Устройство для интенсификации и стабилизации процесса электроискрового легирования
Номер патента: U 8228
Опубликовано: 30.06.2012
Авторы: Чигринов Вадим Витальевич, Хохряков Сергей Александрович, Чигринова Наталья Михайловна

Текст
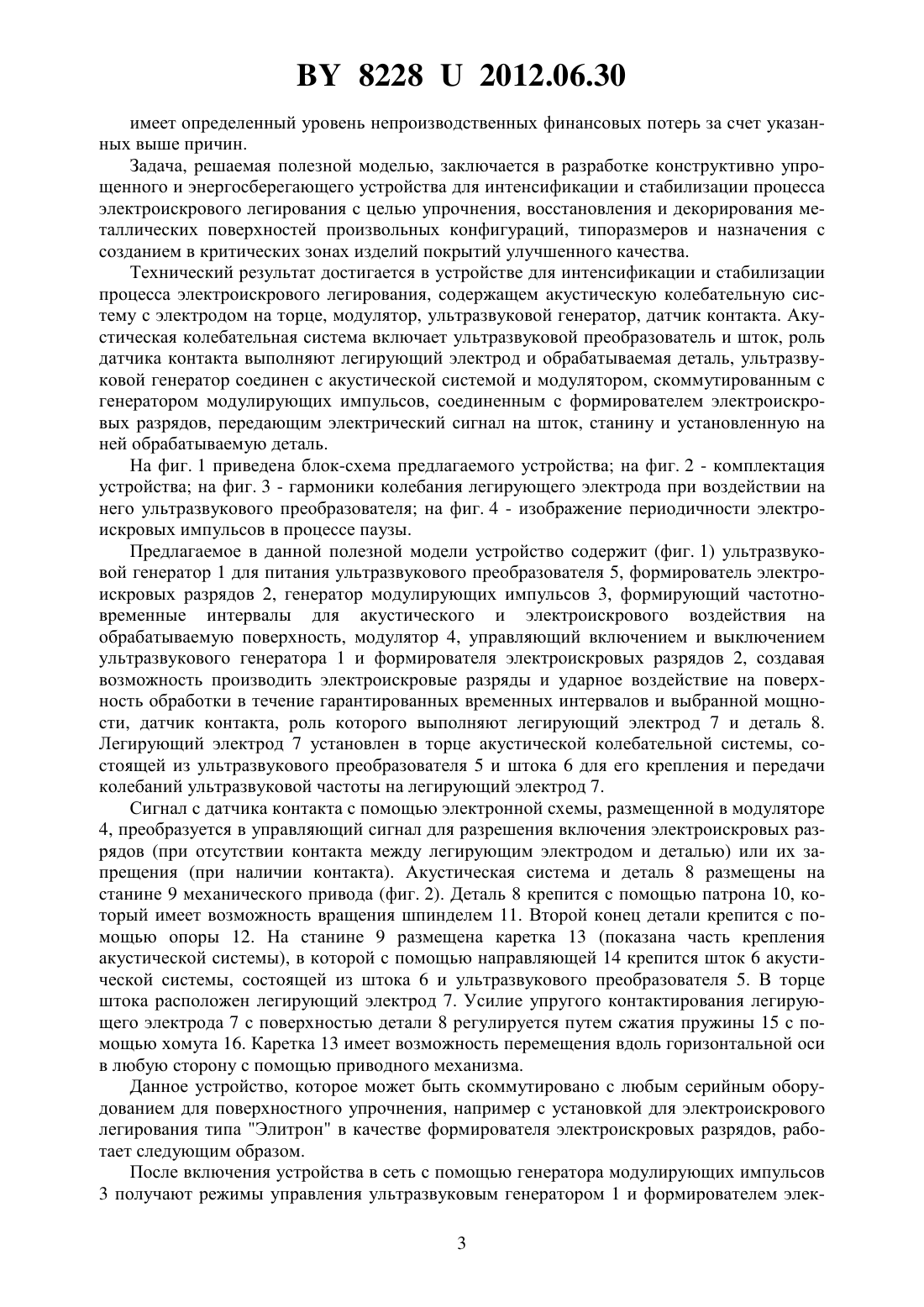
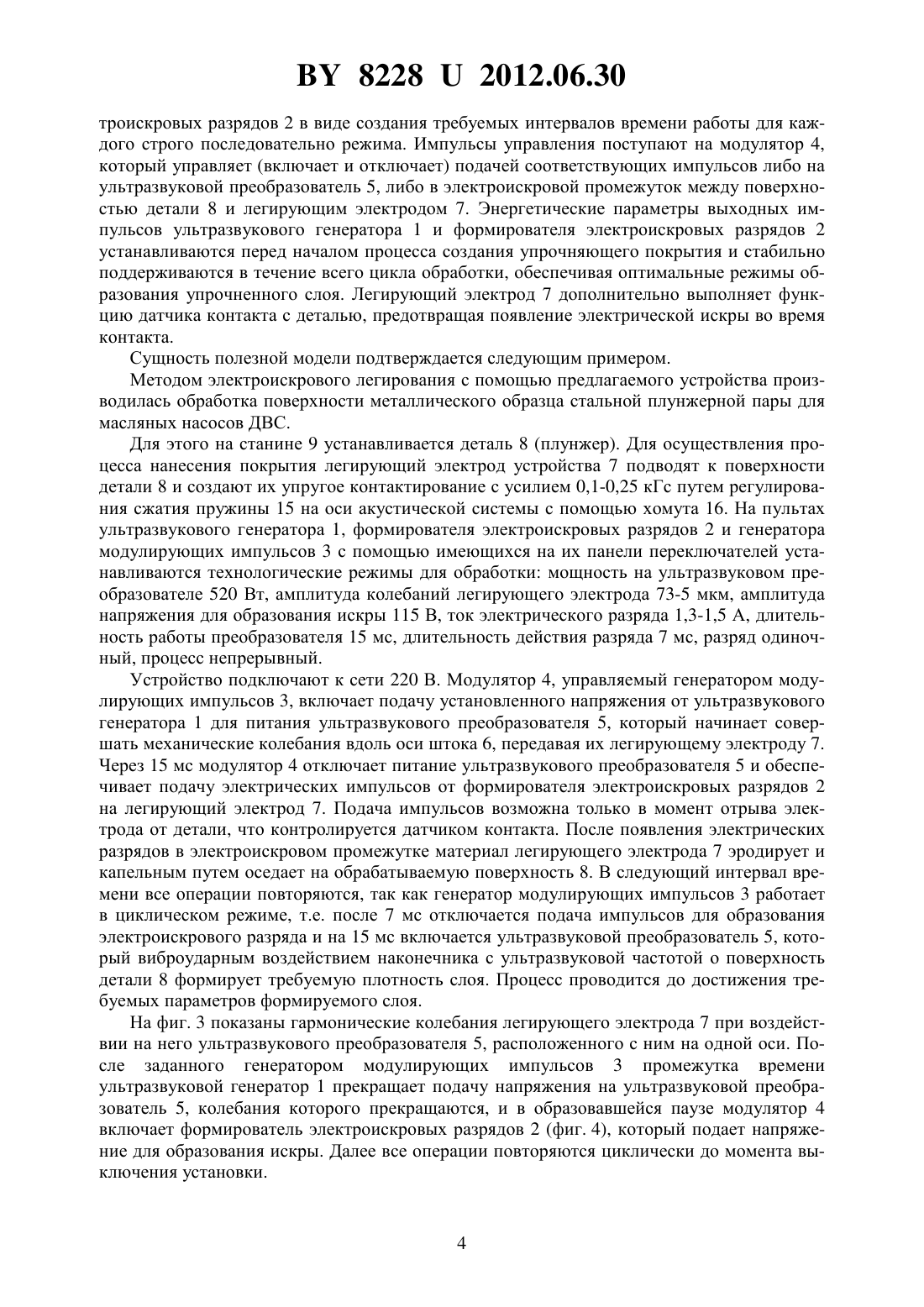
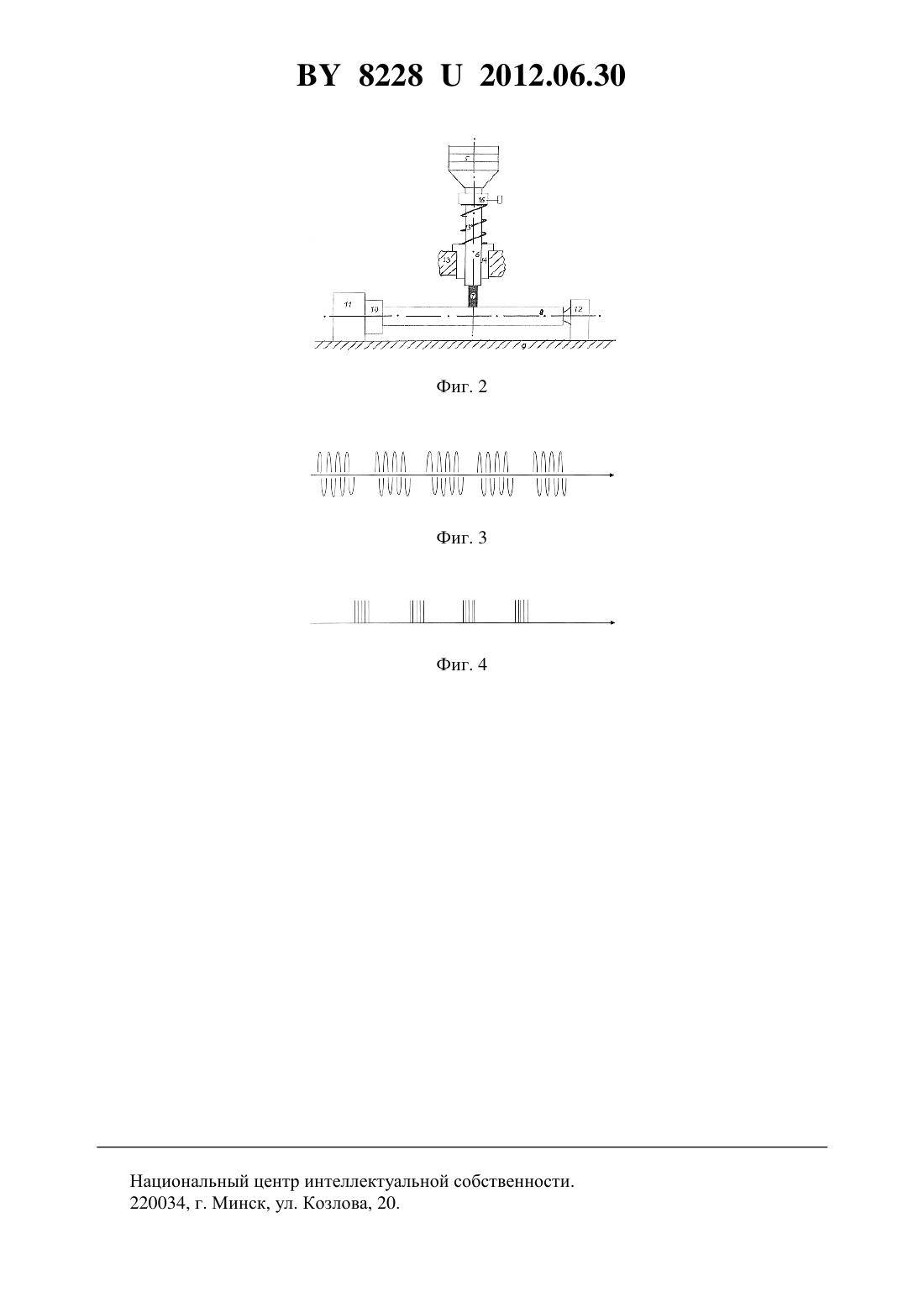
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ИНТЕНСИФИКАЦИИ И СТАБИЛИЗАЦИИ ПРОЦЕССА ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Чигринова Наталья Михайловна Чигринов Вадим Витальевич Хохряков Сергей Александрович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Устройство для интенсификации и стабилизации процесса электроискрового легирования, содержащее акустическую колебательную систему с электродом на торце, модулятор, ультразвуковой генератор, датчик контакта, отличающееся тем, что акустическая колебательная система включает ультразвуковой преобразователь и шток, роль датчика контакта выполняют легирующий электрод и обрабатываемая деталь, ультразвуковой генератор соединен с акустической системой и модулятором, скоммутированным с генератором модулирующих импульсов, соединенным с формирователем электроискровых разрядов, передающим электрический сигнал на шток, станину и установленную на ней обрабатываемую деталь. 82282012.06.30 Предлагаемое устройство относится к электроискровой обработке металлов и может быть использовано для интенсификации процессов поверхностного упрочнения и восстановления размерных параметров металлических поверхностей произвольных конфигураций, типоразмеров и назначения. Известно устройство для интенсификации и стабилизации процесса электроискрового легирования (ЭИЛ), содержащее акустическую колебательную систему с электродом на конце, на торце которой установлено два равных по мощности и рабочей частоте преобразователя, каждый из которых соединен с независимым генератором с близкими по частоте возбуждающими токами для получения квазиопериодических изменений амплитуды ультразвуковых колебаний электрода, а перед легирующим электродом установлен датчик с сигналом на выходе, пропорциональным амплитуде колебаний, выход которого через амплитудный ограничитель сигналов по минимуму соединен с питающим генератором импульсного тока 1. Недостатками известного устройства является то, что оно содержит сложную колебательную систему, в состав которой входят два излучающих преобразователя, которые должны одновременно и постоянно работать на выбранной мощности, что приводит к интерференции колебаний. Результирующее колебание рабочего электрода осуществляется со средней частотой и амплитудой, изменяющейся от максимального значения , равного сумме амплитуд составляющих колебаний, до минимального значения , равного их разнице, с частотой биений 1-2. Причем если колебания электрода, полученные за счет сложения, направлены на упрочнение поверхности обработки, то интервалы времени колебаний с частотой биений используются для формирования электроискровых разрядов. Т.