Способ импульсного магнитного контроля температуры отпуска изделия из улучшаемой ферромагнитной стали
Номер патента: 12446
Опубликовано: 30.10.2009
Авторы: Бурак Вероника Анатольевна, Матюк Владимир Федорович
Текст
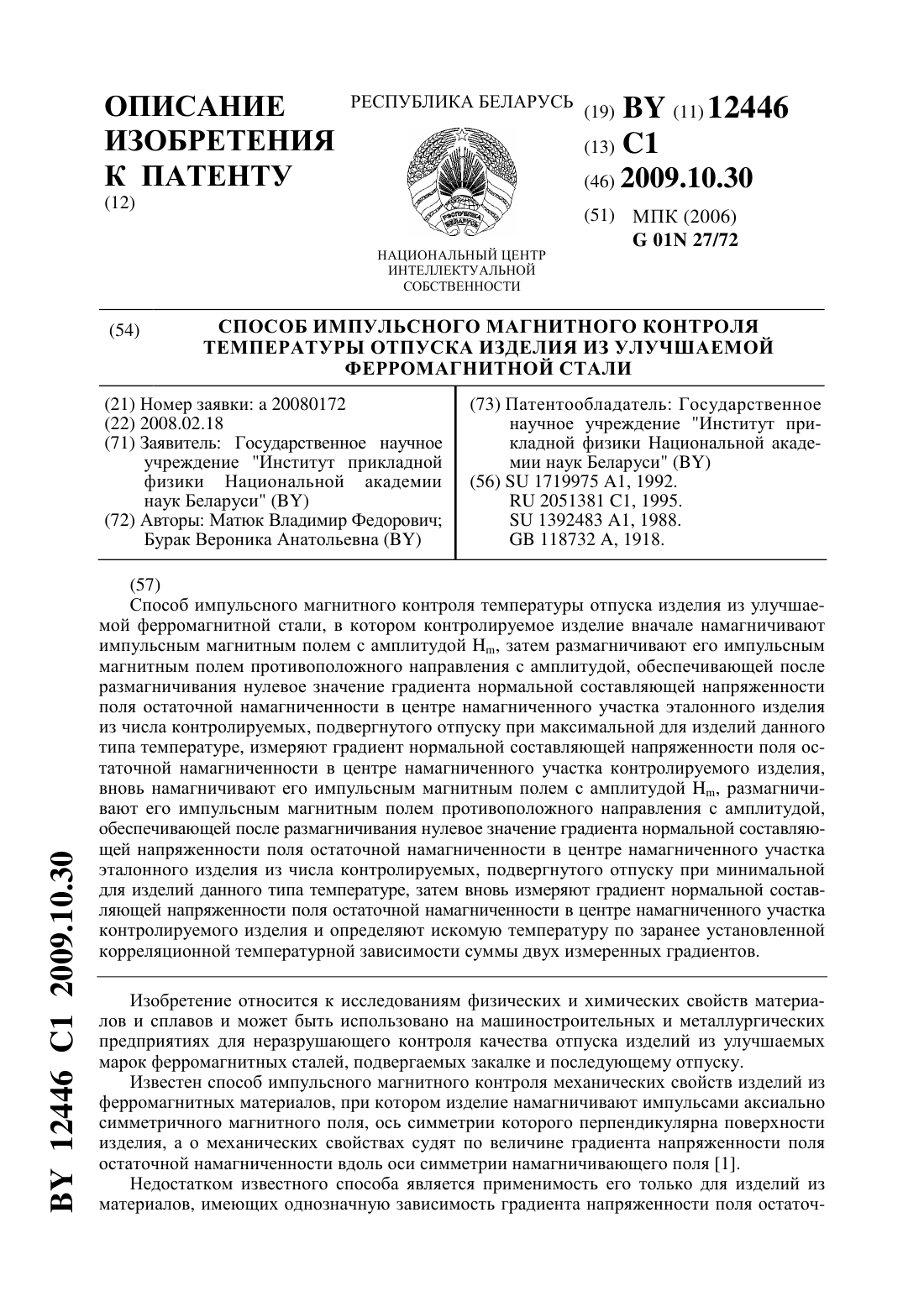
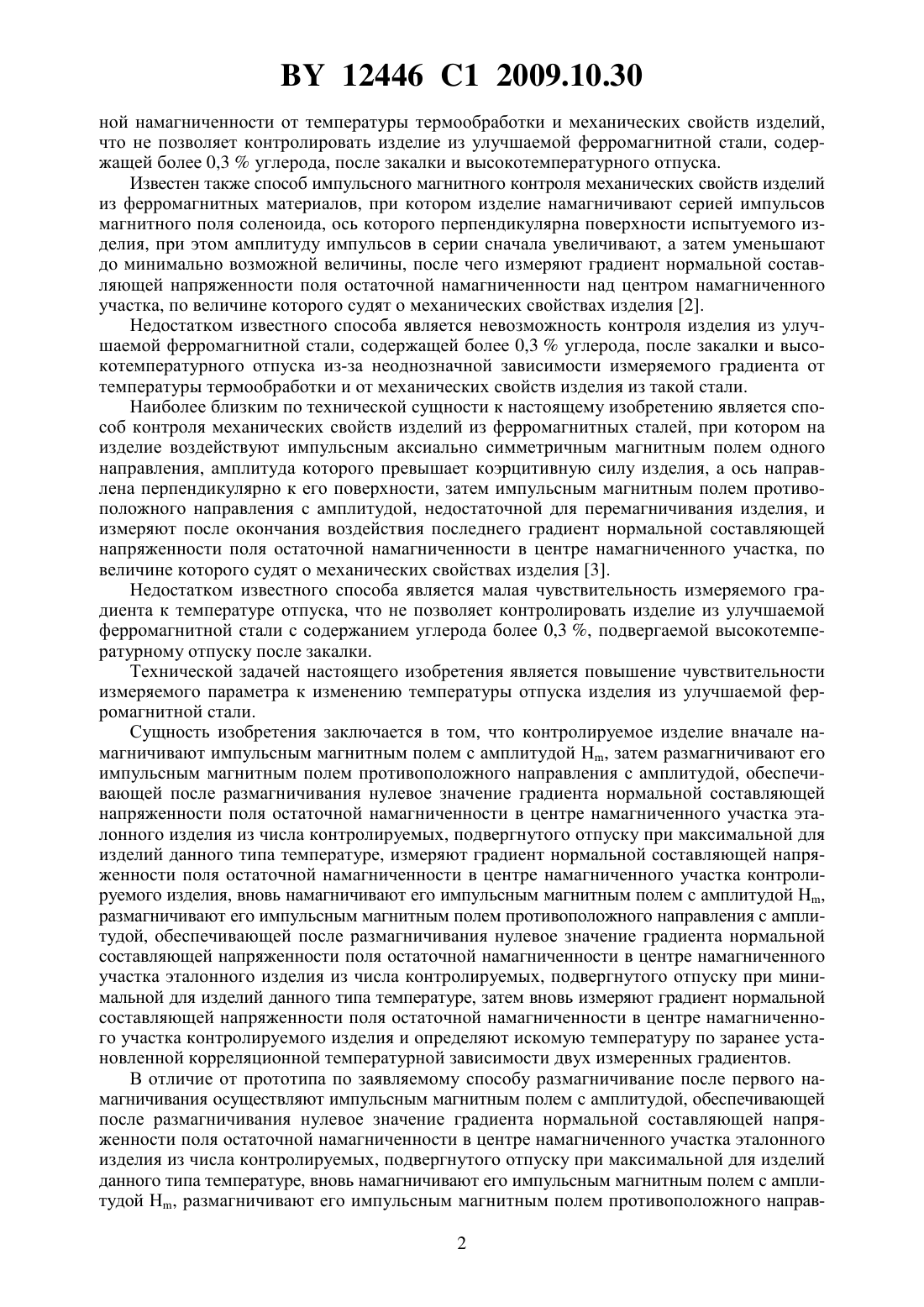
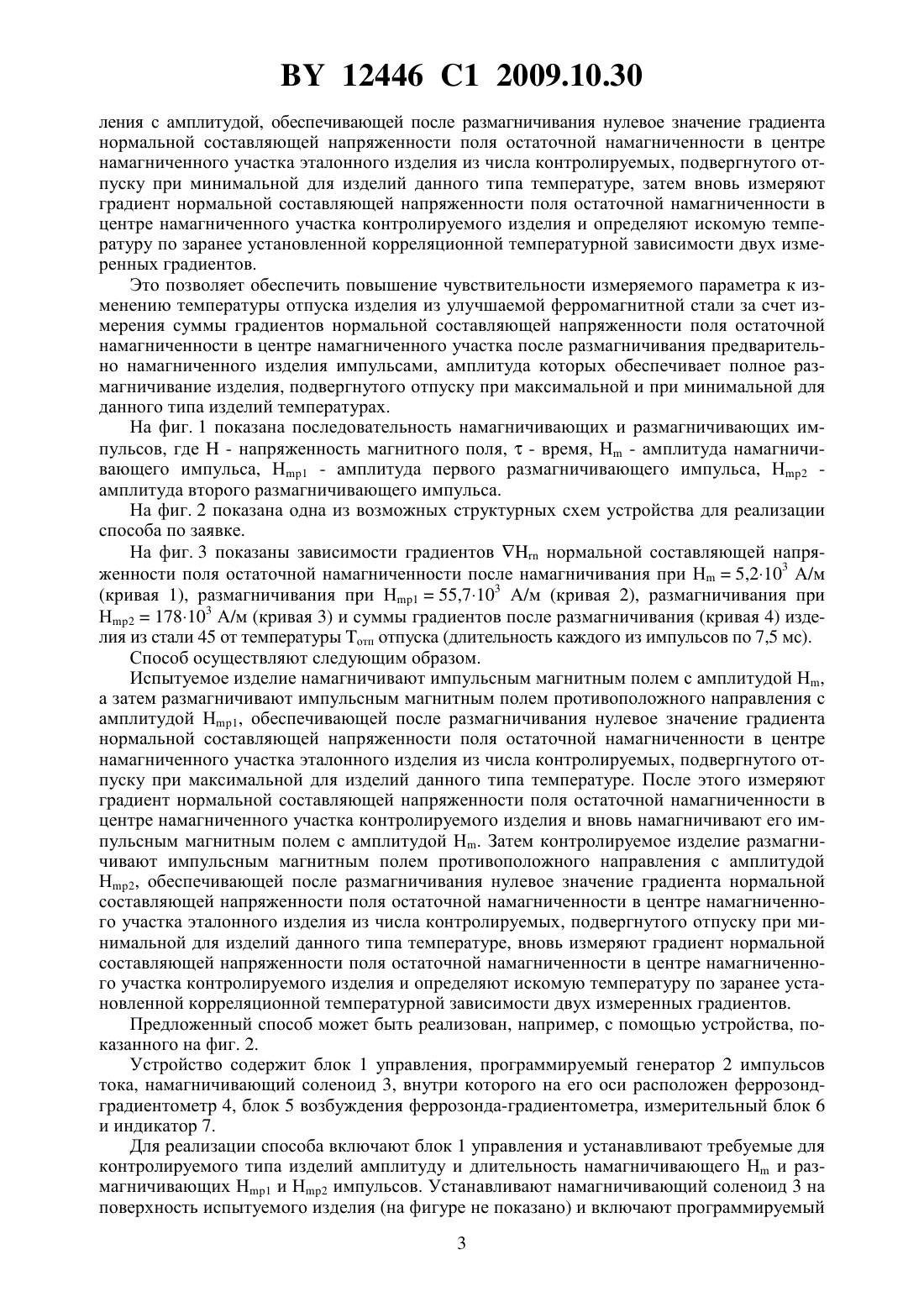
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИМПУЛЬСНОГО МАГНИТНОГО КОНТРОЛЯ ТЕМПЕРАТУРЫ ОТПУСКА ИЗДЕЛИЯ ИЗ УЛУЧШАЕМОЙ ФЕРРОМАГНИТНОЙ СТАЛИ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Авторы Матюк Владимир Федорович Бурак Вероника Анатольевна(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Способ импульсного магнитного контроля температуры отпуска изделия из улучшаемой ферромагнитной стали, в котором контролируемое изделие вначале намагничивают импульсным магнитным полем с амплитудой , затем размагничивают его импульсным магнитным полем противоположного направления с амплитудой, обеспечивающей после размагничивания нулевое значение градиента нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка эталонного изделия из числа контролируемых, подвергнутого отпуску при максимальной для изделий данного типа температуре, измеряют градиент нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка контролируемого изделия,вновь намагничивают его импульсным магнитным полем с амплитудой , размагничивают его импульсным магнитным полем противоположного направления с амплитудой,обеспечивающей после размагничивания нулевое значение градиента нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка эталонного изделия из числа контролируемых, подвергнутого отпуску при минимальной для изделий данного типа температуре, затем вновь измеряют градиент нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка контролируемого изделия и определяют искомую температуру по заранее установленной корреляционной температурной зависимости суммы двух измеренных градиентов. Изобретение относится к исследованиям физических и химических свойств материалов и сплавов и может быть использовано на машиностроительных и металлургических предприятиях для неразрушающего контроля качества отпуска изделий из улучшаемых марок ферромагнитных сталей, подвергаемых закалке и последующему отпуску. Известен способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов, при котором изделие намагничивают импульсами аксиально симметричного магнитного поля, ось симметрии которого перпендикулярна поверхности изделия, а о механических свойствах судят по величине градиента напряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля 