Устройство для ремонта опорной шейки ротора турбины или турбоэлектрогенератора
Номер патента: 4829
Опубликовано: 30.12.2002
Авторы: Рукавичников Геннадий Аркадьевич, Павлюков Евгений Сергеевич
Текст
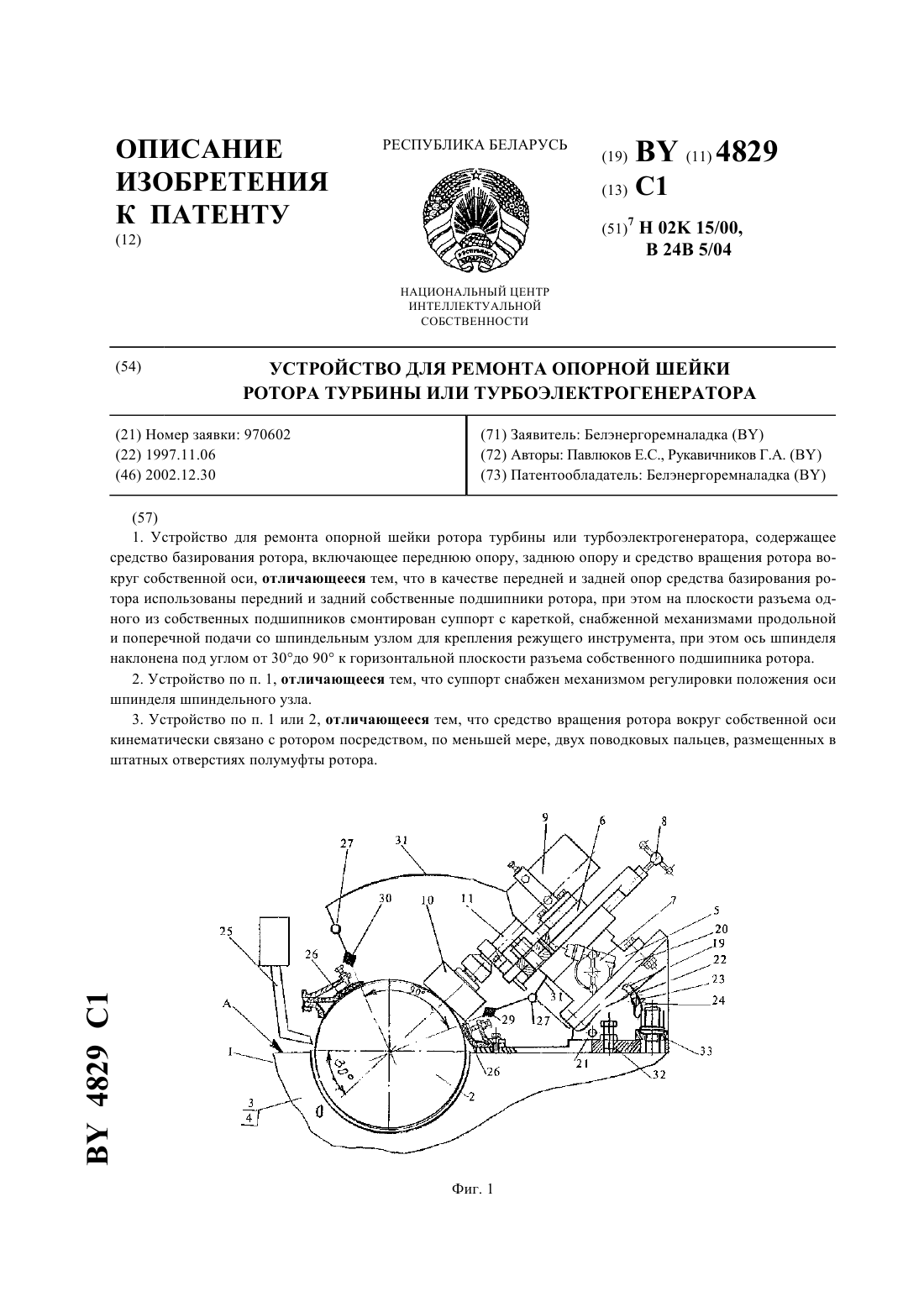
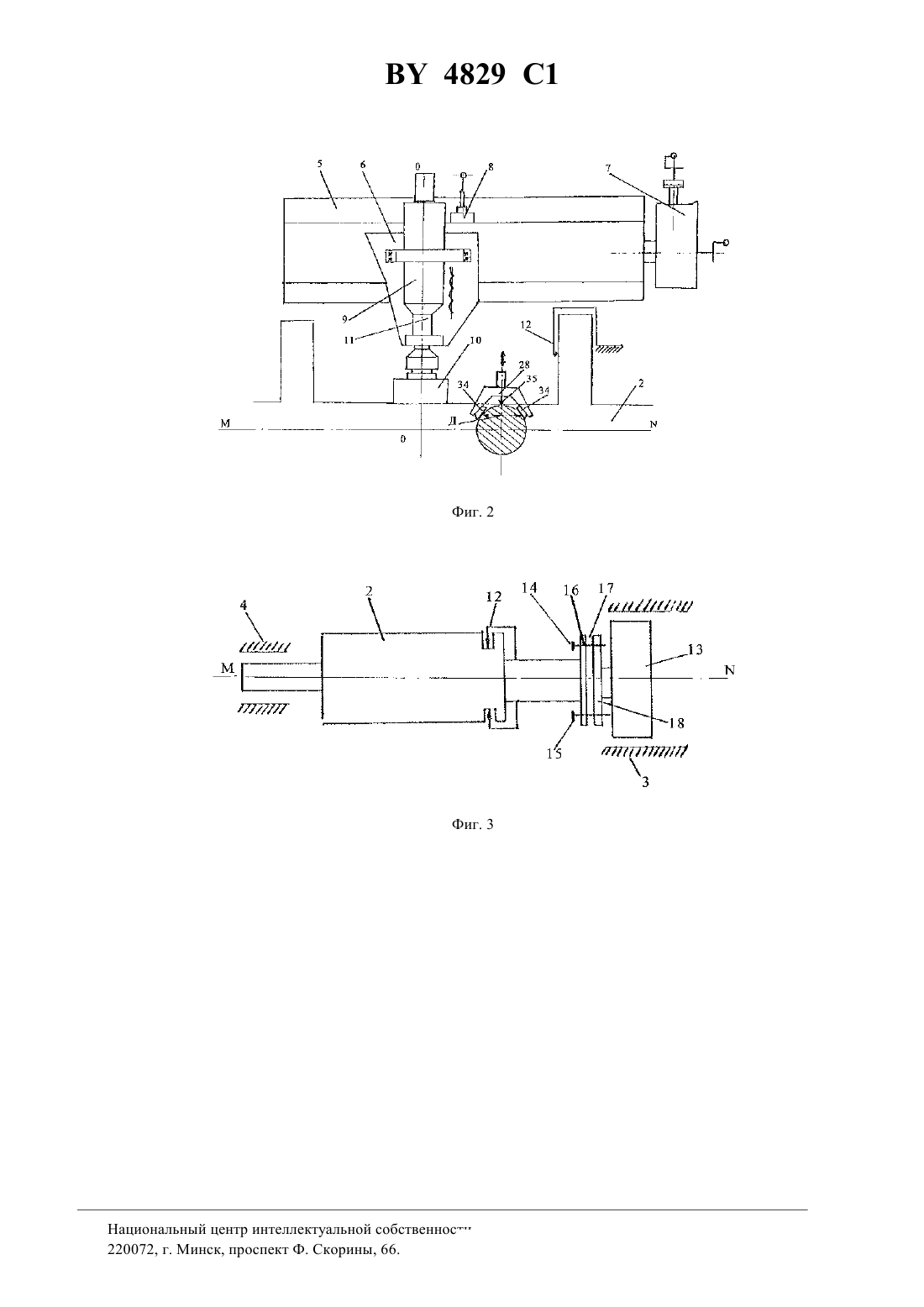
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ РЕМОНТА ОПОРНОЙ ШЕЙКИ РОТОРА ТУРБИНЫ ИЛИ ТУРБОЭЛЕКТРОГЕНЕРАТОРА(57) 1. Устройство для ремонта опорной шейки ротора турбины или турбоэлектрогенератора, содержащее средство базирования ротора, включающее переднюю опору, заднюю опору и средство вращения ротора вокруг собственной оси, отличающееся тем, что в качестве передней и задней опор средства базирования ротора использованы передний и задний собственные подшипники ротора, при этом на плоскости разъема одного из собственных подшипников смонтирован суппорт с кареткой, снабженной механизмами продольной и поперечной подачи со шпиндельным узлом для крепления режущего инструмента, при этом ось шпинделя наклонена под углом от 30 до 90 к горизонтальной плоскости разъема собственного подшипника ротора. 2. Устройство по п. 1, отличающееся тем, что суппорт снабжен механизмом регулировки положения оси шпинделя шпиндельного узла. 3. Устройство по п. 1 или 2, отличающееся тем, что средство вращения ротора вокруг собственной оси кинематически связано с ротором посредством, по меньшей мере, двух поводковых пальцев, размещенных в штатных отверстиях полумуфты ротора. 4829 1 4. Устройство по любому из пп. 1-3, отличающееся тем, что на плоскости разъема одного из собственных подшипников оппозитно суппорту размещено средство для смазки ремонтируемой шейки ротора. 5. Устройство по п. 4, отличающееся тем, что в зонах крепления суппорта и средства для смазки ремонтируемой шейки ротора размещены фетровые чистики для удаления абразива и стружки. 6. Устройство по любому из пп. 1-5, отличающееся тем, что оно снабжено системой лазерного контроля для осевого базирования ротора и суппорта друг относительно друга и электронной скобой для замера отклонений от округлости и линейности ремонтируемой шейки ротора.(56)1791906 1, 1993.2013189 1, 1994.93034506 , 1995.2060142 1, 1996. Изобретение относится к электрическому оборудованию, в частности к ремонту электрических машин, и может быть использовано для шлифовки опорных шеек ротора турбин и турбоэлектрогенераторов, а также восстановления шеек коленчатых валов компрессоров, двигателей внутреннего сгорания, гребных винтов и т.п. Известно ряд устройств для круглого шлифования валов, содержащих станину с направляющими для продольного перемещения стола, несущего установленные на нем с возможностью перемещения от ходового винта поперечные салазки со смонтированной на них шлифовальной бабкой, кинематически связанной с зубчатой рейкой продольного хода стола с помощью приводного эксцентрика 1, 2. Устройства позволяют осуществлять ремонтные работы путем круглого шлифования валов и осей значительной длины и больших диаметров, в том числе роторов малогабаритных турбин. Недостаток известных технических решений проявляется в том, что они не позволяют осуществлять ремонтные работы роторов турбин, связанные со