е. в это время преобразователи не только работают почти вхолостую, но и оказывают отрицательное влияние на формирование электроискровых разрядов за счет постоянного изменения межэлектродного расстояния между легирующим электродом и поверхностью детали содержит сложный и достаточно объемный по конструкции датчик (обязательно с устройством обработки информации) перед легирующим электродом, с помощью которого определяются колебания с минимальной амплитудой для формирования электроискровых разрядов отличается сложными технологическими режимами работы ультразвукового оборудования и требует применения сложной математической модели обработки сигналов для регистрации моментов снижения амплитуды результирующего ультразвукового колебания до минимального порогового значения имеет ограниченный диапазон физических и метрологических характеристик на всех стадиях проведения процесса за счет отсутствия между собой синхронизации работы независимых генераторов с близкими по частоте возбуждающими токами, что приводит к ограничению точности виброударного воздействия легирующего электрода и формирования электроискровых разрядов по времени и величине имеет асинхронность подачи электроискрового разряда в момент, когда амплитуда ультразвуковых колебаний минимальна содержит фактор случайности при проведении ряда операций в течение всего техпроцесса, что не позволяет достаточно четко нормировать режимы проведения ряда технологических операций имеет значительное ограничение по производительности, т.к. генераторы достаточно длительное время должны работать на полную мощность почти вхолостую, дополнительно расходуя ультразвуковую (значительную по стоимости) энергию, разогревая при этом преобразователи (параметры которых по резонансной частоте достаточно критичны к нагреву) требует дополнительного расхода энергии за счет указанных выше причин 82282012.06.30 имеет определенный уровень непроизводственных финансовых потерь за счет указанных выше причин. Задача, решаемая полезной моделью, заключается в разработке конструктивно упрощенного и энергосберегающего устройства для интенсификации и стабилизации процесса электроискрового легирования с целью упрочнения, восстановления и декорирования металлических поверхностей произвольных конфигураций, типоразмеров и назначения с созданием в критических зонах изделий покрытий улучшенного качества. Технический результат достигается в устройстве для интенсификации и стабилизации процесса электроискрового