Устройство для сварки резервуаров из обечаек
Номер патента: U 6330
Опубликовано: 30.06.2010
Авторы: Плясунов Александр Иванович, Гермацкий Владимир Иванович, Титков Владимир Петрович, Шейбут Геннадий Евгеньевич, Алампиев Олег Александрович
Текст
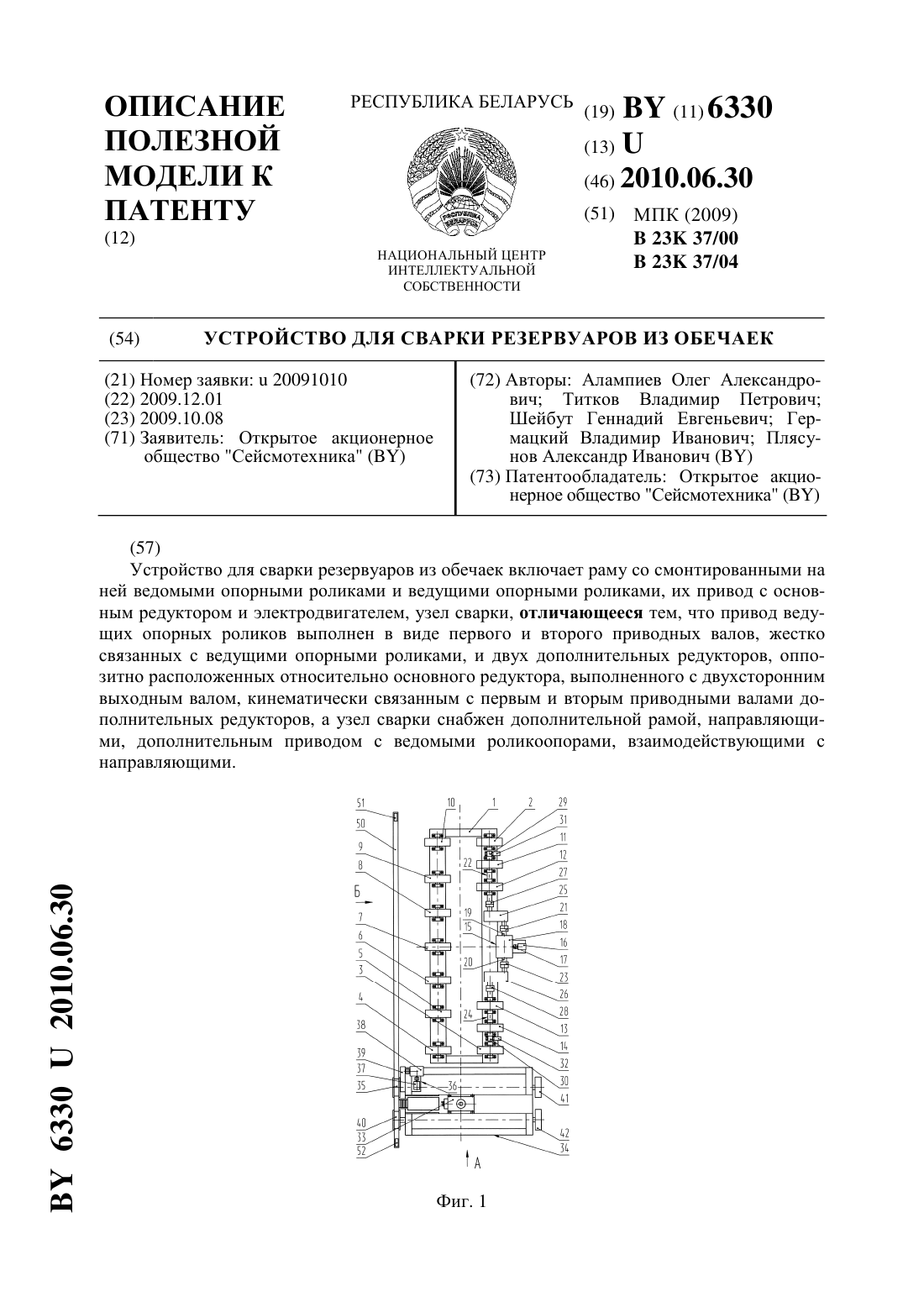
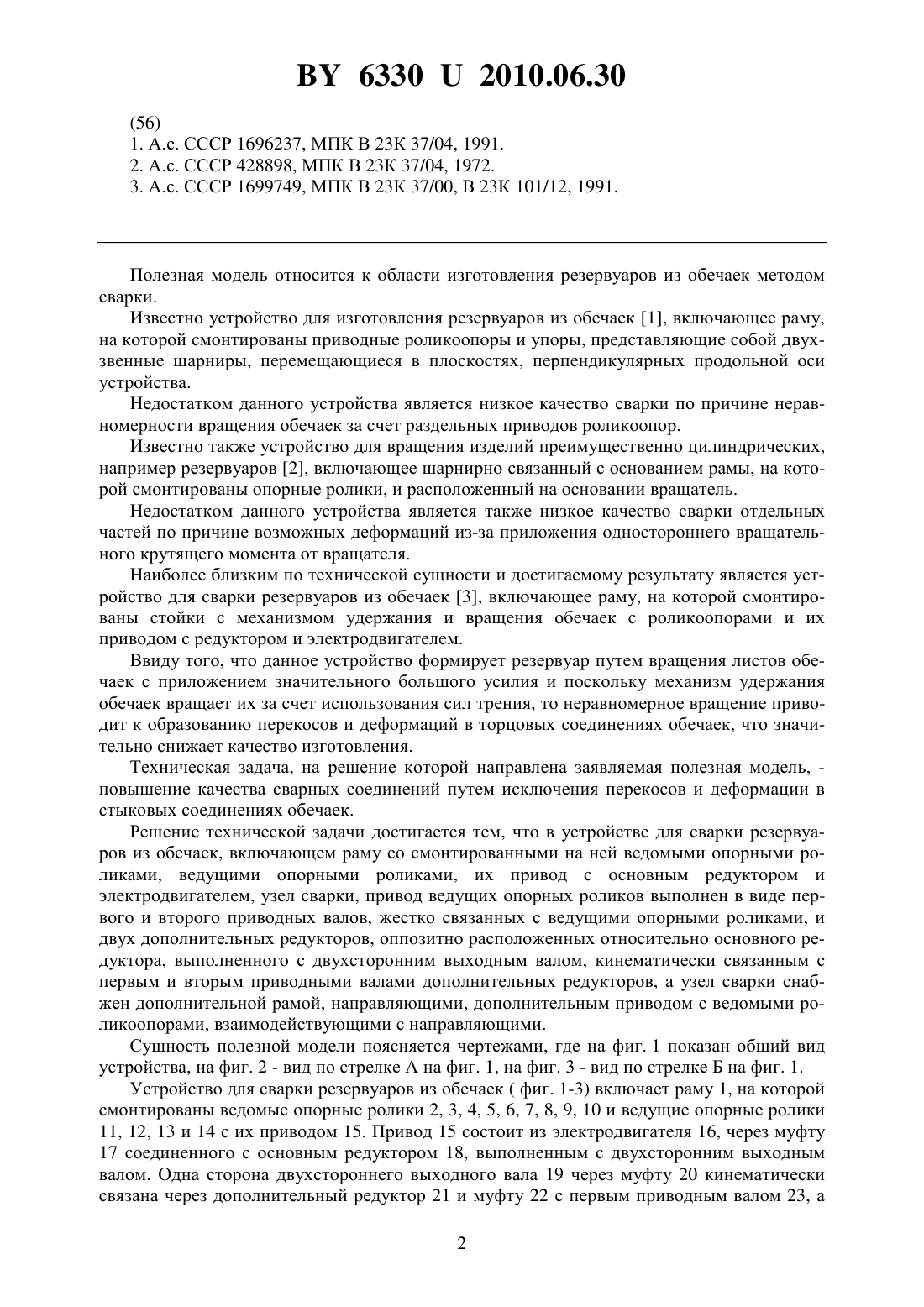
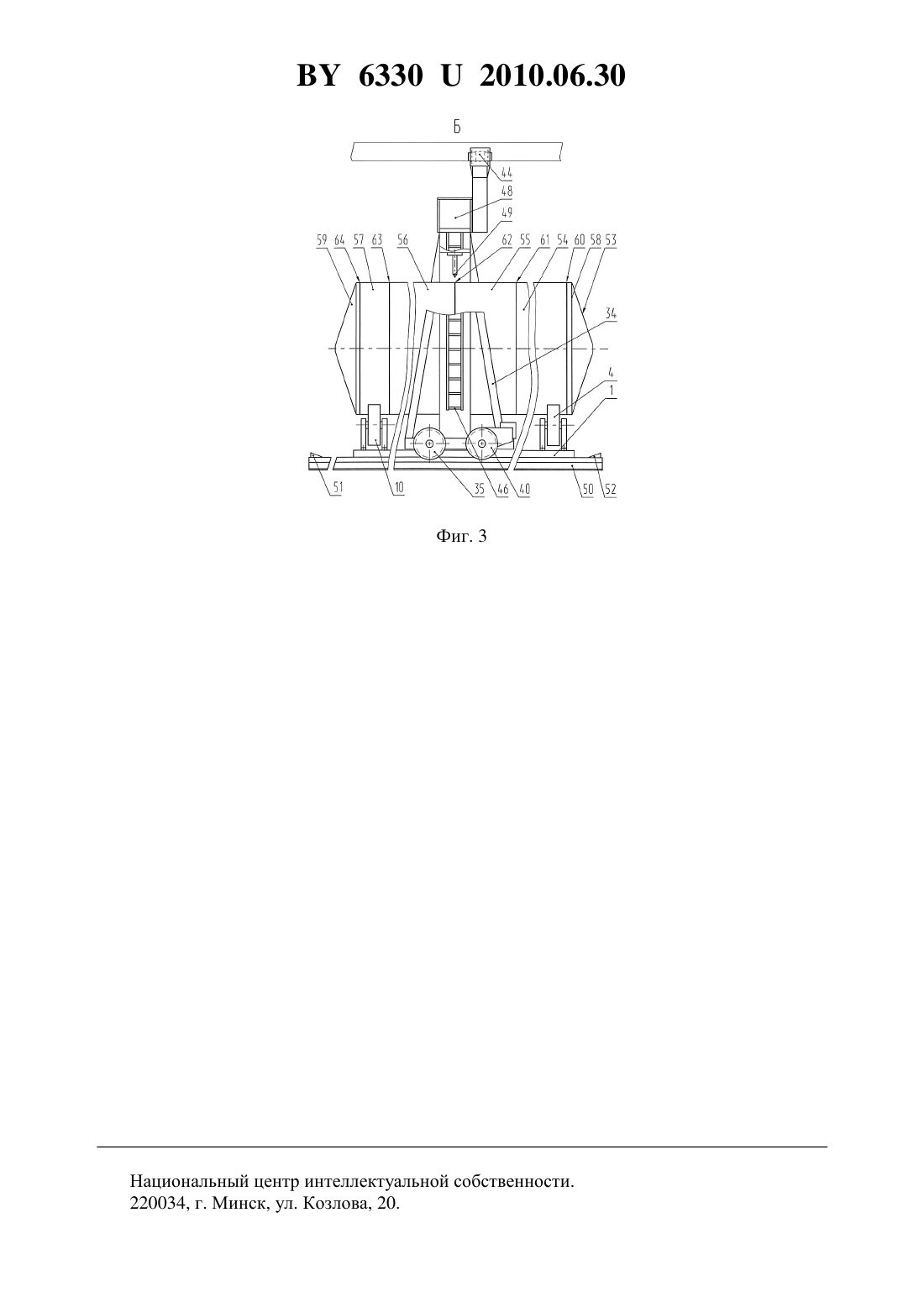
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ СВАРКИ РЕЗЕРВУАРОВ ИЗ ОБЕЧАЕК(71) Заявитель Открытое акционерное общество Сейсмотехника(72) Авторы Алампиев Олег Александрович Титков Владимир Петрович Шейбут Геннадий Евгеньевич Гермацкий Владимир Иванович Плясунов Александр Иванович(73) Патентообладатель Открытое акционерное общество Сейсмотехника(57) Устройство для сварки резервуаров из обечаек включает раму со смонтированными на ней ведомыми опорными роликами и ведущими опорными роликами, их привод с основным редуктором и электродвигателем, узел сварки, отличающееся тем, что привод ведущих опорных роликов выполнен в виде первого и второго приводных валов, жестко связанных с ведущими опорными роликами, и двух дополнительных редукторов, оппозитно расположенных относительно основного редуктора, выполненного с двухсторонним выходным валом, кинематически связанным с первым и вторым приводными валами дополнительных редукторов, а узел сварки снабжен дополнительной рамой, направляющими, дополнительным приводом с ведомыми роликоопорами, взаимодействующими с направляющими. Полезная модель относится к области изготовления резервуаров из обечаек методом сварки. Известно устройство для изготовления резервуаров из обечаек 1, включающее раму,на которой смонтированы приводные роликоопоры и упоры, представляющие собой двухзвенные шарниры, перемещающиеся в плоскостях, перпендикулярных продольной оси устройства. Недостатком данного устройства является низкое качество сварки по причине неравномерности вращения обечаек за счет раздельных приводов роликоопор. Известно также устройство для вращения изделий преимущественно цилиндрических,например резервуаров 2, включающее шарнирно связанный с основанием рамы, на которой смонтированы опорные ролики, и расположенный на основании вращатель. Недостатком данного устройства является