шлифованием шеек в собственных опорах ротора. Ближайшим техническим решением, которое и принято в качестве прототипа, является устройство 3 для ремонта роторов электрогенераторов, в том числе и для шлифования опорных шеек, содержащее средство базирования ротора, переднюю опору, заднюю опору и привод вращения ротора вокруг собственной оси. Известное устройство позволяет производить ремонт роторов электрогенераторов с освобождением их из собственных опор. Известное устройство не решает задачу проведения ремонта опорной шейки ротора турбины и турбоэлектрогенератора путем шлифования в собственных опорах. В основу настоящего изобретения положена задача снижения трудоемкости и экономии материальных затрат и упрощения технологического цикла ремонта опорной шейки ротора турбины и турбоэлектрогенератора. Поставленная задача достигается тем, что устройство для ремонта опорной шейки ротора турбины или турбоэлектрогенератора, содержащее средство базирования ротора, включающее переднюю опору, заднюю опору и средство вращения ротора вокруг собственной оси, согласно изобретения в качестве передней и задней опор средства базирования ротора использованы передний и задний собственные подшипники ротора,при этом на плоскости разъема одного из собственных подшипников смонтирован суппорт с кареткой,снабженной механизмами продольной и поперечной подачи со шпиндельным узлом для крепления режущего инструмента, при этом ось шпинделя наклонена под углом от 30 до 90 к горизонтальной плоскости разъема собственного подшипника ротора. Задача достигается так же тем, что суппорт снабжен механизмом регулировки положения оси шпиндельного узла. Существенно, что средство вращения ротора вокруг собственной оси кинематически связано с ротором посредством, по меньшей мере, двух поводковых пальцев, размещенных в штатных отверстиях полумуфты ротора. Конструктивно, что на плоскости разъема одного из собственных подшипников ротора оппозитно суппорту размещено средство для смазки ремонтируемой шейки ротора. Технологично, что в зонах крепления суппорта и средства для смазки ремонтируемой шейки ротора размещены фетровые чистики для удаления абразива и стружки. 4829 1 Важно, что устройство снабжено системой лазерного контроля для осевого базирования ротора и суппорта друг относительно друга и электронной скобой для замера отклонений от округлости и линейности ремонтируемой шейки ротора. Изобретение поясняется чертежами. На фиг. 1 представлен общий вид устройства. На фиг. 2 показан вид устройства сверху. На фиг. 3 - вид устройства с приводом вращения ротора. Устройство для ремонта опорной шейки ротора турбины и турбоэлектрогенератора содержит средство 1 базирования ротора 2. В качестве передней и задней опоры средства 1 базирования ротора 2 использованы передний подшипник 3 и задний - 4 собственные подшипники ротора 2, при этом на плоскости А разъема одного из собственных подшипников 3 ротора смонтирован суппорт 5 с кареткой 6, снабженной механизмами 7, 8 продольной и поперечной подачи, соответственно со шпиндельным узлом 9 для крепления режущего инструмента 10 или резцедержателя. Ось О-О шпинделя 11 шпиндельного узла 9 наклонена под