Способ газопламенного напыления полимерного покрытия
Номер патента: 12620
Опубликовано: 30.12.2009
Авторы: Чекулаев Андрей Васильевич, Белоцерковский Марат Артемович

Текст
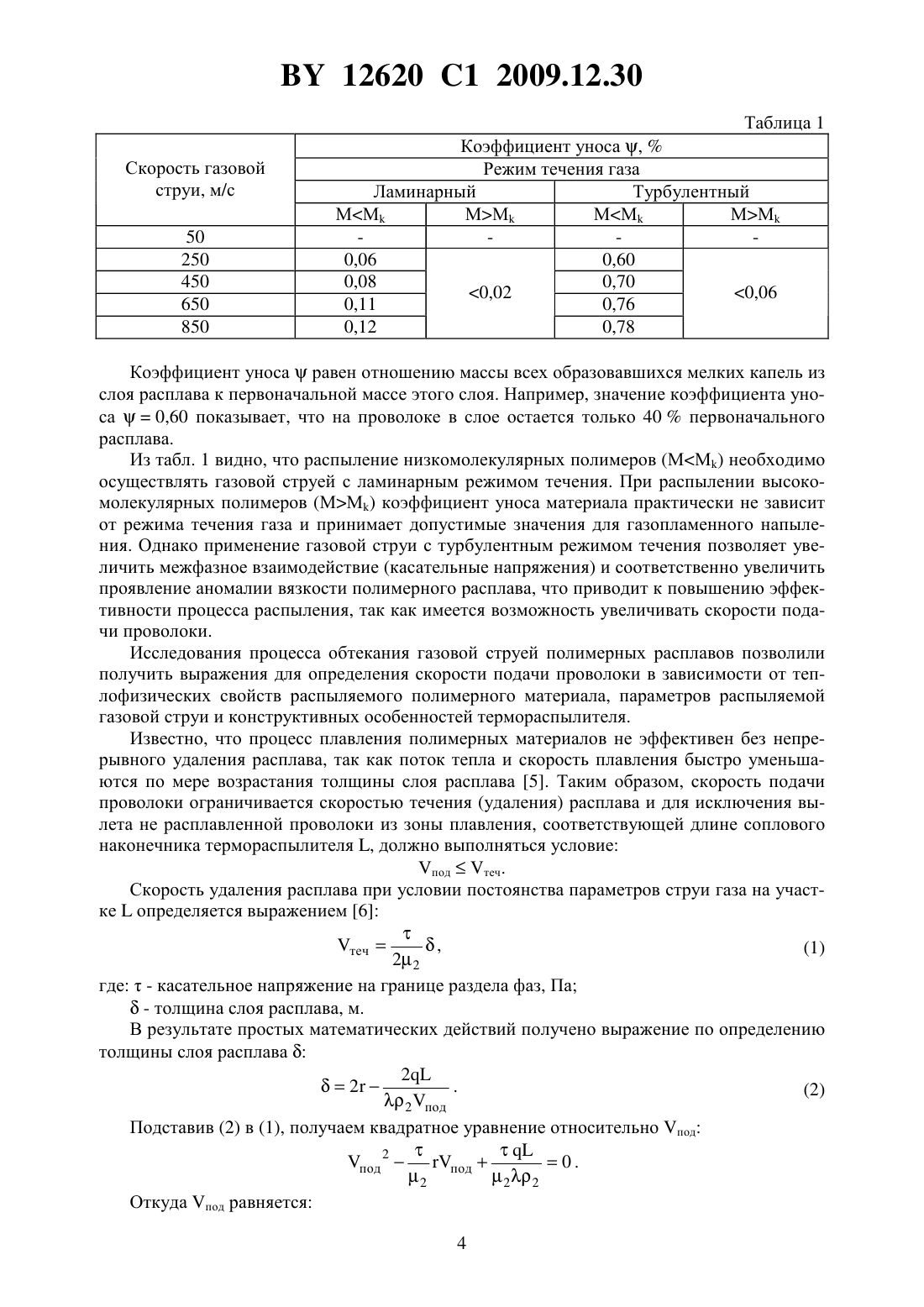
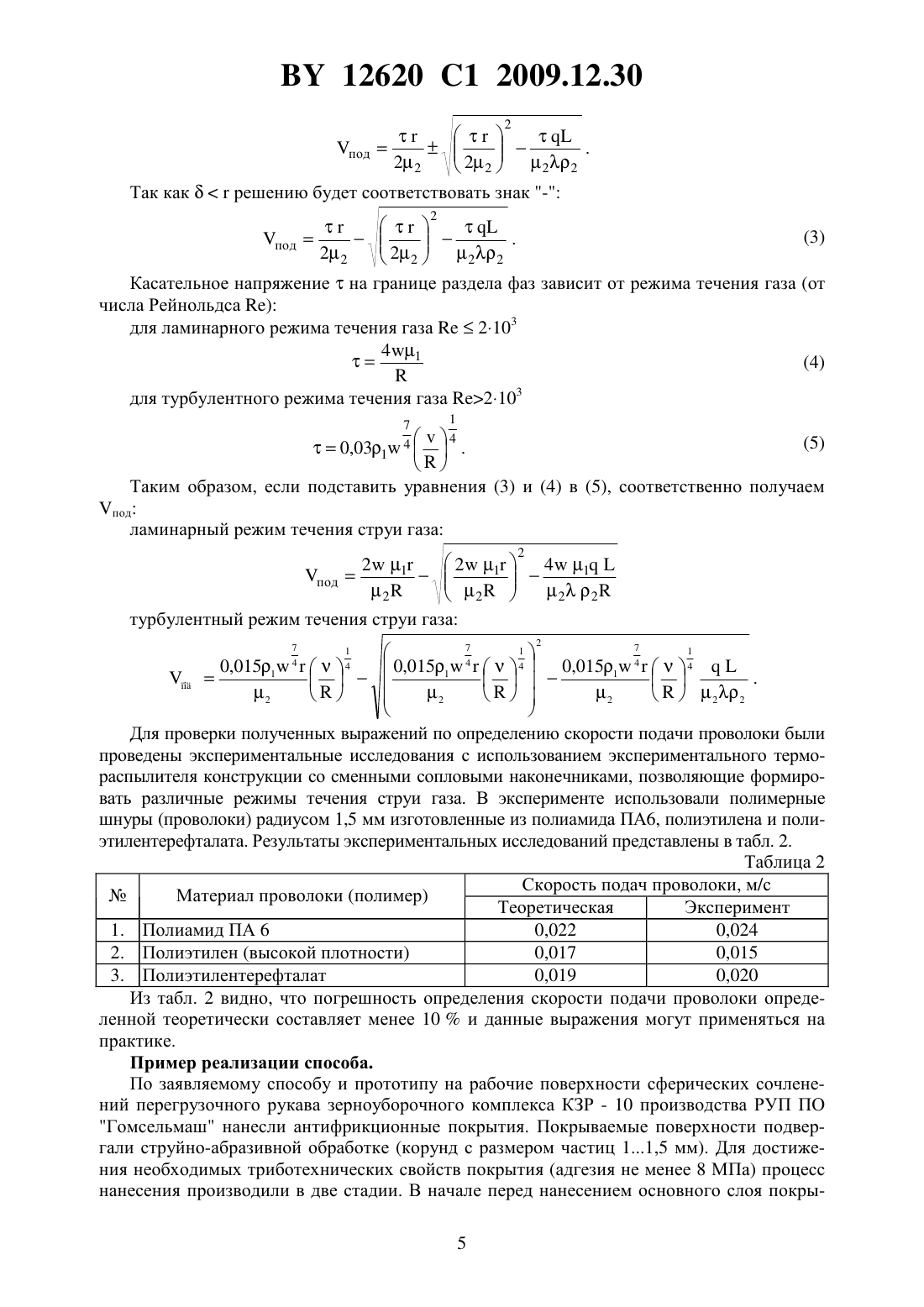
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Белоцерковский Марат Артемович Чекулаев Андрей Васильевич(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(56) Белоцерковский М.А. и др. Сварка и родственные технологииСб. научн. тр. Вып. 7. - Минск Тонпик, 2005. С. 77-80. Витязь П.А. и др. Упрочнение газотермических покрытий. - Минск Бестпринт, 2004. - С. 34-35. Белоцерковский М.А. и др. Вестник Полоцкого государственного университета. Прикладные науки. - 2005.6. - С. 79-83.4731 1, 2002. Белоцерковский М.А. Технология активированного газопламенного напыления антифрикционных покрытий. Минск Технопринт, 2004. - С. 97-117,167-177.(57) Способ газопламенного напыления полимерного покрытия, включающий подачу термопластичного полимера в виде проволоки в высокотемпературную газовую струю, его нагрев до плавления с образованием потока летящих в газовой струе частиц полимера и их осаждение в виде слоя на предварительно подготовленную поверхность детали, отличающийся тем, что полимер подают при ламинарном режиме течения газовой струи, если его молекулярная масса ниже критической, при этом скорость подачи полимера под (м/) определяют из выражения где- скорость газовой струи, м/с 1 - динамическая вязкость газовой струи, Пас 2 - динамическая вязкость расплава, Пас- радиус проволоки, м- радиус сопла термораспылителя, м- плотность теплового потока газовой струи, Вт/м 2- удельная теплота плавления полимера, Дж/кг- длина соплового наконечника термораспылителя, м 2 - плотность расплава, кг/м 3,12620 1 2009.12.30 или полимер подают при турбулентном режиме течения газовой струи, если его молекулярная масса выше критической, при этом скорость подачи полимера под (м/) определяют из выражения 2 3 где 1 - плотность газовой струи, кг/м- кинематическая вязкость газовой струи, м 2/с. 7 0,0151 4 Изобретение относится к газопламенным методам нанесения защитных, износо- и коррозионностойких покрытий из полимерных материалов. Оно может быть использовано для нанесения покрытий на рабочую поверхность элементов трибосопряжений, деталей и элементов технологического оборудования. Известен способ нанесения защитных покрытий, использующий проволоку или шнуры в качестве напыляемого материала, включающий подачу проволоки в высокотемпературный факел, образованный горением углеводородного газа в окислителе, нагрев проволоки до плавления и ее распыление коаксиально движущейся дополнительной струей газа, с образованием потока частиц, осаждение частиц в виде слоя на предварительно подготовленную поверхность детали 1. Недостатком известного способа является необходимость использования дополнительной газовой струи для распыления материала проволоки, а также низкий коэффициент использования