Способ магнитного контроля температуры отпуска изделия из среднеуглеродистой стали, подвергнутого предварительной закалке
Текст
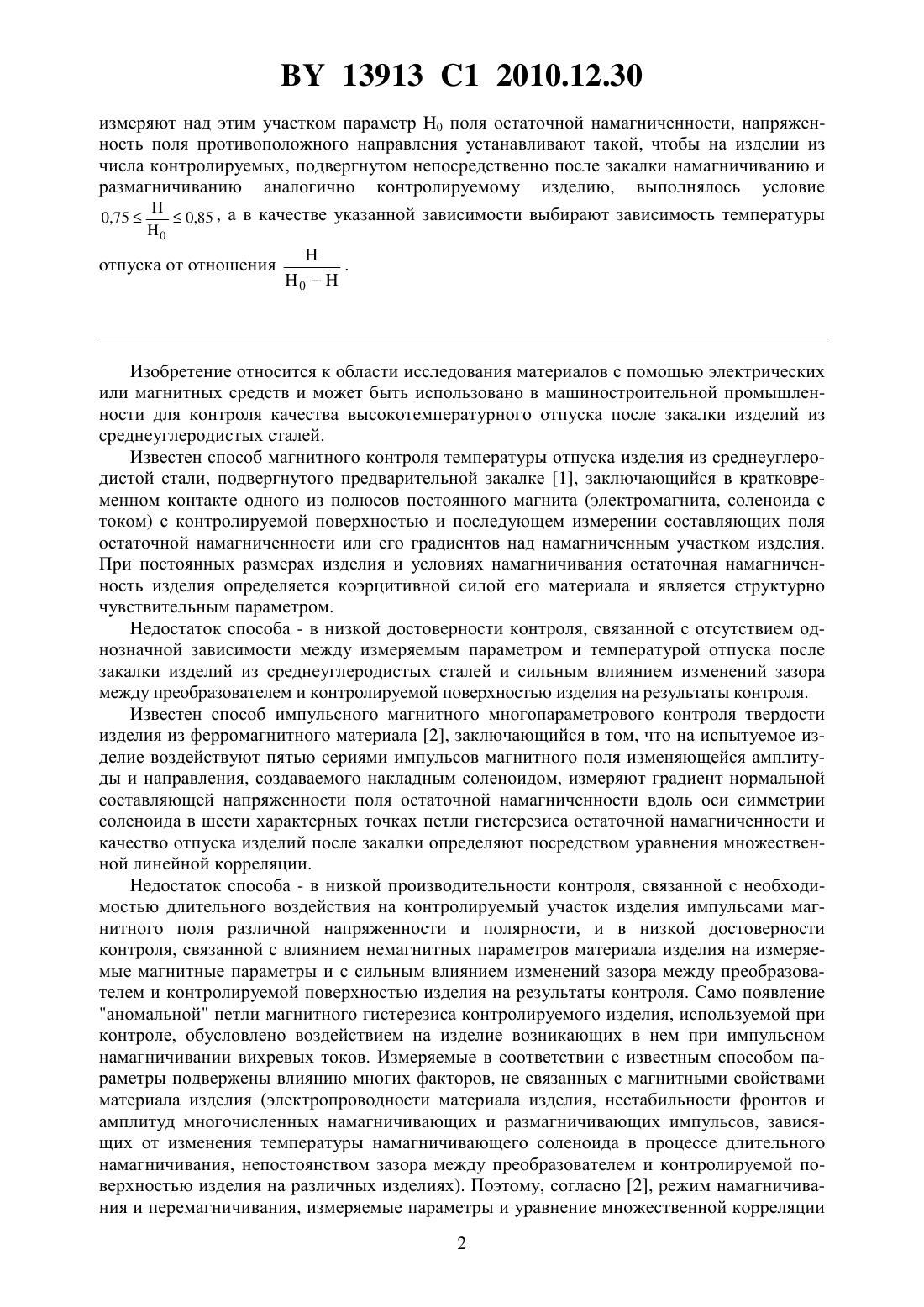
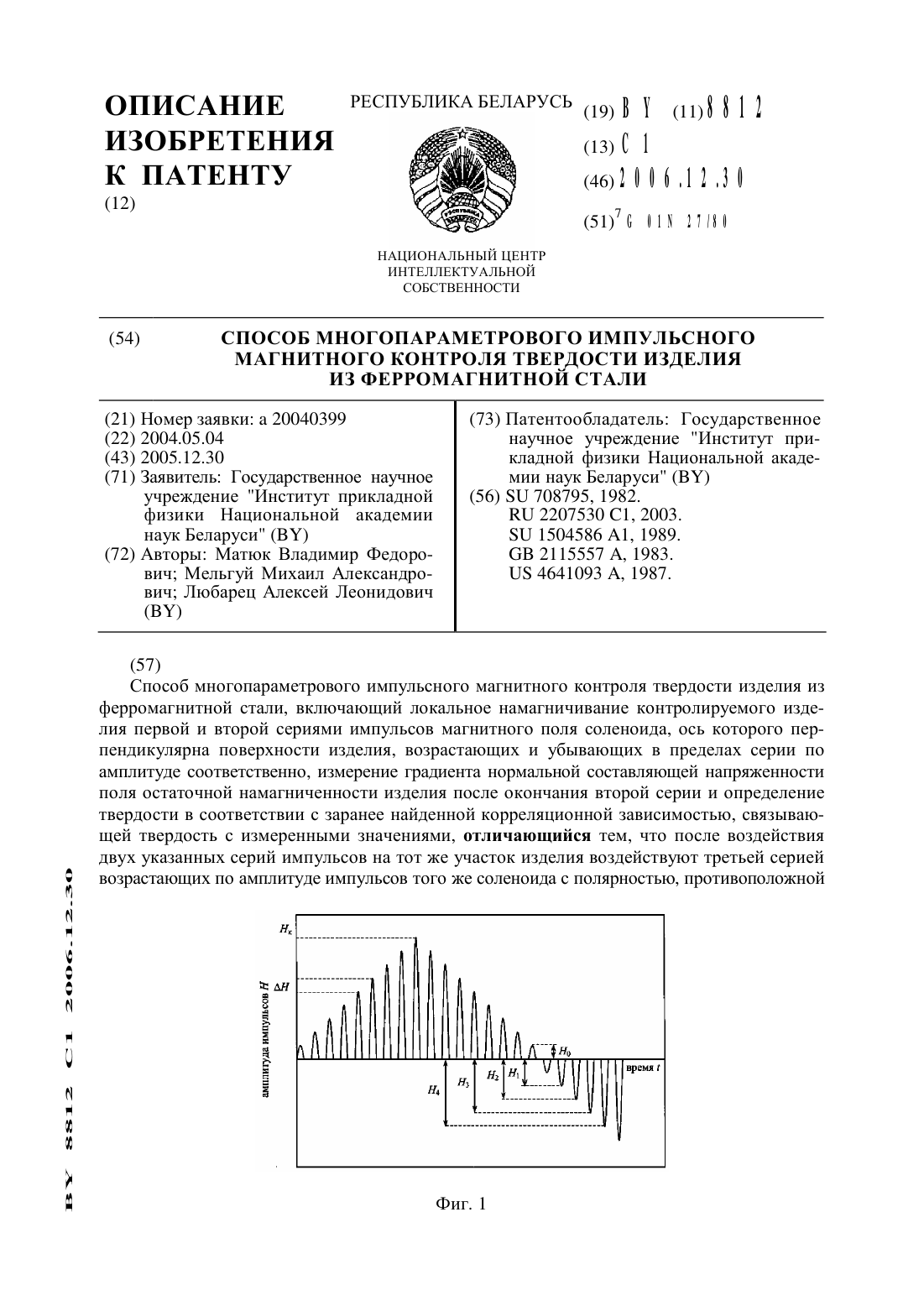
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ МАГНИТНОГО КОНТРОЛЯ ТЕМПЕРАТУРЫ ОТПУСКА ИЗДЕЛИЯ ИЗ СРЕДНЕУГЛЕРОДИСТОЙ СТАЛИ,ПОДВЕРГНУТОГО ПРЕДВАРИТЕЛЬНОЙ ЗАКАЛКЕ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Автор Сандомирский Сергей Григорьевич(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(56) МАТЮК В.Ф. и др. Известия Национальной академии наук Беларуси. 2008. -3. - С. 113-118.11391 1, 2008.9627 1, 2007.1516941 1, 1989.1392483 1, 1988.4641093 , 1987.(57) Способ магнитного контроля температуры отпуска изделия из среднеуглеродистой стали, подвергнутого предварительной закалке, включающий намагничивание контролируемого участка изделия до технического насыщения аксиально симметричным магнитным полем, направленным нормально к поверхности этого участка, воздействие после окончания релаксационных процессов в изделии на тот же его участок аксиально симметричным магнитным полем противоположного направления, меньшим намагничивающего,измерение параметраполя остаточной намагниченности над контролируемым участком изделия и определение температуры отпуска по заранее установленной зависимости, связывающей указанную температуру с параметром Н, отличающийся тем, что перед воздействием на контролируемый участок изделия полем противоположного направления 13913 1 2010.12.30 измеряют над этим участком параметр 0 поля остаточной намагниченности, напряженность поля противоположного направления устанавливают такой, чтобы на изделии из числа контролируемых, подвергнутом непосредственно после закалки намагничиванию и размагничиванию аналогично контролируемому изделию, выполнялось условие 0,750,85 , а в качестве указанной зависимости выбирают зависимость температуры 0 Изобретение относится к области исследования материалов с помощью электрических или магнитных средств и может быть использовано в машиностроительной промышленности для контроля качества высокотемпературного отпуска после закалки изделий из среднеуглеродистых сталей. Известен способ магнитного контроля температуры отпуска изделия из среднеуглеродистой стали, подвергнутого предварительной закалке 1, заключающийся в кратковременном контакте одного из полюсов постоянного магнита (электромагнита, соленоида с током) с контролируемой поверхностью и последующем измерении составляющих поля остаточной намагниченности или его градиентов над намагниченным участком изделия. При постоянных размерах изделия и условиях намагничивания остаточная намагниченность изделия определяется коэрцитивной силой его материала и является структурно чувствительным параметром. Недостаток способа - в низкой достоверности контроля, связанной с отсутствием однозначной зависимости между измеряемым параметром и температурой отпуска после закалки изделий из среднеуглеродистых сталей и сильным влиянием изменений зазора между преобразователем и контролируемой поверхностью изделия на результаты контроля. Известен способ импульсного магнитного многопараметрового контроля твердости изделия из ферромагнитного материала 2, заключающийся в том, что на испытуемое изделие воздействуют пятью сериями импульсов магнитного поля изменяющейся амплитуды и направления, создаваемого накладным соленоидом, измеряют градиент нормальной составляющей напряженности поля остаточной намагниченности вдоль оси симметрии соленоида в шести характерных точках петли гистерезиса остаточной намагниченности и качество отпуска изделий после закалки определяют посредством уравнения множественной линейной корреляции. Недостаток способа - в низкой производительности контроля, связанной с необходимостью длительного воздействия на контролируемый участок изделия импульсами магнитного поля различной напряженности и полярности, и в низкой достоверности контроля, связанной с влиянием немагнитных параметров материала изделия на измеряемые магнитные параметры и с сильным влиянием изменений зазора между преобразователем и контролируемой поверхностью изделия на результаты контроля. Само появление аномальной петли