Режущая часть инструмента
Номер патента: U 7492
Опубликовано: 30.08.2011
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович, Жолобов Александр Алексеевич
Текст
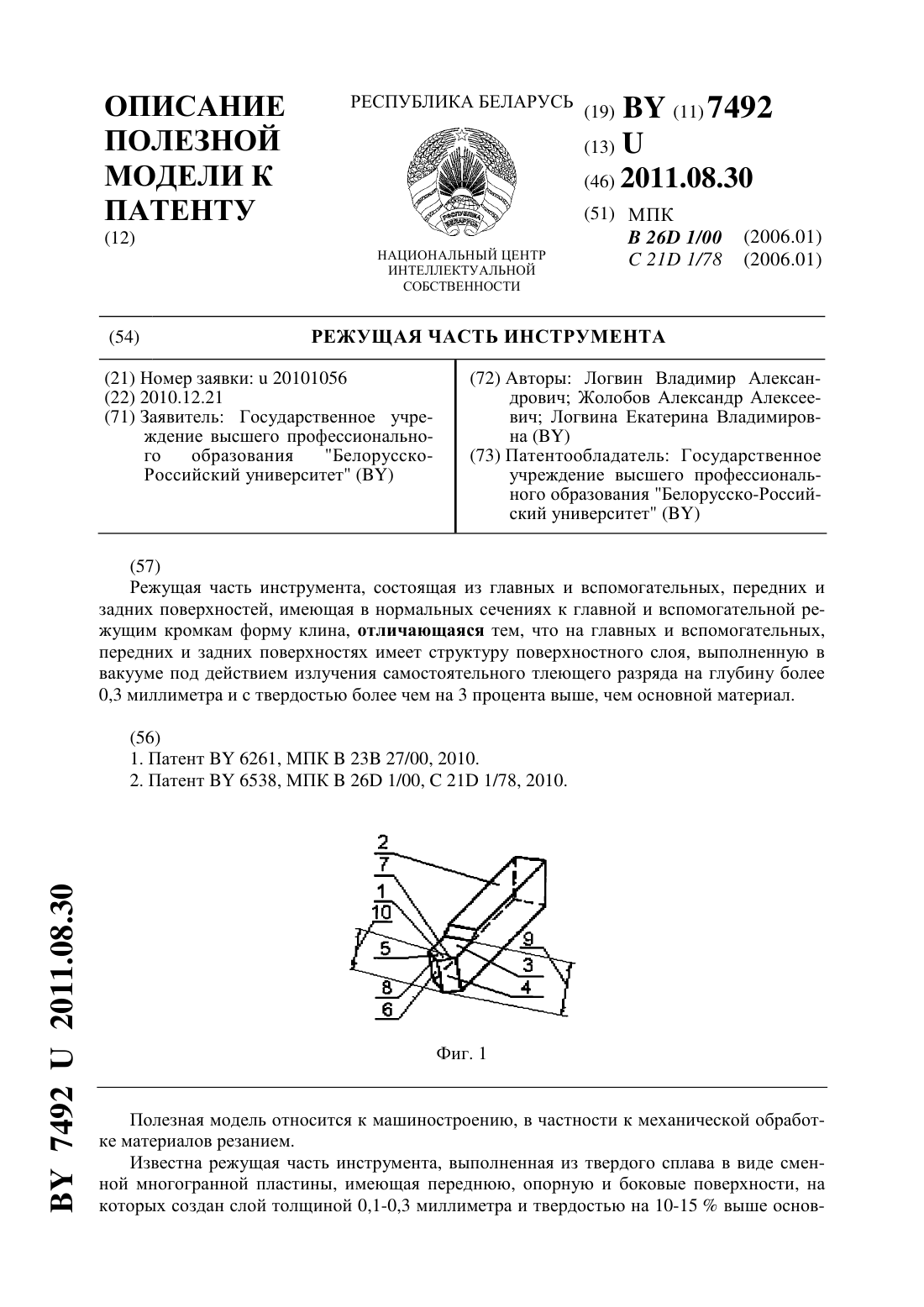
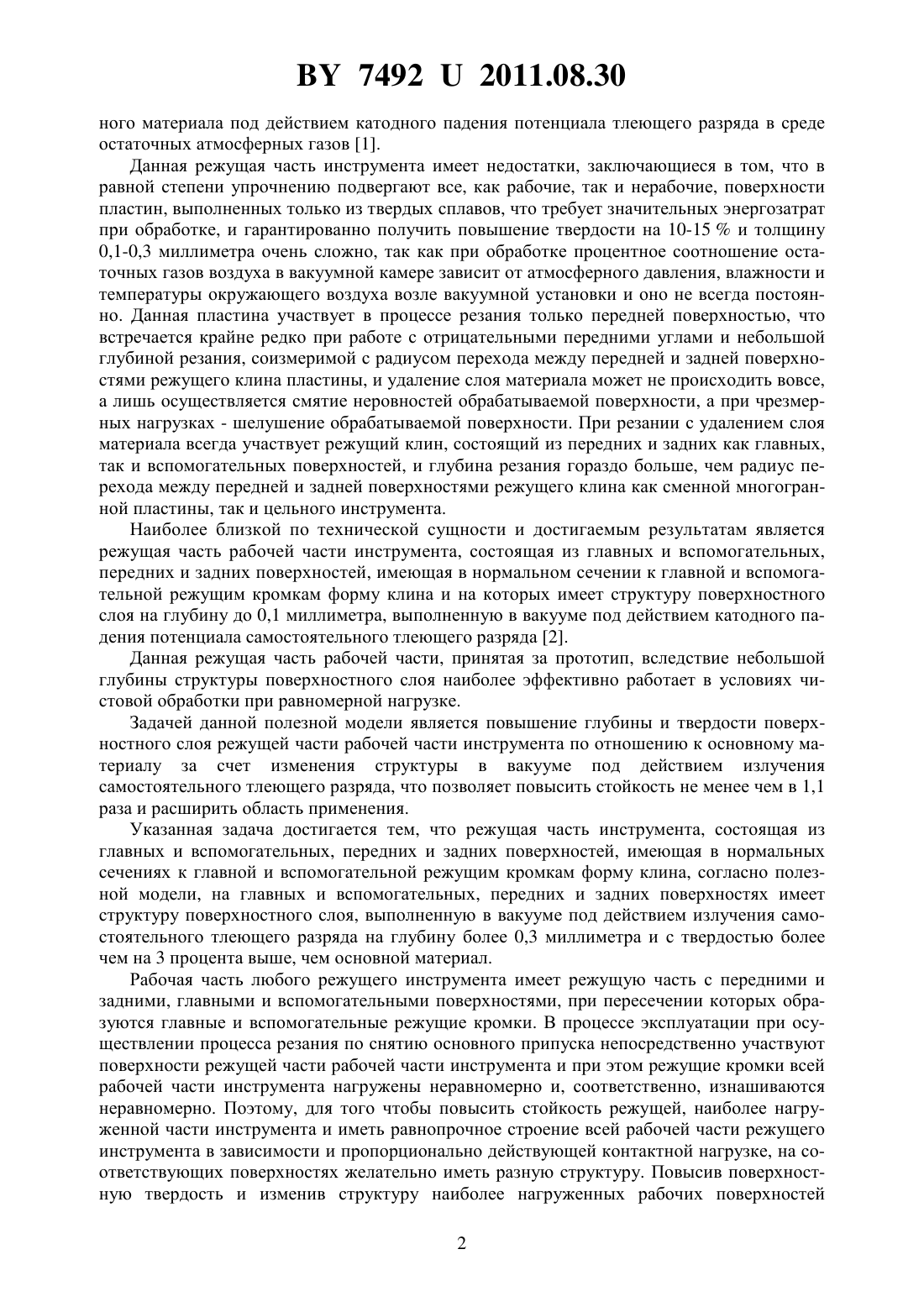
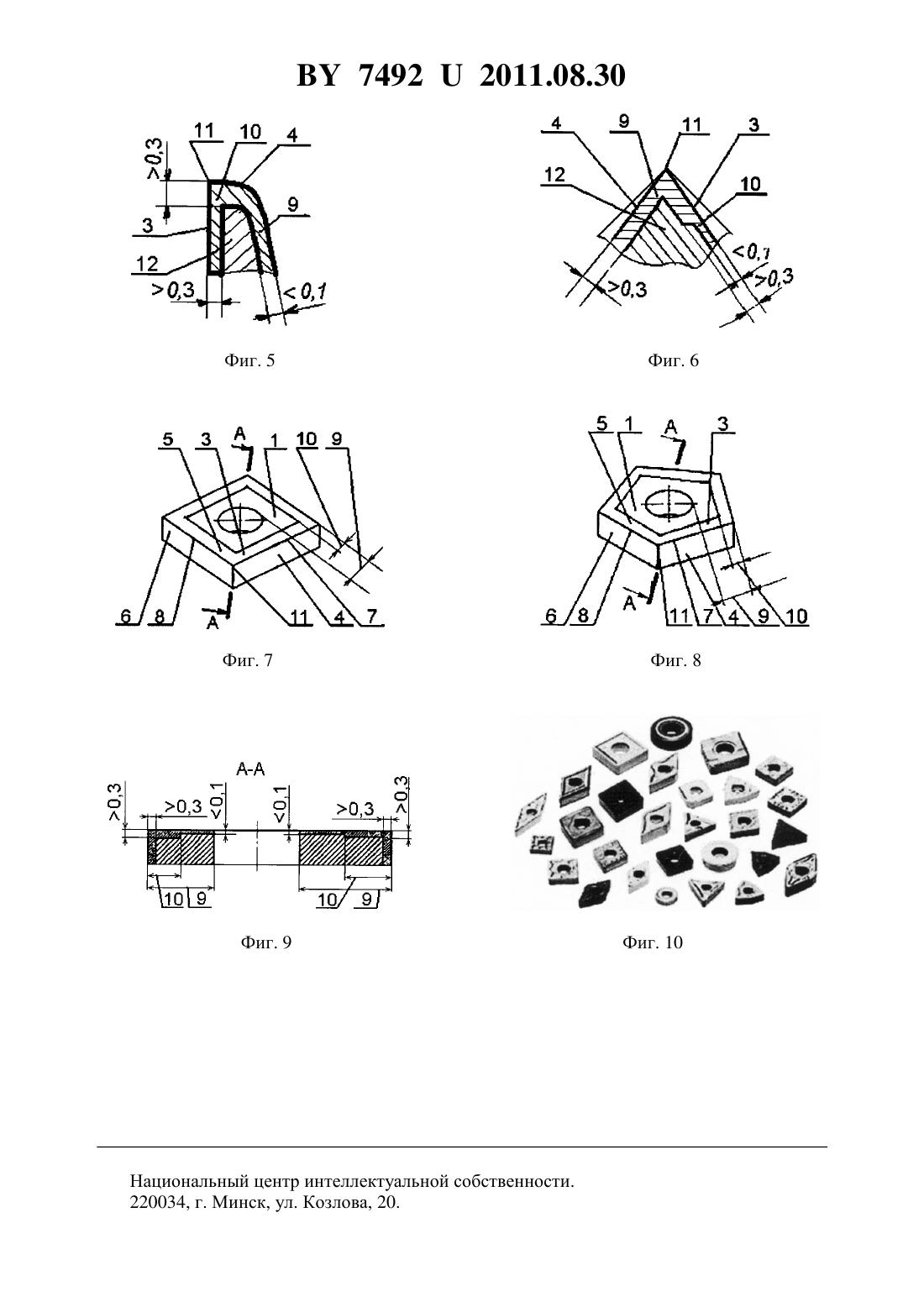
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(72) Авторы Логвин Владимир Александрович Жолобов Александр Алексеевич Логвина Екатерина Владимировна(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) Режущая часть инструмента, состоящая из главных и вспомогательных, передних и задних поверхностей, имеющая в нормальных сечениях к главной и вспомогательной режущим кромкам форму клина, отличающаяся тем, что на главных и вспомогательных,передних и задних поверхностях имеет структуру поверхностного слоя, выполненную в вакууме под действием излучения самостоятельного тлеющего разряда на глубину более 0,3 миллиметра и с твердостью более чем на 3 процента выше, чем основной материал. Фиг. 1 Полезная модель относится к машиностроению, в частности к механической обработке материалов резанием. Известна режущая часть инструмента, выполненная из твердого сплава в виде сменной многогранной пластины, имеющая переднюю, опорную и боковые поверхности, на которых создан слой толщиной 0,1-0,3 миллиметра и твердостью на 10-15 выше основ 74922011.08.30 ного материала под действием катодного падения потенциала тлеющего разряда в среде остаточных атмосферных газов 1. Данная режущая часть инструмента имеет недостатки, заключающиеся в том, что в равной степени упрочнению подвергают все, как рабочие, так и нерабочие, поверхности пластин, выполненных только из твердых сплавов, что требует значительных энергозатрат при обработке, и гарантированно получить повышение твердости на 10-15 и толщину 0,1-0,3 миллиметра очень сложно, так как при обработке процентное соотношение остаточных газов воздуха в вакуумной камере зависит от атмосферного давления, влажности и температуры окружающего воздуха возле вакуумной установки и оно не всегда постоянно. Данная пластина участвует в процессе резания только передней поверхностью, что встречается крайне редко при работе с отрицательными передними углами и небольшой глубиной резания, соизмеримой с радиусом перехода между передней и задней поверхностями режущего клина пластины, и удаление слоя материала может не происходить вовсе,а лишь осуществляется смятие неровностей обрабатываемой поверхности, а при чрезмерных нагрузках - шелушение обрабатываемой поверхности. При