материала (не более 15 ) при распылении проволок, изготовленных из термопластичных полимеров. Обусловлено это тем, что низкая теплопроводность и относительно небольшая температура разложения полимера препятствуют полному расплавлению проволоки в высокотемпературной зоне, поскольку полимер у поверхности проволоки разлагается прежде, чем внутренняя зона нагреется до температуры плавления. Наиболее близким по технической сущности к заявляемому является способ газопламенного напыления покрытий, включающий подачу термопластичного полимера в виде проволоки по оси высокотемпературной газовой струи, его нагрев до плавления с образованием потока частиц, летящих в газовой струе частиц полимера, и их осаждение в виде слоя на предварительно подготовленную поверхность детали 2. Недостатком известного способа является отсутствие постоянства качества формируемых покрытий при использовании полимера с различной молекулярной массой, а также необходимость проведения экспериментальных исследований по определению оптимальной скорости подачи проволоки, требующих продолжительного времени и материальных затрат. Обусловлено это тем, что реологические свойства расплава полимера в зависимости от его соотношения молекулярной массы М к критической молекулярной масседля данного полимергомологического ряда существенно различаются 3. Расплавы полимеров с ММ относительно расплавов сявляются более вязкими жидкостями, с вязкостью, уменьшающейся при увеличении скорости и напряжения сдвига (аномалия вязкости). Распыление полимеров с ММ струей газа с параметрами (например скорость,плотность, режим течения), обеспечивающими формирование покрытий без перегрева полимера, в то же время распыление полимеров с ММ при тех же параметрах струи газа приводит к формированию покрытий низкого качества, вследствие выброса мелких частиц расплава в зоне плавления в газовую струю и их последующее сгорание или изменения структуры полимера (деструкцию). 12620 1 2009.12.30 Задачей изобретения является обеспечение постоянства качества формируемых покрытий при распылении термопластичных полимеров с молекулярной массой выше или ниже критической, а также упрощение реализации процесса распыления за счет теоретического определения скорости подачи проволоки. Для решения поставленной задачи в способе газопламенного напыления полимерного покрытия, включающем подачу термопластичного полимера в виде проволоки в высокотемпературную газовую струю, его нагрев до плавления и образованием потока летящих в газовой струе частиц полимера и их осаждение в виде слоя на предварительно подготовленную поверхность детали, согласно изобретению, полимер подают при ламинарном режиме течения газовой струи, если его молекулярная масса ниже критической, при этом скорость подачи полимера под (м/с) определяют из выражения где- скорость газовой струи, м/с 1 - динамическая вязкость газовой струи, Пас 2 - динамическая вязкость расплава, Пас- радиус проволоки, м- радиус сопла