1. Недостатком известного способа является применимость его только для изделий из материалов, имеющих однозначную зависимость градиента напряженности поля остаточ 12446 1 2009.10.30 ной намагниченности от температуры термообработки и механических свойств изделий,что не позволяет контролировать изделие из улучшаемой ферромагнитной стали, содержащей более 0,3 углерода, после закалки и высокотемпературного отпуска. Известен также способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов, при котором изделие намагничивают серией импульсов магнитного поля соленоида, ось которого перпендикулярна поверхности испытуемого изделия, при этом амплитуду импульсов в серии сначала увеличивают, а затем уменьшают до минимально возможной величины, после чего измеряют градиент нормальной составляющей напряженности поля остаточной намагниченности над центром намагниченного участка, по величине которого судят о механических свойствах изделия 2. Недостатком известного способа является невозможность контроля изделия из улучшаемой ферромагнитной стали, содержащей более 0,3 углерода, после закалки и высокотемпературного отпуска из-за неоднозначной зависимости измеряемого градиента от температуры термообработки и от механических свойств изделия из такой стали. Наиболее близким по технической сущности к настоящему изобретению является способ контроля механических свойств изделий из ферромагнитных сталей, при котором на изделие воздействуют импульсным аксиально симметричным магнитным полем одного направления, амплитуда которого превышает коэрцитивную силу изделия, а ось направлена перпендикулярно к его поверхности, затем импульсным магнитным полем противоположного направления с амплитудой, недостаточной для перемагничивания изделия, и измеряют после окончания воздействия последнего градиент нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка, по величине которого судят о механических свойствах изделия 3. Недостатком известного способа является малая чувствительность измеряемого градиента к температуре отпуска, что не позволяет контролировать изделие из улучшаемой ферромагнитной стали с содержанием углерода более 0,3 , подвергаемой высокотемпературному отпуску после закалки. Технической задачей настоящего изобретения является повышение чувствительности измеряемого параметра к изменению температуры отпуска изделия из улучшаемой ферромагнитной стали. Сущность изобретения заключается в том, что контролируемое изделие вначале намагничивают импульсным магнитным полем с амплитудой Н, затем размагничивают его импульсным магнитным полем