углом 30-90 к горизонтальной плоскости разъема собственного подшипника 3 ротора 2. Устройство содержит осевые упоры 12 для ограничения перемещения ротора 2 во время его вращения в подшипниках 3 и 4. Привод 13 вращения ротора 2 смонтирован на разъеме турбины и кинематически связан с ротором 2 посредством, по меньшей мере, двух поводковых пальцев 14 и 15, размещенных в штатных отверстиях 16 полумуфты 17 ротора 2. Привод снабжен маховиком 18. Суппорт 5 снабжен механизмом 19 регулировки угла наклона оси шпинделя 0-0 шпиндельного узла 9 посредством наклонной опоры 20, горизонтального шарнира 21, направляющих криволинейных пазов 22 с фиксатором 23 и угловой шкалой 24. Угол наклона 30-90 суппорта 5 с кареткой 6 выбирают исходя из условий резания и условия движения инструмента при поперечной подаче в направлении плоскости проходящей через ось М- центров ротора 2. В устройстве на плоскости А разъема одного из собственных подшипников 3 ротора 2 оппозитно суппорта 5 размещено средство для смазки 25 обрабатываемой шейки ротора 2. В зоне крепления суппорта 5 и средства для смазки 25 обрабатываемой шейки ротора 2 размещены чистики 26 фетровые для удаления абразива и стружки. Устройство снабжено, размещенной на каретке 6, системой 27 лазерного контроля для осевого базирования ротора 2 и суппорта 5 друг относительно друга и универсальной электронной скобой 28 для замера отклонений от круглости и линейности обрабатываемой шейки. Система 27 включает ведущий датчик 29 и ведомый датчик 30. Ведущий датчик 29 содержит блок индикации, микропроцессор обработки данных и внешних сигналов, ПЗС-фотоприемник и блок аккумуляторов. Датчики 29, 30 смонтированы на каретке 6 посредством подвесных шарниров 31. Устройство также снабжено средством для вывешивания суппорта 5 относительно оси - вращения ротора 2, выполненного в виде трех винтовых домкратов 32 и, по меньшей мере, двух регулируемых шарнирных опор 33, смонтированных в основании суппорта 5 в зоне его контакта с подшипниковой опорой 3, 4. Электронная скоба 28 (фиг. 2) устройства содержит две мерительные губки 34 с углом обхвата до 120 и размещенный в центральной части корпуса скобы 28 стержневой щуп 35 с возможностью осциллирующего сканирования измеряемой поверхности и преобразования линейной информации в цифровую индикацию на жидкокристаллическом табло, встроенном в корпус скобы 28. Интегрируя длину хорды Д, измеряемого диаметра шейки ротора 2 и показания щупа 35, скоба 28 непрерывно выдает информацию об изменении величины диаметра шейки ротора 2. Устройство работает следующим образом. Перед обработкой, ротор 2 вложенный в цилиндр на свои собственные подшипники 3 и 4, проверяют посредством электронной скобы 28 на отклонение от округлости и линейности размеров шеек ротора 2. По полученным замерам вычисляют величину конусности и осуществляют разметку шейки в местах максимальных значений отклонений от номинальной величины. Посредством осевых упоров 11 и 12 осуществляют регулировку ротора 2 для ограничения осевого перемещения во время его вращения. В качестве режущего инструмента 10 используют чашечный шлифовальный круг и/или ротационный режущий резец, а так же лепестковый торцевой круг, которые крепят в шпинделе 11 шпиндельного узла 9 или в резцедержателе(на чертеже условно не показан). Ось 0-0 шпинделя 9 посредством механизма 19 регулировки путем перемещения наклонной опоры 21 в пределах направляющих пазов 22 по угловой шкале 24 выставляют к оси оси центров под расчетными углами резания в пределах 30-90. 