Способ получения высокоуглеродистой стали кордового качества
Номер патента: 8693
Опубликовано: 30.12.2006
Авторы: Казаков Сергей Васильевич, Маточкин Виктор Аркадьевич, Гуненков Валентин Юрьевич, Пивцаев Виталий Васильевич, Гуляев Михаил Павлович, Эндерс Владимир Владимирович
Текст
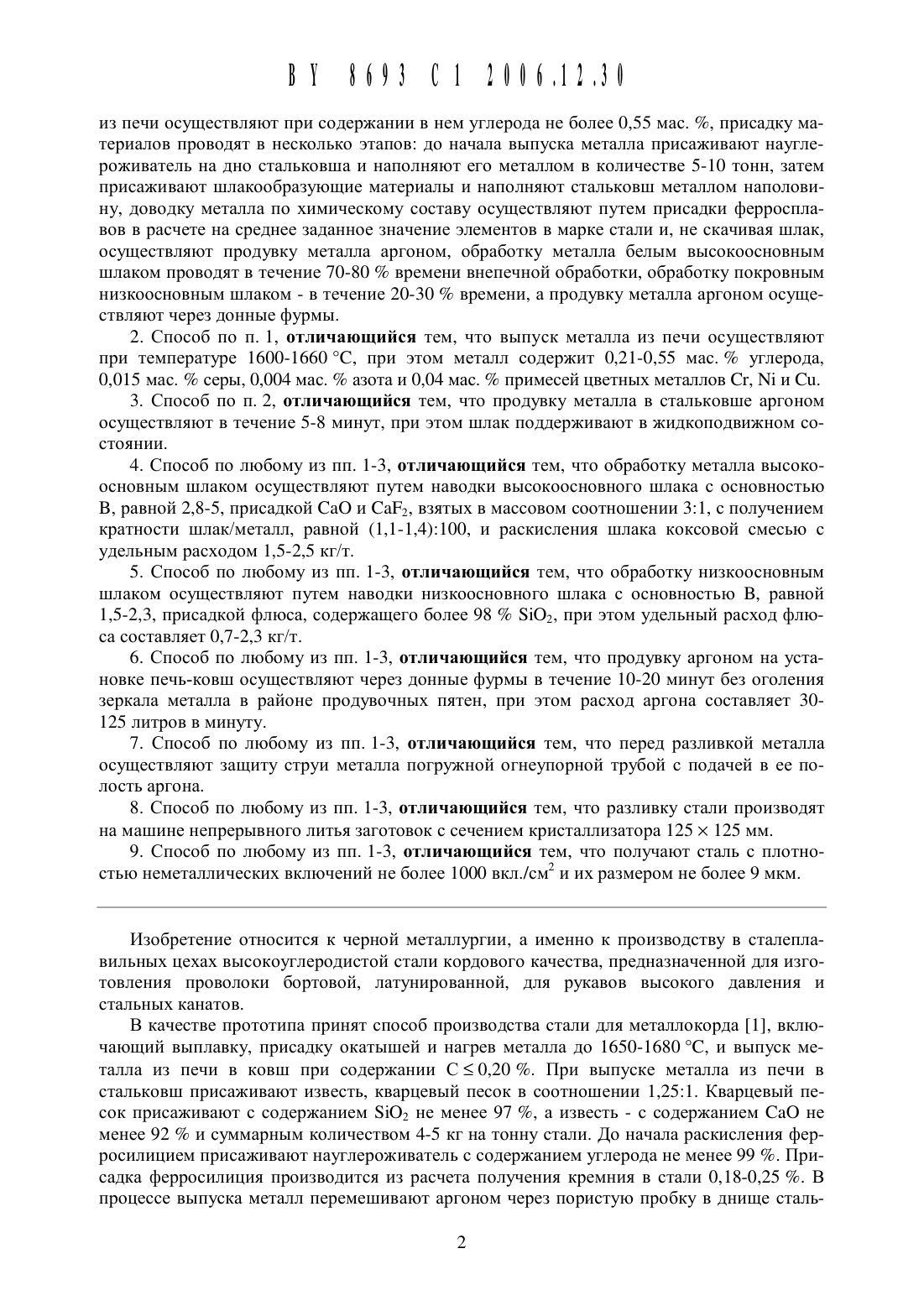
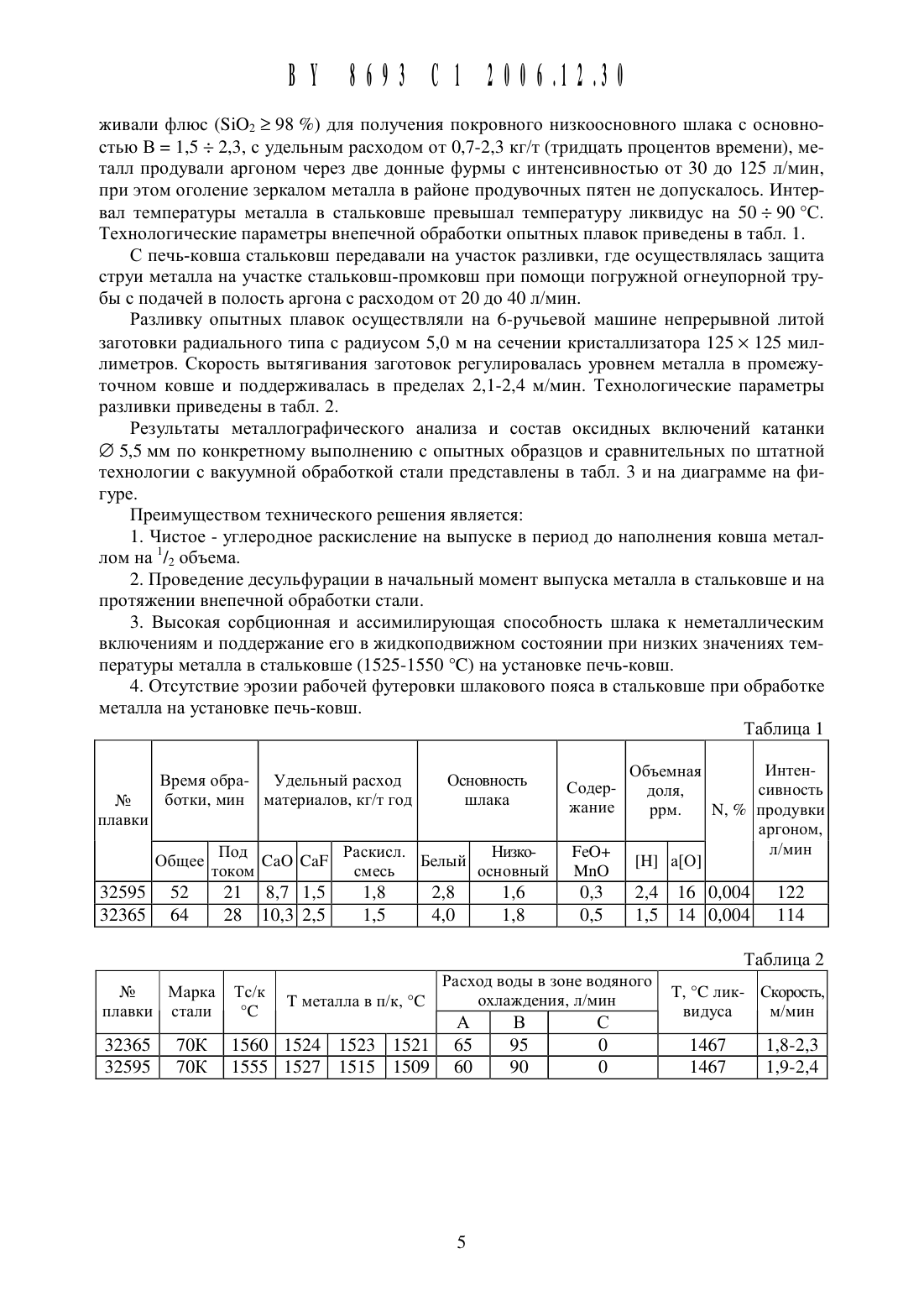
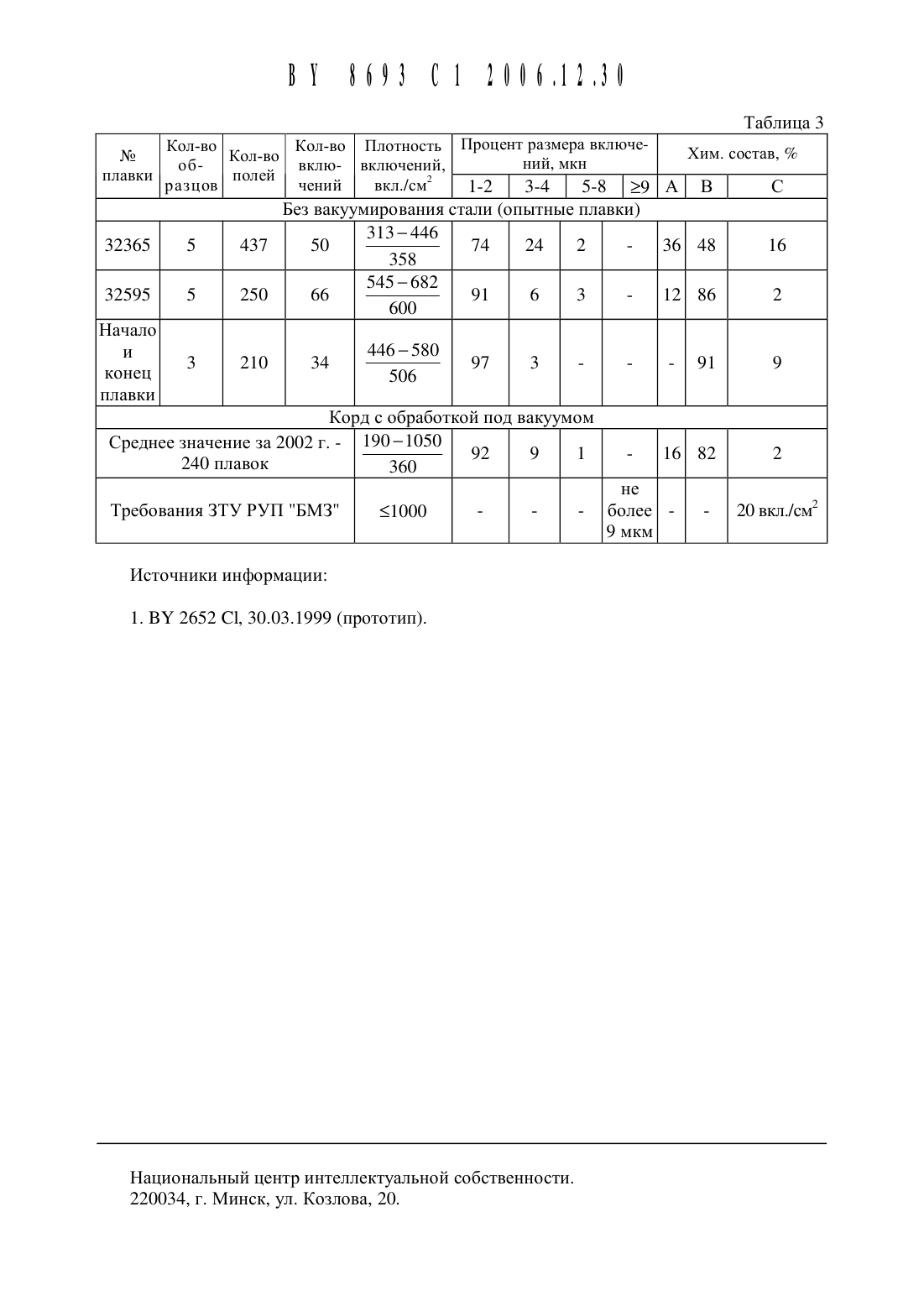
из печи осуществляют при содержании в нем углерода не более 0,55 мас. , присадку материалов проводят в несколько этапов до начала выпуска металла присаживают науглероживатель на дно стальковша и наполняют его металлом в количестве 5-10 тонн, затем присаживают шлакообразующие Материалы и наполняют стальковш металлом наполовину, доводку металла по химическому составу осуществляют путем присадки ферросплавов в расчете на среднее заданное значение элементов в марке стали и, не скачивая шлак,осуществляют продувку металла аргоном, обработку металла белым вь 1 сокоосновнь 1 м шлаком проводят в течение 70-80 времени внепечной обработки, обработку покровным низкоосновным шлаком - в течение 20-30 времени, а продувку металла аргоном осуществляют через донные фурмы.2. Способ по п. 1, отличающийся тем, что выпуск металла из печи осуществляют при температуре 1600-1660 С, при этом металл содержит 0,21-0,55 мас. углерода,0,015 мас. серы, 0,004 мас. азота и 0,04 мас. примесей Цветных металлов Ст, Ый и Си.3. Способ по п. 2, отличающийся тем, что продувку металла в стальковше аргоном осуществляют в течение 5-8 минут, при этом шлак поддерживают в жидкоподвижном состоянии.4. Способ по любому из пп. 1-3, отличающийся тем, что обработку металла вь 1 сокоосновным шлаком осуществляют путем наводки высокоосновного шлака с основностью В, равной 2,8-5, присадкой СаО и СаР 2, взятых в массовом соотношении 31, с получением кратности шлак/металл, равной (1,1-1,4)100, и раскисления шлака коксовой смесью с удельным расходом 1,5-2,5 кг/т.5. Способ по любому из пп. 1-3, отличающийся тем, что обработку низкоосновным шлаком осуществляют путем наводки низкоосновного шлака с основностью В, равной 1,5-2,3, присадкой флюса, содержащего более 98 5102, при этом удельный расход флюса составляет 0,7-2,3 кг/т.6. Способ по любому из пп. 1-3, отличающийся тем, что продувку аргоном на установке печь-ковш осуществляют через донные фурмы в течение 10-20 минут без оголения зеркала металла в районе продувочных пятен, при этом расход аргона составляет 