противоположного направления с амплитудой, обеспечивающей после размагничивания нулевое значение градиента нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка эталонного изделия из числа контролируемых, подвергнутого отпуску при максимальной для изделий данного типа температуре, измеряют градиент нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка контролируемого изделия, вновь намагничивают его импульсным магнитным полем с амплитудой Н,размагничивают его импульсным магнитным полем противоположного направления с амплитудой, обеспечивающей после размагничивания нулевое значение градиента нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка эталонного изделия из числа контролируемых, подвергнутого отпуску при минимальной для изделий данного типа температуре, затем вновь измеряют градиент нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка контролируемого изделия и определяют искомую температуру по заранее установленной корреляционной температурной зависимости двух измеренных градиентов. В отличие от прототипа по заявляемому способу размагничивание после первого намагничивания осуществляют импульсным магнитным полем с амплитудой, обеспечивающей после размагничивания нулевое значение градиента нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка эталонного изделия из числа контролируемых, подвергнутого отпуску при максимальной для изделий данного типа температуре, вновь намагничивают его импульсным магнитным полем с амплитудой Н, размагничивают его импульсным магнитным полем противоположного направ 2 12446 1 2009.10.30 ления с амплитудой, обеспечивающей после размагничивания нулевое значение градиента нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка эталонного изделия из числа контролируемых, подвергнутого отпуску при минимальной для изделий данного типа температуре, затем вновь измеряют градиент нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка контролируемого изделия и определяют искомую температуру по заранее установленной корреляционной температурной зависимости двух измеренных градиентов. Это позволяет обеспечить повышение чувствительности измеряемого параметра к изменению температуры отпуска изделия из улучшаемой ферромагнитной стали за счет измерения суммы градиентов нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка после размагничивания предварительно намагниченного изделия импульсами, амплитуда которых обеспечивает полное размагничивание изделия, подвергнутого отпуску при максимальной и при минимальной для данного типа изделий температурах. На фиг. 1 показана