также низкое качество сварки отдельных частей по причине возможных деформаций из-за приложения одностороннего вращательного крутящего момента от вращателя. Наиболее близким по технической сущности и достигаемому результату является устройство для сварки резервуаров из обечаек 3, включающее раму, на которой смонтированы стойки с механизмом удержания и вращения обечаек с роликоопорами и их приводом с редуктором и электродвигателем. Ввиду того, что данное устройство формирует резервуар путем вращения листов обечаек с приложением значительного большого усилия и поскольку механизм удержания обечаек вращает их за счет использования сил трения, то неравномерное вращение приводит к образованию перекосов и деформаций в торцовых соединениях обечаек, что значительно снижает качество изготовления. Техническая задача, на решение которой направлена заявляемая полезная модель, повышение качества сварных соединений путем исключения перекосов и деформации в стыковых соединениях обечаек. Решение технической задачи достигается тем, что в устройстве для сварки резервуаров из обечаек, включающем раму со смонтированными на ней ведомыми опорными роликами, ведущими опорными роликами, их привод с основным редуктором и электродвигателем, узел сварки, привод ведущих опорных роликов выполнен в виде первого и второго приводных валов, жестко связанных с ведущими опорными роликами, и двух дополнительных редукторов, оппозитно расположенных относительно основного редуктора, выполненного с двухсторонним выходным валом, кинематически связанным с первым и вторым приводными валами дополнительных редукторов, а узел сварки снабжен дополнительной рамой, направляющими, дополнительным приводом с ведомыми роликоопорами, взаимодействующими с направляющими. Сущность полезной модели поясняется чертежами, где на фиг. 1 показан общий вид устройства, на фиг. 2 - вид по стрелке А на фиг. 1, на фиг. 3 - вид по стрелке Б на фиг. 1. Устройство для сварки резервуаров из обечаек ( фиг. 1-3) включает раму 1, на которой смонтированы ведомые опорные ролики 2, 3, 4, 5, 6, 7, 8, 9, 10 и ведущие опорные ролики 11, 12, 13 и 14 с их приводом 15. Привод 15 состоит из электродвигателя 16, через муфту 17 соединенного с основным