резании с удалением слоя материала всегда участвует режущий клин, состоящий из передних и задних как главных,так и вспомогательных поверхностей, и глубина резания гораздо больше, чем радиус перехода между передней и задней поверхностями режущего клина как сменной многогранной пластины, так и цельного инструмента. Наиболее близкой по технической сущности и достигаемым результатам является режущая часть рабочей части инструмента, состоящая из главных и вспомогательных,передних и задних поверхностей, имеющая в нормальном сечении к главной и вспомогательной режущим кромкам форму клина и на которых имеет структуру поверхностного слоя на глубину до 0,1 миллиметра, выполненную в вакууме под действием катодного падения потенциала самостоятельного тлеющего разряда 2. Данная режущая часть рабочей части, принятая за прототип, вследствие небольшой глубины структуры поверхностного слоя наиболее эффективно работает в условиях чистовой обработки при равномерной нагрузке. Задачей данной полезной модели является повышение глубины и твердости поверхностного слоя режущей части рабочей части инструмента по отношению к основному материалу за счет изменения структуры в вакууме под действием излучения самостоятельного тлеющего разряда, что позволяет повысить стойкость не менее чем в 1,1 раза и расширить область применения. Указанная задача достигается тем, что режущая часть инструмента, состоящая из главных и вспомогательных, передних и задних поверхностей, имеющая в нормальных сечениях к главной и вспомогательной режущим кромкам форму клина, согласно полезной модели, на главных и вспомогательных, передних и задних поверхностях имеет структуру поверхностного слоя, выполненную в вакууме под действием излучения самостоятельного тлеющего разряда на глубину более 0,3 миллиметра и с твердостью более чем на 3 процента выше, чем основной материал. Рабочая часть любого режущего инструмента имеет режущую часть с передними и задними, главными и вспомогательными поверхностями, при пересечении которых образуются главные и вспомогательные режущие кромки. В процессе эксплуатации при осуществлении процесса резания по снятию основного припуска непосредственно участвуют поверхности режущей части рабочей части инструмента и при этом режущие кромки всей рабочей части инструмента нагружены неравномерно и, соответственно, изнашиваются неравномерно. Поэтому, для того чтобы повысить стойкость режущей, наиболее нагруженной части инструмента и иметь равнопрочное строение всей рабочей части режущего