последовательность намагничивающих и размагничивающих импульсов, где- напряженность магнитного поля,- время, Н - амплитуда намагничивающего импульса, Н 1 - амплитуда первого размагничивающего импульса, Н 2 амплитуда второго размагничивающего импульса. На фиг. 2 показана одна из возможных структурных схем устройства для реализации способа по заявке. На фиг. 3 показаны зависимости градиентовнормальной составляющей напряженности поля остаточной намагниченности после намагничивания при Н 5,2103 А/м(кривая 1), размагничивания при Н 155,7103 А/м (кривая 2), размагничивания при Н 2178103 А/м (кривая 3) и суммы градиентов после размагничивания (кривая 4) изделия из стали 45 от температуры отп отпуска (длительность каждого из импульсов по 7,5 мс). Способ осуществляют следующим образом. Испытуемое изделие намагничивают импульсным магнитным полем с амплитудой Н,а затем размагничивают импульсным магнитным полем противоположного направления с амплитудой Н 1, обеспечивающей после размагничивания нулевое значение градиента нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка эталонного изделия из числа контролируемых, подвергнутого отпуску при максимальной для изделий данного типа температуре. После этого измеряют градиент нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка контролируемого изделия и вновь намагничивают его импульсным магнитным полем с амплитудой Н. Затем контролируемое изделие размагничивают импульсным магнитным полем противоположного направления с амплитудой Н 2, обеспечивающей после размагничивания нулевое значение градиента нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка эталонного изделия из числа контролируемых, подвергнутого отпуску при минимальной для изделий данного типа температуре, вновь измеряют градиент нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка контролируемого изделия и определяют искомую температуру по заранее установленной корреляционной температурной зависимости двух измеренных градиентов. Предложенный способ может быть реализован, например, с помощью устройства, показанного на фиг. 2. Устройство содержит блок 1 управления, программируемый генератор 2 импульсов тока, намагничивающий соленоид 3, внутри которого на его оси расположен феррозондградиентометр 4, блок 5 возбуждения феррозонда-градиентометра, измерительный блок 6 и индикатор 7. Для реализации способа включают блок 1 управления и устанавливают требуемые для контролируемого типа изделий амплитуду и длительность намагничивающего Н и размагничивающих Н 1 и Н 2 импульсов. Устанавливают намагничивающий соленоид 3 на поверхность