редуктором 18, выполненным с двухсторонним выходным валом. Одна сторона двухстороннего выходного вала 19 через муфту 20 кинематически связана через дополнительный редуктор 21 и муфту 22 с первым приводным валом 23, а 2 63302010.06.30 другая сторона двухстороннего выходного вала 24 через муфту 25, дополнительный редуктор 26 и муфту 27 также кинематически связана со вторым приводным валом 28. На конце 29 первого приводного вала 23 и конце 30 второго приводного вала 28 установлены тормоза 31 и 32. Узел сварки 33 состоит из дополнительной рамы 34, в нижней части которой расположены ведущий ролик 35 с его дополнительным приводом 36, включающим электродвигатель 37, редуктор 38 и цепную передачу 39. В нижней части дополнительной рамы 34 установлены также ведомые роликоопоры 40, 41 и 42. К верхней части дополнительной рамы 34 приварен кронштейн 43, на котором расположен верхний опорный ролик 44, контактирующий с направляющей 45. С левой стороны дополнительной рамы 34 приварена лестница 46 и перила 47. Узел сварки снабжен сварочным аппаратом 48 с его соплом 49. В нижней части устройства смонтирована направляющая 50, на которой установлены ведущий ролик 35 и ведомая роликоопора 40. На концах направляющей 50 установлены упоры 51 и 52. Резервуар 53 включает обечайки 54, 55, 56 и 57 и два донышка 58 и 59, соединенные между собой стыковыми швами 60, 61, 62, 63 и 64. Устройство для сварки резервуаров из обечаек работает следующим образом. Предварительно резервуар 53 сваривают монтажными сварочными швами из обечаек 54, 55, 56 и 57 и донышек 58 и 59, после чего его устанавливают на ведомые опорные ролики 2, 3, 4, 5, 6, 7, 8, 9, 10 и ведущие опорные ролики 11, 12, 13 и 14, смонтированные на раме 1. После установки резервуара 53 включают дополнительный привод 36, при этом электродвигатель 37 начинает вращаться и через редуктор 38 и цепную передачу 39 передает вращение на ведущий ролик 35, который, перемещаясь по направляющей 50, приводит в движение узел сварки 33 вместе с дополнительной рамой 34, лестницей 46, перилами 47 и сварочным аппаратом 48 с соплом 49. Направляющая 45 с верхним опорным роликом 44, установленным на кронштейне 43,а также ведомые роликоопоры 40, 41 и 42 обеспечивают