4829 1 Приводом 13 ротору 2 задают необходимое число оборотов вокруг своей оси центров -. Механизмами 7 и 8 инструменту 10 совместно со шпиндельным узлом 9 посредством каретки 6 задают движение продольной и поперечной подач и движение вращения от шпинделя 11. В процессе обработки шейки ротора 2 из средства для смазки 25 обрабатываемой шейки в зону резания подают смазку и посредством фетровых чистиков 26 осуществляют удаление абразива и стружки из зоны резания от возможного их проникновения в зазор между баббитовыми вкладышами подшипников 3, 4 и шейкой ротора 2. Обработку ротора 2 начинают производить от наибольшего диаметра дефектной, подвергаемой ремонту, шейки. Каретку 6 плавно перемещают продольной подачей вдоль оси - ротора 2 от одного конца шейки к другому концу со скоростью, составляющей приблизительно 2-3 мм за один оборот ротора 2. Черновую обработку шейки ротора 2 производят ротационным резцом. Черновую обработку можно также осуществлять многократными проходами торцевой поверхностью шлифовальной чашки 10 до устранения конусности шейки. В процессе шлифовки шейки ротора 2 посредством системы 27 лазерного контроля осуществляют непрерывное отслеживание показаний отклонения от номинального размера и при необходимости вводят поправки в режимы резания. Окончательную доводку шейки ротора 2 осуществляют лепестковыми торцевыми кругами. Лазерную систему 27 контроля применяют при шлифовке шейки ротора 2. В процессе встраивания устройства в ось О-О ротора 2 осуществляют с ее помощью последующий контроль диаметра обрабатываемой поверхности при шлифовании и контроль положения устройства относительно оси О-О ротора 2. Лазерная система 27 состоит из ведущего датчика 29 и ведомого датчика 30. Ведущий датчик 29 содержит блок индикации, микропроцессор обработки данных и сигналов, ПЗС-фотоприемник и блок аккумуляторов. Ведомый датчик 30 сигналы с ПЗС-фотоприемника передает ведущему датчику 29, который и приводит их обработку. Датчики 30, 29 установлены над контролируемым валом ротора 2 со смещением до 90 в вертикальной плоскости (фиг. 1) и крепятся к каретке 6 суппорта 5 на подвесные шарнирные кронштейны 31, которые могут изменять угол установки датчиков и обеспечивают продольный ход каретки 6 с датчиками 29, 30 до 80 см. Диапазон контроля смещения поверхности составляет 3 мм, дискретность индикации результатов - 1 мкм. После контроля базовых замеров на шейке ротора 2 производится встраивание устройства в ось О-О ротора 2 с непосредственным контролем этих базовых замеров на датчиках 29, 30 во взаимно перпендикулярных плоскостях. В процессе шлифования контроль диаметра ротора 2 можно осуществлять одним из датчиков 29, 30, но для контроля положения устройства относительно оси О-О ротора 2 необходимы показания обоих датчиков. Система 27 лазерного контроля позволяет