испытуемого изделия (на фигуре не показано) и включают программируемый 3 12446 1 2009.10.30 генератор 2 намагничивающих импульсов тока, которые, проходя через намагничивающий соленоид 3, создают импульсное магнитное поле (фиг. 1), которое последовательно намагничивает, а затем размагничивает и снова намагничивает и размагничивает локальную область контролируемого изделия. Электрический сигнал феррозонда-градиентометра 4, вторая гармоника которого пропорциональна градиенту напряженности поля локальной остаточной намагниченности изделия, поступает на измерительный блок 6. С измерительного блока 6 сигналы, пропорциональные сумме градиентов после первого и после второго размагничивания, поступают на индикатор 7, по показаниям которого и по заранее установленным корреляционным связям определяют температуру отпуска контролируемого изделия. Из фиг. 3 видно, что величина суммы градиентов нормальной составляющей напряженности поля остаточной намагниченности после первого и после второго размагничивания более чувствительна (примерно в 1,5-2 раза) к температуре отпуска контролируемых образцов по сравнению с величинами градиентов, измеренных после намагничивания и размагничивания по отдельности. Техническим результатом осуществления предлагаемого способа является повышение чувствительности импульсного магнитного метода контроля температуры отпуска изделия из улучшаемой ферромагнитной стали, не имеющей однозначной зависимости результата измерения стандартных магнитных характеристик от температуры отпуска в широком интервале ее изменения. Источники информации 1. Мельгуй М.А. Магнитный контроль механических свойств сталей. - Минск Наука и техника, 1980. - С. 140-141, 151-162. 2. Мельгуй М.А., Кратиров В.Б. Способ определения механических свойств изделий из ферромагнитных материалов. А.с. СССР 708795 // Бюл. изобр. - 1982. -34, С. 302-303. 3. Мельгуй М.А., Пиунов В.Д., Кратиров В.Б. Способ контроля механических свойств изделий из ферромагнитных материалов. А.с. СССР 1719975 // Бюл. изобр. - 1992. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: G01N 27/72
Метки: контроля, стали, способ, улучшаемой, отпуска, импульсного, изделия, магнитного, ферромагнитной, температуры
Код ссылки
<a href="https://by.patents.su/4-12446-sposob-impulsnogo-magnitnogo-kontrolya-temperatury-otpuska-izdeliya-iz-uluchshaemojj-ferromagnitnojj-stali.html" rel="bookmark" title="База патентов Беларуси">Способ импульсного магнитного контроля температуры отпуска изделия из улучшаемой ферромагнитной стали</a>