устойчивость узла сварки 33 как во время его перемещения, так и во время покоя. Узел сварки 33 перемещают дополнительным приводом 36 до тех пор, пока сопло 49 не установится напротив стыкового сварочного шва, например 62. В данном случае устройство готово к выполнению стыкового сварочного шва 62. Затем включают привод 15. Электродвигатель 16 начинает вращаться и через муфту 17 передает вращение основному редуктору 18, при этом его двухсторонний выходной вал со сторонами 19 и 24 вращается и через муфты 20 и 25, дополнительные редукторы 21 и 26 и муфты 22 и 27 передает вращение первому 23 и второму 28 приводным валам. Так как ведущие опорные ролики 11 и 12 жестко связаны с первым приводным валом 23, а ведущие опорные ролики 13 и 14 жестко связаны со вторым приводным валом 28, то ведущие опорные ролики 11, 12, 13 и 14 вращаются и за счет сил трения приводят во вращение резервуар 53. Резервуар 53 начинает вращаться на ведомых опорных роликах 2, 3,4, 5, 6, 7, 8, 9, 10 и на ведущих опорных роликах 11, 12, 13 и 14. Во время вращения резервуара 53 включают сварочный аппарат 48, который обеспечивает выполнение сварки стыкового шва 62. После окончания сварки стыкового шва 62 отключают сварочный аппарат 48 и включают дополнительный привод 36, который обеспечивает перемещение узла сварки 33 к следующему стыковому шву 61, и, выполняя вышеописанные операции, производят его сварку. Также, выполняя вышеописанные операции, производят сварку стыковых швов 60, 63 и 64. 63302010.06.30 После выполнения сварки всех стыковых швов 60, 61, 62, 63, 64 включением привода 36 смещают узел сварки 33 в одно из крайних положений до контакта ведущего ролика 35 или ведомой роликоопоры 40 с упорами 51 или 52, после чего снимают готовый резервуар 53. Установленные на конце 29 первого приводного вала 23 и конце 30 второго приводного вала 28 тормоза 31 и 32 обеспечивают надежную фиксацию приводных валов 23 и 28 при отключенном электродвигателе 16. Таким образом, в устройстве для сварки резервуаров из обечаек, включающем раму 1 со смонтированными на ней ведомыми опорными роликами 2, 3, 4, 5, 6, 7, 8, 9, 10 и ведущими опорными роликами 11, 12, 13, 14, их приводом 15 с основным редуктором 18 и электродвигателем 