в процессе работы осуществлять контроль усадки камня (режущего инструмента 10), ход поперечной подачи суппорта 5. Электронная скоба 28 применяется в устройстве при шлифовки шейки ротора 2 для осуществления базовых замеров диаметра шейки ротора 2 не удаляя его из опор 3, 4 цилиндра и не удаляя сами подшипниковые опоры 3, 4. Диапазон измерения диаметра составляет 250450 мм, дискретность измерения - 0,5 мм, угол обхвата не более 120. Перед встраиванием устройства в ось О-О ротора 2 для определения величины не цилиндричности и передаче этой величины системе 27 лазерного контроля проводят базовые замеры шейки ротора 2 по трем точкам касания (по дуге не более 120) без освобождения последнего. Предлагаемое устройство позволяет обеспечить высококачественный ремонт шейки ротора или турбоэлектрогенератора турбины по месту эксплуатации, что исключает полную разборку, упаковки и транспортировки их на завод-изготовитель. Ремонт шейки ротора в собственных подшипниках позволяет исключить дорогостоящие и длительные по времени работы связанные с шабрением шейки и вкладышей. Устройство апробировано в промышленных условиях и хорошо зарекомендовало себя при выполнении ремонтных работ по восстановлению роторов турбин и турбоэлектрогенераторов. Источники информации 1.2013189 С 1, 1994. 2.2060142 С 1, 1996. 3.1791906 А 1, 1993 (прототип). Национальный центр интеллектуальной собственности. 5 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: H02K 15/00, B24B 5/04
Метки: ротора, турбоэлектрогенератора, или, шейки, турбины, устройство, ремонта, опорной
Код ссылки
<a href="https://by.patents.su/5-4829-ustrojjstvo-dlya-remonta-opornojj-shejjki-rotora-turbiny-ili-turboelektrogeneratora.html" rel="bookmark" title="База патентов Беларуси">Устройство для ремонта опорной шейки ротора турбины или турбоэлектрогенератора</a>
Способ лечения дисплазии шейки матки
Номер патента: 1340
Опубликовано: 16.09.1996
Автор: Беляковский Василий Николаевич
МПК: A61K 31/495
Метки: способ, шейки, дисплазии, матки, лечения
Текст:
...за счет разрывов, на передней и задней губе эрозированный эктронгхон (постравматическая эктопия), 3 ВУ 1340 С 1 4на 7-8 часов каппиляриая зона гиперплазии плоского эпителия.С 30.11.92 г. по 10.12.92 г. проведен курс местной химиотерапии 3 мазью проспидина,которая заключалась в виде обработки шейки матки и церевикального канала поролоновым шариком с мазью. Через день во вторую фазу менструального цикла в течение 10 дней. Проводилось 5 процедур...
Устройство для ремонта трубопровода (варианты) и способ ремонта трубопровода

Номер патента: 4641
Опубликовано: 30.09.2002
Автор: МАЙМЕТ Лембит
МПК: F16L 55/162, F16L 55/18
Метки: варианты, ремонта, способ, трубопровода, устройство
Текст:
...из концевых частей к другой концевой части, а каждая из противоположных концевых частей имеет выступающий наружу гибкий раструб, причем пара продольно простирающихся кромок перехлестывается в свернутом предмонтажном положении, а сам способ включает операции(а) размещение гильзообразного элемента внутри ремонтируемого трубопровода в свернутом предмонтажном положении принуждение гильзообразного элемента расшириться из свернутого...