термораспылителя, м- плотность теплового потока газовой струи, Вт/м 2- удельная теплота плавления полимера, Дж/кг- длина соплового наконечника термораспылителя, м 2 - плотность расплава, кг/м 3,или полимер подают при турбулентном режиме течения газовой струи, если его молекулярная масса выше критической, при этом скорость подачи полимера под(м/) определяют из выражения 2 3 где 1 - плотность газовой струи, кг/м- кинематическая вязкость газовой струи, м 2/с. В основу заявляемого способа положены результаты исследования процесса течения полимерного расплава при его обтекании струей газа. В результате обтекания расплава струей газа на границе раздела фаз образуются касательные напряжения , вызывающие послойное смещение расплава 4. При этом в зависимости от скорости и режима течения струи газа граница раздела фаз может иметь различную волновую поверхность. По мере увеличения скорости и уровня турбулентности газовой струи возрастает амплитуда волн на поверхности расплава, и при достижении определенных значений устойчивость волнового течения нарушается. Развивается процесс течения расплава сопровождающийся выбросом мелких частиц (капель) в газовую струю. В табл. 1 приведены данные, показывающие влияние скорости и режима течения струи газа на процесс срыва (уноса) мелких капель с поверхности слоя расплава, на примере полиэтилена ПЭНД (М 3500). 7 0,0151 4 Коэффициент уноса ,Режим течения газа Ламинарный Турбулентный ММ ММ ММ ММ 0,06 0,60 0,08 0,70 0,02 0,06 0,11 0,76 0,12 0,78 Коэффициент уносаравен отношению массы всех образовавшихся мелких капель из слоя расплава к первоначальной массе этого слоя. Например, значение коэффициента уноса 0,60 показывает, что на проволоке в слое остается только 40 первоначального расплава. Из табл. 1 видно, что распыление низкомолекулярных полимеров (ММ) необходимо осуществлять газовой струей с ламинарным режимом течения. При распылении высокомолекулярных полимеров (ММ) коэффициент уноса материала практически не зависит от режима течения газа и принимает допустимые значения для газопламенного напыления. Однако применение газовой струи с турбулентным режимом течения позволяет увеличить межфазное взаимодействие (касательные напряжения) и соответственно увеличить проявление аномалии вязкости полимерного расплава, что приводит к повышению эффективности процесса распыления, так как имеется возможность увеличивать скорости подачи проволоки. Исследования процесса обтекания газовой струей полимерных расплавов позволили получить выражения для определения скорости подачи проволоки в зависимости от теплофизических свойств распыляемого полимерного материала, параметров распыляемой газовой струи и конструктивных особенностей термораспылителя. Известно, что процесс плавления полимерных материалов не эффективен без непрерывного удаления расплава, так как поток тепла и скорость плавления быстро уменьшаются по мере возрастания толщины слоя расплава 5. Таким образом, скорость подачи проволоки ограничивается