раминович, Шипило Виктор Брониславович, Малашкевич Александр Александрович, Ивахненко Александр Григорьевич, Шипило Наталья Викторовна
МПК: B03C 1/10
Метки: сортировки, алмазных, порошков, устройство
Текст:
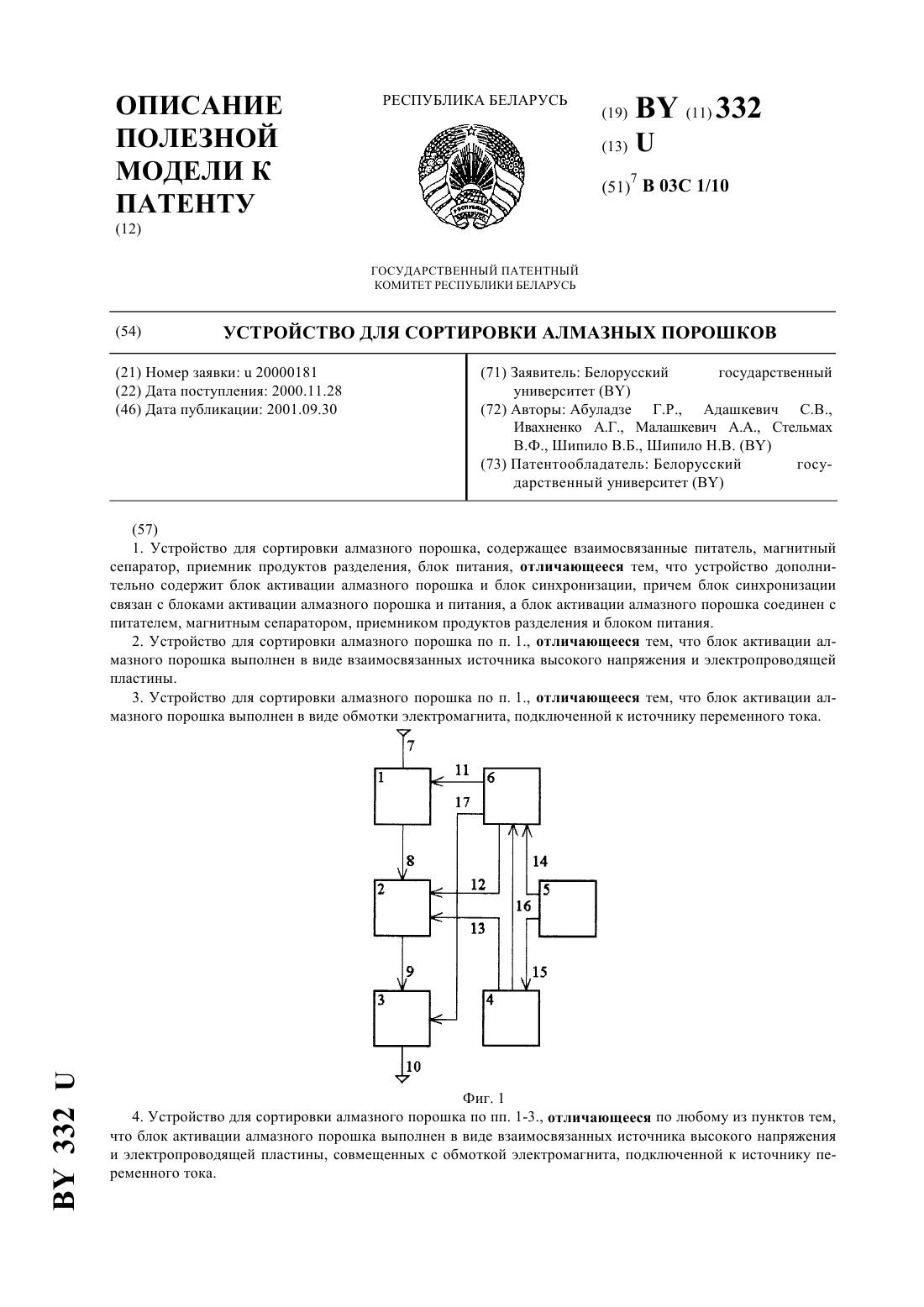
...сорбции, характерной для мелкодисперсных частиц алмазных порошков, к поверхностям элементов магнитного сепаратора 2 и приемника продуктов разделения 3. Основной функцией второго существенного элемента устройства сортировки (блока синхронизации 5) является согласованное включение и изменение режимов всех блоков устройства в процессе выполнения операций подготовки исходных материалов, их сепарации и вывода, что необходимо для решения...