16, узлом сварки 33, привод 15 ведущих опорных роликов 11, 12, 13 и 14 выполнен в виде первого приводного вала 23 и второго приводного вала 28, жестко связанных с ведущими опорными роликами 11, 12, 13 и 14, и двух дополнительных редукторов 21 и 26, оппозитно расположенных относительно основного редуктора 18, выполненного с двухсторонним выходным валом, кинематически связанным с первым приводным валом 23 и вторым приводным валом 28 дополнительных редукторов 21 и 26,а узел сварки 33 снабжен дополнительной рамой 34, направляющими 45 и 50, дополнительным приводом 36 с ведомыми роликоопорами 40, 41, 42, взаимодействующими с направляющими 45 и 50, обеспечивается равномерное вращение резервуара на ведомых опорных роликах 2, 3, 4, 5, 6, 7, 8, 9, 10 и на ведущих опорных роликах 11, 12, 13 и 14 без приложения к обечайкам 54, 55, 56 и 57 дополнительных нагрузок. В данном устройстве сопло 49 узла сварки 33 расположено над верхней точкой резервуара 53, что позволяет выполнить сварку под флюсом. Вышеуказанные преимущества позволят повысить качество сварки. На данный момент устройство для сварки резервуаров из обечаек изготовлено в ОАО Сейсмотехника и проходят его испытания. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B23K 37/04, B23K 37/00
Метки: резервуаров, устройство, сварки, обечаек
Код ссылки
<a href="https://by.patents.su/5-u6330-ustrojjstvo-dlya-svarki-rezervuarov-iz-obechaek.html" rel="bookmark" title="База патентов Беларуси">Устройство для сварки резервуаров из обечаек</a>
Машина контактной шовной сварки обечаек
Номер патента: U 3432
Опубликовано: 30.04.2007
Авторы: Радченко Александр Адамович, Мартинкевич Людмила Валентиновна
МПК: B23K 11/00
Метки: контактной, машина, сварки, шовной, обечаек
Текст:
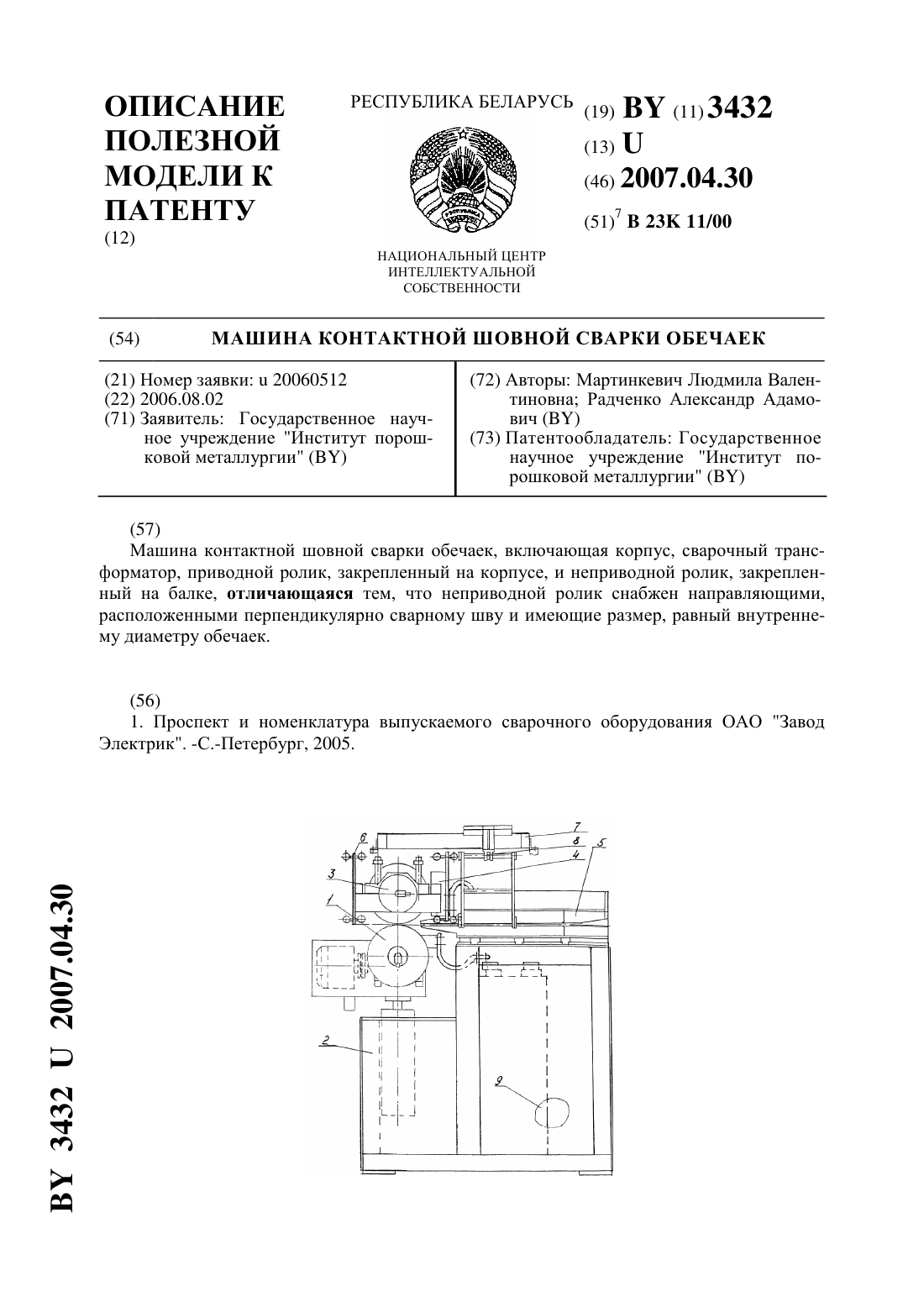
...причем неприводной ролик снабжен направляющими, расположенными перпендикулярно сварному шву и имеющие размер,равный внутреннему диаметру обечаек. На чертеже изображена машина контактной шовной сварки обечаек. Машина контактной шовной сварки обечаек содержит приводной ролик 1, закрепленный на корпусе 2, и неприводной ролик 3, закрепленный на балке 4, снабженной направляющей 5. К неприводному ролику 3 крепятся две направляющие 6 с...
