Способ формирования толстых защитных покрытий на литейных сплавах алюминия
Номер патента: 5846
Опубликовано: 30.12.2003
Авторы: Кухарев Александр Анатольевич, Чигринова Наталья Михайловна, Чигринов Виталий Евгеньевич
Текст
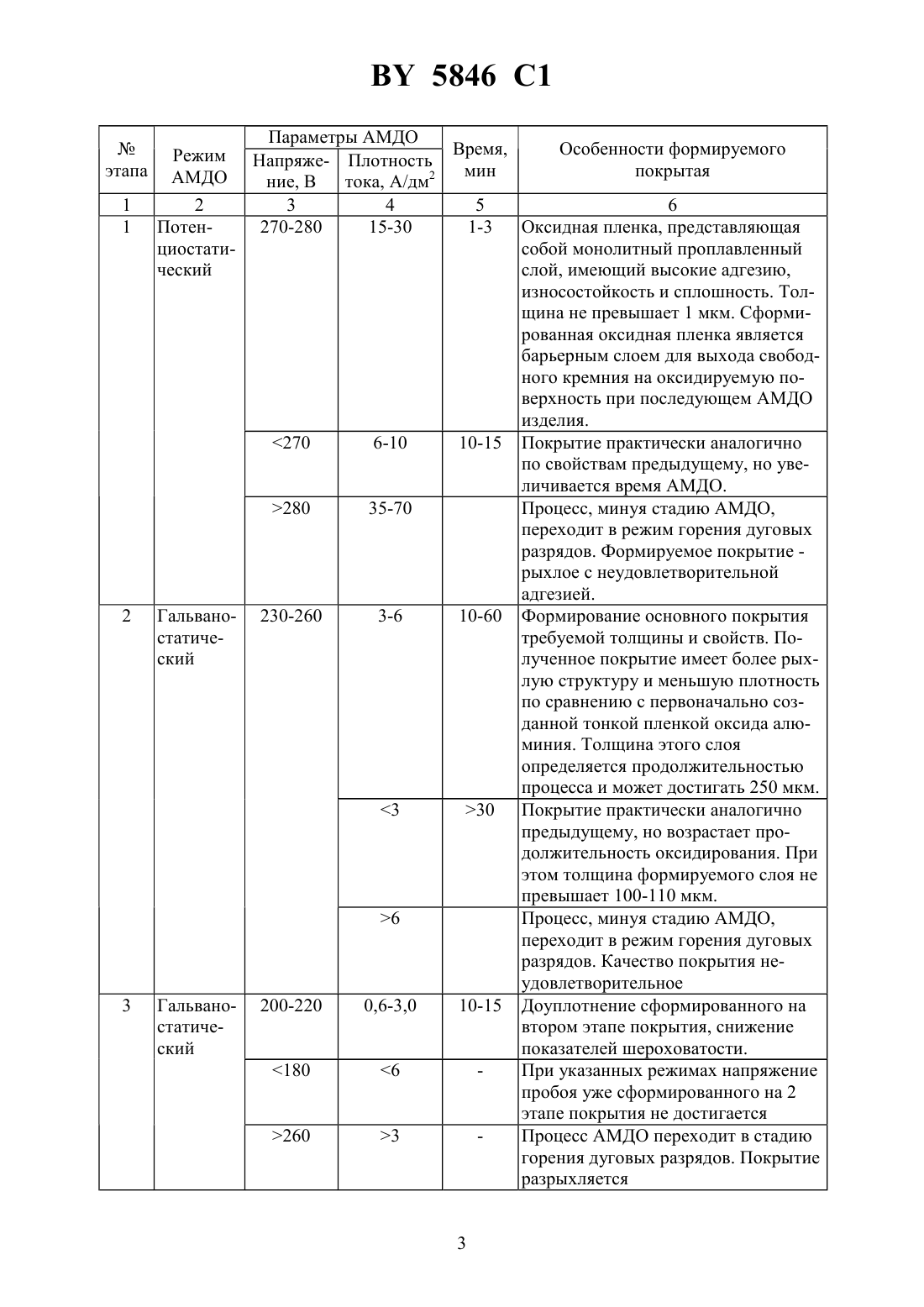
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ФОРМИРОВАНИЯ ТОЛСТЫХ ЗАЩИТНЫХ ПОКРЫТИЙ НА ЛИТЕЙНЫХ СПЛАВАХ АЛЮМИНИЯ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Чигринова Наталья Михайловна Чигринов Виталий Евгеньевич Кухарев Александр Анатольевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ формирования толстых защитных покрытий на литейных сплавах алюминия путем анодного микродугового оксидирования в щелочном электролите, отличающийся тем, что сначала формируют тонкий оксидный слой в потенциостатическом режиме при напряжении 270-280 В и плотности тока 15-30 А/дм 2 в течение 1-3 мин, затем формируют второй оксидный слой в гальваностатическом режиме при напряжении 230-260 В и плотности тока 3-6 А/дм 2 в течение 10-60 мин, после чего производят доуплотнение в гальваностатическом режиме при напряжении 200-220 В и плотности тока 0,6-3 А/дм 2 в течение 10-15 мин.(56) Малышев В.Н. Физика и химия обработки материалов. - 1997. -5. - С. 77-83.926084, 1982. 1489221 1, 1987.1200591 , 1989.2023762 1, 1994.2078857 1, 1997.2081213 1, 1997.5069763 , 1991.5288372 , 1994.5275713 , 1994.5441618 , 1995. Изобретение относится к анодному микродуговому оксидированию (АМДО) и может быть использовано при нанесении защитных покрытий на изделия из литейных сплавов алюминия, эксплуатируемых в условиях интенсивного абразивно-механического износа,термоциклирования и т.п., например, алюминиевых поршней для высокофорсированных двигателей. Известен способ 1 микродугового оксидирования вентильных металлов в щелочном электролите, включающий анодирование симметричным переменным током частотой 50 Гц с плотностью тока в катодном импульсе 3,3-52 А/дм 2 и соотношением плотностей тока в 5846 1 анодном и катодном импульсах 1,1-1,3. Данный способ позволяет получать тонкие (менее 20 мкм) покрытия на титане, цирконии, гафнии и графите с высокой степенью оплавления, что обеспечивает снижение пористости и, следовательно, повышение термостойкости покрытий. Однако этот способ не обеспечивает получение износостойких покрытий на алюминии и его сплавах, так как при отношении плотностей тока в катодном и анодном импульсах более 0,95 монолитный слой покрытия разрушается. Известен способ микродугового оксидирования вентильных металлов в щелочном электролите 2, позволяющий наносить покрытия на изделия из деформируемых сплавов алюминия, в частности роторы пневмопрядильных машин, ролики эмальагрегатов и др. Процесс проводят при анодном токе 40-70 А/дм 2, что приводит к получению износостойких покрытий с низкой шероховатостью ( - 0,74) и низким коэффициентом трения(тр 0,1). Однако получаемые таким методом покрытия имеют толщину не более 7 мкм и содержат большое количество пор и пустот вне зависимости от исходной структуры обрабатываемого сплава. Присутствие в составе полученного покрытия от 10 до 20 анионов электролита, встроенных в структуру покрытия, не позволяет сохранить его характеристики при нагреве, в частности при термоциклировании, т.