Устройство для сортировки картофеля
Номер патента: U 1985
Опубликовано: 30.06.2005
Авторы: Еднач Валерий Николаевич, Радишевский Генрих Андреевич, Сташинский Ричард Станиславович
МПК: A01D 33/08
Метки: сортировки, картофеля, устройство
Текст:
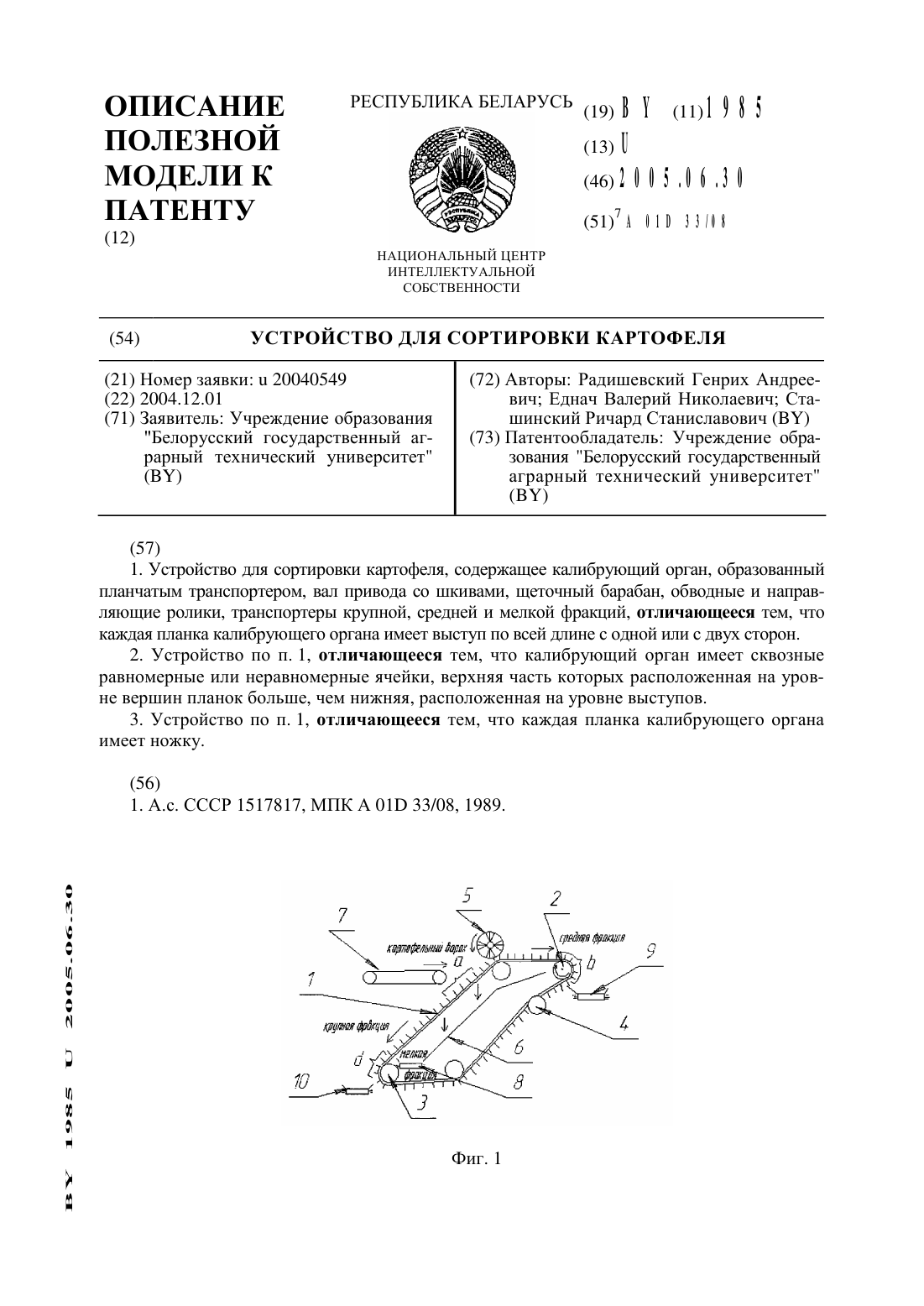
...равномерные или неравномерные ячейки, верхняя часть которых, расположенная на уровне вершин планок, больше, чем нижняя, расположенная на уровне выступов. Для улучшения освобождения клубней картофеля каждая планка калибрующего органа имеет ножку.На фиг. 1 изображено устройство для сортирования картофеля, вид сбоку на фиг. 2 - устройство для сортирования картофеля, вариант исполнения на фиг. 3 а) изображена равномерная ячейка, образованная...