Машина контактной шовной сварки тонкостенных изделий из луженой жести
Номер патента: U 3412
Опубликовано: 30.04.2007
Автор: Мартинкевич Людмила Валентиновна
МПК: B23K 11/06
Метки: машина, жести, тонкостенных, луженой, изделий, шовной, сварки, контактной
Текст:
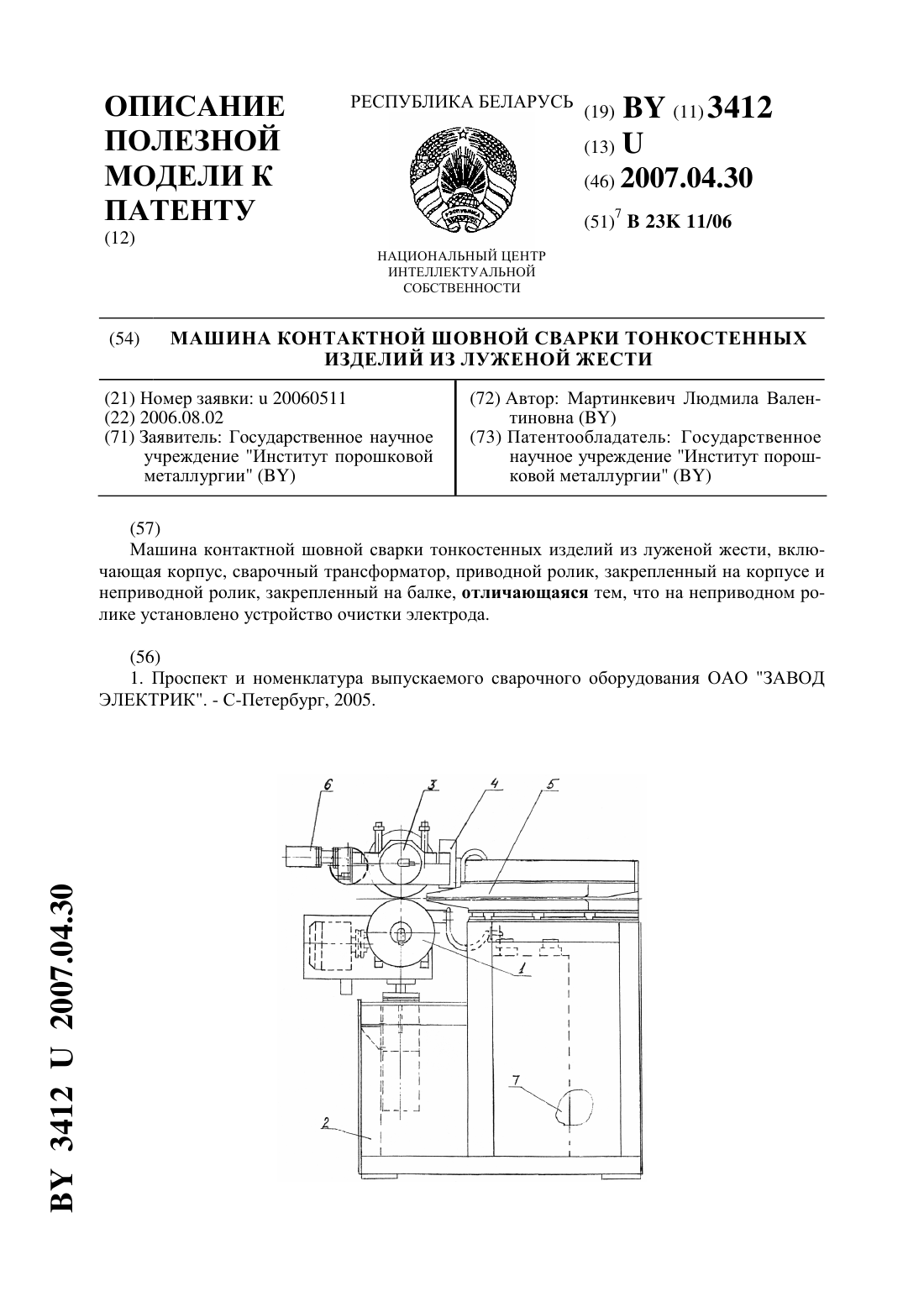
...содержащегося в покрытиях свариваемых изделий. Технический результат достигается в машине контактной шовной сварки тонкостенных изделий из луженой жести, включающей корпус, сварочный трансформатор, приводной ролик, закрепленный на корпусе и неприводной ролик, закрепленный на балке, причем на неприводном ролике установлено устройство очистки электрода. На чертеже изображена машина контактной шовной сварки тонкостенных изделий из луженой...
Машина контактной шовной сварки тонкостенных изделий из луженой жести
Номер патента: U 5357
Опубликовано: 30.06.2009
Авторы: Суворов Анатолий Николаевич, Тимофеев Александр Сергеевич, Андреев Михаил Анатольевич, Радченко Александр Адамович, Стасевич Сергей Александрович
МПК: B23K 11/06
Метки: луженой, жести, сварки, тонкостенных, машина, изделий, контактной, шовной
Текст:
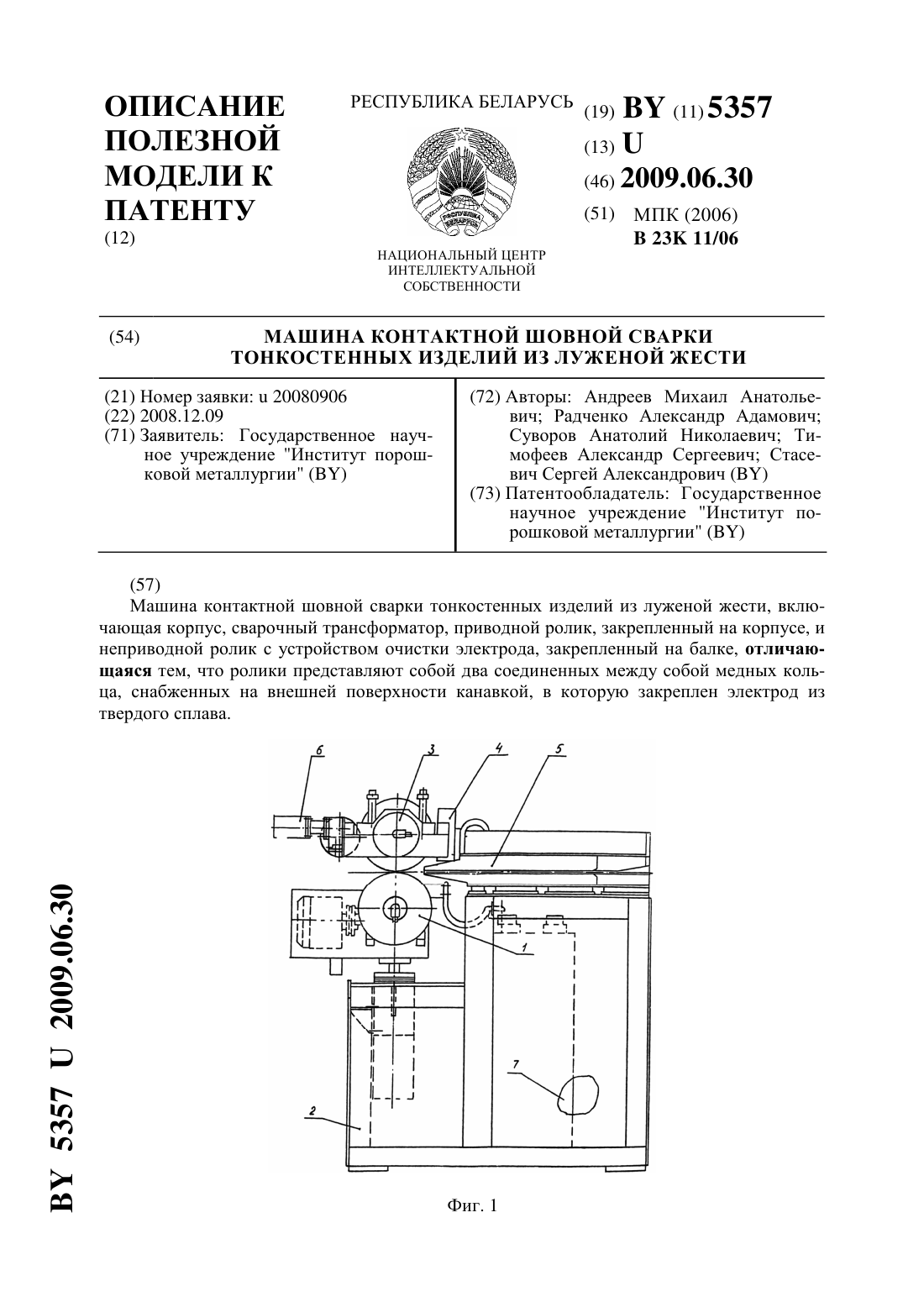