инструмента в зависимости и пропорционально действующей контактной нагрузке, на соответствующих поверхностях желательно иметь разную структуру. Повысив поверхностную твердость и изменив структуру наиболее нагруженных рабочих поверхностей 2 74922011.08.30 режущей части рабочей части инструмента и при этом оставив относительно мягкой сердцевину, можно значительно повысить стойкость всего инструмента. Это характерно для режущих частей в виде сменных многогранных пластин с механическим креплением(фиг. 10), припаянных многогранных пластин и выполненных за одно целое с рабочей частью инструмента. Под действием излучения самостоятельного тлеющего разряда в вакууме с течением времени происходит упорядочение и изменение структуры поверхностного слоя в результате бомбардировки положительно заряженными ионами,частицами и заполнения вакансий в кристаллической решетке. Высокий нагрев в микроскопических объемах в области соударений налетающих ионов с атомами кристаллической решетки приводит к частичному расплавлению небольшого объема материала изделия и за счет капиллярного эффекта лучшему проникновению в дефектные области, а также способствует лучшему протеканию диффузионных процессов в зоне соударений ионов и атомов. При этом происходит испарение части расплавленного материала с образованием новых ионов и свободных атомов в межэлектродном пространстве. В результате радиационных нарушений, волнового эффекта и процессов самоорганизации происходит изменение с упорядочением структуры упрочненного поверхностного слоя материала режущей части рабочей части инструмента под действием внешнего потока энергии за счет создания автономных временных и пространственно-неоднородных макроструктур (диссипативных структур). Это поясняется тем, что в физике твердого тела в качестве базовой модели принят кристалл, представленный в виде однородной сети, построенной из одинаковых элементов, локально взаимодействующих друг с другом. Поэтому при поступлении потока внешней энергии, каждый элемент кристалла выводится из состояния равновесия и приобретает способность совершать автоколебания. При этом кристалл представляет собой распределенную активную среду и, в зависимости от типа локальной связи, в нем проявляется кооперативный эффект - создаются новые стационарные либо зависящие от времени пространственные структуры. Определив собственные функции сложных нелинейных систем, можно слабым воздействием вызвать внутренние процессы усложнения и образования устойчивых структур, которые могут обеспечить