магнитного гистерезиса контролируемого изделия, используемой при контроле, обусловлено воздействием на изделие возникающих в нем при импульсном намагничивании вихревых токов. Измеряемые в соответствии с известным способом параметры подвержены влиянию многих факторов, не связанных с магнитными свойствами материала изделия (электропроводности материала изделия, нестабильности фронтов и амплитуд многочисленных намагничивающих и размагничивающих импульсов, зависящих от изменения температуры намагничивающего соленоида в процессе длительного намагничивания, непостоянством зазора между преобразователем и контролируемой поверхностью изделия на различных изделиях). Поэтому, согласно 2, режим намагничивания и перемагничивания, измеряемые параметры и уравнение множественной корреляции 2 13913 1 2010.12.30 необходимо определять при градуировке средств контроля для каждого конкретного изделия. Это приводит к низкой производительности и достоверности контроля температуры отпуска изделия из среднеуглеродистой стали, подвергнутого предварительной закалке в производственных условиях. Известен способ контроля механических свойств изделий из ферромагнитных материалов 3, заключающийся в том, что изделие локально намагничивают аксиально симметричным импульсным магнитным полем, направленным нормально к поверхности изделия,превышающим коэрцитивную силу изделия, после окончания релаксационных процессов,вызванных импульсным намагничиванием, на изделие воздействуют аксиально симметричным импульсным магнитным полем противоположного направления, величину которого выбирают меньшей размагничивающего и недостаточной для перемагничивания изделия, и считывают нормальную составляющую градиента локального магнитного поля остаточной намагниченности. Применение способа, при удачном выборе и стабилизации амплитуд и временных параметров намагничивающего и размагничивающего импульсов,обеспечивает однозначную зависимость измеряемого параметра от температуры отпуска после закалки изделий из конструкционных сталей с содержанием углерода более 0,3 . Недостаток способа - в низкой достоверности контроля, связанной с невысокой чувствительностью измеряемого параметра к контролируемым свойствам. Неопределенность в выборе амплитуды размагничивающего импульса, связанная с различием магнитных свойств у контролируемых изделий, также снижает достоверность контроля. Достоверность контроля известным способом снижена также сильным влиянием изменений зазора между преобразователем и поверхностью контролируемого изделия на результаты контроля. Из известных аналогов наиболее близким по технической сущности является способ магнитного контроля температуры отпуска изделия из среднеуглеродистой стали, подвергнутого предварительной закалке 4, заключающийся в том, что изделие локально намагничивают до насыщения аксиально симметричным импульсным магнитным полем,направленным нормально к поверхности изделия, после окончания релаксационных процессов, вызванных импульсным намагничиванием, на изделие воздействуют аксиально симметричным импульсным магнитным полем апериодической формы противоположного направления с амплитудой, при которой достигается полное размагничивание изделий,подвергнутых отпуску при максимальной температуре, и считывают нормальную составляющую градиента локального магнитного поля остаточной намагниченности. Применение способа обеспечивает однозначную зависимость измеряемого параметра от температуры отпуска после закалки изделий из среднеуглеродистых сталей. Апериодическая форма намагничивающего и размагничивающего импульсов при достаточной их длительности уменьшает интенсивность возникающих в изделии вихревых токов и повышает чувствительность измеряемого параметра к температуре отпуска предварительно закаленных изделий. Недостаток известного способа - в низкой достоверности контроля и высокой его трудоемкости при промышленном использовании. Достоверность контроля известным способом не достаточна для промышленного использования способа из-за низкой чувствительности контроля и сильного влияния изменений зазора между преобразователем и контролируемой поверхностью изделия на результаты контроля. Выбор амплитуды размагничивающего импульса связан с