30125 литров в минуту.7. Способ по любому из пп. 1-3, отличающийся тем, что перед разливкой металла осуществляют защиту струи металла погружной огнеупорной трубой с подачей в ее полость аргона.8. Способ по любому из пп. 1-3, отличающийся тем, что разливку стали производят на машине непрерывного литья заготовок с сечением кристаллизатора 125 125 мм.9. Способ по любому из пп. 1-3, отличающийся тем, что получают сталь с плотностью неметаллических включений не более 1000 вкл./см 2 и их размером не более 9 мкм.Изобретение относится к черной металлургии, а именно к производству в сталеплавильных цехах высокоуглеродистой стали кордового качества, предназначенной для изготовления проволоки бортовой, латунированной, для рукавов высокого давления и стальных канатов.В качестве прототипа принят способ производства стали для металлокорда 1, включающий выплавку, присадку окатышей и нагрев металла до 1650-1680 С, и выпуск металла из печи в ковш при содержании С 5 0,20 . При выпуске металла из печи в стальковш присаживают известь, кварцевый песок в соотношении 1,251. Кварцевый песок присаживают с содержанием 5102 не менее 97 , а известь - с содержанием СаО не менее 92 и суммарным количеством 4-5 кг на тонну стали. До начала раскисления ферросилицием присаживают науглероживатель с содержанием углерода не менее 99 . Присадка ферросилиция производится из расчета получения кремния в стали 0,18-0,25 . В процессе выпуска металл перемешивают аргоном через пористую пробку в днище сталь 2ковша, затем сливают шлак, после выпуска в течение 10 минут металл перемешивают аргоном, окончательная доводка металла по химическому составу и температуре производится на установке печь-ковш. Затем производят нагрев металла до температуры на 2535 С выше требуемой по технологии разливки, наводят шлак из смеси извести 2,0 кг/т и кварцевого песка 2,5 кг/т. Внепечную обработку заканчивают продувкой металла аргоном без электронагрева в течение 25-30 мин, после чего стальковш с металлом передают на машину непрерывного литья заготовок (МНЛЗ), где сечение кристаллизаторов составляет 250 300 мм.Недостаток прототипа состоит в использовании дорогостоящих материалов, отсутствии десульфурации в ковше на выпуске металла, длинной, негибкой технологической схеме производства стали с большой трудоемкостью, высоких затратах при разливке на сечение 250 300 мм и эрозии футеровки шлакового пояса с/ковша кислым шлаком В 0,8 1,1.