к. при нагреве выше 100 С составляющие электролита и вода удаляются из структуры покрытия, что приводит к его разрыхлению и потере защитных свойств. Поэтому данный способ не может применяться для формировании работоспособных теплостойких покрытий, которые должны выдерживать температурные воздействия до 400 С, как например, поршни высокофорсированных двигателей. Наиболее близким является способ нанесения в щелочном электролите покрытий толщиной до 200 мкм при плотности тока 15 А/дм 2 с соотношением количества жидкого стекла и КОН в электролите 12 3 на алюминии и его деформируемых ставах. Фазовый состав покрытия при этом состоит из смеси оксидов алюминия , ,модификаций (в сумме до 70 ) и муллита 23 22 3, 4. Задача изобретения - получение на поверхности литейных сплавов работоспособных защитных покрытий толщиной не менее 50 мкм без их последующей механической обработки за счет увеличения плотности поверхностного слоя покрытия и исключения муллитных образований из его фазового состава. Поставленная задача решается следующим образом. В способе формирования толстых защитных покрытий на литейных сплавах алюминия путем анодного микродугового оксидирования в щелочном электролите сначала формируют тонкий оксидный слой в потенциостатическом режиме при напряжении 270-280 В и плотности тока 15-30 А/дм 2 в течение 1-3 мин, затем формируют второй в гальваностатическом режиме при напряжении 230-260 В и плотности тока до 3-6 А/дм 2, в течение 10-60 мин, после чего производят доуплотнение в гальваностатическом режиме при напряжении 200-220 В и плотности тока 0,6-3 А/дм 2 в течение 10-15 мин. Такой способ ведения процесса позволяет с достаточно высокой скоростью роста (до 4 мкм/мин) получать на деформируемых и литейных сплавах алюминия равномерно окрашенные, без очагов питтинга плотные износостойкие покрытия толщиной до 120-160 мкм с низкой пористостью и шероховатостью на основе корундоподобной керамики состава -, - 23. Муллитные фазы в покрытии отсутствуют, средняя микротвердость такого покрытия не ниже 10-12 ГПа. Установлено, что для стабильного протекания процесса АМДО литейного сплава на всех трех стадиях отливки должны иметь мелкозернистую микроструктуру доэвтектического сплава с равномерно распределенными мелкими включениями свободного кремния и алюминия, гарантирующую формирование работоспособного керамического АМДОпокрытия с высокой сплошностью, плотностью и адгезией по всей обрабатываемой поверхности отливки. Выбор указанных режимов на всех трех этапах представлен в таблице. 2 Параметры АМДО Особенности формируемого Режим Напряже- Плотность Время,мин покрытая АМДО ние, В тока, А/дм 2 2 3 4 5 6 Потен 270-280 15-30 1-3 Оксидная пленка, представляющая циостатисобой монолитный проплавленный ческий слой, имеющий высокие адгезию,износостойкость и сплошность. Толщина не превышает 1 мкм. Сформированная оксидная пленка является барьерным слоем для выхода свободного кремния на оксидируемую поверхность при последующем АМДО изделия. 270 6-10 10-15 Покрытие практически аналогично по свойствам предыдущему, но увеличивается время АМДО. 280 35-70 Процесс, минуя стадию АМДО,переходит в режим горения дуговых разрядов. Формируемое покрытие рыхлое с неудовлетворительной адгезией. Гальвано- 230-260 3-6 10-60 Формирование основного покрытия статичетребуемой толщины и свойств. Поский лученное покрытие имеет более рыхлую структуру и меньшую плотность по сравнению с первоначально созданной тонкой пленкой оксида алюминия. Толщина этого слоя определяется продолжительностью процесса и может достигать 250 мкм. 3 30 Покрытие практически аналогично предыдущему, но возрастает продолжительность оксидирования. При этом толщина формируемого слоя не превышает 100-110 мкм. 6 Процесс, минуя стадию АМДО,переходит в режим горения дуговых разрядов. Качество покрытия неудовлетворительное Гальвано- 200-220 0,6-3,0 10-15 Доуплотнение сформированного на статичевтором этапе покрытия, снижение ский показателей шероховатости. 