использованием изделий, подвергнутых отпуску при максимальной температуре. Это также снижает достоверность контроля, так как значение максимальной температуры отпуска по известному техническому решению не определено точно и может изменяться при изготовлении образца. Изготовление изделий подвергнутых отпуску при максимальной температуре, необходимое в соответствии с известным способом, требует создания специального режима отпуска на технологическом 13913 1 2010.12.30 оборудовании (отличного от режима отпуска по технологии), увеличивает трудоемкость способа при промышленном использовании. Задачей настоящего изобретения является повышение достоверности магнитного контроля температуры отпуска изделия из среднеуглеродистой стали, подвергнутого предварительной закалке, и снижение трудоемкости способа при промышленном использовании. Задача решена в способе магнитного контроля температуры отпуска изделия из среднеуглеродистой стали, подвергнутого предварительной закалке, включающем намагничивание контролируемого участка изделия до технического насыщения аксиально симметричным магнитным полем, направленным нормально к поверхности этого участка,измерение после окончания релаксационных процессов в изделии над этим участком параметра 0 поля остаточной намагниченности, воздействие на тот же участок изделия аксиально симметричным магнитным полем противоположного направления, меньшим намагничивающего, измерение параметраполя остаточной намагниченности над контролируемым участком изделия и определение температуры отпуска по заранее установ,ленной зависимости, связывающей указанную температуру с отношением 0 причем напряженность поля противоположного направления устанавливают такой, чтобы на изделии из числа контролируемых, подвергнутом непосредственно после закалки намагничиванию и размагничиванию аналогично контролируемому изделию, выполня лось условие 0,750,85 . 0 Повышение достоверности магнитного контроля температуры отпуска изделия из среднеуглеродистой стали, подвергнутого предварительной закалке, достигается благодаря тому, что информационный параметр предложенного способа обладает более высокой,чем информационные параметры известных способов, чувствительностью к изменениям температуры отпуска изделий из среднеуглеродистых сталей после закалки. Достоверность контроля предложенным способом повышена также благодаря существенному (более чем на порядок) снижению влияния изменений зазора между преобразователем и контролируемой поверхностью изделия на результаты контроля. Снижение трудоемкости способа при промышленном использовании достигается благодаря тому, что он не требует изготовления специальных образцов для установления режима его применения. Предложенное изобретение поясняется чертежами. На фиг. 1 приведена амплитудно-временная диаграмма изменения напряженности магнитного нолянад контролируемым участком изделия от временив процессе контроля. На фиг. 2 приведена функциональная электрическая схема устройства для реализации способа. На фиг. 3 сопоставлены результаты реализации известных и предложенного способов для контроля температуры отпуска отп дисков из стали 45. На фиг. 4 представлена зависимость поляостаточной намагниченности на поверхности листа из стали 65 Г, намагниченного постоянным магнитом по методу точечного полюса, от напряженностиразмагничивающего поля. На фиг. 5 сопоставлено влияние зазорамежду контролируемой поверхностью листа из стали 65 Г на информационные параметры известных и предложенного способов. Реализуется предложенный способ следующим образом. В начальный момент времени 0 (фиг. 1) на контролируемый участок изделия начинают воздействовать аксиально симметричным магнитным полем, направленным нормально к испытуемой поверхности изделия. В конкретных вариантах реализации способа указанное воздействие может быть реализовано, например, пропусканием импульса тока по обмотке соленоида, установленного на поверхность изделия, или приближением к по 4 13913 1 2010.12.30 верхности изделия полюса постоянного магнита. В момент времени 1 напряженность аксиально симметричного магнитного поля (пунктирная линия на фиг. 1) достигает своего максимального значения . При этом поле на поверхности контролируемого