Заготовка для гидростатического прессования порошковой проволоки

Текст
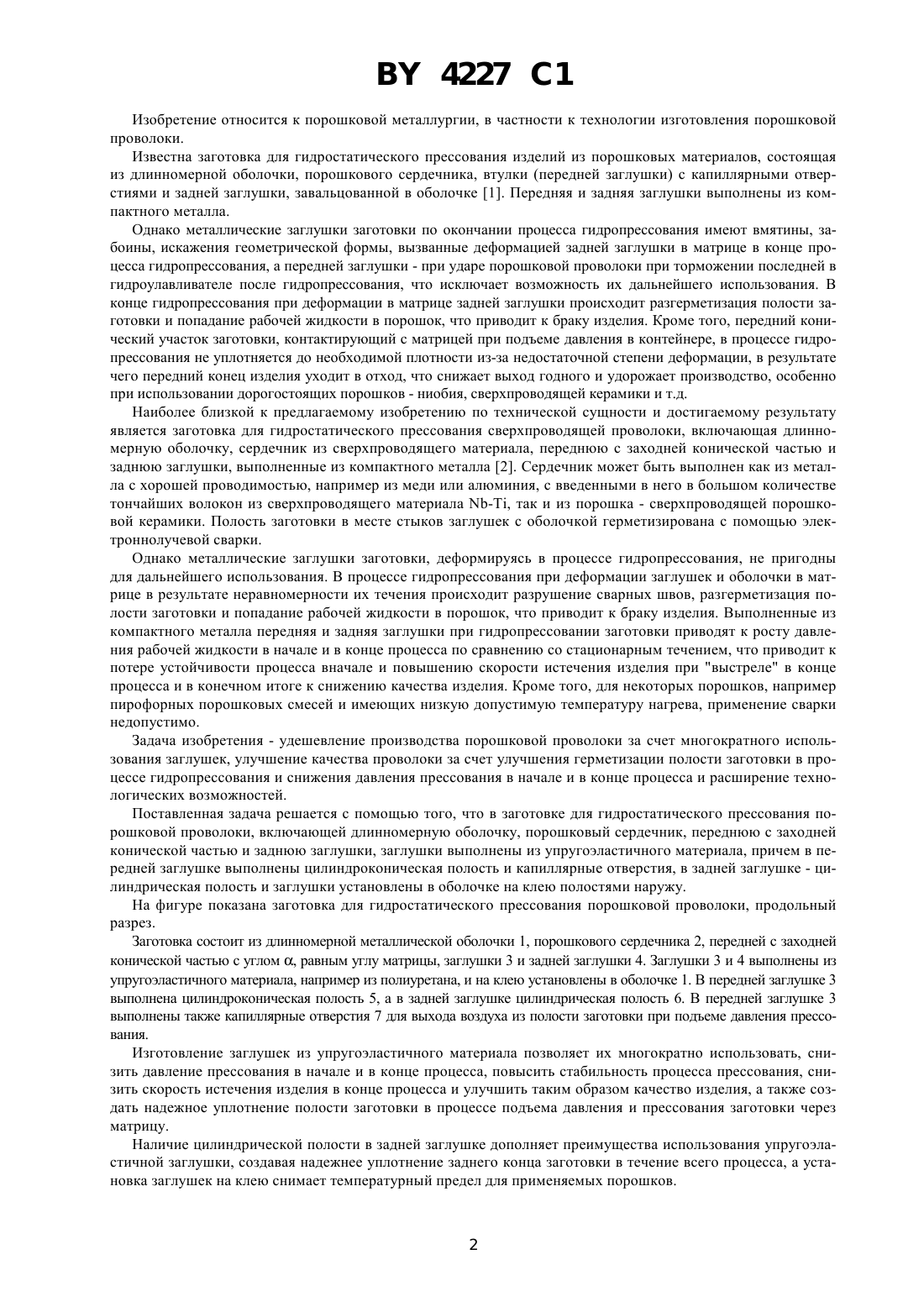
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ ЗАГОТОВКА ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ(71) Заявитель Белорусская государственная политехническая академия(73) Патентообладатель Белорусская государственная политехническая академия(57) Заготовка для гидростатического прессования порошковой проволоки, включающая длинномерную оболочку, порошковый сердечник, переднюю с заходней конической частью и заднюю заглушки, отличающаяся тем, что заглушки выполнены из упругоэластичного материала, причем в передней заглушке выполнены цилиндроконическая полость и капиллярные отверстия, в задней заглушке - цилиндрическая полость, и заглушки установлены в оболочке на клею полостями наружу.(56) КИЕФУДЗИ М., МИЦУГИ С. Перспективы промышленного использования гидростатического экструдирования. Сосей то како, 1980. - Т.21. -238 (11). - С. 942-948.908532 , 1982. 4227 1 Изобретение относится к порошковой металлургии, в частности к технологии изготовления порошковой проволоки. Известна заготовка для гидростатического прессования изделий из порошковых материалов, состоящая из длинномерной оболочки, порошкового сердечника, втулки (передней заглушки) с капиллярными отверстиями и задней заглушки, завальцованной в оболочке 1. Передняя и задняя заглушки выполнены из компактного металла. Однако металлические заглушки заготовки по окончании процесса гидропрессования имеют вмятины, забоины, искажения геометрической формы, вызванные деформацией задней заглушки в матрице в конце процесса гидропрессования, а передней заглушки - при ударе порошковой проволоки при торможении последней в гидроулавливателе после гидропрессования, что исключает возможность их дальнейшего использования. В конце гидропрессования при деформации в матрице задней заглушки происходит разгерметизация полости заготовки и попадание рабочей жидкости в порошок, что приводит к браку изделия. Кроме того, передний конический участок заготовки, контактирующий с матрицей при подъеме давления в контейнере, в процессе гидропрессования не уплотняется до необходимой плотности из-за недостаточной степени деформации, в результате чего передний конец изделия уходит в отход, что снижает выход годного и удорожает производство, особенно при использовании дорогостоящих порошков - ниобия, сверхпроводящей керамики и т.