180 6 При указанных режимах напряжение пробоя уже сформированного на 2 этапе покрытия не достигается 260 3 Процесс АМДО переходит в стадию горения дуговых разрядов. Покрытие разрыхляется 3 5846 1 Сущность изобретения и подтверждение влияния исходной микроструктуры отливки на качество формируемых покрытий на литейных сплавах по предлагаемой технологии поясняется следующими примерами, в которых процесс АМДО осуществлялся на отливках со структурой модифицированного доэвтектического сплава с мелкодисперсными включениями свободного кремния и алюминия (вариант 1) и на отливках с грубодисперсной эвтектикой с включениями свободного кремния размером более 80 мкм (вариант 2). Пример 1. Методом анодного микродугового оксидирования по предложенной технологии формировали теплостойкое покрытие на днище и в камере сгорания поршней из литейного алюминиевого сплава АЛ-25 для высокофорсированных двигателей внутреннего сгорания. Процесс АМДО проводили в электролите с 10,7 на отливках с микроструктурой модифицированного доэвтектического сплава (вариант 1) и на отливках с грубодисперсной эвтектикой (вариант 2). Использовали установку микродугового оксидирования МДО-2 (изготовитель Филиал ВНИПТИЭМ г. Вильнюс). АМДО поршня осуществлялся следующим образом 1 этап потенциостатический режим с рабочим напряжением АМДО 270 В, плотностью анодного тока 15 А/дм 2 и продолжительностью - 1 мин. 2 этап гальваностатический режим с рабочим напряжением АМДО 230 В, плотностью анодного тока 4 А/дм 2, продолжительностью 40 мин. 3 этап гальваностатический режим с рабочим напряжением 210 В, плотностью анодного тока 1,5-2,0 А/дм 2, продолжительностью 15 мин. Полученные по предлагаемой технологии покрытия на отливках (вариант 1) имели фазовый состав на основе корундоподобной оксидной керамики, обладали равномерным светло-серым цветом с высокими характеристиками сплошности и плотности по всей обработанной поверхности без признаков растравливания и вспучиваний, 100 адгезией к материалу основы, минимальной пористостью (менее 2 ) и шероховатостью (не выше 1,6 мкм - 6-7 кл.).Толщина покрытия составляла 80-100 мкм., микротвердость на уровне 10,5 ГПа. При испытаниях на термоциклирование, выполненных на Минском моторном заводе по заводской программе и методике, поршни с таким покрытием выдержали более 4000 термоциклов, в то время как лучшие поршни без покрытия показывают результат 15001900 термоциклов. При АМДО по предложенной технологии отливок с грубой эвтектикой и крупными включениями (конгломератами) свободного кремния (вариант 2) также удалось сформировать керамическое покрытие толщиной 90-120 мкм. Созданное покрытие имело различия в цветовой гамме на поверхности оксидирования, фазовый состав на основе корундоподобной оксидной керамики с 15 муллитной фазы, что свидетельствовало о присутствии кремния в покрытии. Шероховатость полученного покрытия несколько выше -2-2,5 мкм, микротвердость на уровне 7,5-9,0 ГПа, что свидетельствует о достаточно высокой поверхностной твердости созданного покрытия, в котором содержание муллитных фаз не оказало определяющего отрицательного воздействия на его свойства, в связи с чем исключается необходимость мехобработки для его удаления. При испытаниях на термоциклирование, выполненных на Минском моторном заводе по заводской программе и методике, поршни с таким покрытием выдержали 2850-3400 термоциклов. Для сравнения был осуществлен процесс АМДО поршней из литейного сплава 25 с микроструктурой модифицированного сплава (вариант 1) в электролите и по режимам прототипа. 