участка изделия (сплошная линия на фиг. 1), которое представляет собой суперпозицию намагничивающего поля и поля от намагниченного изделия, также достигает своего максимального значения . Максимальное значениенапряженности намагничивающего поля устанавливают достаточным для технического насыщения контролируемого изделия - то есть дальнейшее увеличениене приводит к существенному возрастанию разности -. В конкретных вариантах реализации способа (при намагничивании контролируемого участка изделия по методу точечного полюса импульсным полем накладного соленоида или постоянным магнитом) интервал времени 0, 1 может изменяться от 2 до 500 мс. В течение интервала времени 1, 2 происходит уменьшение намагничивающего поля от максимального значениядо нуля. Уменьшение поля на поверхности изделия от максимального значениядо значения 0 происходит в течение интервала времени 1,3. Интервал времени 2, 3 соответствует времени завершения релаксационных процессов в ферромагнитном материале изделия. В конкретных вариантах реализации способа интервал времени 1, 2 может изменяться от 10 до 500 мс. Для конструкционных ферромагнитных материалов, к которым относятся среднеуглеродистые стали, интервал времени 2, 3, как правило, не превышает 100 мс. После окончания релаксационных процессов,в интервале времени 3, 4, измеряют параметр 0 поля остаточной намагниченности над намагниченным участком изделия. В конкретных вариантах реализации способа в качестве параметра 0 могут быть использованы сигналы магниточувствительных (магниторезисторы, датчики Холла) или градиенточувствительных (феррозонды) преобразователей. Современные преобразователи и средства измерения могут обеспечить измерение параметра 0 в течение не более 100 мс. После измерения параметра 0 воздействуют на тот же участок изделия аксиально симметричным магнитным полем противоположного направления (интервал времени 4, 6 на фиг. 1), максимальная напряженностькоторого (момент времени 5 на фиг. 1) меньше напряженностинамагничивающего поля. После завершения воздействия на контролируемое изделие размагничивающего поля на поверхности изделия сохраняется остаточное магнитное поле , меньшее, чем 0. В конкретных вариантах использования предложенного способа в качестве размагничивающего поля возможно использование и переменного поля постоянной амплитуды . Измерение параметраполя остаточной намагниченности контролируемого изделия осуществляют в момент времени 7 (фиг. 1) над тем же участком изделия тем же преобразователем, что и поля 0. В соответствии с предложенным изобретением максимальную напряженностьразмагничивающего поля устанавливают такой, чтобы на изделии после закалки выполня лось условие 0,750,85 , а о качестве термообработки изделия судят по отношению 0. 0 Устройство (фиг. 2), реализующее способ, содержит соленоид 1, в процессе контроля устанавливаемый вертикально на поверхность 7 контролируемого изделия, управляемый источник 2 намагничивающего тока, подключенный к соленоиду 1, магниточувствительный измерительный преобразователь 3, соосный с соленоидом 1 и расположенный у его торца, обращенного к контролируемой поверхности, блок 4 обработки сигналов и сравнения, ко входу которого подключен магниточувствительный измерительный преобразователь 3, блок 5 управления, подключенный своими выходами ко вторым входам управляемого источника 2 намагничивающего тока и блока 4 обработки сигналов и сравнения, индикатор 6, подключенный к выходу блока 4 обработки сигналов и сравнения. Позицией 7 обозначена поверхность контролируемого изделия. 5 13913 1 2010.12.30 Работает устройство следующим образом. Преобразователь, включающий в себя соленоид 1 и магниточувствительный измерительный преобразователь 3, вертикально устанавливают на поверхность 7 контролируемого изделия без зазора или с произвольным зазором . По команде блока 5 управления управляемый источник 2 намагничивающего тока формирует в соленоиде 1 импульс тока заданной амплитуды и длительности. При этом локальный участок контролируемого изделия, на который установлен соленоид 1,намагничивается до состояния, близкого к магнитному насыщению. После завершения релаксационных процессов в ферромагнитном материале контролируемого