легирования, содержащем акустическую колебательную систему с электродом на торце, модулятор, ультразвуковой генератор, датчик контакта. Акустическая колебательная система включает ультразвуковой преобразователь и шток, роль датчика контакта выполняют легирующий электрод и обрабатываемая деталь, ультразвуковой генератор соединен с акустической системой и модулятором, скоммутированным с генератором модулирующих импульсов, соединенным с формирователем электроискровых разрядов, передающим электрический сигнал на шток, станину и установленную на ней обрабатываемую деталь. На фиг. 1 приведена блок-схема предлагаемого устройства на фиг. 2 - комплектация устройства на фиг. 3 - гармоники колебания легирующего электрода при воздействии на него ультразвукового преобразователя на фиг. 4 - изображение периодичности электроискровых импульсов в процессе паузы. Предлагаемое в данной полезной модели устройство содержит (фиг. 1) ультразвуковой генератор 1 для питания ультразвукового преобразователя 5, формирователь электроискровых разрядов 2, генератор модулирующих импульсов 3, формирующий частотновременные интервалы для акустического и электроискрового воздействия на обрабатываемую поверхность, модулятор 4, управляющий включением и выключением ультразвукового генератора 1 и формирователя электроискровых разрядов 2, создавая возможность производить электроискровые разряды и ударное воздействие на поверхность обработки в течение гарантированных временных интервалов и выбранной мощности, датчик контакта, роль которого выполняют легирующий электрод 7 и деталь 8. Легирующий электрод 7 установлен в торце акустической колебательной системы, состоящей из ультразвукового преобразователя 5 и штока 6 для его крепления и передачи колебаний ультразвуковой частоты на легирующий электрод 7. Сигнал с датчика контакта с помощью электронной схемы, размещенной в модуляторе 4, преобразуется в управляющий сигнал для разрешения включения электроискровых разрядов (при отсутствии контакта между легирующим электродом и деталью) или их запрещения (при наличии контакта). Акустическая система и деталь 8 размещены на станине 9 механического привода (фиг. 2). Деталь 8 крепится с помощью патрона 10, который имеет возможность вращения шпинделем 11. Второй конец детали крепится с помощью опоры 12. На станине 9 размещена каретка 13 (показана часть крепления акустической системы), в которой с помощью направляющей 14 крепится шток 6 акустической системы, состоящей из штока 6 и ультразвукового преобразователя 5. В торце штока расположен легирующий электрод 7. Усилие упругого контактирования легирующего электрода 7 с поверхностью детали 8 регулируется путем сжатия пружины 15 с помощью хомута 16. Каретка 13 имеет возможность