4 5846 1 При этом на поверхности заготовки из литейного сплава при его обработке по режимам и в электролите, указанных в прототипе, оксидное покрытие, обладающее требуемыми свойствами, составом и толщиной, сформировать не удалось. Кремний, содержащийся в составе литейного сплава, выходя на поверхность заготовки в процессе оксидирования, препятствует формированию оксидной пленки алюминия,образуя в местах выхода на поверхность очаги питтинга. На обработанной по данному варианту поверхности поршня зафиксированы хаотично расположенные небольшие участки без видимых включений кремния, на которых оксидная пленка присутствовала. Однако ее толщина составляла 1-3 мкм, а в фазовом составе присутствовало до 85 муллита. Микротвердость обработанной по режимам прототипа поверхности поршня была на уровне исходной микротвердости заготовки до ее обработки АМДО.- 3,75-3,8 Гпа, шероховатость поверхности 6,0-8,0 мкм. Сравнительные испытания поршней после данной обработки на термоциклирование показали отрицательный результат - изделия не выдерживали более 600 термоциклов. Пример 2. В режиме трехстадийного анодного микродугового оксидирования формировали керамическое износостойкое покрытие на образцах подошв бытовых электроутюгов, представляющих собой пластины размером 20308 мм, изготовленных из литейного алюминиевого сплава АК 9 М 2 с различной исходной микроструктурой. АМДО подвергались отливки, содержащие 6 равномерно распределенных мелкодисперсных включений кремния (вариант 1), отливки с 13 мелкодисперсного кремния(вариант 2) и отливки с 13 крупных конгломератов кремния (немодифицированное литье) (вариант 3). Процесс АМДО проводили в указанном составе электролита. Использовали установку микродугового оксидирования МДО-2. 1 этап потенциостатический режим с рабочим напряжением АМДО 280 В, плотностью анодного тока 30 А/дм 2 и продолжительностью менее 1 минуты. 2 этап гальваностатический режим с напряжением АМДО 235 В, плотностью анодного тока 6 А/дм 2, продолжительностью 10-20 мин. 3 этап гальваностатический режим с напряжением АМДО 200 В, плотностью анодного тока 0,6-1,5 А/дм 2, продолжительностью 15 мин. Полученные по предлагаемой технологии покрытия на всех изучаемых отливках имели фазовый состав, соответствующий корундоподобной оксидной керамике, толщину 2530 мкм. Покрытия на отливках с меньшим количеством кремния (вариант 1) обладали однородным серым цветом и высокой плотностью, стабильной микроструктурой с минимальным уровнем напряжений, высокой адгезией к материалу основы, имели минимальную пористость (до 1,5 ) и шероховатость, не превышающую 0,61 мкм при требуемой 0,63 мкм, с микротвердостью на уровне 1,2-1,5 ГПа. Количество муллитной фазы в покрытии минимально (не более 2,5 ). Покрытия на отливках с большим содержанием кремния (вариант 2), обладая аналогичными характеристиками, имели некоторую неоднородность в цветовой гамме и несколько большую пористость (более 2 ). Микровердость данного покрытия несколько ниже - на уровне 8,7-9,5 ГПа. Содержание муллита в покрытии несколько выше -до 15 ,шероховатость 0,63 мкм. Покрытия на отливках из немодифицированного сплава с крупнозернистыми включениями кремния (вариант 3) имели заметно меньшую толщину - до 25 мкм, выраженную неравномерность в цветовой гамме со следами хаотично распределенного кремния (сеткой разводов темно-серого цвета), значительную шероховатость ( более 1,0 мкм), высокую пористость - более 10 , Микротвердость данного покрытия не превышала 5,0 ГПа, а объем рыхлых муллитных фаз превышал 15 . 