Задача, решаемая изобретением, заключается в усовершенствовании технологии внепечной обработки стали, включающей наведение шлака переменной основности и продувку металла аргоном через две донные фурмы, и получении требуемого состава металла и шлака.Технический результат, достигаемый при использовании способа, состоит в максимальном удалении серы и кислорода, а также модификации и ассимиляции неметаллических включений в стали и получении стали кордового качества с плотностью неметаллических включений не более 1000 вкл./см 2 и размером не более 9 мкм, содержанием азота и кислорода 5 50 ррш при разливке на малом сечении заготовки 125 125 мм.Решение поставленной задачи обеспечивается тем, что способ получения высокоуглеродистой стали кордового качества включает нагрев металла, выпуск металла из печи в стальковш, раскисление металла путем присадки материалов, доводку металла по химическому составу, продувку металла аргоном, внепечную обработку металла на установке печь-ковш высокоосновным и низкоосновным шлаками, продувку металла аргоном и его разливку. По изобретению выпуск металла из печи осуществляют при содержании в нем углерода не более 0,55 мас. . Присадку материалов проводят в несколько этапов. До начала выпуска металла присаживают науглероживатель на дно стальковша и наполняют его металлом в количестве 5-10 тонн. Затем присаживают шлакообразующие материалы и наполняют стальковш металлом наполовину. Доводку металла по химическому составу осуществляют путем присадки ферросплавов в расчете на среднее заданное значение элементов в марке стали и, не скачивая шлак, осуществляют продувку металла аргоном.Обработку металла белым высокоосновным шлаком проводят в течение 70-80 времени внепечной обработки, обработку покровным низкоосновным шлаком - в течение 2030 времени, а продувку металла аргоном осуществляют через донные фурмы.Выпуск металла из печи осуществляют при температуре 1600-1660 С, при этом металл содержит 0,21-0,55 мас. углерода, 0,015 мас. серы, 0,004 мас. азота и 0,04 мас. примесей цветных металлов Ст, Ый и Си. Продувку металла в стальковше аргоном осуществляют в течение 5-8 минут, при этом шлак поддерживают в жидкоподвижном состоянии.Обработку металла высокоосновным шлаком осуществляют путем наводки вь 1 сокоосновного шлака с основностью В, равной 2,8-5,0, присадкой СаО и СаР 2, взятых в массовом соотношении 31, с полученим кратности шлак/металл, равной (1,1-1,4)100, и раскисления шлака коксовой смесью с удельным расходом 1,5-2,5 кг/т.