перемещения вдоль горизонтальной оси в любую сторону с помощью приводного механизма. Данное устройство, которое может быть скоммутировано с любым серийным оборудованием для поверхностного упрочнения, например с установкой для электроискрового легирования типа Элитрон в качестве формирователя электроискровых разрядов, работает следующим образом. После включения устройства в сеть с помощью генератора модулирующих импульсов 3 получают режимы управления ультразвуковым генератором 1 и формирователем элек 3 82282012.06.30 троискровых разрядов 2 в виде создания требуемых интервалов времени работы для каждого строго последовательно режима. Импульсы управления поступают на модулятор 4,который управляет (включает и отключает) подачей соответствующих импульсов либо на ультразвуковой преобразователь 5, либо в электроискровой промежуток между поверхностью детали 8 и легирующим электродом 7. Энергетические параметры выходных импульсов ультразвукового генератора 1 и формирователя электроискровых разрядов 2 устанавливаются перед началом процесса создания упрочняющего покрытия и стабильно поддерживаются в течение всего цикла обработки, обеспечивая оптимальные режимы образования упрочненного слоя. Легирующий электрод 7 дополнительно выполняет функцию датчика контакта с деталью, предотвращая появление электрической искры во время контакта. Сущность полезной модели подтверждается следующим примером. Методом электроискрового легирования с помощью предлагаемого устройства производилась обработка поверхности металлического образца стальной плунжерной пары для масляных насосов ДВС. Для этого на станине 9 устанавливается деталь 8 (плунжер). Для осуществления процесса нанесения покрытия легирующий электрод устройства 7 подводят к поверхности детали 8 и создают их упругое контактирование с усилием 0,1-0,25 кГс путем регулирования сжатия пружины 15 на оси акустической системы с помощью хомута 16. На пультах ультразвукового генератора 1, формирователя электроискровых разрядов 2 и генератора модулирующих импульсов 3 с помощью имеющихся на их панели переключателей устанавливаются технологические режимы для обработки мощность на ультразвуковом преобразователе 520 Вт, амплитуда колебаний легирующего электрода 73-5 мкм, амплитуда напряжения для образования искры 115 В, ток электрического разряда 1,3-1,5 А, длительность работы преобразователя 15 мс, длительность действия разряда 7 мс, разряд одиночный, процесс непрерывный. Устройство подключают к сети 220 В. Модулятор 4, управляемый генератором модулирующих импульсов 3, включает подачу установленного напряжения от ультразвукового генератора 1 для питания ультразвукового преобразователя 5, который начинает совершать механические колебания вдоль оси штока 6, передавая