...установленный на балке, при этом ролики представляют собой два соединенных медных кольца, снабженных на внешней поверхности канавкой, в которую закреплен электрод из твердого сплава. На фиг. 1 изображена машина контактной шовной сварки тонкостенных изделий из луженой жести на фиг. 2 - приводной ролик (вид сбоку) на фиг. 3 - неприводной ролик(вид сбоку). Машина контактной шовной сварки тонкостенных изделий из луженой жести содержит...
Устройство градуировки резервуаров
Номер патента: U 6300
Опубликовано: 30.06.2010
Авторы: Бобров Виктор Петрович, Царенко Юрий Валентинович, Телепнев Сергей Николаевич
МПК: G01F 25/00
Метки: устройство, резервуаров, градуировки
Текст:
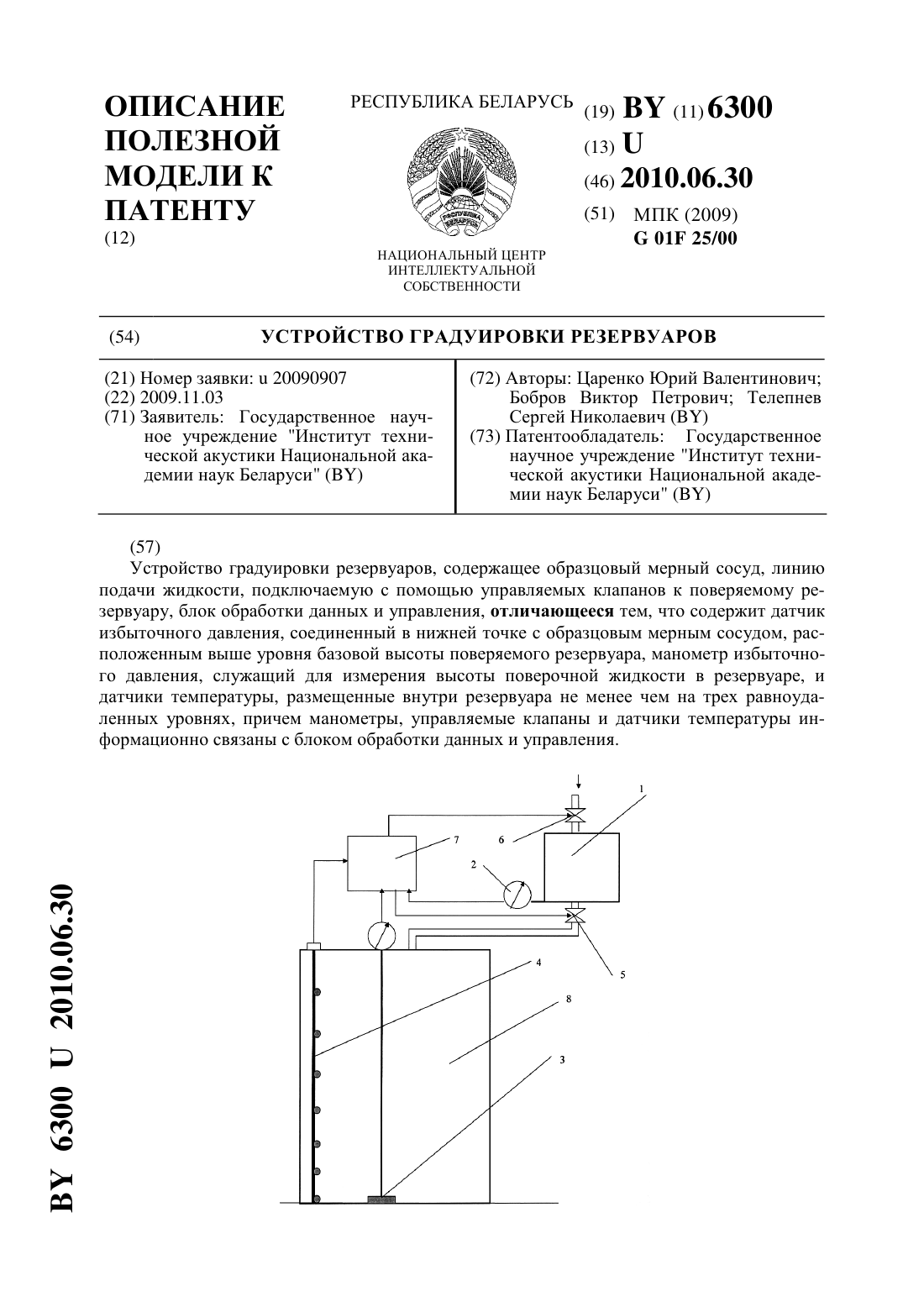
...уровнях. При этом управляемый клапан включения подачи жидкости, манометры и датчики температуры информационно связаны с блоком обработки данных и управления, программное обеспечение которого позволяет с момента получения команды на подачу жидкости без участия оператора вести наполнение резервуара, регистрируя и сопоставляя данные о поступившем объеме, уровне заполнения,температуре, осуществлять автоматическое включение-выключение подачи...