Обработку низкоосновным шлаком осуществляют путем наводки низкоосновного шлака с основностью В, равной 1,5-2,3, присадкой флюса, содержащего более 98 5102,при этом удельный расход флюса оставляет 0,7-2,3 кг/т.Продувку аргоном на установке печь-ковш осуществляют через донные фурмы в течение 10-20 минут без оголения зеркала металла в районе продувочных пятен, при этом расход аргона составляет 30-125 литров в минуту.Перед разливкой металла осуществляют защиту струи металла погружной огнеупорной трубой с подачей в ее полость аргона.Разливку стали производят на машине непрерывного литья заготовок с сечением кристаллизатора 125 125 мм.Получают сталь с плотностью неметаллических включений не более 1000 вкл./см 2 и их размером не более 9 мкм.Изобретение поясняется табл. 1, 2 и 3 и чертежом - фигура, на котором показана тройная диаграмма состава неметаллических включений.В табл. 1 представлены технологические параметры внепечной обработки и полученные результаты опытных плавок.Разливку опытных плавок осуществляли на 6-ручьевой машине непрерывного литья заготовок радиального типа с радиусом 5,0 м. Скорость вытягивания заготовок регулировали уровнем металла в промежуточном ковше и поддерживали в пределах 2,1-2,4 м/мин. В табл. 2 приведены технологические параметры разливки стали.Результаты металлографического анализа и состав оксидных включений катанки И 5,5 мм по конкретному выполнению с опытных образцов и сравнительных (результаты 2002 г.) - по штатной технологии с вакуумной обработкой стали, представлены в табл. 3 и на диаграмме на фигуре.Из табл. 3 и фигуры Металлографические исследования показывают, что плотность и размер неметаллических включений находятся на одном уровне с кордовой сталью и соответственно не превышают 1000 вкл./см 2 и 9 мкм.Пример конкретной реализации способаСпособ получения высокоуглеродистой стали кордового качества опробован на Республиканском унитарном предприятии Белорусский металлургический завод.Выплавка высокоуглеродистой стали кордового качества с плотностью по неметаллическим включениям не более 1000 вкл./см 2 без вакуумной дегазации и разливкой на малом сечении 125 125 мм производилась в соответствии с временным технологическим регламентом в дуговой сталеплавильной печи (ДСП). Нагрев металла в печи производился при температуре 1600-1660 С. Выпуск расплавленного металла из ДСП в стальковш производился при содержании углерода 0,21-0,55 и серы 