их легирующему электроду 7. Через 15 мс модулятор 4 отключает питание ультразвукового преобразователя 5 и обеспечивает подачу электрических импульсов от формирователя электроискровых разрядов 2 на легирующий электрод 7. Подача импульсов возможна только в момент отрыва электрода от детали, что контролируется датчиком контакта. После появления электрических разрядов в электроискровом промежутке материал легирующего электрода 7 эродирует и капельным путем оседает на обрабатываемую поверхность 8. В следующий интервал времени все операции повторяются, так как генератор модулирующих импульсов 3 работает в циклическом режиме, т.е. после 7 мс отключается подача импульсов для образования электроискрового разряда и на 15 мс включается ультразвуковой преобразователь 5, который виброударным воздействием наконечника с ультразвуковой частотой о поверхность детали 8 формирует требуемую плотность слоя. Процесс проводится до достижения требуемых параметров формируемого слоя. На фиг. 3 показаны гармонические колебания легирующего электрода 7 при воздействии на него ультразвукового преобразователя 5, расположенного с ним на одной оси. После заданного генератором модулирующих импульсов 3 промежутка времени ультразвуковой генератор 1 прекращает подачу напряжения на ультразвуковой преобразователь 5, колебания которого прекращаются, и в образовавшейся паузе модулятор 4 включает формирователь электроискровых разрядов 2 (фиг. 4), который подает напряжение для образования искры. Далее все операции повторяются циклически до момента выключения установки. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B23H 7/16
Метки: интенсификации, электроискрового, стабилизации, легирования, процесса, устройство
Код ссылки
<a href="https://by.patents.su/5-u8228-ustrojjstvo-dlya-intensifikacii-i-stabilizacii-processa-elektroiskrovogo-legirovaniya.html" rel="bookmark" title="База патентов Беларуси">Устройство для интенсификации и стабилизации процесса электроискрового легирования</a>
Инструмент-электрод для электроискрового легирования
Номер патента: U 5025
Опубликовано: 28.02.2009
Авторы: Константинов Валерий Михайлович, Тихонов Павел Вениаминович
МПК: B23H 11/00
Метки: электроискрового, легирования, инструмент-электрод
Текст:
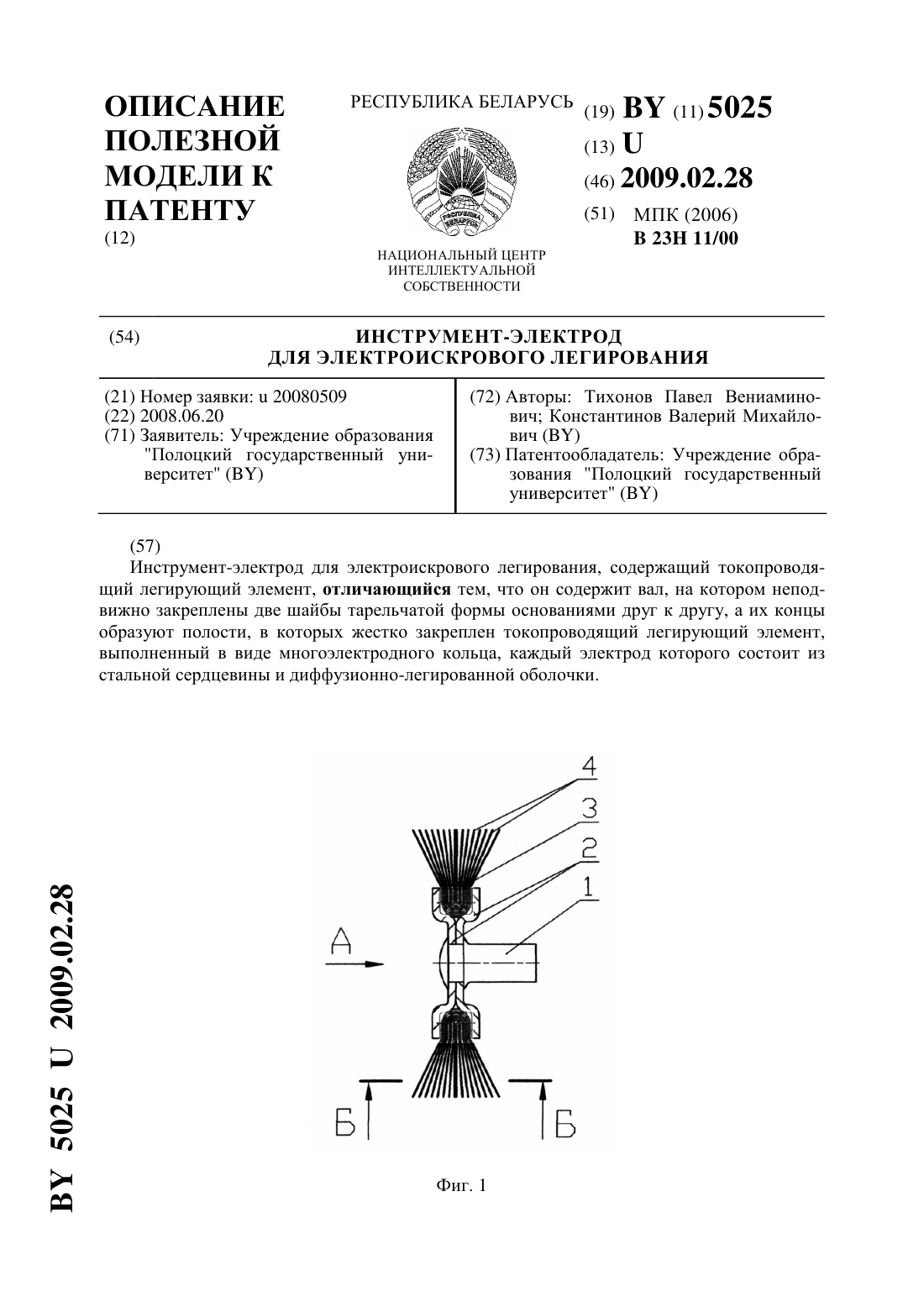
...того, затруднена обработка внутренних поверхностей из-за больших габаритов применяемого оборудования. Задачей полезной модели является повышение производительности электроискрового легирования и расширение области применения за счет возможности обработки внутренних поверхностей. Поставленная задача решается за счет того, что инструмент-электрод содержит вал, на котором неподвижно закреплены две шайбы тарельчатой формы основаниями друг к...