д. Наиболее близкой к предлагаемому изобретению по технической сущности и достигаемому результату является заготовка для гидростатического прессования сверхпроводящей проволоки, включающая длинномерную оболочку, сердечник из сверхпроводящего материала, переднюю с заходней конической частью и заднюю заглушки, выполненные из компактного металла 2. Сердечник может быть выполнен как из металла с хорошей проводимостью, например из меди или алюминия, с введенными в него в большом количестве тончайших волокон из сверхпроводящего материала -, так и из порошка - сверхпроводящей порошковой керамики. Полость заготовки в месте стыков заглушек с оболочкой герметизирована с помощью электроннолучевой сварки. Однако металлические заглушки заготовки, деформируясь в процессе гидропрессования, не пригодны для дальнейшего использования. В процессе гидропрессования при деформации заглушек и оболочки в матрице в результате неравномерности их течения происходит разрушение сварных швов, разгерметизация полости заготовки и попадание рабочей жидкости в порошок, что приводит к браку изделия. Выполненные из компактного металла передняя и задняя заглушки при гидропрессовании заготовки приводят к росту давления рабочей жидкости в начале и в конце процесса по сравнению со стационарным течением, что приводит к потере устойчивости процесса вначале и повышению скорости истечения изделия при выстреле в конце процесса и в конечном итоге к снижению качества изделия. Кроме того, для некоторых порошков, например пирофорных порошковых смесей и имеющих низкую допустимую температуру нагрева, применение сварки недопустимо. Задача изобретения - удешевление производства порошковой проволоки за счет многократного использования заглушек, улучшение качества проволоки за счет улучшения герметизации полости заготовки в процессе гидропрессования и снижения давления прессования в начале и в конце процесса и расширение технологических возможностей. Поставленная задача решается с помощью того, что в заготовке для гидростатического прессования порошковой проволоки, включающей длинномерную оболочку, порошковый сердечник, переднюю с заходней конической частью и заднюю заглушки, заглушки выполнены из упругоэластичного материала, причем в передней заглушке выполнены цилиндроконическая полость и капиллярные отверстия, в задней заглушке - цилиндрическая полость и заглушки установлены в оболочке на клею полостями наружу. На фигуре показана заготовка для гидростатического прессования порошковой проволоки, продольный разрез. Заготовка состоит из длинномерной металлической оболочки 1, порошкового сердечника 2, передней с заходней конической частью с углом , равным углу матрицы, заглушки 3 и задней заглушки 4. Заглушки 3 и 4 выполнены из упругоэластичного материала, например из полиуретана, и на клею установлены в оболочке 1. В передней