Приподнятый панельный пол низкого профиля с металлической опорной конструкцией
Номер патента: 3550
Опубликовано: 30.09.2000
Авторы: ИНГЛ, Люис Х., СУАРЕЗ, Родерик А., АДАМС, Гарольд Ф.
МПК: E04F 15/024
Метки: конструкцией, опорной, низкого, металлической, панельный, профиля, приподнятый, пол
Текст:
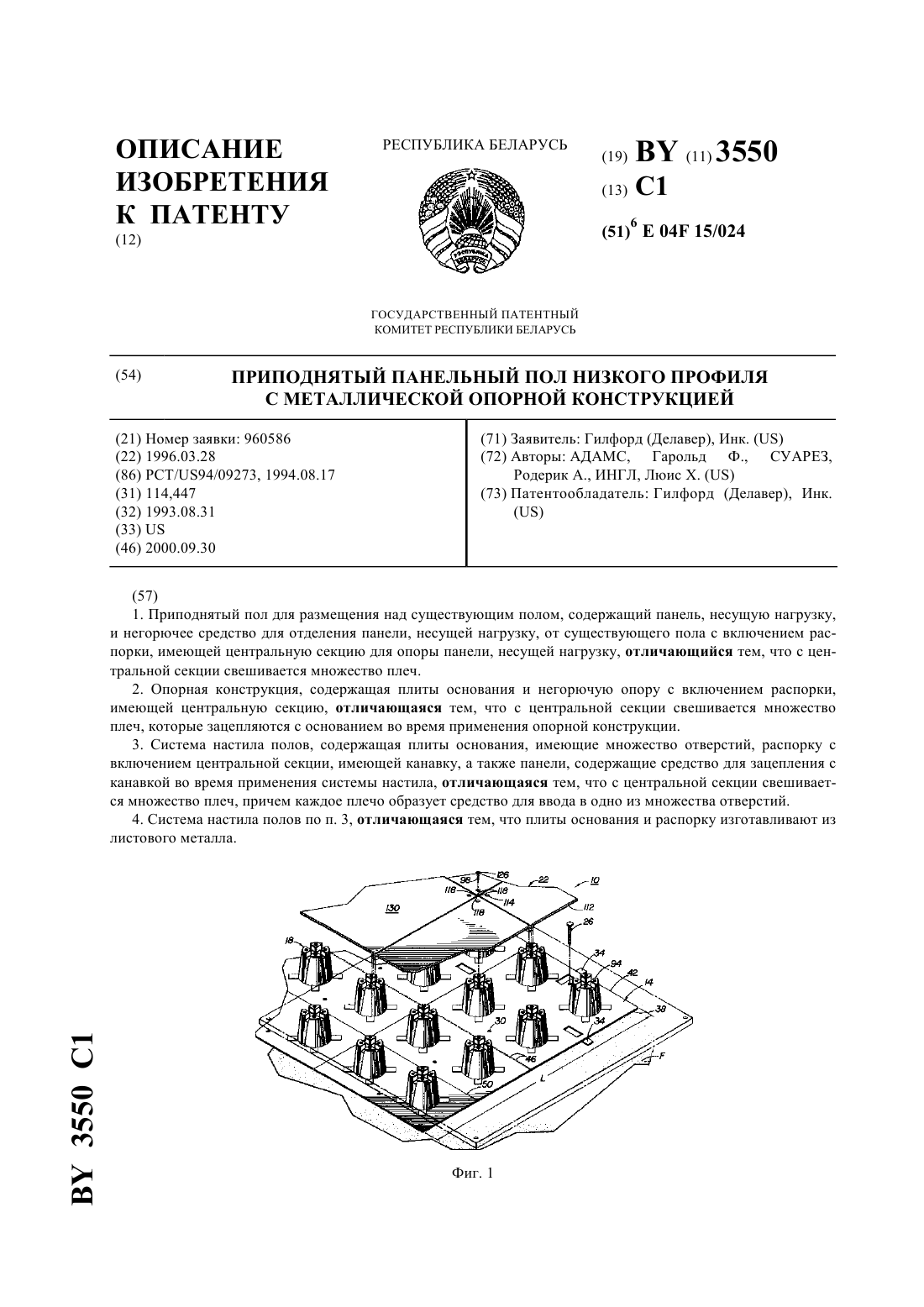
...полов плиты основания и распорку изготавливают из листового металла, а каждое плечо содержит плиту, которая расширяется по ширине и изогнута с уменьшением радиуса вдоль линии ме 3 3550 1 жду центральной секцией и средством ввода. Каждое плечо имеет также две обычно вертикальные кромки,причем по крайней мере одна из кромок является вальцованной. Относительные размеры отверстий и средств ввода в системе настила полов обеспечивают посадку с...