изделия (через заданный интервал времени после завершения намагничивающего импульса) блок 4 обработки сигналов и сравнения по команде блока 5 управления осуществляет измерение параметра 0 поля остаточной намагниченности изделия. После завершения процесса измерения по команде блока 5 управления управляемый источник 2 намагничивающего тока формирует в соленоиде 1 импульс тока заданной амплитуды и длительности, полярность которого противоположна полярности намагничивающего импульса. При этом локальный участок контролируемого изделия, на который установлен соленоид 1, частично размагничивается. После завершения релаксационных процессов в материале контролируемого изделия (через заданный интервал времени после завершения размагничивающего импульса) блок 4 обработки сигналов и сравнения по команде блока 5 управления осуществляет измерение параметраполя остаточной намагниченности изделия. После выполнения операций предложенного способа на контролируемом изделии в электронной памяти блока 4 обработки сигналов и сравнения будут запомнены параметры 0 и , после чего блок 4 обработки сигналов и сравнения, выполненный, например, на основе микропроцессора, осуществит вычисление информационного параметрапредложенного. Результатвычисления информациспособа по аналитическому выражению 0 онного параметра предложенного способа в блоке 4 обработки сигналов и сравнения сравнивается с предварительно установленными порогами годности изделий по измеряемому параметру. Результат сравнения индицируется индикатором 6 и используется оператором для сортировки изделий на годные и брак. Результаты контроля практически не зависят от неизвестного расстояниямежду преобразователем и поверхностью изделия при контроле, определяются только физико-механическими свойствами материала изделия и используются для сортировки контролируемых изделий или их участков по качеству термообработки, физико-механическим свойствам или структуре. Обоснование повышения чувствительности при использовании изобретения заключается в следующем. Параметр 0 поля остаточной намагниченности над поверхностью контролируемого участка изделия после намагничивания по методу точечного полюса полем постоянного магнита или полем накладного соленоида пропорционален коэрцитивной силе материала изделия и, следовательно, его физико-механическим свойствам и структуре. В качестве параметра 0 при конкретной реализации способа могут быть использованы, например, результаты измерения напряженности нормальной или тангенциальной составляющих поля остаточной намагниченности с применением датчиков Холла,магниторезисторов или феррозондовых преобразователей, результаты измерения градиентов 0 указанных составляющих поля (фиг. 3) или другие параметры. Однако у изделий из среднеуглеродистых сталей отсутствует однозначная зависимость коэрцитивной силы и связанных с ней параметров 0 или 0 от температуры отпуска после закалки. При выборе определенной напряженности размагничивающего поля и измерении параметровилиполя остаточной намагниченности изделия после частичного размагничивания удается обеспечить однозначную зависимость измеряемого параметра от температуры отпуска после закалки изделий из среднеуглеродистых сталей, но чувствительность контроля часто оказывается недостаточной для промышленного использования известных способов. В то же время информационный параметрпредложенного способа обладает 6 13913 1 2010.12.30 более высокой чувствительностью к температуре отпуска после закалки изделий из среднеуглеродистых сталей, что делает его приемлемым для использования в промышленных условиях. Это подтверждает следующий пример реализации предложенного способа. На (фиг. 3) на основании данных рис. 3 г из 4 сопоставлены зависимости информационных парамет ров 0 1,2, П 4 ипредложенного способа от температуры от 0 пуска отп (время отпуска - 30-40 минут) дисков диаметром 59 мм толщиной 9 мм из стали 45. Температура закалки образцов составляла 85010 С, время выдержки под закалку - 10-15 мин, закалочная среда - масло. Намагничивание дисков осуществлено импульсным полем накладного соленоида внутренним радиусом 5 мм, внешним радиусом 25 мм и длиной 30 мм, число витков - 865. Намагничивание образцов осуществлялось