заглушке 3 выполнена цилиндроконическая полость 5, а в задней заглушке цилиндрическая полость 6. В передней заглушке 3 выполнены также капиллярные отверстия 7 для выхода воздуха из полости заготовки при подъеме давления прессования. Изготовление заглушек из упругоэластичного материала позволяет их многократно использовать, снизить давление прессования в начале и в конце процесса, повысить стабильность процесса прессования, снизить скорость истечения изделия в конце процесса и улучшить таким образом качество изделия, а также создать надежное уплотнение полости заготовки в процессе подъема давления и прессования заготовки через матрицу. Наличие цилиндрической полости в задней заглушке дополняет преимущества использования упругоэластичной заглушки, создавая надежнее уплотнение заднего конца заготовки в течение всего процесса, а установка заглушек на клею снимает температурный предел для применяемых порошков. 4227 1 Соотношения диаметра цилиндроконической полостик диаметру центрирующего цилиндрического пояска 1, угла наклонацилиндроконической полости к углузаходней конической части передней заглушки и диаметра 3 цилиндрической полости задней заглушки к внутреннему диаметру 0 оболочки заготовки должны быть наибольшими, так как это позволяет уменьшить расход материала на изготовление заглушек. Вместе с тем диаметри угол наклонацилиндроконической полости передней заглушки должны быть подобраны с таким расчетом, чтобы обеспечить сохранение формы передней заглушки, а следовательно, и герметичности полости контейнера в процессе подъема давления рабочей жидкости до давления прессования оболочки с порошком в установившемся периоде процесса. Диаметр 3 цилиндрической полости задней заглушки должен быть подобран таким образом, чтобы обеспечить герметичность полости заготовки и определяется технологическими возможностями ее изготовления. Для исследованных заготовок, состоящих из металлических оболочек с внутренним диаметром 0, равным 57 мм, порошковых сердечников из ниобия, титана, циркония, солей - хроматов бария и свинца, выдавливаемых со степенями деформации 0,190,4375 через матрицы с углами рабочего конуса 535 вышеуказанные соотношения составили соответственно 0 Прессование порошковой проволоки при использовании предлагаемой заготовки осуществляется следующим образом. Подготовленную заготовку, заполненную порошком, помещают в контейнер, установив передним концом, т.