целенаправленное изменение свойств системы. С выявлением закономерностей самоорганизационных процессов,проходящих в материалах за счет инициирования внутренних сил путем слабого внешнего воздействия, можно создавать принципиально новые технологии по упрочнению, пластификации различных материалов, а также целенаправленно формировать новый комплекс эксплуатационных характеристик. Изменяя время выдержки и пространственное положение режущей части рабочей части режущего инструмента из любых инструментальных материалов, можно изменять и глубину поверхностного слоя с измененной структурой,что позволяет повысить стойкость не менее чем в 1,1 раза и расширить область применения режущего инструмента. Сущность полезной модели поясняется фигурами, на которых изображено заявляемое устройство. На фиг. 1 представлен режущий инструмент в виде резца и его основные элементы, на фиг. 2 представлен режущий инструмент в виде развертки и его основные элементы, на фиг. 3 - разрез режущей части режущего инструмента в нормальном сечении к главной режущей кромке, на фиг. 4 - разрез режущей части режущего инструмента в нормальном сечении к вспомогательной режущей кромке, на фиг. 5 - разрез режущей части режущего инструмента в нормальном сечении к режущим кромкам с распределением глубины изменения структуры на примере развертки, на фиг. 6 - разрез режущей части режущего инструмента в нормальном сечении к режущим кромкам с распределением глубины изменения структуры на примере резца, на фиг. 7 представлена рабочая часть инструмента в виде четырехгранной пластины и ее основные элементы, на фиг. 8 представлена рабочая часть инструмента в виде пятигранной пластины и ее основные элементы, на фиг. 9 представлено сечение одновременно режущей и рабочей частей инструмента виде многогранной пластины, проходящее через вершину с распределением измененной 3 74922011.08.30 структуры по сечению, на фиг. 10 - рабочие части инструмента в виде многогранных пластин. Рабочая часть 1 любого режущего инструмента 2 может быть любого габарита 9 и имеет режущую часть 10 с главной передней 3 и главной задней 4, вспомогательной передней 5 и вспомогательной задней 6 поверхностями, при пересечении которых образуются главная 7 и вспомогательная 8 режущие кромки. Следует отметить, что при изменении направления работы инструмента, левое или правое, главная 7 и вспомогательная 8 режущие кромки меняются местами. На пересечении главной 7 и вспомогательной 8 режущих кромок образуется вершина 11 режущей части 10. В процессе эксплуатации