Способ импульсного магнитного контроля температуры отпуска изделия из улучшаемой ферромагнитной стали после его окончания
Номер патента: 11395
Опубликовано: 30.12.2008
Авторы: Бурак Вероника Анатольевна, Кратиров Валерий Борисович, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: после, стали, изделия, способ, импульсного, улучшаемой, контроля, температуры, отпуска, магнитного, окончания, ферромагнитной
Текст:
...намагниченности в центре намагниченного участка эталонного изделия, подвергнутого отпуску при максимальной для изделий испытуемого типа температуре, затем измеряют указанный градиент и определяют искомую температуру по заранее установленной корреляционной температурной зависимости измеренной величины. В отличие от прототипа импульсные магнитные поля с амплитудой соответственно Н и Нр имеют произвольную конфигурацию, их направление не привязано...
Способ импульсного магнитного контроля температуры отпуска изделия из улучшаемой ферромагнитной стали после его окончания
Номер патента: 11391
Опубликовано: 30.12.2008
Авторы: Матюк Владимир Федорович, Бурак Вероника Анатольевна, Кратиров Валерий Борисович
МПК: G01N 27/80
Метки: импульсного, контроля, улучшаемой, отпуска, температуры, стали, окончания, ферромагнитной, изделия, после, магнитного, способ
Текст:
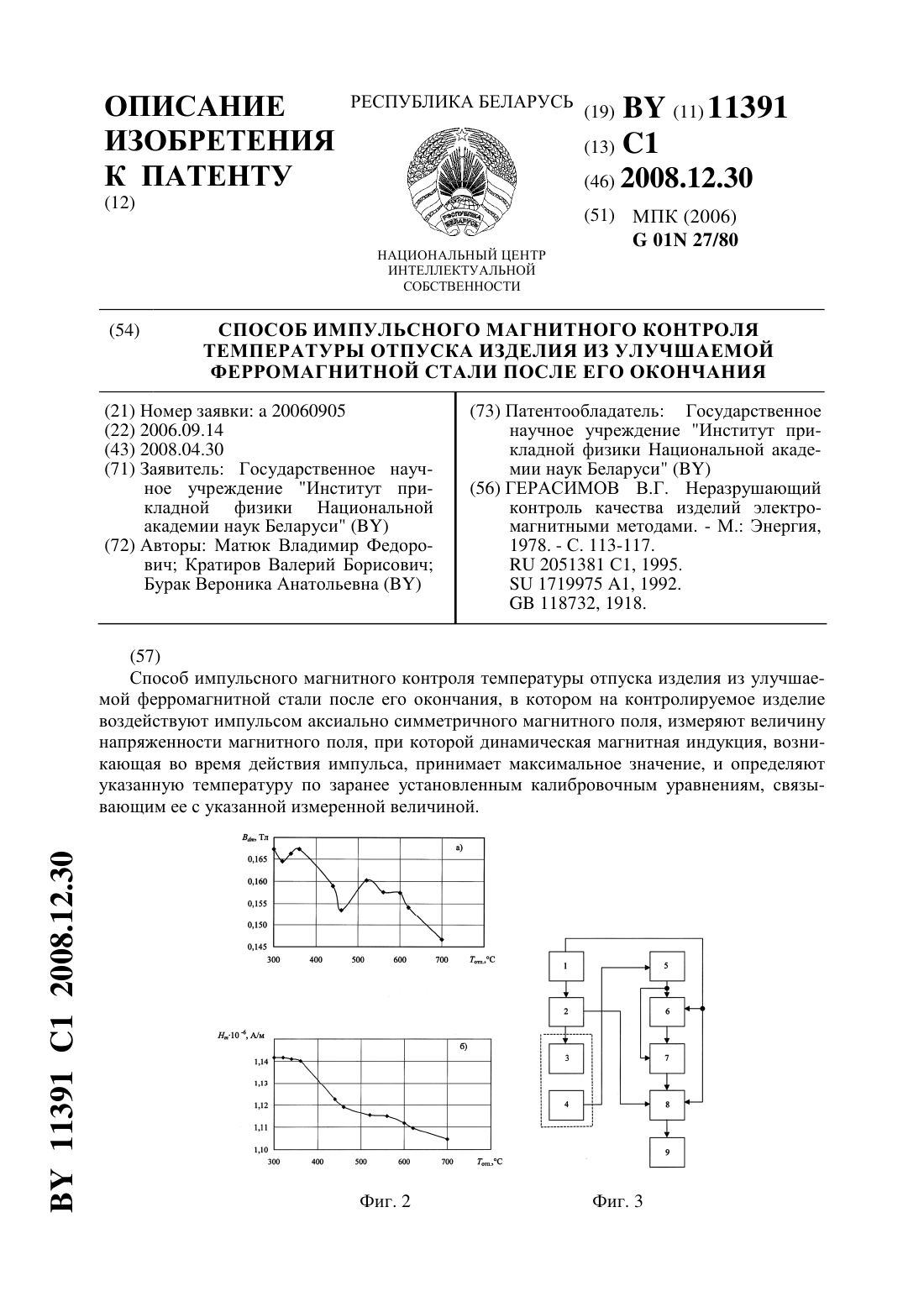
...- расширение номенклатуры контролируемых изделий. Сущность изобретения заключается в том, что на изделие воздействуют импульсом аксиально симметричного магнитного поляи измеряют величину напряженностиэтого поля, при которой динамическая магнитная индукция , возникающая во время действия импульса, принимает максимальное значение . В отличие от прототипа измеряют не максимальное значение магнитной индукции, а напряженностьнамагничивающего поля,...
Способ многопараметрового импульсного магнитного контроля твердости изделия из ферромагнитной стали
Номер патента: 8812
Опубликовано: 30.12.2006
Авторы: Любарец Алексей Леонидович, Мельгуй Михаил Александрович, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: способ, импульсного, контроля, твердости, ферромагнитной, магнитного, стали, многопараметрового, изделия
Текст:
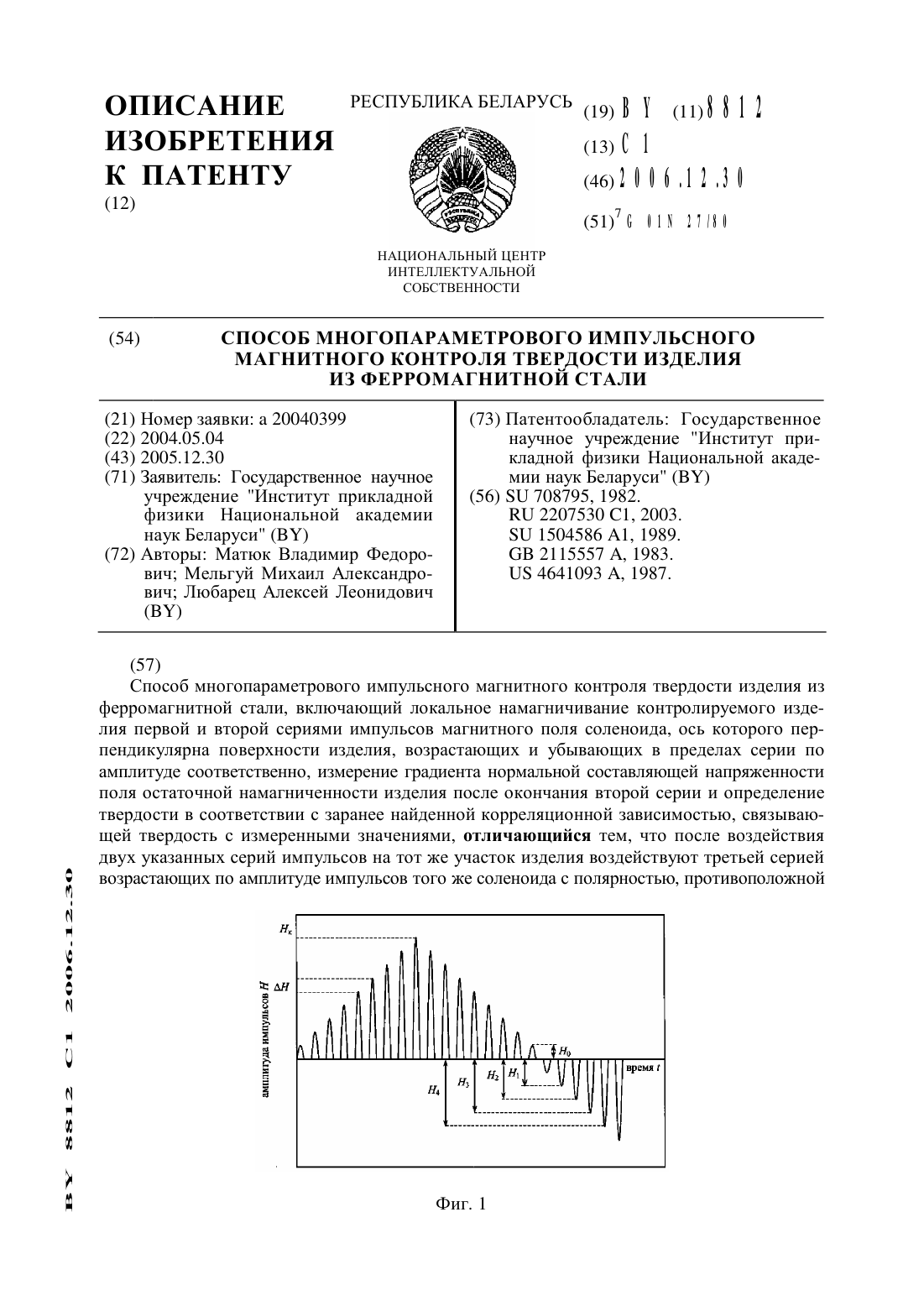
...импульсов.На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа.На фиг. 4 показана зависимость твердости НКС, измеренной прямым методом, твердости НКСР, рассчитанной по уравнению множественной корреляции, а также градиента ТНЮ (по прототипу) от температуры отпуска образцов рессорно-пружинной стали 6 ОС 2,закаленных от 870 С.На фиг. 5 показана корреляционная связь между твердостью НКСр, вычисленной по...