5 5846 1 Несмотря на различия в фазовом составе все изученные варианты подошв бытовых электроутюгов с АМДО-покрытием, сформированным по предлагаемой технологии, полностью выдержали испытания на адгезию, износостойкость и влагостойкость по заводской методике. Сравнение внешнего вида и свойств отливок утюгов с АМДО-покрытием, сформированным по режимам и в электролите прототипа, показало невозможность формирования сплошного оксидного слоя. Поверхность подошв утюгов после такой обработки имела неэстетичный внешний вид с многочисленным разводами, цветовыми несоответствиями,высокой шероховатостью и дефектами. Подошвы после указанной обработки не выдержали испытаний на влаго- и износостойкость, не соответствовали заводским требованиям по адгезии в дефектных местах покрытия на поверхности подошв зафиксированы пятна, вспучивания и отслаиванием тонкой пленки оксида. Таким образом, приведенные выше примеры показывают, что трехстадийный процесс АМДО, позволяет получить на обрабатываемой поверхности литейного сплава толстые работоспособные оксидные покрытия в 50 -100 мкм без последующей механической обработки изделия с целью удаления рыхлого слоя муллитных образований, что невозможно получить по технологии прототипа. Источники информации 1. А.с. СССР 1489221, МПК С 2511/02, 1987. 2. Патент России 2023762, МПК С 2511/02, 1994. 3. Малышев В.Н., Колмаков А.Г., Бунин И.Ж. Оптимизация режимов получения и свойств оксидных покрытий на алюминиевом сплаве с использованием метода мультифракционного анализа // Физика и химия обработки материалов. -1997. -5. - С. 77-52. 4. Малышев В.Н., Марков Г.А., Федоров В.А. и др. Особенности строения и свойства покрытий, наносимых методом микродугового оксидирования / Химическое и нефтяное машиностроение. - 1984. -1. - . 26-27. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C25D 11/02
Метки: алюминия, литейных, защитных, покрытий, формирования, сплавах, способ, толстых
Код ссылки
<a href="https://by.patents.su/6-5846-sposob-formirovaniya-tolstyh-zashhitnyh-pokrytijj-na-litejjnyh-splavah-alyuminiya.html" rel="bookmark" title="База патентов Беларуси">Способ формирования толстых защитных покрытий на литейных сплавах алюминия</a>
Способ нанесения износо- и теплостойких керамических покрытий на деформируемые и литейные алюминиевые сплавы
Номер патента: 5551
Опубликовано: 30.09.2003
Авторы: Чигринова Наталья Михайловна, Кухарев Александр Анатольевич, Чигринов Виталий Евгеньевич
МПК: C25D 11/06
Метки: покрытий, износо, сплавы, керамических, нанесения, деформируемые, алюминиевые, литейные, способ, теплостойких
Текст:
...427 и натрия кремнекислого 2392 в приведенных выше количествах позволяет исключить и адгезии, снижению его шероховатости (за счет влияния 427), а также позволяет интенсифицировать процесс АМДО и обеспечивает более быстрый выход на режим искрения (влияние 2392). Растворение в электролите гидроокиси натрияв количестве 0,08-0,1 г/л способствует существенному повышению электропроводности электролита и соответственно увеличению...
Композиция для защитных покрытий
Номер патента: 931
Опубликовано: 15.12.1995
Авторы: Пашинская Валентина Антоновна, Якубеня Николай Александрович, Минкевич Михаил Иванович, Юркевич Олег Романович, Воложин Арлен Иосифович, Миронович Леонид Львович, Солнцев Александр Петрович
МПК: C09D 167/02, C09D 5/03
Метки: покрытий, композиция, защитных
Текст:
...подвергают криогенному измельчению на молотковой микромельнице типа 8-ММ в среде жидкого азота. Фракционирование проводят на приборе для определения зернового состава модели 029 через сито 1 Ч 9040 с размером отверстий 400 шин.Перед нанесением покрытий методом сухого смешения компонентов получают композиции,состоящие из порошкообразных ПЭТФ и бисамидокислоты. Нанесение покрытий осуществляют на нагретые поверхности образцов методом...