импульсами магнитного поля амплитудой 520 кА/м и длительностью 10 мс. Измерение параметров 0,и П осуществлено с использованием феррозондов-градиентометров длиной 28 мм, соосных с намагничивающим соленоидом, после размагничивания образцов импульсным полем того же соленоида длительностью 10 мс и напряженностью соответственно 0 64,6 и 92,4 кА/м. Представленные результаты свидетельствуют (фиг. 3), что параметр 0 неоднозначно зависит от температуры отпуска образцов. Зависимости от отп параметрови П однозначные, но чувствительности этих параметров к отп не достаточно высоки в практически важном интервале температур 300-600 С. Информаци в указанном интервале темпераонный параметр предложенного способа 0 тур отпуска обладает примерно в 1,5 раза более высокой чувствительностью к отп образцов (фиг. 3). Выбор напряженности размагничивающего поля в соответствии с предложенным способом такой, чтобы на изделии после закалки выполнялось условие 0,750,85 , обеспечивает наиболее высокую чувствительность предложенного 0 способа к отп контролируемых изделий и постоянство знака параметрадля изделий,отпущенных при любой температуре (фиг. 3) вплоть до 700 С. При этом для выбора оптимального режима предложенного способа нет необходимости изготавливать специальные образцы. Оптимальная напряженность размагничивающего поля в соответствии с 0,85 может быть установлена на любом промышленном изделии условием 0,750 непосредственно после закалки. После этого эталонное изделие может быть подвергнуто отпуску по технологическому режиму, проконтролировано в соответствии с предложенным способом и направлено в эксплуатацию. Это снижает трудоемкость предложенного способа при промышленном использовании по сравнению с 4. Физическое объяснение эффективности разработанного способа заключается в следующем. Зависимость поля 0 (и его градиента 0) остаточной намагниченности закаленных изделий из среднеуглеродистых легированных сталей от отп носит неоднозначный характер (фиг. 3). Монотонное снижение 0 (и 0) в интервале 0 отп С 400 С сменяется практически отсутствием изменения 0 (и 0) в интервале 400 С отп 500 С и монотонным возрастанием 0 (и 0) при отп 500 С. Поле 0 (и его градиент ) остаточной намагниченности тех же изделий после частичного размагничивания монотонно снижается в интервале 0 отп С 600 С, хотя при отп 400 С зависимость 0 (и) от отп становится слабой и зачастую не достаточной для достоверного контроля физико-механических свойств изделий, отпущенных в этом интервале изменения отп. При отп 600 С, в зависимости от размеров изделий и напряженности размагничивающего 7 13913 1 2010.12.30 поля,(и ) изделий с увеличением отп может тоже начать увеличиваться. Тем не менее, зависимость информационного параметраразработанного способа, представляющего собой отношение(или ) к разности 0- (или 0-), от отп закаленных изделий из среднеуглеродистых легированных сталей остается монотонной во всем интервале изменения отп (фиг. 3). При отп 500 С, несмотря на слабый и даже не монотонный характер зависимостейиот отп, монотонность зависимостиот отп обеспечивается увеличением разности 0- (или 0-). Выбор напряженности НР размагничивающего поля в соответствии с предложенным способом проиллюстрирован на примере листового образца размером 150 х 150 мм, толщиной 5 мм из стали 65 Г (фиг. 4). Намагничивание образца по методу точечного полюса осуществлено постоянным магнитом из феррита стронция размером 14 х 14 х 32 мм, намагниченным вдоль большей стороны. Максимальная напряженность Не намагничивающего поля на поверхности магнита составляла 67 кА/м. Размагничивание намагниченного участка осуществлялось полем Р накладного соленоида внутренним диаметром 5 мм,наружным 30 мм и высотой 40 мм, подключенного к регулируемому источнику постоянного тока. Измерение поляостаточной намагниченности на поверхности образца осуществлялось датчиком Холла зонда Пип М прибора Щ 4311 в месте максимального значения поля от остаточной намагниченности. Представленные на фиг. 4 результаты показывают, что с увеличением напряженностиразмагничивающего поля напряженностьполя остаточной намагниченности на поверхности образца монотонно снижается. Усло 0,85 выполняется при изменении