скоростью течения (удаления) расплава и для исключения вылета не расплавленной проволоки из зоны плавления, соответствующей длине соплового наконечника термораспылителя , должно выполняться условие подтеч. Скорость удаления расплава при условии постоянства параметров струи газа на участкеопределяется выражением 6,(1) 2 2 где- касательное напряжение на границе раздела фаз, Па- толщина слоя расплава, м. В результате простых математических действий получено выражение по определению толщины слоя расплава 22(2)2 под Подставив (2) в (1), получаем квадратное уравнение относительно под 2 22 2 2 Так какрешению будет соответствовать знак 2 2 22 2 2 Касательное напряжениена границе раздела фаз зависит от режима течения газа (от числа Рейнольдса ) для ламинарного режима течения газа 2103 4 1 для турбулентного режима течения газа 2103 7 Таким образом, если подставить уравнения (3) и (4) в (5), соответственно получаем под ламинарный режим течения струи газа 2 22 2 турбулентный режим течения струи газа 2 Для проверки полученных выражений по определению скорости подачи проволоки были проведены экспериментальные исследования с использованием экспериментального термораспылителя конструкции со сменными сопловыми наконечниками, позволяющие формировать различные режимы течения струи газа. В эксперименте использовали полимерные шнуры (проволоки) радиусом 1,5 мм изготовленные из полиамида ПА 6, полиэтилена и полиэтилентерефталата. Результаты экспериментальных исследований представлены в табл. 2. Таблица 2 Скорость подач проволоки, м/с Материал проволоки (полимер) Теоретическая Эксперимент 1. Полиамид ПА 6 0,022 0,024 2. Полиэтилен (высокой плотности) 0,017 0,015 3. Полиэтилентерефталат 0,019 0,020 Из табл. 2 видно, что погрешность определения скорости подачи проволоки определенной теоретически составляет менее 10 и данные выражения могут применяться на практике. Пример реализации способа. По заявляемому способу и прототипу на рабочие поверхности сферических сочленений перегрузочного рукава зерноуборочного комплекса КЗР - 10 производства РУП ПО Гомсельмаш нанесли антифрикционные покрытия. Покрываемые поверхности подвергали струйно-абразивной обработке (корунд с размером частиц 11,5 мм). Для достижения необходимых триботехнических свойств покрытия (адгезия не менее 8 МПа) процесс нанесения производили в две стадии. В начале перед нанесением основного слоя покры 7 4 тия наносили подслой. В качестве расходных материалов для напыления покрытий использовались следующие термопласты для подслоя - проволока из полиэтилентерефталата с ММ для основного слоя полиэтилен ПЭНД с ММ модифицированный высокодисперсным углеродным наполнителем. По заявляемому способу процесс нанесения подслоя осуществляли струей газа с ламинарным режимом течения, а основного слоя струей газа с турбулентным режимом течения. По прототипу процесс нанесения подслоя и основного слоя осуществляли струей газа с турбулентным режимом течения, и при этом скорость