Устройство для получения оксидокерамических покрытий
Номер патента: U 725
Опубликовано: 30.12.2002
Авторы: Берестнев Олег Васильевич, Комарова Валентина Иосифовна, Комаров Александр Иванович
МПК: C25D 11/08
Метки: получения, оксидокерамических, покрытий, устройство
Текст:
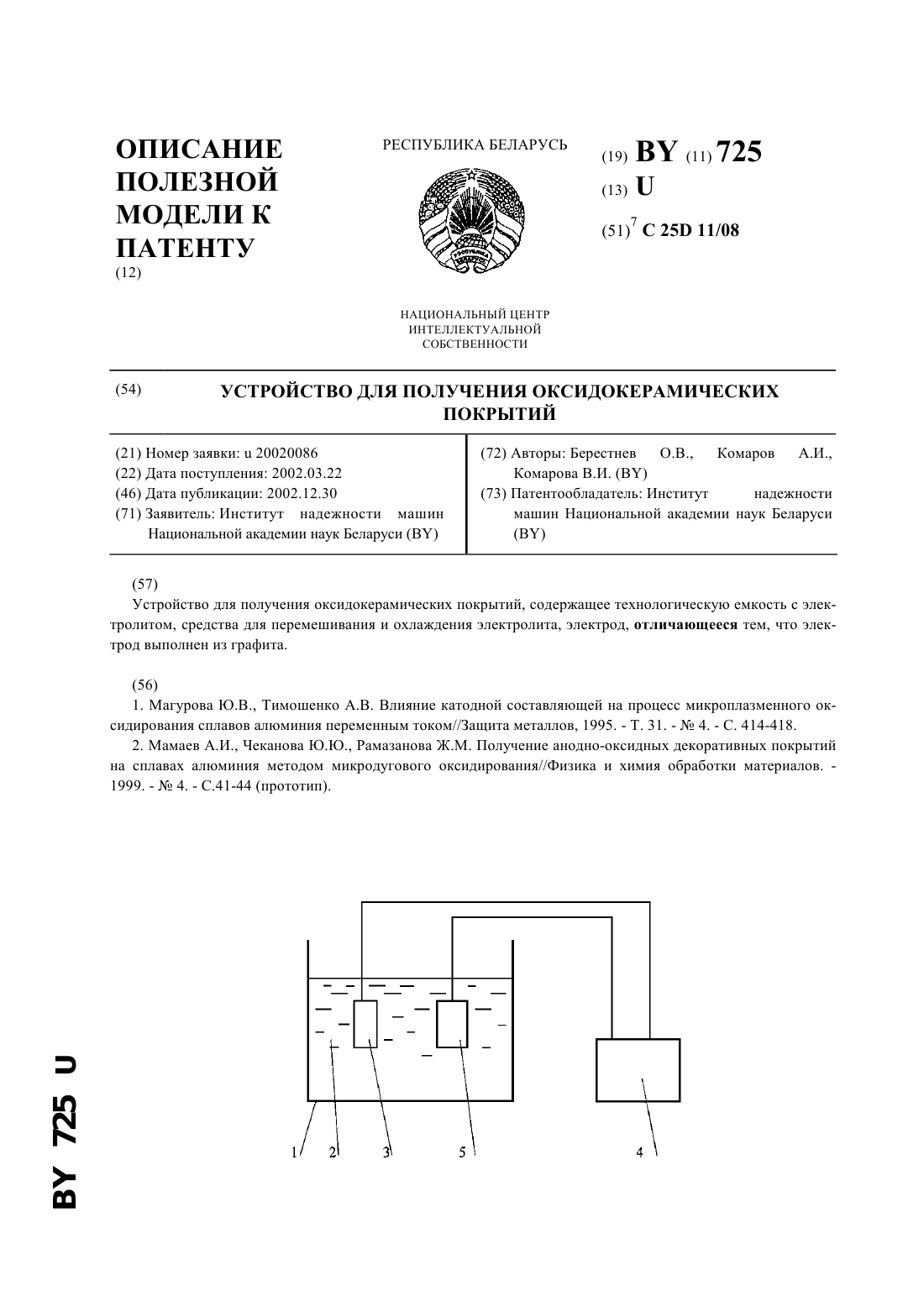
...технологическую емкость с электролитом, средства для перемешивания, охлаждения электролита и электрод, выполненный из графита. На чертеже представлена схема устройства для получения оксидокерамических покрытий. Устройство содержит технологическую ванну 1 с электролитом 2, электрод из графита 3, источник питания 4 и обрабатываемую деталь 5. При включении источника питания 4 напряжение подается на графитовый электрод 3 и обрабатываемую...