е. передней заглушкой 3 в рабочем конусе матрицы и подвергают прессованию. При подъеме давления, оно прижимает стенки задней заглушки 4 к внутренней поверхности оболочки 1 пропорционально давлению, обеспечивая надежную герметизацию заднего конца заготовки. Одновременно давление рабочей жидкости прижимает оболочку 1 к контактирующим поверхностям передней заглушки 3, также обеспечивая надежное уплотнение разъема. При определенном давлении начинается прессование, которое постепенно растет до давления прессования оболочки 1 с порошком 2, при этом достигается такая скорость,которая обеспечивает формирование гидродинамического режима трения. При проходе заготовки через матрицу, заглушки 3 и 4 упруго деформируются, плотно прилегая к поверхностям оболочки 1, и при выходе из матрицы полностью восстанавливают свою форму. Так как давление прессования оболочки с полой упругоэластичной заглушкой 4 заднего конца заготовки значительно меньше давления прессования оболочки с порошком в установившемся периоде процесса, то давление прессования заготовки в конце процесса на участке оболочки с задней заглушкой 4 плавно уменьшается до атмосферного. Скорость изделия при выходе из матрицы невелика и изделие легко тормозится в гидроулавливателе устройства. Заглушки удаляются из изделия и готовы для дальнейшего использования. Пример. Прессовали порошковую проволоку со степенью деформации 0,4375 из заготовки, состоящей из медной оболочки наружным диаметром 8 мм, толщиной стенки 1 мм и длиной 0,8 м и сердечника из порошка ниобия марки ПНП-1 с размером частиц меньше 40 мкм. Заглушки изготавливали из полиуретана с диаметром посадки в оболочку 6,05 мм и цилиндроконической полостью передней заглушки диаметром , равным 4,8 мм и угломконической части ее, равным углузаходней конической части передней заглушки 15, а для задней заглушки - цилиндрическая полость диаметром 3, равным 4,8 мм, при этом длина заглушки составляла 10 мм. Давление прессования в начале процесса плавно росло до давления установившегося периода процесса - 510 МПа, а в конце процесса плавно падало до атмосферного. Изделие без повреждений тормозилось в гидроулавливателе устройства. Заглушки удаляли из изделия и использовали для последующего гидропрессования порошковой проволоки, при этом было выполнено 300 прессовок проволоки и заглушки не имели повреждений. Прессовали известную из источника 2 заготовку, состоящую из медной оболочки наружным диаметром 8 мм, толщиной стенки 1 мм и длиной 0,8 м, сердечника из порошка ниобия марки ПНП-1 с размером частиц меньше 40 мкм и медных заглушек. Передняя заглушка имела заходную коническую часть с углом, равным углу матрицы - 15. Полость заготовки в месте стыков заглушек с оболочкой герметизирована с помощью электроннолучевой сварки. При гидропрессовании данной заготовки наблюдался первоначальный пик давления,превышающий