при осуществлении процесса резания вышеназванные поверхности 3, 4, 5, 6 и режущие кромки 7 и 8 и вершина 11 нагружены неравномерно и, соответственно, изнашиваются неравномерно. Поэтому, для того чтобы повысить стойкость режущей части 10 рабочей части 1 режущего инструмента 2 и иметь равнопрочное строение всего режущего инструмента 2 в зависимости от действующей контактной нагрузки на соответствующих поверхностях,желательно иметь разную структуру на соответствующих поверхностях режущей части 10 рабочей части 1 режущего инструмента 2. Повысив поверхностную твердость наиболее нагруженных поверхностей 36 и кромок 7, 8 режущей части 10 режущего инструмента 2 и при этом оставив относительно мягкой сердцевину 12, значительно можно повысить стойкость всего режущего инструмента 2. Под действием излучения самостоятельного тлеющего разряда в вакууме с течением времени происходит упорядочение и изменение структуры поверхностного слоя режущей части 10 в результате бомбардировки положительно заряженными ионами и частицами и заполнения вакансий в кристаллической решетке. Изменяя время выдержки режущей части 10 режущего инструмента 2 под действием излучения самостоятельного тлеющего разряда в вакууме и его пространственное положение, можно изменять и глубину поверхностного слоя режущей части 10 с измененной структурой, что позволяет повысить стойкость не менее чем в 1,1 раза и/или расширить область применения режущего инструмента 2. Например, рабочая часть 1 любого режущего инструмента 2 участвует в работе по снятию припуска только режущей частью 10 с главной передней 3 и главной задней 4,вспомогательной передней 5 и вспомогательной задней 6 поверхностями, главной 7 и вспомогательной 8 режущими кромками в области вершины 11, хотя нагружена вся рабочая часть 1 и весь режущий инструмент 2 в целом, но различно. В связи с этим большим триботехническим нагрузкам подвергаются поверхности главная передняя 3, главная задняя 4, вспомогательная передняя 5, вспомогательная задняя 6, главная 7, вспомогательная 8, режущие кромки, вершина 11 режущей части 10. Поэтому, имея на этих поверхностях измененную структуру на глубину более 0,3 миллиметра, а на поверхностях всей рабочей части 1 менее 0,1 миллиметра, полученную под действием излучения самостоятельного тлеющего разряда в вакууме, и относительно мягкой сердцевину 12, уравнена прочность всего режущего инструмента 2 относительно действующих нагрузок на всех его поверхностях. Благодаря этому стойкость всего режущего инструмента 2 повышена не менее чем в 1,1 раза и/или расширена область применения режущего инструмента 2. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