Устройство для получения оксидокерамических покрытий
Номер патента: U 923
Опубликовано: 30.06.2003
Автор: Комаров Александр Иванович
МПК: C25D 11/08
Метки: получения, покрытий, устройство, оксидокерамических
Текст:
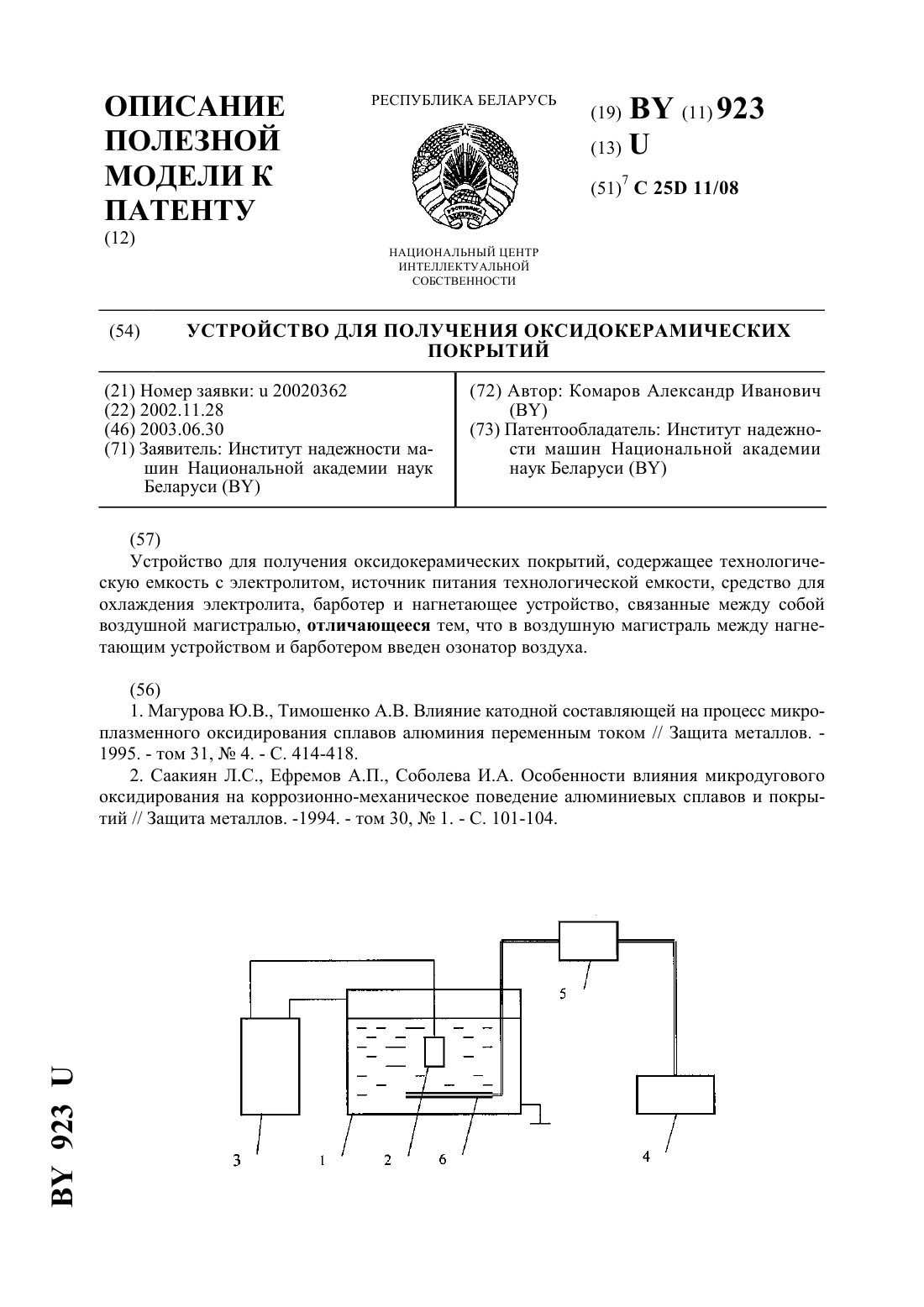
...источник питания технологической емкости, средство для охлаждения электролита, барботер, нагнетающее воздух устройство и озонатор, включенный в воздушную магистраль между нагнетающим устройством и барботером. На чертеже представлена схема устройства для получения оксидокерамических покрытий. Устройство содержит технологическую емкость 1 с электролитом, обрабатываемую деталь 2, источник питания 3, последовательно включенные нагнетающее...