0,015 . При этом цветные примеси (Ст, Ый, Си) и азот составили соответственно 0,04 и 0,004 . Перед выпуском металла в стальковш на его дно присаживали 150-260 кг науглероживателя с содержанием углерода от 96 и более, при открытии плавки и наполнении стальковша 5-10 тонн металлом присаживали 500 600 килограммов извести (СаО) и 170 200 килограммов плавикового шпата (СаР 2), а после наполнения 50 тонн 100-тонного стальковша металлом присаживали ферросплавы - ферросилиций (Ре 51) и силикомарганец (ферромарганец) 51 Мп(РеМп) на среднезаданное значение состава элементов в металле. Одновременно, не скачивая шлак, производили продувку металла в стальковше аргоном с расходом 68110 л/мин в течение 8-10 мин. Затем стальковш передается на установку печь-ковш.В связи с тем, что предлагаемая технология не предусматривала обработку металла под вакуумом, в целом, внепечное рафинирование в стальковше на установке печь-ковш определяли временем разливки одной плавки, и оно составило от 52 до 64 минут.Основная задача на установке печь-ковш сводилась к получению требуемого состава металла и шлака, максимальному удалению серы и кислорода, а также модификации и ассимиляции неметаллических включений из стали.Так, шлакообразуюЩие материалы присаживали в соотношении СаО/СаВ, равном 3 1,с получением кратности шлак-металл, равной ( 1,1-1,4)/ 100. Семьдесят процентов времени обработки металла на печь-ковше проводили под белым высокоосновным шлаком с основностью 2,8-5,0. Для проведения диффузионного раскисления металла присаживали раскисляюшую коксовую смесь с удельным расходом 1,5-2,2 кг/т и за 10-18 минут до передачи плавки в стальковше на машину непрерывной разливки заготовок (МНЛ 3) приса 4живали флюс (5102 2 98 ) для получения покровного низкоосновного шлака с основностью В 1,5 2,3, с удельным расходом от 0,7-2,3 кг/т (тридцать процентов времени), металл продували аргоном через две Донные фурмы с интенсивностью от 30 до 125 л/мин,при этом оголение зеркалом металла в районе продувочных пятен не допускалось. Интервал температуры металла в стальковше превышал температуру ликвидус на 50 90 С. Технологические параметры внепечной обработки опытных плавок приведены в табл. 1.С печь-ковша стальковш передавали на участок разливки, где осуществлялась зашита струи металла на участке стальковш-промковш при помощи погружной огнеупорной трубы с подачей в полость аргона с расходом от 20 до 40 л/мин.