Способ импульсного магнитного контроля твердости изделия из ферромагнитной стали
Номер патента: 8813
Опубликовано: 30.12.2006
Авторы: Пинчуков Дмитрий Анатольевич, Любарец Алексей Леонидович, Мельгуй Михаил Александрович, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: способ, магнитного, стали, контроля, импульсного, твердости, изделия, ферромагнитной
Текст:
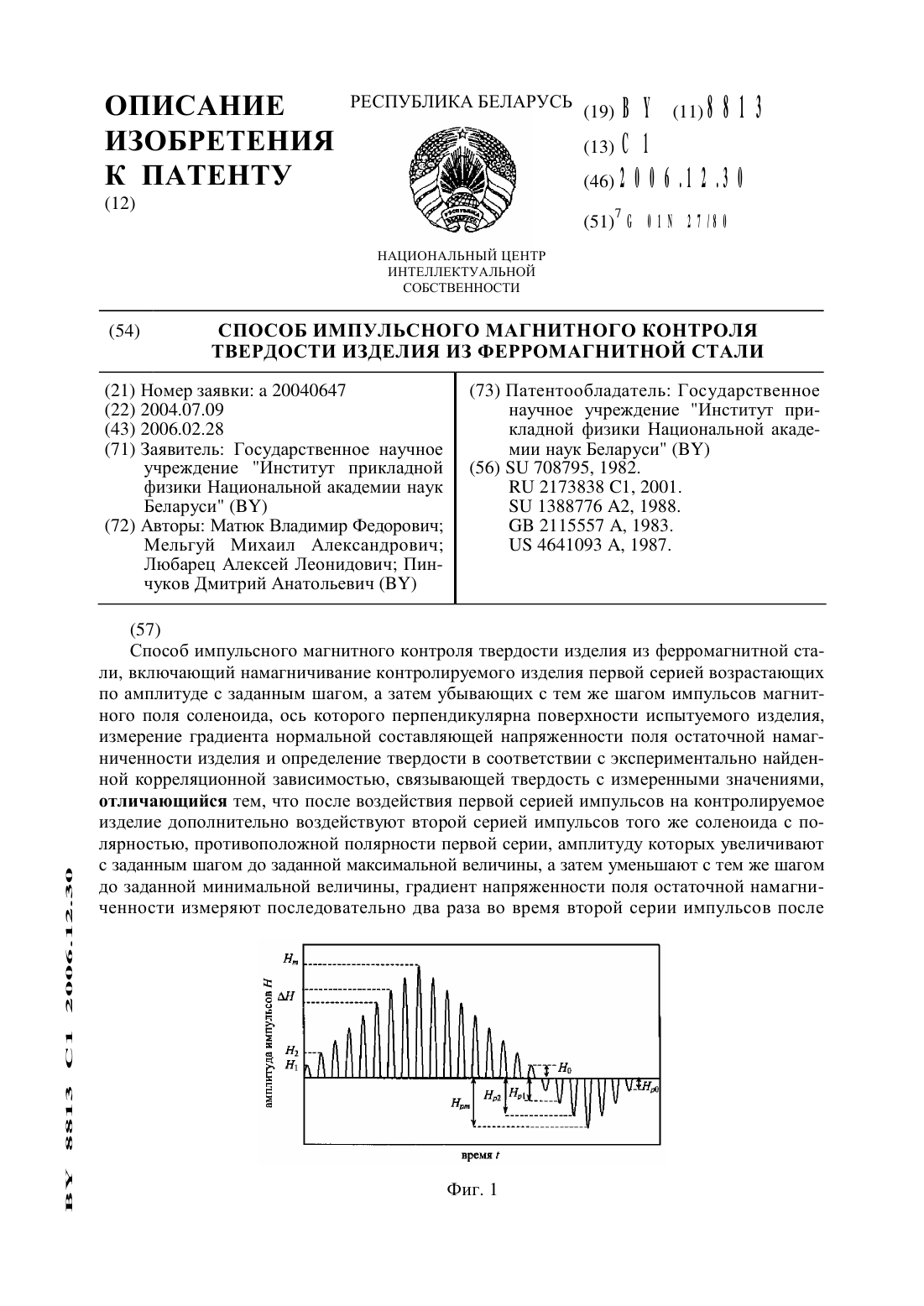
...уравнению корреляции судят о твердости.На фиг. 1 показано изменение амплитуды импульсов напряженности магнитного поля во времени по настоящему изобретению.На фиг. 2 показано изменение градиента УНТ напряженности магнитного поля остаточной намагниченности после каждого из импульсов, показанных на фиг. 1.На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа по заявке.На фиг. 4 показана зависимость...