Фиксатор шейки бедренной кости
Номер патента: 4455
Опубликовано: 30.06.2002
Автор: Герасимчик Владимир Викентьевич
МПК: A61B 17/76
Метки: бедренной, шейки, кости, фиксатор
Текст:
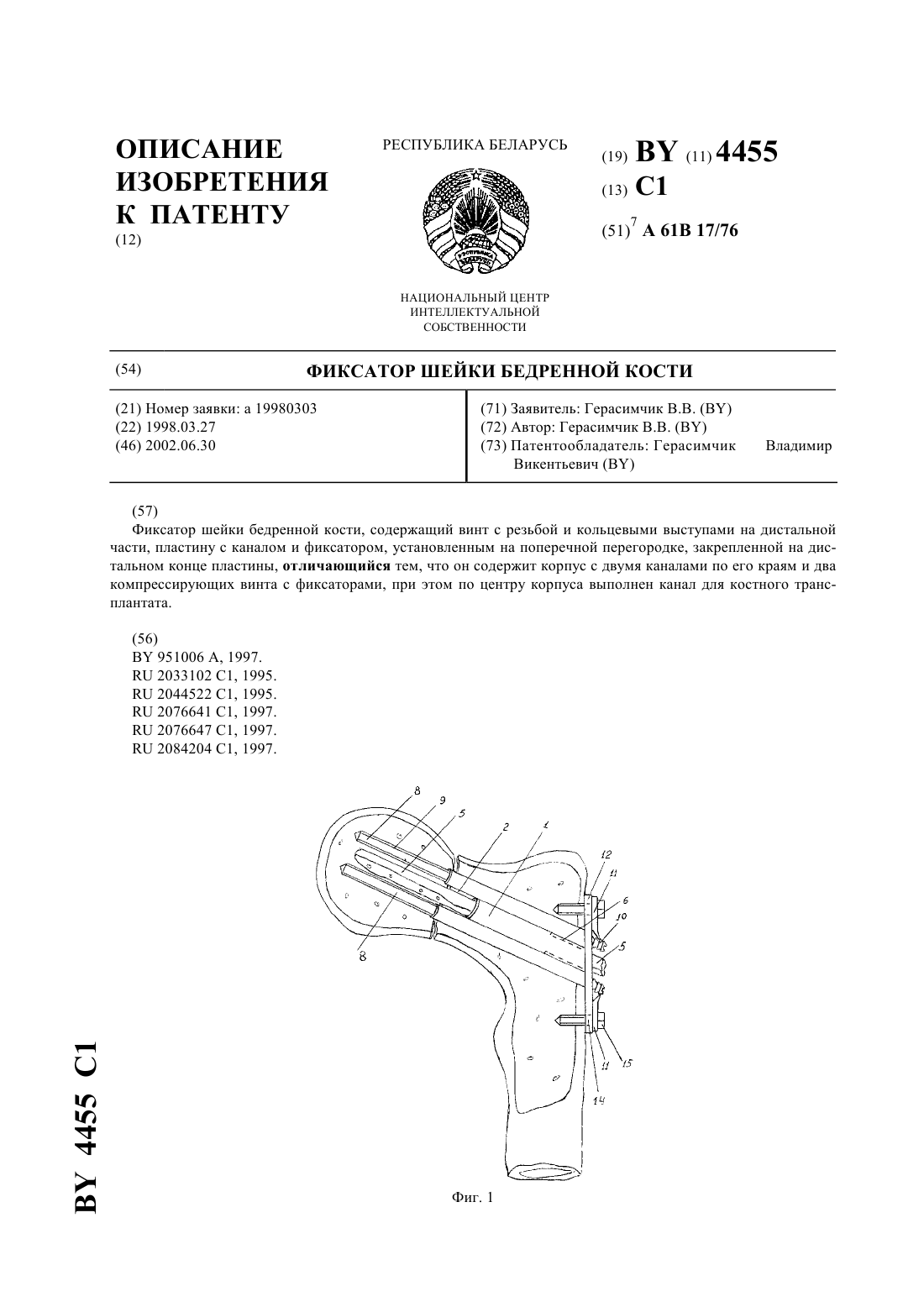
...14 под шурупы 15. Во втулке 4 выполнен канал 16 на всю его длину под направляющую спицу (на чертеже направляющая спица не изображена). Проксимальный конец втулки 4 утончен для облегчения проведения в кость и для снижения травмы костной ткани головки бедра. На дистальном конце втулки 4 выполнена резьба 17 для соединения с корпусом 1. Фиксатор используют следующим образом. По центру шейки бедра проводят направляющую спицу (на чертеже не...