в 1,4 раза давление прессования предлагаемой заготовки, при прессовании передней заглушки,что приводило к потере устойчивости процесса и скачкообразному выдавливанию заготовки. В конце процесса наблюдался второй пик давления, вызванный прессованием задней заглушки, превышающий в 1,2 раза давление прессования предлагаемой заготовки. В результате изделие при торможении в гидроулавливателе имело повреждения поверхности - вмятины, забоины и т.д. В процессе прессования заготовки происходил разрыв сварных швов и рабочая жидкость под давлением поступала в порошковый сердечник и загрязняла его на длине передней части 90 мм, а задней - 55 мм, что приводило к повышенным отходам. Деформированные заглушки не пригодны для дальнейшего использования. 3 4227 1 Технический результат заключается в отсутствии начального и конечного пиков давления гидропрессования заготовок, постоянному давлению прессования и скорости истечения порошковой проволоки, снижении скорости изделия при выстреле в конце процесса, улучшению герметичности полости заготовки в процессе гидропрессования, в возможности многократного использования заглушек и прессования пирофорных порошковых смесей. Источники информации 1.908532 , 1982. 2. Киефудзи М, Мицуги С, Перспективы промышленного использования гидростатического экструдирования. Сосей то како, 1980. - Т.21. -238 (11). - С. 942-948. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B22F 3/20
Метки: гидростатического, заготовка, проволоки, прессования, порошковой
Код ссылки
<a href="https://by.patents.su/4-4227-zagotovka-dlya-gidrostaticheskogo-pressovaniya-poroshkovojj-provoloki.html" rel="bookmark" title="База патентов Беларуси">Заготовка для гидростатического прессования порошковой проволоки</a>
Способ волочения порошковой проволоки в режиме гидродинамического трения и устройство для его осуществления
Номер патента: 3076
Опубликовано: 30.12.1999
Авторы: Чумак Геннадий Андреевич, Бобруйко Юрий Петрович, Исаевич Леонид Александрович, Вайцехович Алла Андреевна
Метки: проволоки, осуществления, способ, режиме, порошковой, гидродинамического, трения, волочения, устройство
Текст:
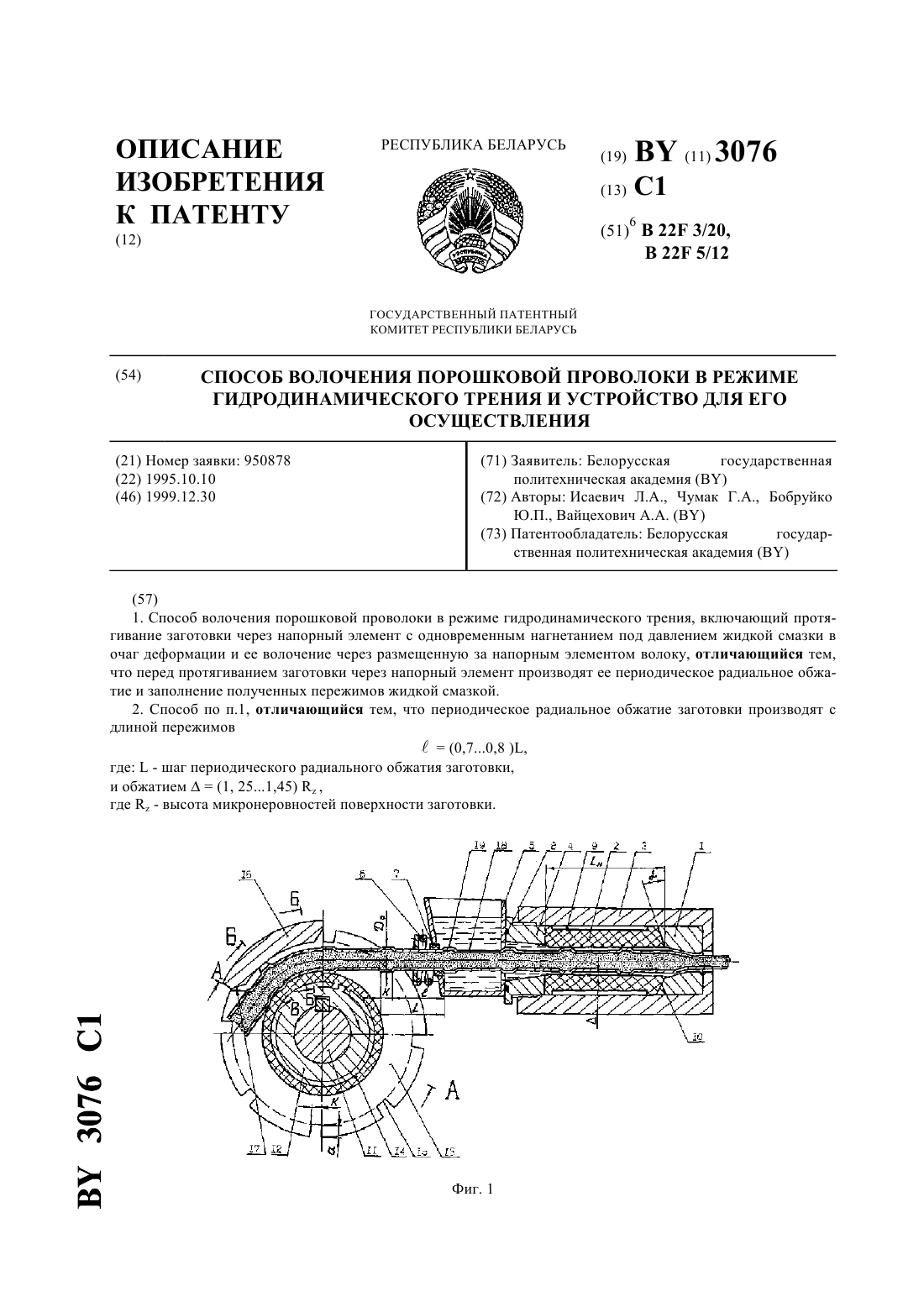
...по боковой поверхности колеса 12. В башмаке 16 на входе заготовки выполнена наклонная плоскость 17 шириной, равной ширине вкладыша 14. На поверхность башмака 16, контактирующую с вкладышем 14, нанесен антифрикционный фторопластовый слой. Колесо 12 установлено с возможностью вращения в направлении волочения и снабжено приводом вращения (на чертеже не показан). Для создания устойчивого режима гидродинамического трения в очаге деформации должно...