Многоэлектродный инструмент для электроискрового легирования

Номер патента: 9036
Опубликовано: 30.04.2007
Авторы: Чигринова Наталья Михайловна, Чигринов Виталий Евгеньевич, Сухман Илья Дмитриевич, Капсаров Александр Григорьевич
МПК: B23H 7/16
Метки: электроискрового, многоэлектродный, легирования, инструмент
Текст:
...например,ультразвуковой вибратор, связанный с электрододержателем электроды расположены разновысотно относительно обрабатываемой поверхности детали посредством установки плоскости их закрепления под углом к этой поверхности, причем контактная поверхность рабочего торца каждого последующего электрода отстоит от контактной поверхности предыдущего электрода на толщину образованного им слоя, при этом амплитуда А колебаний источника механических...
Инструмент-электрод для электроискрового легирования
Номер патента: U 1494
Опубликовано: 30.09.2004
Авторы: Шимин Владимир Николаевич, Тихонов Павел Вениаминович, Константинов Валерий Михайлович
МПК: B23H 11/00
Метки: инструмент-электрод, электроискрового, легирования
Текст:
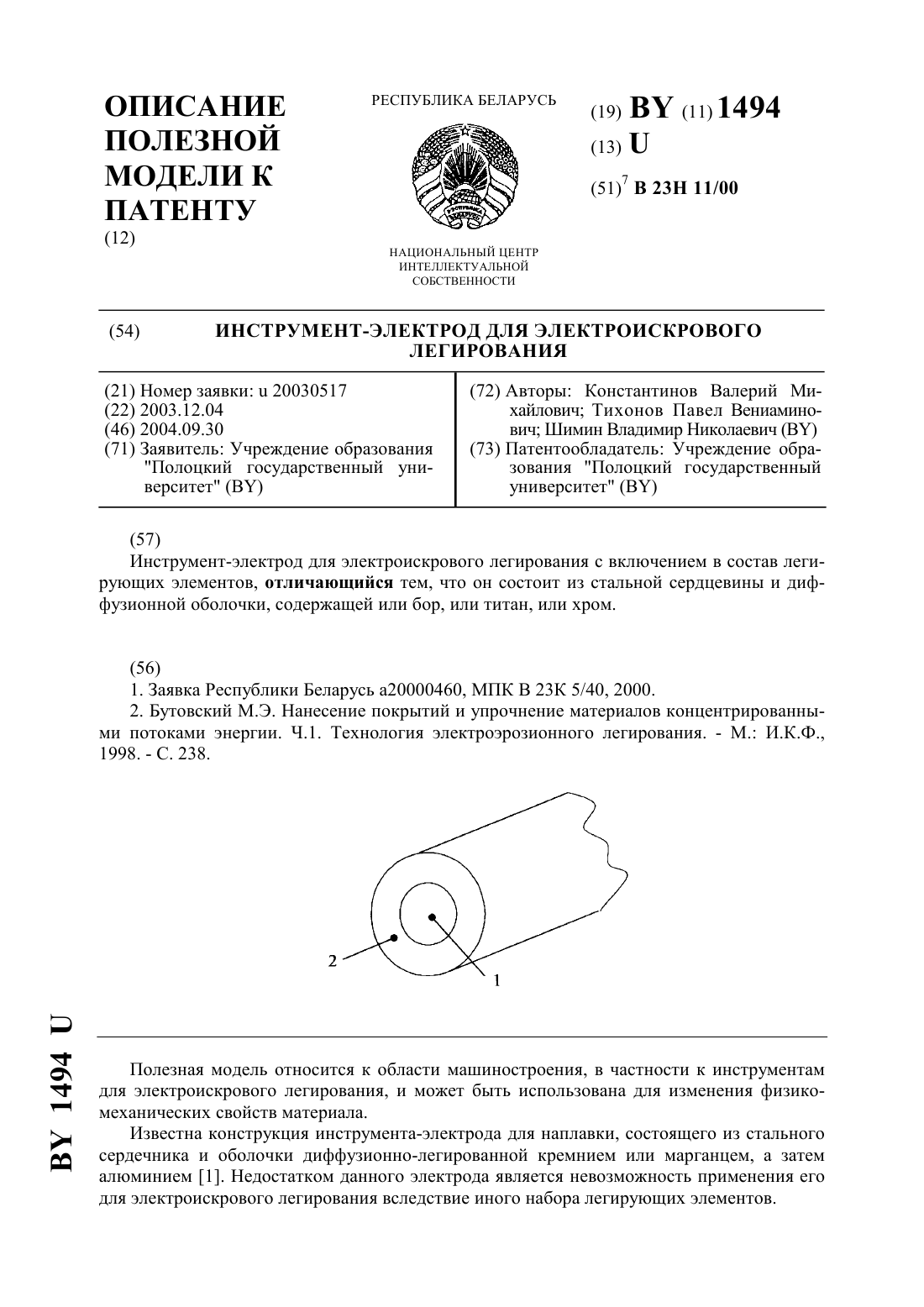
...оболочки материал, из которого выполнены элементы конструкции, сердцевины и диффузионной оболочки. Наличие в диффузионной оболочке легирующих элементов позволяет в процессе легирования насыщать ими легируемую поверхность, что приводит к повышению физикомеханических свойств поверхностного слоя. Наличие сердцевины обусловлено особенностями протекания диффузионного легирования. Для каждого последующего прироста глубины легирования...