напряженности НР размагничивающего вие 0,750 поля в диапазоне 1 кА/м 2 кА/м. Для дальнейшего применения предложенного способа было выбрано значение 1,365 кА/м (что соответствовало току через обмотку соленоида 300 мА). Результаты применения известных и предложенного способов в условиях непостоянства зазорамежду преобразователем и поверхностью контролируемого изделия сопоставлены на фиг. 5. Условия проведения эксперимента те же, что и в эксперименте на фиг. 4. Намагничивание, размагничивание образца и измерение напряженностиполя остаточной намагниченности осуществлялось через немагнитные прокладки, толщина которых была кратна 1,35 мм. Представленные на фиг. 5 результаты свидетельствуют, что в исследованном диапазоне изменения зазораот 0 до 5,4 мм информационные параметры 0 иизвестных способов изменяются более чем в 3 раза. Контроль температуры отпуска изделий в этих условиях невозможен. При этих же условиях информационный параметрпредложенного способа изменяется в пределах 4 . Это делает реальным контроль температуры отпуска изделий из среднеуглеродистых сталей в производственных условиях с высокой достоверностью. Физическое объяснение эффективности разработанного способа в условиях непостоянства зазорамежду преобразователем и изделием заключается в следующем. При выбранной в соответствии с предложенным способом напряженности Р размагничивающего поля характер зависимостипрактически не отличается от характера зависимости 0. Поэтому информационный параметрпредложенного способа, равный отношениюк разности 0-, практически не изменяется с изменением зазорамежду преобразователем и изделием. Таким образом, задача изобретения - повышение достоверности магнитного контроля температуры отпуска после закалки изделий из среднеуглеродистых сталей - достигается благодаря тому, что информационный параметр предложенного способа обладает более высокой, чем информационные параметры прототипа и аналогов, чувствительностью к изменениям температуры отпуска изделий из среднеуглеродистых сталей после закалки. Достоверность контроля предложенным способом повышена также благодаря существен 8 13913 1 2010.12.30 ному (более чем на порядок) снижению влияния изменений немагнитного зазорамежду преобразователем и контролируемой поверхностью изделия на результаты контроля. Снижение трудоемкости способа при промышленном использовании достигается благодаря тому, что применение способа не требует изготовления специальных образцов для установления режима его применения. Источники информации 1. Сандомирский С.Г. Применение полюсного намагничивания в магнитном структурном анализе (обзор) // Дефектоскопия, 2006. -9. - С. 36-64. 2.9748, МПК 01 27/80, 2007. 3.728068, МПК 01 27/80, 1981. 4. Матюк В.Ф., Бурак В.А. Контроль качества отпуска улучшаемых среднеуглеродистых марок сталей // Весц НАН Беларус, сер. фз.-тэхн. навук. - 2008. -3. - С. 113-118 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 9
МПК / Метки
МПК: G01N 27/72
Метки: температуры, подвергнутого, стали, магнитного, предварительной, изделия, способ, контроля, среднеуглеродистой, закалке, отпуска
Код ссылки
<a href="https://by.patents.su/9-13913-sposob-magnitnogo-kontrolya-temperatury-otpuska-izdeliya-iz-sredneuglerodistojj-stali-podvergnutogo-predvaritelnojj-zakalke.html" rel="bookmark" title="База патентов Беларуси">Способ магнитного контроля температуры отпуска изделия из среднеуглеродистой стали, подвергнутого предварительной закалке</a>
Способ импульсного магнитного контроля температуры отпуска изделия из среднеуглеродистой стали
Номер патента: 12447
Опубликовано: 30.10.2009
Авторы: Бурак Вероника Анатольевна, Делендик Михаил Николаевич, Матюк Владимир Федорович
МПК: G01N 27/72
Метки: изделия, способ, среднеуглеродистой, температуры, импульсного, стали, контроля, отпуска, магнитного
Текст:
...искомую температуру по заранее установленной корреляционной температурной зависимости суммы двух измеренных градиентов. В отличие от прототипа по заявляемому способу дополнительно измеряют величину градиента нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка контролируемого изделия после окончания намагничивания, размагничивают его импульсным магнитным полем противоположного...