Метки: инструмента, часть, режущая
Код ссылки
<a href="https://by.patents.su/5-u7492-rezhushhaya-chast-instrumenta.html" rel="bookmark" title="База патентов Беларуси">Режущая часть инструмента</a>
Рабочая часть инструмента из инструментальных материалов

Номер патента: U 6538
Опубликовано: 30.08.2010
Авторы: Логвин Владимир Александрович, Логвина Екатерина Владимировна, Жолобов Александр Алексеевич
Метки: инструментальных, инструмента, материалов, рабочая, часть
Текст:
...кромки. В процессе эксплуатации при осуществлении процесса резания вышеназванные поверхности и режущие кромки нагружены неравномерно и соответственно изнашиваются неравномерно. Поэтому для того, чтобы повысить стойкость рабочей части инструмента и иметь равнопрочное строение всего режущего инструмента в зависимости и пропорционально, действующей контактной нагрузки на соответствующих поверхностях, желательно иметь разную структуру. Повысив...
Режущая пластина
Номер патента: 11725
Опубликовано: 30.04.2009
Авторы: Аниченко Николай Георгиевич, Ракицкая Людмила Иосифовна
МПК: B32B 7/02, B23B 27/14
Текст:
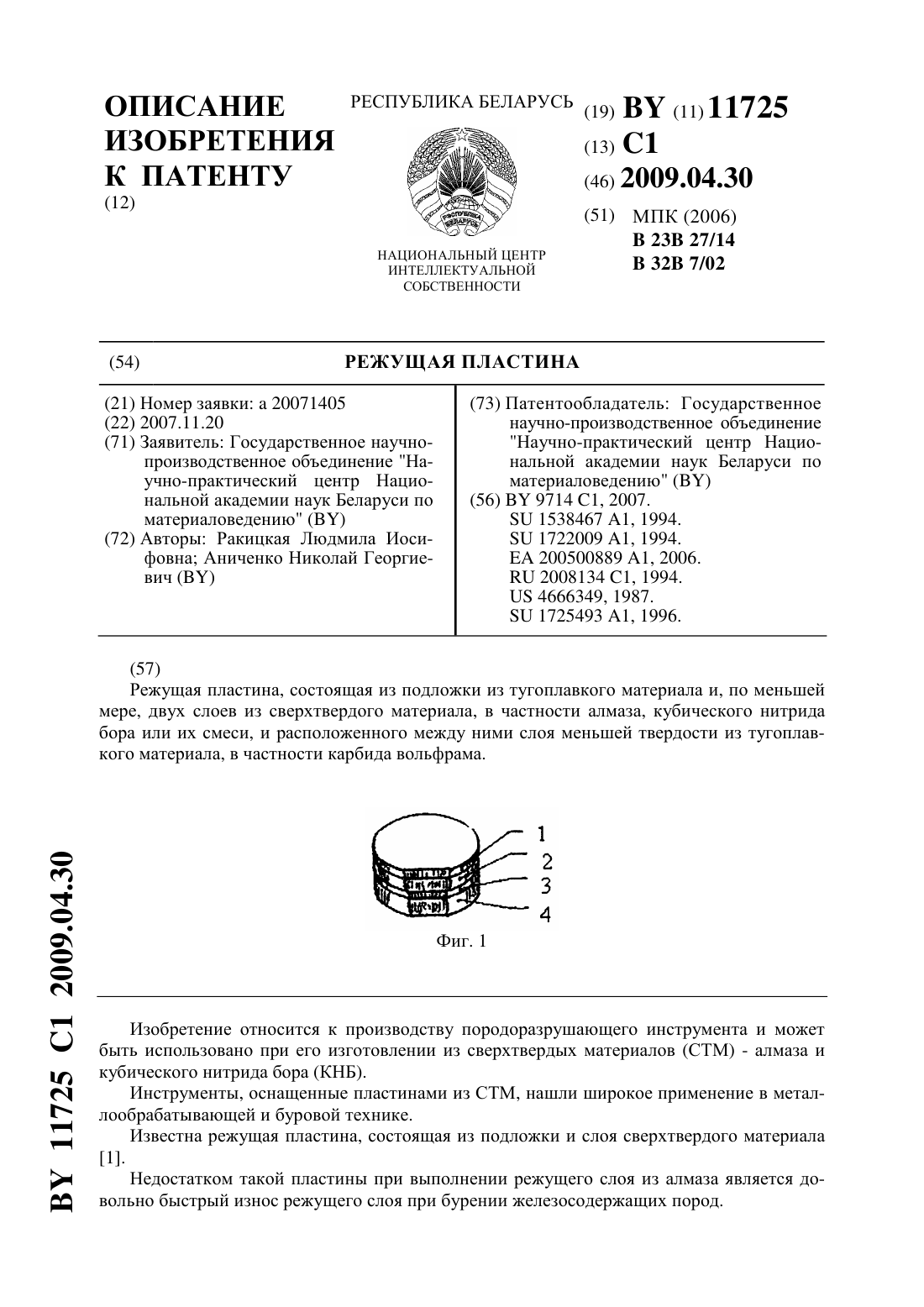
...признаком прототипа и заявляемого объекта является наличие в режущей пластине подложки с нанесенным на нее слоем сверхтвердого материала, состоящим из алмаза и КНБ. Задачей, решаемой данным изобретением, является повышение эксплуатационных свойств режущих пластин, то есть долговечности инструмента. Поставленная задача достигается тем, что режущая пластина состоит из подложки из тугоплавкого материала с нанесенным на нее слоем сверхтвердого...
Биметаллическая заготовка концевого режущего инструмента
Номер патента: U 6813
Опубликовано: 30.12.2010
Авторы: Кантин Владимир Григорьевич, Милюкова Анна Михайловна, Алифанов Александр Викторович
МПК: B21C 25/02, B21J 13/02
Метки: режущего, инструмента, концевого, заготовка, биметаллическая
Текст:
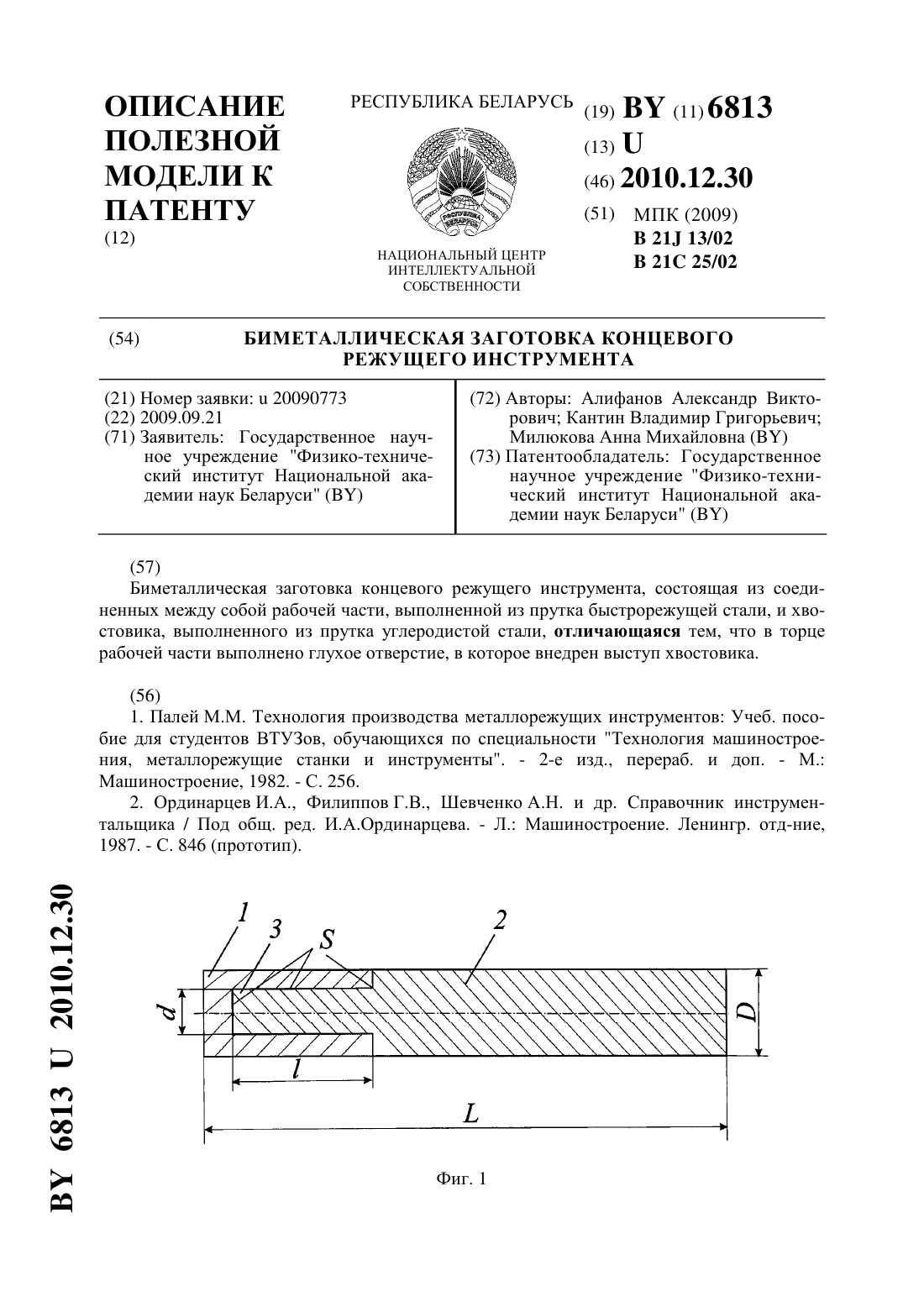
...хвостовика в глухое отверстие, выполненное в торце рабочей части. Сущность заявленного технического решения заключается в увеличении контактной площади соединения двух частей биметаллической заготовки за счет внедрения выступа хвостовика с меньшим диаметром в рабочую часть заготовки. Увеличение площади соединения контактных поверхностей рабочей и хвостовой частей биметаллической цилиндрической заготовки влечет за собой увеличение площади...