подачи проволок определяли экспериментальным путем. Результаты испытаний нанесенных покрытий и параметры, характеризующие процесс определения скорости подачи проволоки, представлены в табл. 3. Анализ результатов показал, что покрытия, нанесенные по заявляемому способу в сравнении с прототипом, обладают адгезией выше на 4 МПа и лучшим коэффициентом трения на 0,02. Также было установлено, что для нанесения подслоя по прототипу потребовалось в 1,51,6 раз больше расходного материала, и после проверки покрытий по определению коэффициента трения образовывались локальные области с отслоенным подслоем (около 20 от общей площади покрытия). Таблица 3 Экономические показатели Скорость по- определения скорости подачи Механические свойства покрытий дачи провопроволок локи, м/с Стоимость заСпособ Коэффициент сутраченных ма- Прочность Затраченное хого трения (Р 5 сцепления,териальных время, мин МПа,0,65 МПа ресурсов, долл. м/с) США Заявляемый 0,019 0,015 3 0 9-10 0,13 Прототип 0,019 0,016 10 3 5-6 0,15 Как следует из табл. 3, погрешность определения расчетным путем скорости подачи проволоки составляет 67 . Таким образом, заявляемый способ газопламенного напыления полимерных покрытий существенно отличается от известного, позволяет наносить качественные покрытия независимо от молекулярной массы используемого термопласта, а также упростить его реализацию и снизить материальные ресурсы. Источники информации 1. Витязь П.А. и др. Теория и практика нанесения защитных покрытий. - Минск Беларуская навука, 1998. - 346 с. 2. Белоцерковский М.А., Чекулаев А.В. Сварка и родственные технологии. - Минск,2005. Вып.7. - С. 77-80. 3. Виноградов Г.В., Малкин А.Я. Реология полимеров. - М. Химия, 1977. - 181 с. 4. Дейч М.Е. и др. Газодинамика двухфазных сред. - М. Энергоиздат, 1981. - 472 с. 5. Тадмор З. и др. Теоретические основы переработки полимеров. - . Химия, 1984. 280 с. 6. Циклаури Г.В. и др. Адиабатные двухфазные течения. - М. Атомиздат, 1973. - 398 с. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B05D 1/08
Метки: покрытия, полимерного, газопламенного, напыления, способ
Код ссылки
<a href="https://by.patents.su/6-12620-sposob-gazoplamennogo-napyleniya-polimernogo-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ газопламенного напыления полимерного покрытия</a>
Способ газопламенного напыления покрытий
Номер патента: 10711
Опубликовано: 30.06.2008
Авторы: Чекулаев Андрей Васильевич, Белоцерковский Марат Артемович
МПК: B05D 1/08
Метки: напыления, способ, газопламенного, покрытий
Текст:
...теплового воздействия высокотемпературной струи, образованной при сжигании газовоздушной смеси, в сечении экструдата образуются слои (термические зоны),отличающиеся температурой и фазовым состоянием. На поверхности формируется слой расплавленного полимера, удерживающийся до тех пор, пока силы поверхностного натяжения больше напора струи факела. В тот момент, когда сила воздействия струи превысит силу поверхностного натяжения, от...