Устройство для сортировки картофеля
Номер патента: U 1421
Опубликовано: 30.06.2004
Авторы: Радишевский Генрих Андреевич, Еднач Валерий Николаевич
МПК: A01D 33/08
Метки: сортировки, устройство, картофеля
Текст:
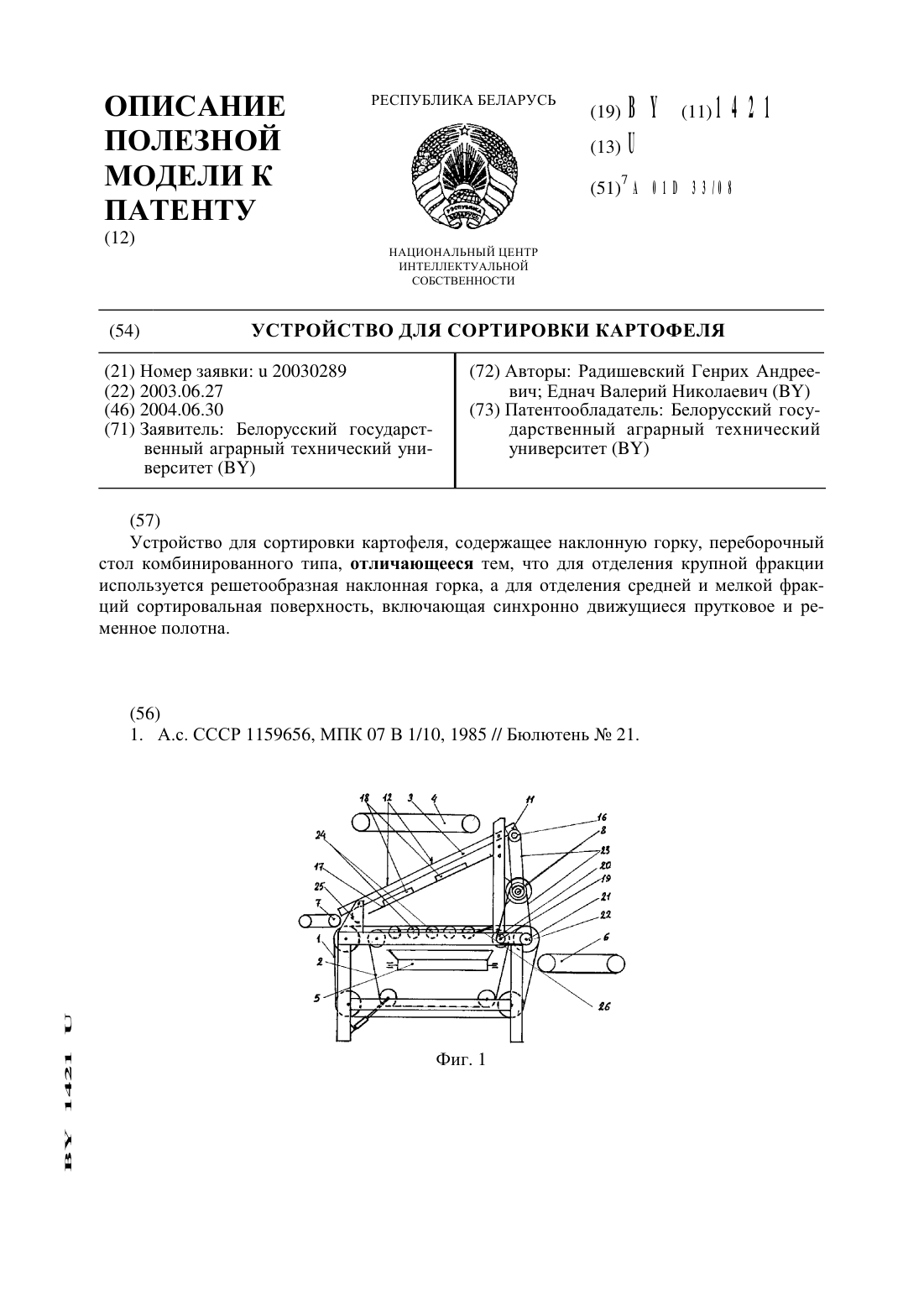
...ткани.Механизм состоит из пар прутьев, на концах которых закреплены шестерни 13, находящиеся в зацеплении. На одном из пары прутьев закреплена звездочка 14, цепь 15 поочередно огибает то одну, то другую звездочку, благодаря чему пары прутьев вращаются внутрь друг к другу. Привод цепи осуществляется редуктором 16.Под наклонной горкой расположено поддерживающее полотно 17, по которому клубни средней и мелкой фракции попадают на...