Устройство для измерения физико-механических свойств защитных покрытий
Номер патента: U 993
Опубликовано: 30.09.2003
Авторы: Рудницкий Валерий Аркадьевич, Минченя Виталий Владимирович
МПК: G01N 3/00
Метки: защитных, устройство, физико-механических, измерения, свойств, покрытий
Текст:
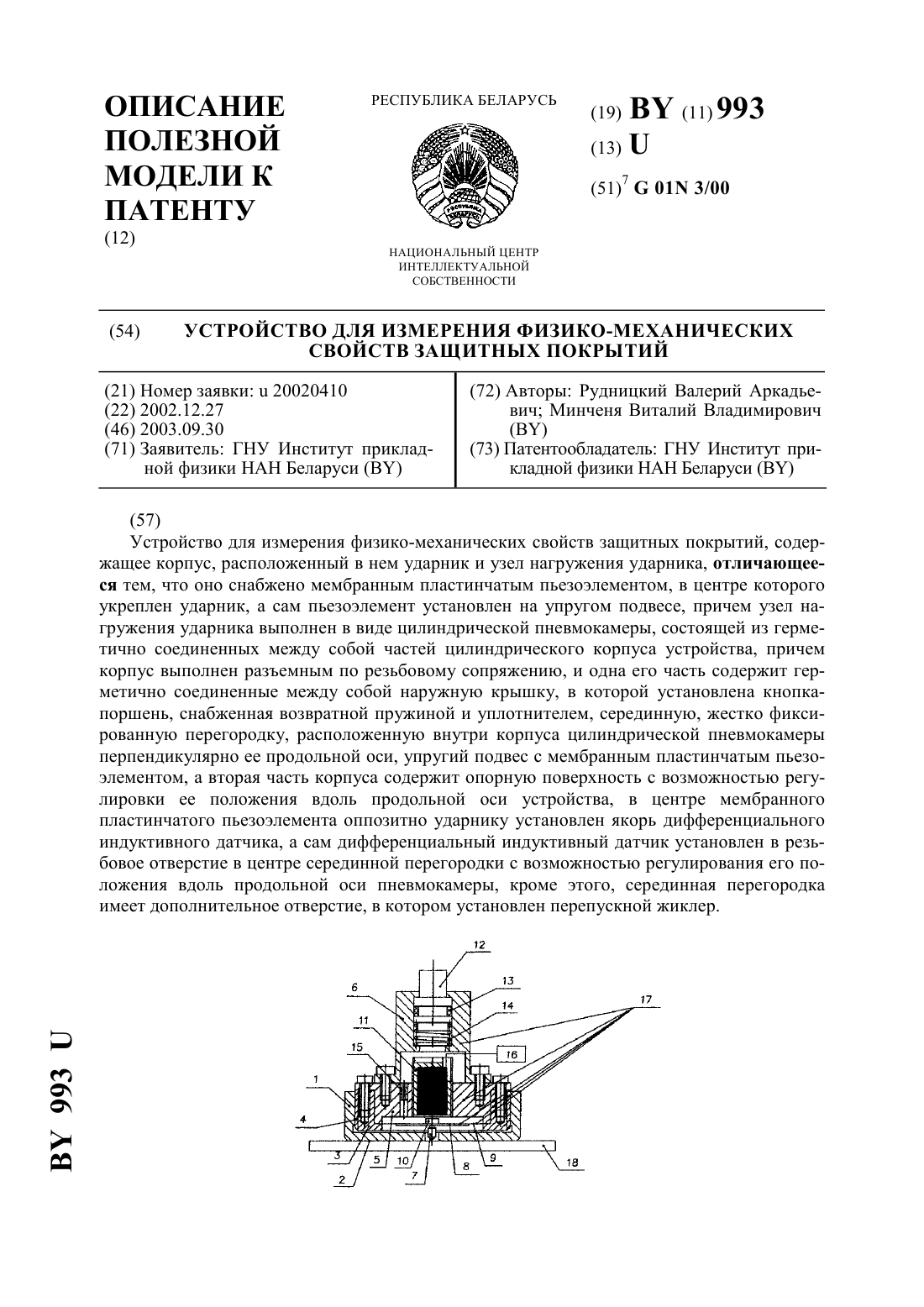
...оси пневмокамеры. Серединная перегородка имеет дополнительное отверстие, в котором установлен перепускной жиклер. На фигуре представлена схема устройства, содержащего составной корпус из детали 1 и детали 2, содержащей опорную поверхность 3, причем детали 1 и 2 соединены между собой по резьбовому сопряжению 4, серединную перегородку 5, крышку 6, ударник 7,мембранный пластинчатый пьезоэлемент 8, упругий подвес 9, якорь дифференциального...
Предыдущий патент: Двигатель
Следующий патент: Петля мебельная
Случайный патент: Промывочная головка