Способ газопламенного напыления покрытий из проволочных материалов
Номер патента: 4731
Опубликовано: 30.09.2002
Авторы: Белоцерковский Марат Артемович, Белоцерковский Алексей Маратович, Полупан Юрий Владимирович
МПК: B05B 7/20
Метки: материалов, способ, газопламенного, покрытий, напыления, проволочных
Текст:
...факел термораспылителя лежит составление уравнения теплового баланса в системе проволока-факел с учетом теплопередачи, зависящей от условий на границе раздела пламени с металлом. Основными параметрами процесса нагрева металла посредством вынужденного конвективного теплообмена являются температура пламени и коэффициент теплопередачи от пламени к металлу, которые зависят от состава исходной горючей смеси и условий ее сжигания. Тепловой поток,...
Порошок для газопламенного напыления износостойкого покрытия
Номер патента: 10846
Опубликовано: 30.06.2008
Авторы: Юрченко Лариса Васильевна, Горанский Георгий Георгиевич, Манойло Евгений Данилович, Онащенко Филипп Евгеньевич
МПК: C23C 4/10
Метки: порошок, износостойкого, газопламенного, напыления, покрытия
Текст:
...контактные давления и значительные скорости относительного скольжения, при температурах до 550 С. Это снижет надежность узлов трения, ограничивая возможность применения порошковой смеси. Кроме того, остаточная пористость (10-12 ) ограничивает возможность использования порошковой смеси для защиты деталей узлов трения, эксплуатирующихся в агрессивных средах. Задачей изобретения является создание такого порошка для газопламенного...
Способ газопламенного напыления покрытий из проволочных материалов
Номер патента: 5768
Опубликовано: 30.12.2003
Авторы: Полупан Юрий Владимирович, Витязь Петр Александрович, Сухоцкий Павел Геннадьевич, Белоцерковский Марат Артемович
МПК: B05B 7/20
Метки: газопламенного, способ, проволочных, материалов, покрытий, напыления
Текст:
...экспериментальных данных, полученных с помощью установки проволочной термораспылительной модели ТЕРКО позволила установить, что минимально допустимые значения Тд определяются из следующего выражения ТдФ/,где - коэффициент, численно равный 6,510-3 м 3 град/Дж Ф - максимальная плотность теплового потока факела пламени, Вт/м 2- скорость полета частиц наполнителя, м/с. Откуда следует условие сохранения структуры и свойств материала...
Устройство для газопламенного напыления проволочных материалов

Номер патента: U 2996
Опубликовано: 30.08.2006
Авторы: Чекулаев Андрей Васильевич, Изоитко Владимир Михайлович, Прядко Александр Сергеевич, Белоцерковский Марат Артемович
МПК: B05B 7/20
Метки: газопламенного, напыления, устройство, проволочных, материалов
Текст:
...температуропроводности материала, м 2/с- плотность теплового потока (факела), Вт/м 2. Величина коэффициентанаходится в пределах от 3,0 до 5,8 с-1 и зависит от химического состава полимера. Коэффициентхарактеризует процесс теплообмена между материалом и источником тепла в единицу времени. В таблице приведены значения коэффициентадля различных широко применяемых термопластов. 2 Полимер Полиэтилен высокой плотности (ГОСТ 16338-85) Полиэтилен...
Предыдущий патент: Способ лечения и профилактики неврологического осложнения у больного туберкулезом легких
Следующий патент: Способ дооперационного сведения краев грыжевого дефекта у больного с послеоперационной вентральной грыжей большого размера
Случайный патент: Устройство для получения наночастиц