Способ импульсного магнитного многопараметрового контроля твердости изделия из ферромагнитного материала
Номер патента: 9748
Опубликовано: 30.10.2007
Авторы: Матюк Владимир Федорович, Мельгуй Михаил Александрович, Пинчуков Дмитрий Анатольевич
МПК: G01N 27/80, G01R 33/12
Метки: контроля, импульсного, изделия, материала, магнитного, многопараметрового, ферромагнитного, способ, твердости
Текст:
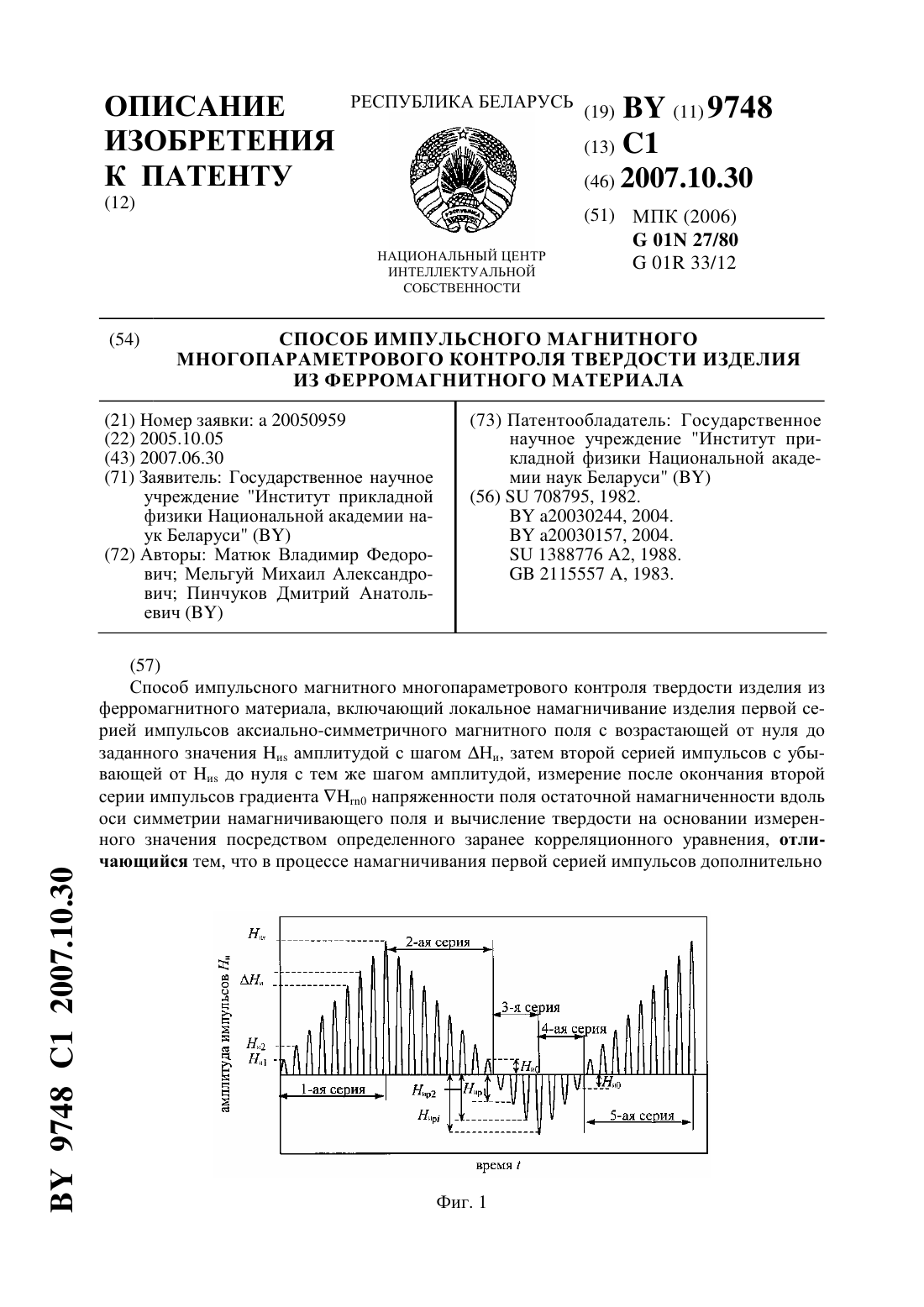
...фиг. 1 показано изменение амплитуды импульсов во времени в первой, второй,третьей, четвертой и пятой сериях импульсов. На фиг. 2 показано изменение величины градиентанормальной составляющей напряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля с изменением амплитуды импульсов и измеряемые величины градиента ,и, 0, р, 0, . На фиг. 3 показана одна из возможных структурных схем устройства для реализации...
Предыдущий патент: Средство для коррекции прооксидантно-антиоксидантного баланса и функционального состояния печени при ишемии-реперфузии
Следующий патент: Препарат для лечения или профилактики нематодозов крупного рогатого скота
Случайный патент: Винтовая свая