Устройство для интенсификации процесса создания подземного резервуара в пласте каменной соли
Номер патента: U 5767
Опубликовано: 30.12.2009
Авторы: Дубровский Леонард Константинович, Гнедько Николай Антонович, Чабанович Любомир Богданович, Говдяк Роман Михайлович, Нечаев Юрий Андреевич, Шелковский Борис Иванович
МПК: E21B 7/00
Метки: соли, интенсификации, резервуара, каменной, процесса, пласте, подземного, создания, устройство
Текст:
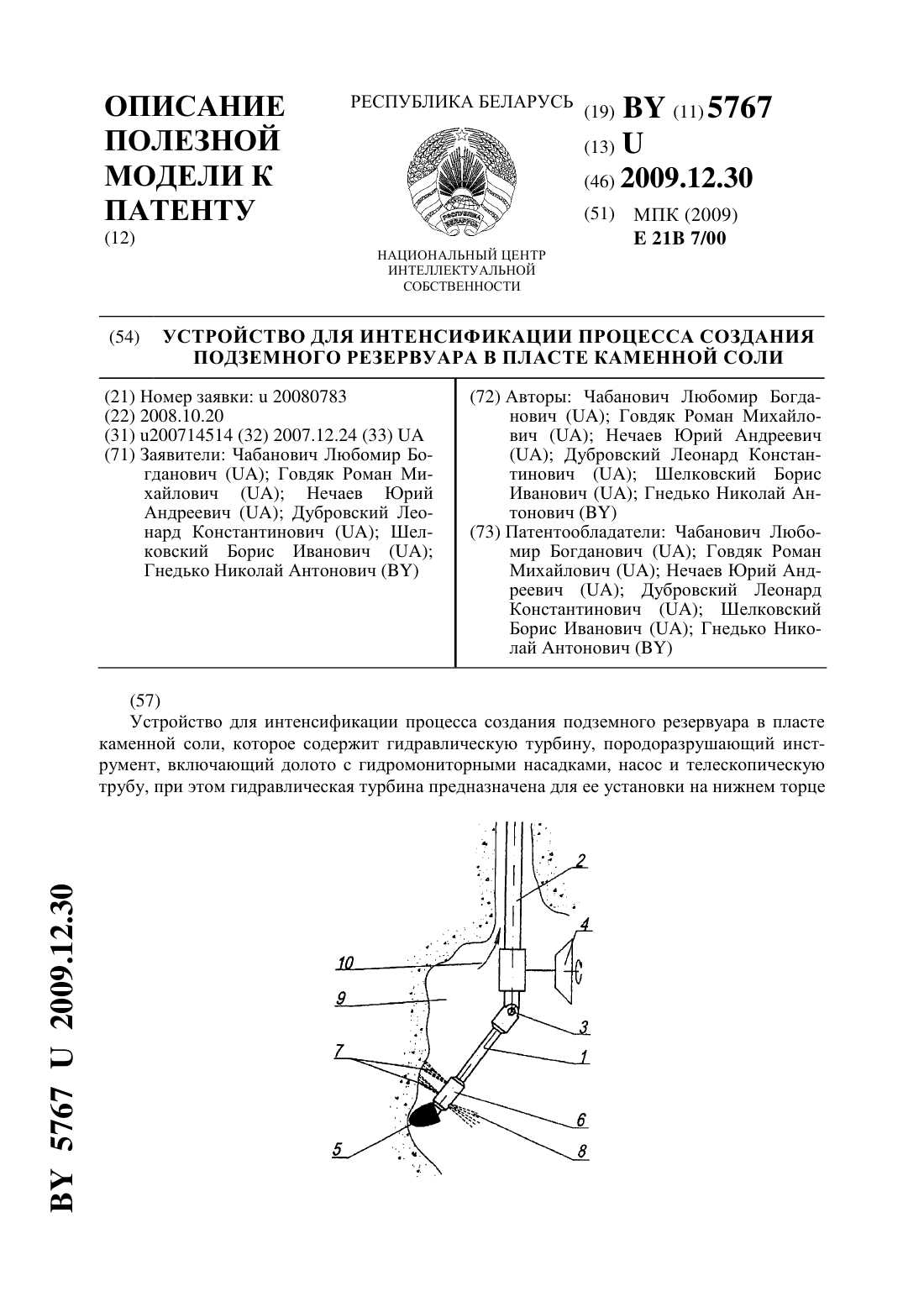
...верхнего торца и на гидравлическую турбину. 2 57672009.12.30 Породоразрушанощий инструмент предлагаемого устройства - это трехшарошечное долото и гидромониторная насадка, прикрепленные к нижнему торцу телескопической трубы. Гидромониторная насадка содержит отверстия для создания ударной и отклоняющей струй воды. Отверстия в верхней части гидромониторной насадки предназначены для направления через них струй воды к стенке будущего резервуара и...