Разливку опытных плавок осу 1 Цествляли на 6-ручьевой машине непрерывной литой заготовки радиального типа с радиусом 5,0 м на сечении кристаллизатора 125 125 миллиметров. Скорость вытягивания заготовок регулировалась уровнем металла в промежуточном ковше и поддерживалась в пределах 2,1-2,4 м/мин. Технологические параметры разливки приведены в табл. 2.Результаты металлографического анализа и состав оксидных включений катанки И 5,5 мм по конкретному выполнению с опытных образцов и сравнительных по штатной технологии с вакуумной обработкой стали представлены в табл. 3 и на диаграмме на фигуре.Преимуществом технического решения является1. Чистое - углеродное раскисление на выпуске в период до наполнения ковша металлоь 1 на 1/2 объема.2. Проведение десульфурации в начальный момент выпуска металла в стальковше и на протяжении внепечной обработки стали.3. Высокая сорбЦионная и ассимилируюшая способность шлака к неметаллическим включениям и поддержание его в жидкоподвижном состоянии при низких значениях температуры металла в стальковше (1525-1550 С) на установке печь-ковш.4. Отсутствие эрозии рабочей футеровки шлакового пояса в стальковше при обработке металла на установке печь-ковш.Объемная Интен Время обра- Удельный расход Основность 009 ботки, мин материалов, кг/т год шлака плавки
МПК / Метки
МПК: C22C 33/04, C21C 7/06
Метки: качества, высокоуглеродистой, кордового, получения, стали, способ
Код ссылки
<a href="https://by.patents.su/6-8693-sposob-polucheniya-vysokouglerodistojj-stali-kordovogo-kachestva.html" rel="bookmark" title="База патентов Беларуси">Способ получения высокоуглеродистой стали кордового качества</a>
Способ внепечной обработки высокоуглеродистой стали

Номер патента: 3462
Опубликовано: 30.09.2000
Авторы: Бать Юрий Израилевич, Онищук Виталий Прохорович, Фоменко Александр Петрович, Гуляев Михаил Павлович, Фетисов Василий Павлович, Кисиленко Владимир Васильевич, Дюдкин Дмитрий Александрович, Паршиков Анатолий Николаевич
Метки: стали, высокоуглеродистой, внепечной, обработки, способ
Текст:
...на усвоенный металлом кальций устанавливают из соотношения Са(0,0030,005) (21,2 ),где Са - содержание кальция, усвоенного металлом, мас. , - содержание кремния в металле перед вводом модификатора, , - содержание алюминия в металле перед вводом модификатора, . Кальцийсодержащие материалы вводят в ковш в виде порошковой проволоки. Между существенными признаками и техническим результатом - более полным и стабильным модифицированием...