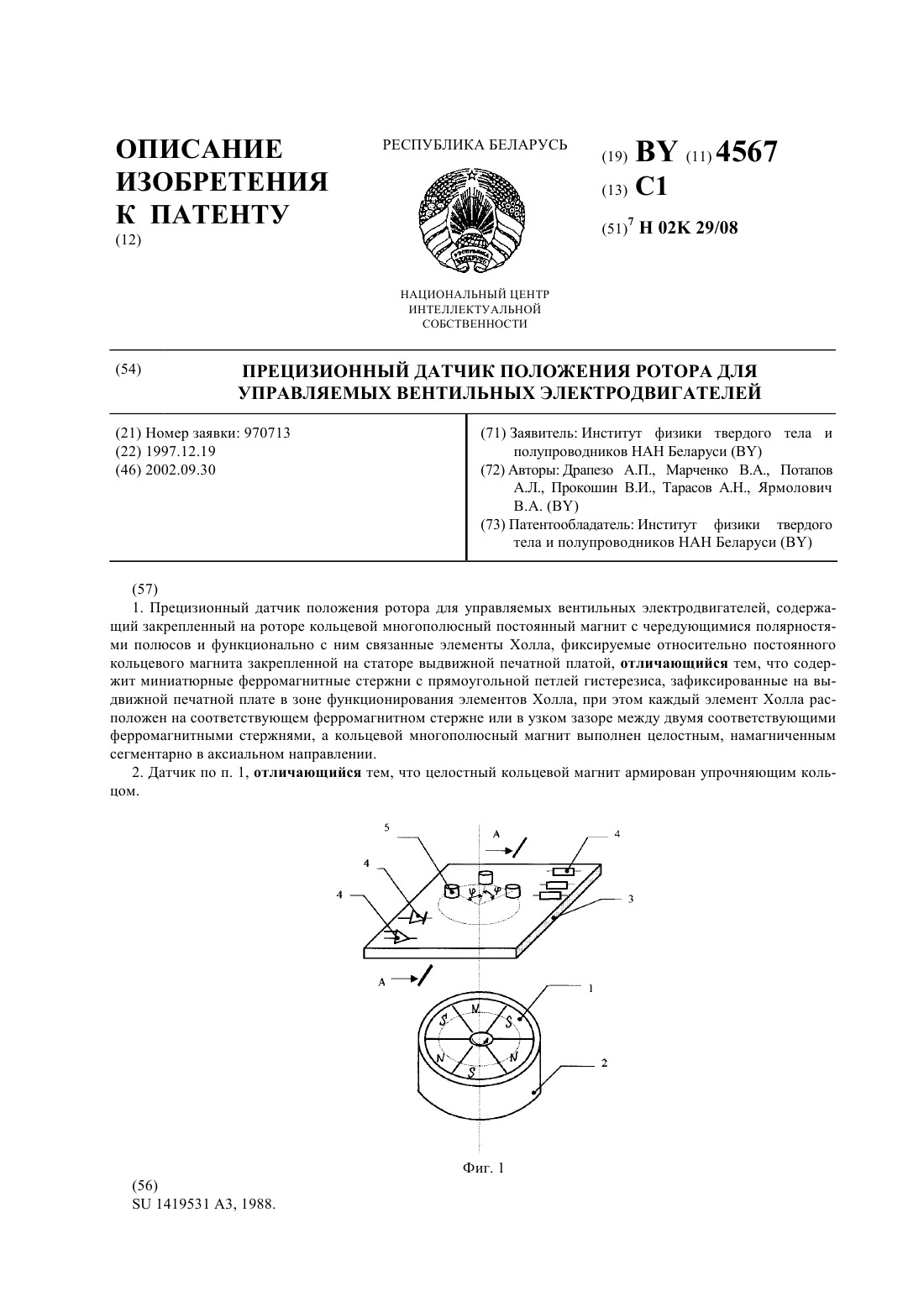
Прецизионный датчик положения ротора для управляемых вентильных электродвигателей
Номер патента: 4567
Опубликовано: 30.09.2002
Авторы: Драпезо Александр Петрович, Потапов Александр Львович, Тарасов Альберт Николаевич, Марченко Владимир Алексеевич, Прокошин Валерий Иванович, Ярмолович Вячеслав Алексеевич
МПК: H02K 29/08
Метки: датчик, прецизионный, ротора, управляемых, электродвигателей, вентильных, положения
Текст:
...введение миниатюрных ферромагнитных стержней с ППГ в зону функционирования элемента Холла обеспечивает повышение крутизны выходной характеристики ДПР, обеспечивает формирование узкой зоны перехода величины индукции магнитного поля через нуль при перемещении секторов магнита от - к - или наоборот, что и приводит к повышению точности позиционирования ротора. Сопутствующим положительным дополнительным эффектом является увеличение прочностных...
Предыдущий патент: Устройство поверки водосчетчиков
Следующий патент: Сырьевая смесь для изготовления магнезиального вяжущего
Случайный патент: 5-карбоксипентиламмониевая соль 6-Na-карбоксилцеллюлозы, обладающая кровоостанавливающим действием