Комбинированная режущая головка фрезерно-брусующего станка
Номер патента: 11982
Опубликовано: 30.06.2009
Авторы: Раповец Вячеслав Валерьевич, Бурносов Николай Васильевич
МПК: B27G 13/00
Метки: комбинированная, режущая, головка, станка, фрезерно-брусующего
Текст:
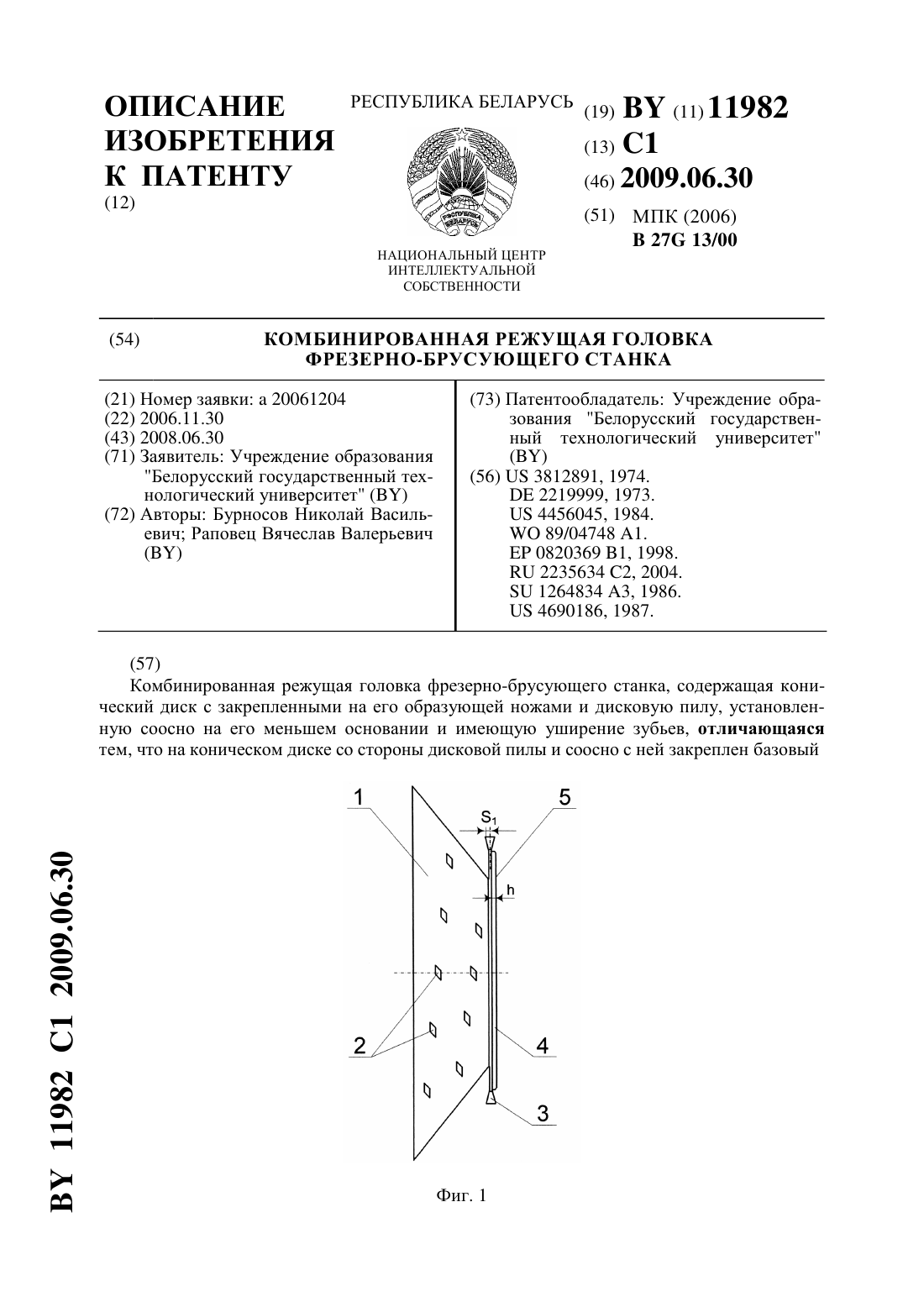
...стороны дисковой пилы и соосно с ней закреплен базовый диск, на свободную от крепления поверхность которого нанесен абразивный материал, причем диаметр базового диска не превышает диаметр впадин зубьев дисковой пилы, а расстояние между его базовой плоскостью и полотном дисковой пилы не менее чем на (0,15-0,20) мм меньше 1 и не более чем на (0,8-1,0) мм больше 1, где 1 - уширение зубьев дисковой пилы на сторону, мм. Здесь базовый диск является...