Способ импульсного магнитного контроля температуры отпуска изделия из улучшаемой ферромагнитной стали
Номер патента: 12446
Опубликовано: 30.10.2009
Авторы: Матюк Владимир Федорович, Бурак Вероника Анатольевна
МПК: G01N 27/72
Метки: температуры, изделия, улучшаемой, импульсного, ферромагнитной, отпуска, магнитного, способ, стали, контроля
Текст:
...участка контролируемого изделия и определяют искомую температуру по заранее установленной корреляционной температурной зависимости двух измеренных градиентов. В отличие от прототипа по заявляемому способу размагничивание после первого намагничивания осуществляют импульсным магнитным полем с амплитудой, обеспечивающей после размагничивания нулевое значение градиента нормальной составляющей напряженности поля остаточной намагниченности...
Способ импульсного магнитного контроля температуры отпуска изделия из улучшаемой ферромагнитной стали после его окончания
Номер патента: 11395
Опубликовано: 30.12.2008
Авторы: Матюк Владимир Федорович, Кратиров Валерий Борисович, Бурак Вероника Анатольевна
МПК: G01N 27/80
Метки: окончания, температуры, улучшаемой, изделия, стали, после, контроля, магнитного, импульсного, ферромагнитной, отпуска, способ
Текст:
...намагниченности в центре намагниченного участка эталонного изделия, подвергнутого отпуску при максимальной для изделий испытуемого типа температуре, затем измеряют указанный градиент и определяют искомую температуру по заранее установленной корреляционной температурной зависимости измеренной величины. В отличие от прототипа импульсные магнитные поля с амплитудой соответственно Н и Нр имеют произвольную конфигурацию, их направление не привязано...
Способ импульсного магнитного контроля температуры отпуска изделия из улучшаемой ферромагнитной стали после его окончания
Номер патента: 11391
Опубликовано: 30.12.2008
Авторы: Кратиров Валерий Борисович, Бурак Вероника Анатольевна, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: стали, импульсного, способ, изделия, магнитного, контроля, ферромагнитной, отпуска, температуры, после, улучшаемой, окончания
Текст:
...- расширение номенклатуры контролируемых изделий. Сущность изобретения заключается в том, что на изделие воздействуют импульсом аксиально симметричного магнитного поляи измеряют величину напряженностиэтого поля, при которой динамическая магнитная индукция , возникающая во время действия импульса, принимает максимальное значение . В отличие от прототипа измеряют не максимальное значение магнитной индукции, а напряженностьнамагничивающего поля,...
Способ многопараметрового импульсного магнитного контроля твердости изделия из ферромагнитной стали
Номер патента: 8812
Опубликовано: 30.12.2006
Авторы: Любарец Алексей Леонидович, Матюк Владимир Федорович, Мельгуй Михаил Александрович
МПК: G01N 27/80
Метки: многопараметрового, импульсного, контроля, магнитного, изделия, стали, ферромагнитной, способ, твердости
Текст:
...импульсов.На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа.На фиг. 4 показана зависимость твердости НКС, измеренной прямым методом, твердости НКСР, рассчитанной по уравнению множественной корреляции, а также градиента ТНЮ (по прототипу) от температуры отпуска образцов рессорно-пружинной стали 6 ОС 2,закаленных от 870 С.На фиг. 5 показана корреляционная связь между твердостью НКСр, вычисленной по...
Предыдущий патент: Пюре овощное гомогенизированное для детского питания
Следующий патент: Способ контроля качества поверхности изделий
Случайный патент: Устройство и способ измерения прогиба удлиненного тела