Способ внепечной обработки кордовой стали
Номер патента: 4756
Опубликовано: 30.12.2002
Авторы: Фетисов Василий Павлович, Кушнарев Николай Николаевич, Дюдкин Дмитрий Александрович, Бать Юрий Израилевич, Эндерс Владимир Владимирович, Титиевский Владимир Маркович, Фоменко Александр Петрович, Онищук Виталий Прохорович
МПК: C21C 7/06
Метки: кордовой, способ, стали, обработки, внепечной
Текст:
...обработку кислым шлаком. В качестве кислого шлака используют шлак, содержащий 1015 окислов щелочных металлов, при этом шлак вводят в расплав в виде порошковой проволоки. Наличие в составе кислого шлака окислов щелочных металлов в количестве 1015 значительно уменьшает вязкость шлака. Использование шлака в виде порошковой проволоки, т.е. проволоки, сердечник которой состоит из порошка кислого шлака, позволяет вводить шлак вглубь металла. Там...
Способ внепечной обработки стали
Номер патента: 3464
Опубликовано: 30.09.2000
Авторы: Титиевский Владимир Маркович, Дюдкин Дмитрий Александрович, Бать Юрий Израилевич, Онищук Виталий Прохорович, Кушнарев Николай Николаевич, Фоменко Александр Петрович, Квашнин Сергей Анатольевич, Гуляев Михаил Павлович, Феоктистов Юрий Васильевич, Кисиленко Владимир Васильевич
МПК: B21C 7/06, B21C 7/064, B21C 7/00...
Метки: обработки, стали, внепечной, способ
Текст:
...Между существенными признаками изобретения и техническим результатом - повышением степени десульфурации, удалением неметаллических включений и глобуляризацией оставшихся в металле включений существует причинно-следственная связь, которая поясняется следующим. Удаление серы возможно, как известно, при низкой активности кислорода. При вводе же кальция в жидкую сталь, раскисленную алюминием, реакция взаимодействия алюминия с кислородом...
Способ производства стали для металлокорда
Номер патента: 2652
Опубликовано: 30.03.1999
Авторы: Феоктистов Юрий Васильевич, Лейнвебер Евгений Иванович, Гуляев Михаил Павлович, Фетисов Василий Павлович, Фоменко Александр Петрович
МПК: C22C 33/00, C21C 7/00
Метки: стали, производства, способ, металлокорда
Текст:
...печи в сталеразливочный ковш присаживают в соотношении 1,251 кварцевый песок с содержанием 2, не менее 97 и известь с содержанием СаО,не менее 92 суммарным количеством 4-5 кг на одну тонну стали, после чего присаживают науглераживатель с содержанием углерода, не менее 99 , количество которого определяют по выражению) 0,55( ост ),(1) 90 90 где- количество науглераживателя (тонн),(Сост) - остаточное содержание углерода в металле перед выпуском...