Устройство для полунепрерывного прессования длинномерных заготовок
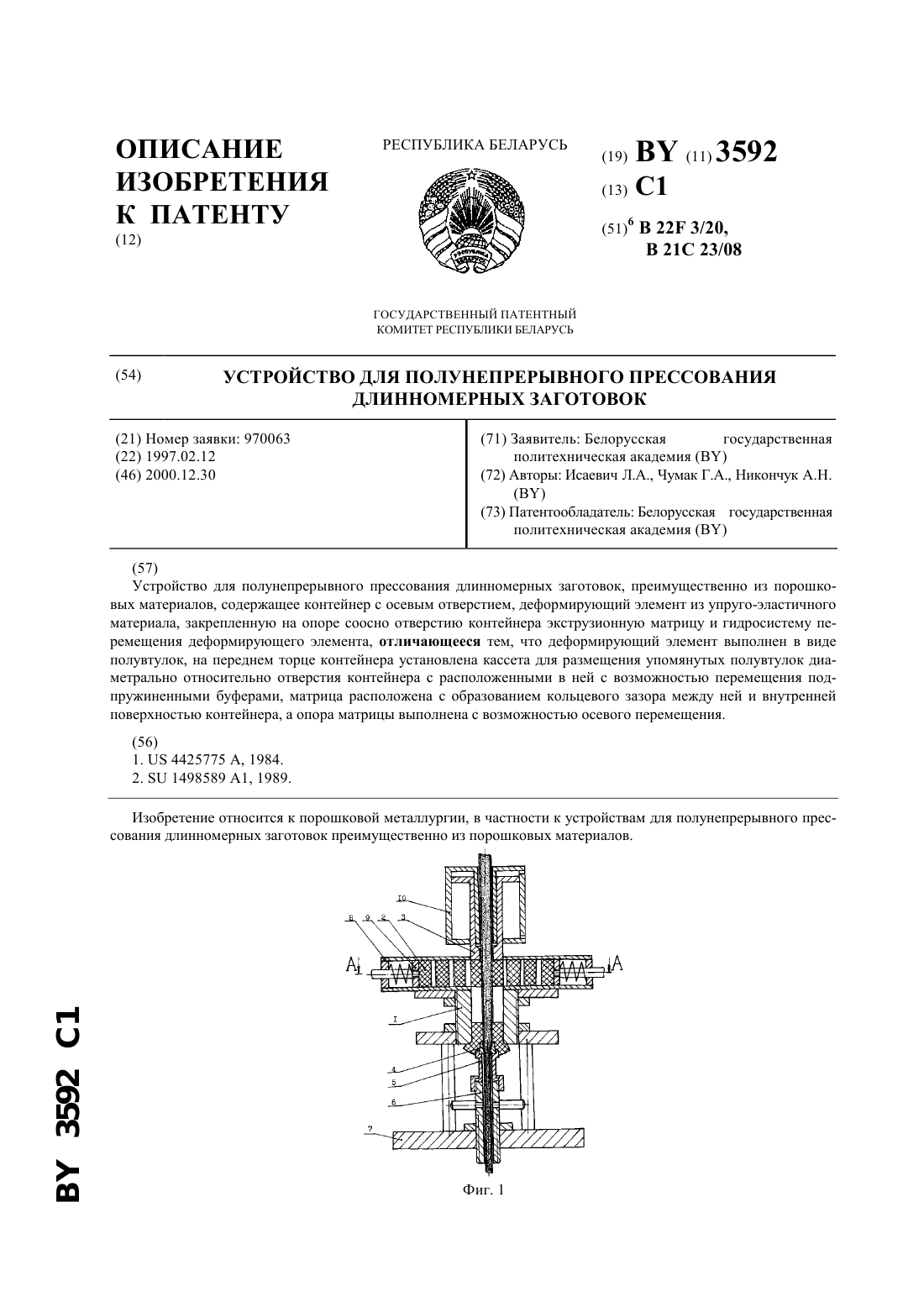
Номер патента: 3592
Опубликовано: 30.12.2000
Авторы: Исаевич Леонид Александрович, Никончук Андрей Николаевич, Чумак Геннадий Андреевич
МПК: B21C 23/08, B22F 3/20
Метки: устройство, длинномерных, прессования, заготовок, полунепрерывного
Текст:
...внутренних складок оболочки заготовки в местах расположения выступов деформирующего элемента, что приводит к браку изделия. Недостатком устройства является низкая стойкость матриц, ослабленных концентрическими пазами. Задача изобретения - повышение надежности, упрощение конструкции устройства и повышение качества порошковой проволоки и других длинномерных изделий. Поставленная задача достигается тем, что в предлагаемом устройстве,...
Устройство для непрерывного прессования длинномерных изделий
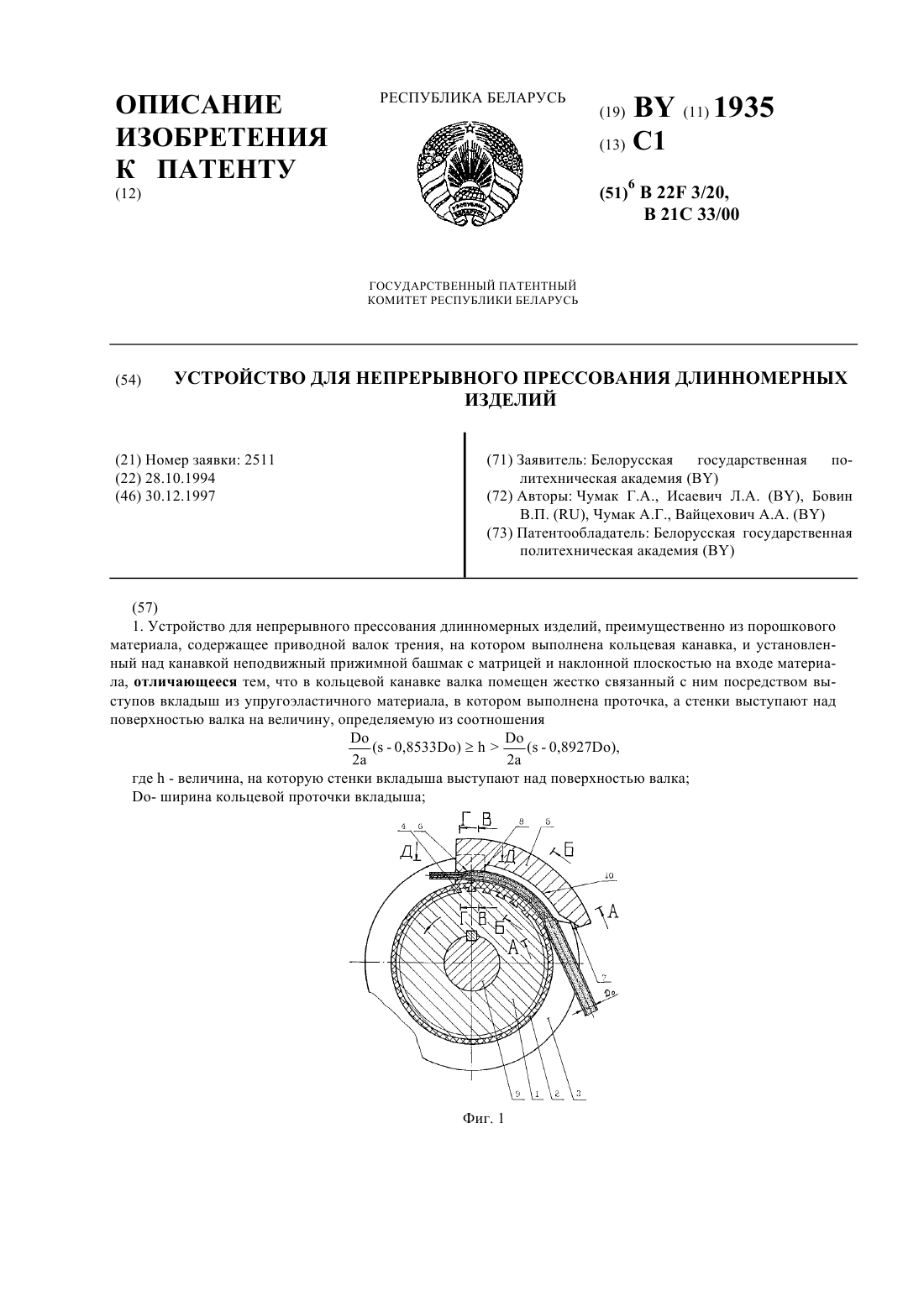
Номер патента: 1935
Опубликовано: 30.12.1997
Авторы: Исаевич Леонид Александрович, Чумак Геннадий Андреевич, Вайцехович Алла Андреевна, Чумак Александр Геннадьевич, Бовин Валерий Павлович