Устройство для исследования процесса горения в двигателе внутреннего сгорания
Номер патента: U 7653
Опубликовано: 30.10.2011
Авторы: Ассад Мохамад Сабетович, Пенязьков Олег Глебович, Романенко Михаил Викторович
МПК: H01T 13/48
Метки: внутреннего, устройство, двигателе, горения, сгорания, исследования, процесса
Текст:
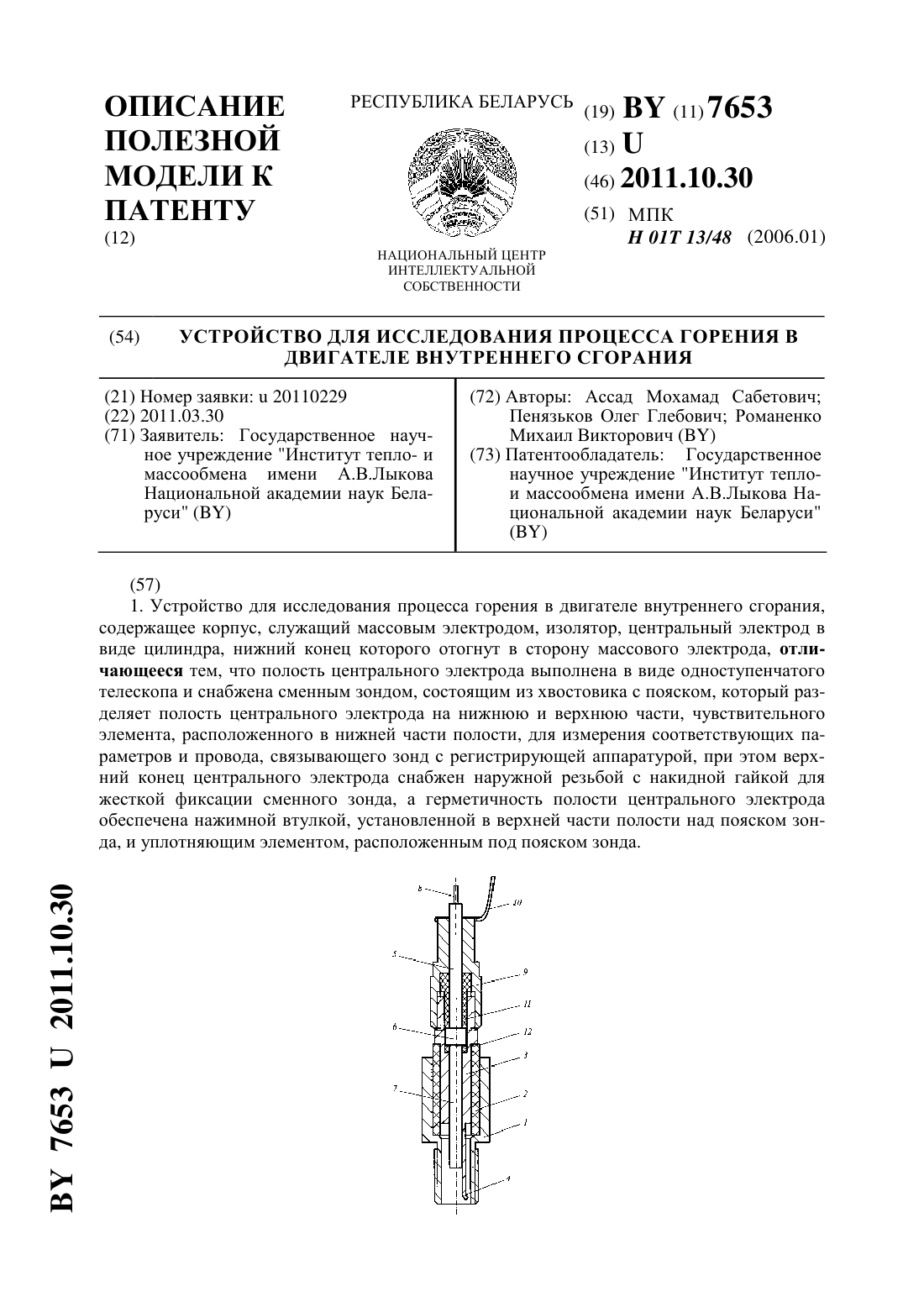
...для исследования процесса горения в двигателе внутреннего сгорания содержит корпус, служащий массовым электродом, изолятор и центральный электрод в виде цилиндра, нижний конец которого отогнут в сторону массового электрода. Согласно предлагаемому техническому решению, полость центрального электрода выполнена в виде одноступенчатого телескопа и снабжена сменным зондом, состоящим из хвостовика с пояском, который разделяет полость...
Предыдущий патент: Транспортное средство со съемным кузовом
Следующий патент: Тренажер для подготовки спасателей ведению аварийно-спасательных работ на объектах газовой промышленности
Случайный патент: Модифицированная горячая асфальтобетонная смесь