Уторный узел резервуаров нефти и нефтепродуктов
Номер патента: U 4133
Опубликовано: 28.02.2008
Авторы: Дашкевич Владимир Георгиевич, Мишина Татьяна Юрьевна, Котов Василий Ефимович
МПК: E04H 7/00
Метки: нефти, узел, нефтепродуктов, резервуаров, уторный
Текст:
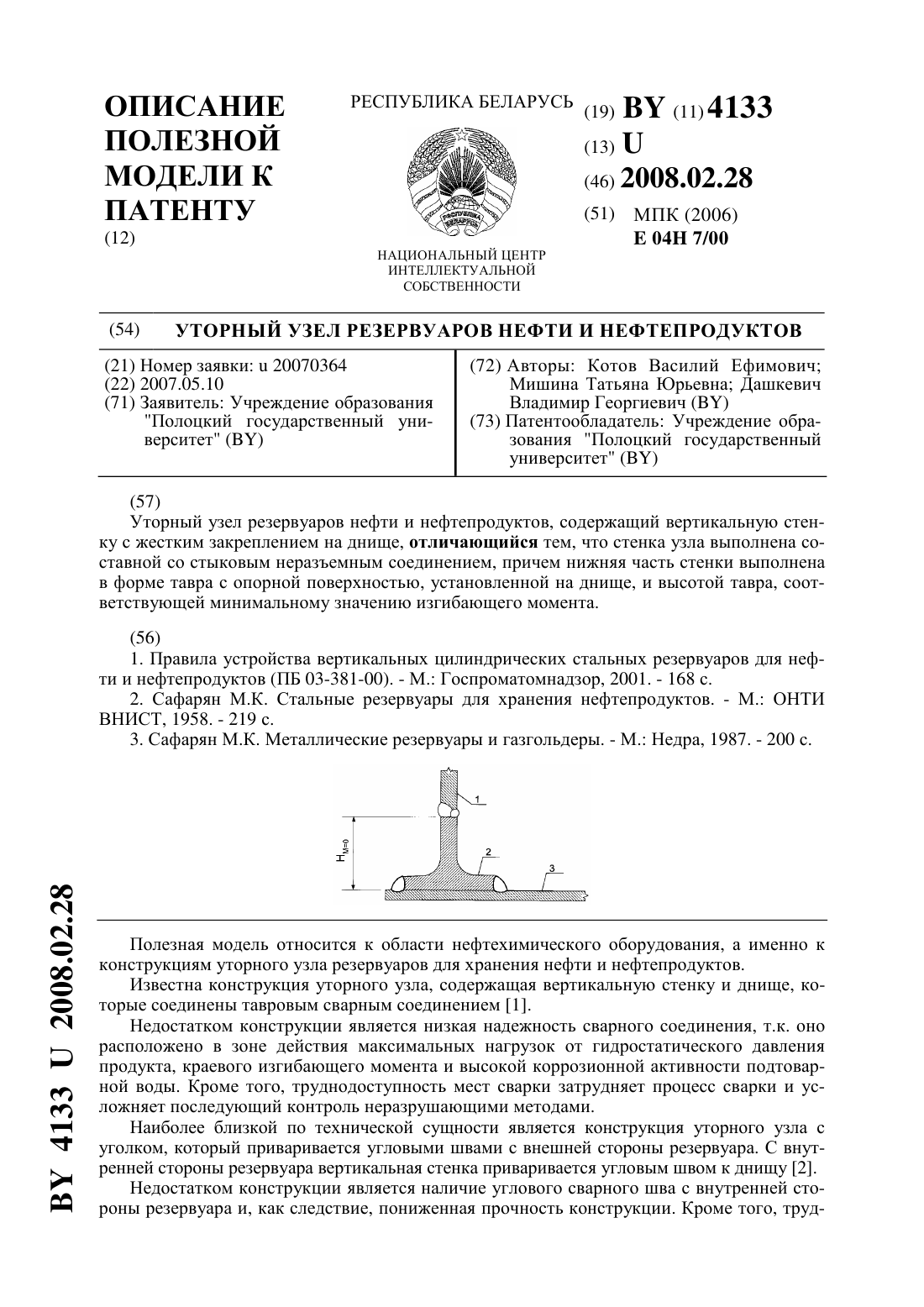
...минимальному значению изгибающего момента. Отличительными признаками заявляемой конструкции являются форма выполнения элемента, а именно вертикальной стенки, которая выполнена составной со стыковым неразъемным соединением, причем нижняя часть стенки выполнена в форме тавра взаиморасположение элементов, т.е. опорная поверхность тавра установлена на днище параметры элемента, а именно высота тавра соответствует минимальному значению...
Предыдущий патент: Станок для обработки пазов на торцах деталей
Следующий патент: Машина для испытания деталей на трение и износ в условиях абразивного изнашивания
Случайный патент: Поплавковая гидроэлектростанция