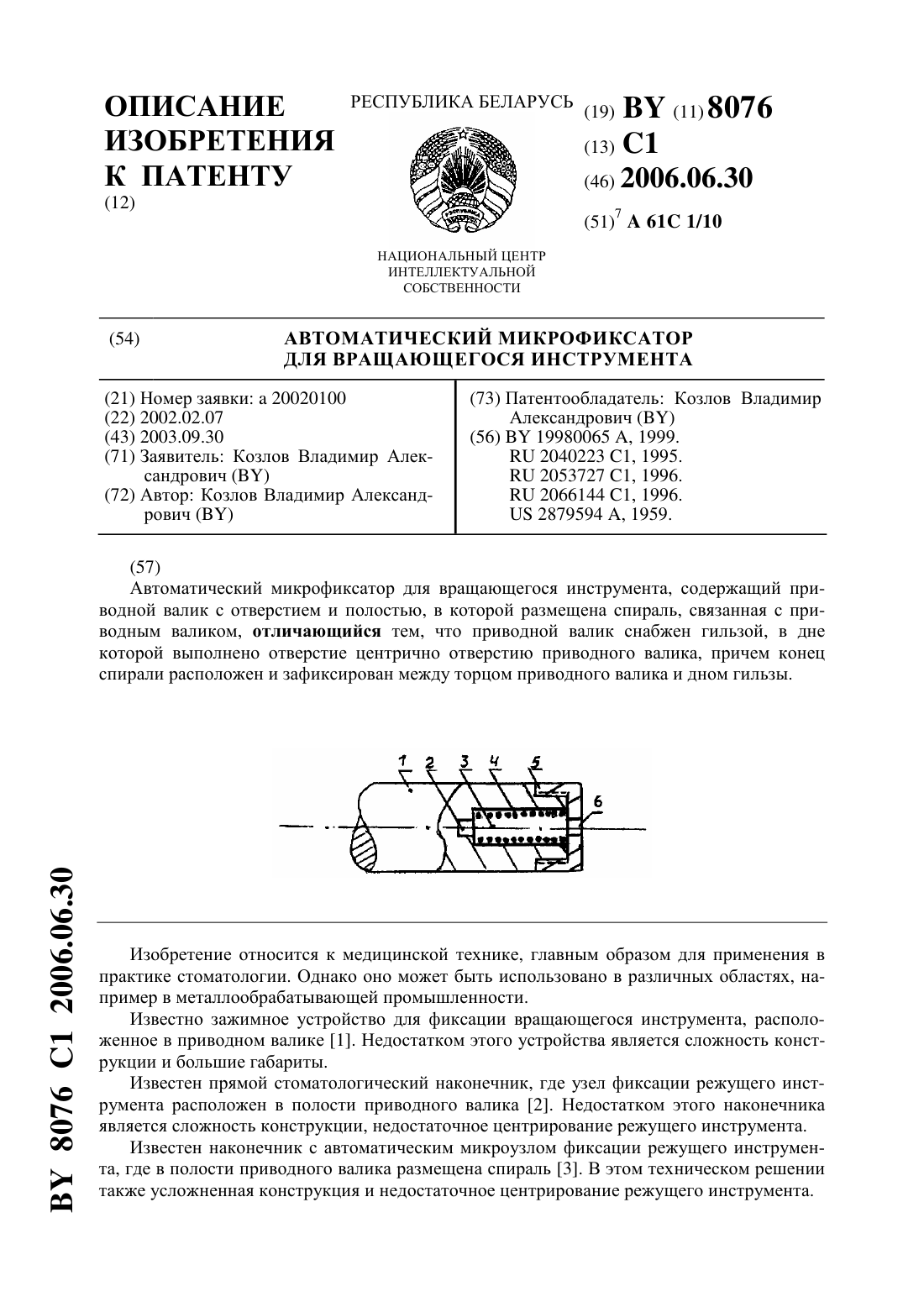
Автоматический микрофиксатор для вращающегося инструмента
Номер патента: 8076
Опубликовано: 30.06.2006
Автор: Козлов Владимир Александрович
МПК: A61C 1/10
Метки: микрофиксатор, инструмента, автоматический, вращающегося
Текст:
...предлагаемого технического решения является упрощение конструкции автоматического микрофиксатора и повышение центрирования вращающегося инструмента. Решение задачи достигается тем, что автоматический микрофиксатор вращающегося инструмента содержит приводной валик с отверстием и полостью, в которой размещена спираль, жестко связанная с приводным валиком. Приводной валик снабжен гильзой, а в дне гильзы выполнено отверстие центрично...
Предыдущий патент: Вакуумная установка
Следующий патент: Агрегат для освоения и ремонта скважин
Случайный патент: Средство дозировки предназначенного для ингаляции лекарственного препарата