Способ выплавки стали в основной дуговой электропечи
Номер патента: 6036
Опубликовано: 30.03.2004
Авторы: Можаровский Олег Викторович, Лейнвебер Евгений Иванович, Якшук Дмитрий Станиславович, Филиппов Вадим Владимирович, Фоменко Александр Петрович, Дьяченко Юрий Владимирович
Метки: электропечи, выплавки, дуговой, основной, способ, стали
Текст:
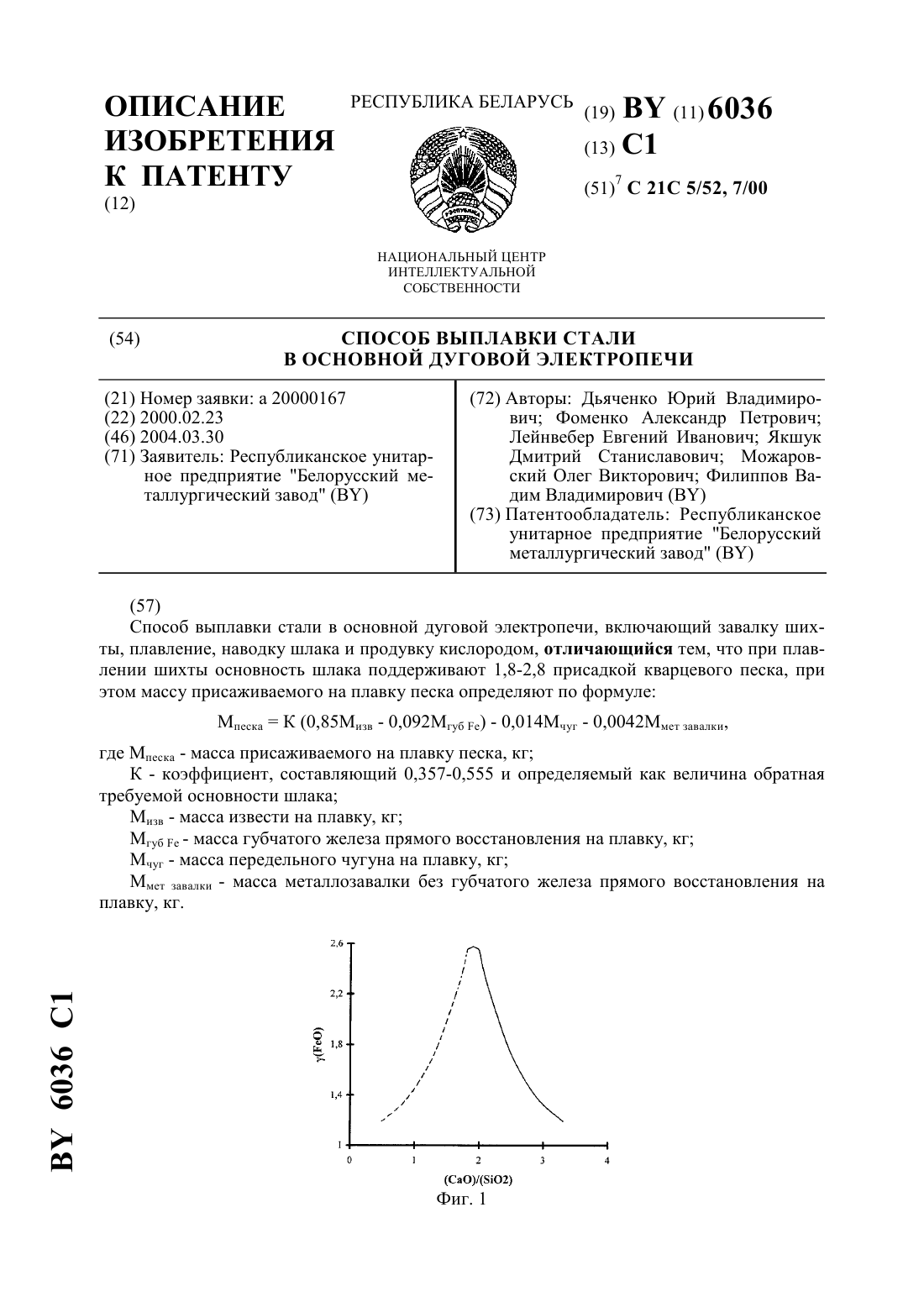
...состояния СаО-2. Активность и высота пенистого шлака повышается за счет получения и поддержания основности шлака в пределах 1,8-2,8, при которой увеличивается активность закиси железа в шлаке (фиг. 1), что в свою очередь увеличивает окислительную способность шлака,скорость окисления углерода и выделения пузырьков СО и в конечном итоге увеличивает высоту пенистого шлака (фиг. 2) и степень экранирования электрических дуг шлаком,приводящие к...
Предыдущий патент: Способ радиационной обработки кремниевых полупроводниковых приборов
Следующий патент: Складной велосипед
Случайный патент: Способ получения каталазы