МПК: B22F 3/20, B21C 33/00
Метки: устройство, непрерывного, изделий, длинномерных, прессования
Текст:
...1 вращается на валу 9. На поверхностях 7 и 10 башмака 5 нанесен антифрикционный фторопластовый слой. Для увеличения жесткости выступов 4, они армированы волокнами. Выполнение кольцевой проточки 3 колеса трения 1 во вкладыше 2 из упругоэластичного материала обеспечивает передачу усилия зажима равномерно по сечению заготовки и, соответственно, равномерные радиальную деформацию оболочки и уплотнение порошкового сердечника по сечению. Силы трения...
Способ прессования изделий из порошков
Номер патента: 3568
Опубликовано: 30.09.2000
Авторы: Пятов Владислав Владимирович, Матвеев Константин Сергеевич, Голубев Алексей Николаевич, Ахтанин Олег Николаевич, Клименков Степан Степанович
МПК: B22F 3/02
Метки: изделий, порошков, прессования, способ
Текст:
...состоянии утряски. Способ осуществляют следующим образом. Среду, передающую давление, засыпают в матрицу и уплотняют прессующим пуансоном при давлении 50 МПа. В качестве среды, передающей давление, используют пластифицированный легирующий порошок,при этом пластификатор, в качестве которого используют парафин, заполняет все межчастичное пространство. В уплотненной среде, передающей давление, формующим пуансоном выдавливают полость, форма...
Способ изготовления проволоки из металлических порошков
Номер патента: 2520
Опубликовано: 30.12.1998
Авторы: Бобруйко Юрий Петрович, Исаевич Леонид Александрович, Чумак Геннадий Андреевич
МПК: B22F 5/12
Метки: проволоки, металлических, порошков, изготовления, способ
Текст:
...наполнителя порошка ниобия марки ПНП-1 с размером частиц меньше 40 мкм, коэффициент трения которого по меди равен 410,869. Оболочку с загерметизированным заостренным концом устанавливали под различными углами к горизонтали, к открытому концу оболочки перемещали бункер с порошком в количестве, необходимом для заполнения оболочки заданной длины, осуществляли вакуумирование полостей оболочки и бункера с порошком до различных степеней вакуума,...
Предыдущий патент: Захватное устройство
Следующий патент: Способ получения 2′,3′-дидезоксицитидина
Случайный патент: Способ получения аморфной формы цефуроксимаксетила