Чехол для защиты биологических объектов от электромагнитного воздействия мобильных малогабаритных приёмопередающих устройств
Номер патента: U 1456
Опубликовано: 30.09.2004
Авторы: Латышев Сергей Викторович, Борботько Тимофей Валентинович
МПК: H01Q 17/00
Метки: электромагнитного, биологических, устройств, воздействия, мобильных, малогабаритных, объектов, защиты, чехол, приёмопередающих
Текст:
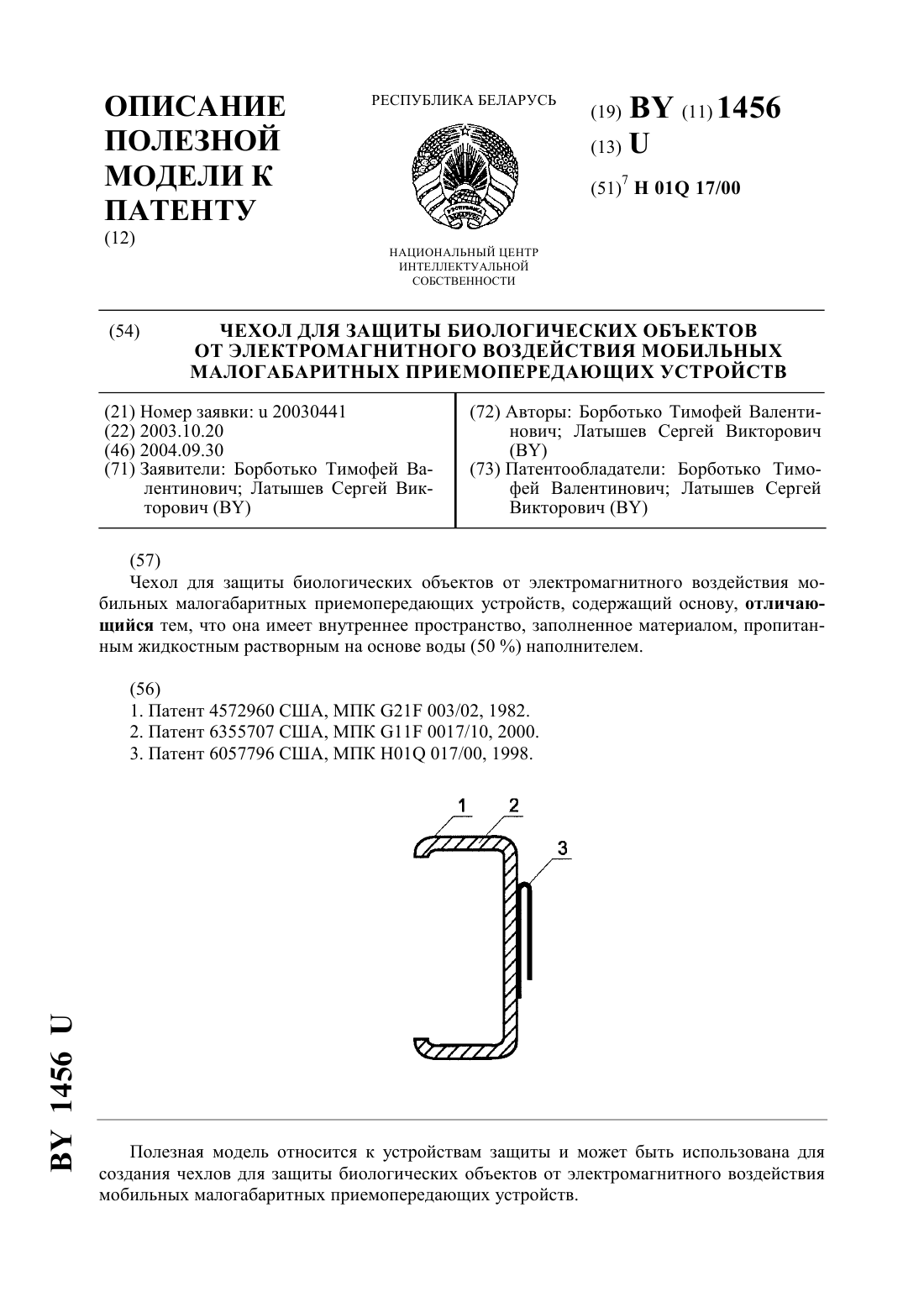
...слой которой выполнен из поглощающего материала с симметрично расположенными отверстиями по всей площади поверхности, второй слой представляет собой многослойный отражающий материал 3. Недостатком данной конструкции является узкий диапазон рабочих частот и сложность технологического процесса изготовления. Задачей данной полезной модели является защита биологических объектов от электромагнитного воздействия мобильных малогабаритных...
Предыдущий патент: Быстроразъемное соединение трубопроводов
Следующий патент: Деформационный шов
Случайный патент: Устройство для транспортировки и выдачи жидкостей и сыпучих материалов