Способ изготовления внутрисосудистого стента
Номер патента: 8078
Опубликовано: 30.06.2006
Авторы: Герасевич Виталий Александрович, Адзерихо Игорь Эдуардович, Минченя Владимир Тимофеевич, Мрочек Александр Геннадьевич

Текст
(51)61 2/06 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИСОСУДИСТОГО СТЕНТА(71) Заявитель Государственное учреждение образования Белорусская медицинская академия последипломного образования(72) Авторы Мрочек Александр Геннадьевич Минченя Владимир Тимофеевич Адзерихо Игорь Эдуардович Герасевич Виталий Александрович(73) Патентообладатель Государственное учреждение образования Белорусская медицинская академия последипломного образования(57) Способ изготовления внутрисосудистого стента путем придания проволоке змеевидной формы и сворачивания ее по винтовой спирали в трубчатую структуру с равномерным распределением изгибов по окружности таким образом, чтобы размеры змеевидных элементов стента в низкопрофильной конфигурации, содержащего сегменты, обеспечивали возможность введения стента в сосуд человека и его радиальное расправление внутри сосуда до вхождения в зацепление со стенками сосуда, отличающийся тем, что сегменты стента изгибают трапецеидально с углами при вершине более 90, а стент изгибают таким образом, чтобы в низкопрофильной конфигурации он имел равномерно распределенные-образные элементы, радиус закругления вершин у которых и расстояние между центрами кривизны вершин находятся в функциональной зависимости от диаметра раскрытия,радиальной жесткости стента в расправленной конфигурации, а также диаметра баллонакатетера, которую рассчитывают по формуле 1 Д где Д - диаметр раскрытия стента, равный диаметру раскрытия баллон-катетера- радиус закругления вершины -образных элементов, который рассчитывают по формуле 1 - диаметр сечения проволочного стента 8078 1 2006.06.30 к 1 - коэффициент, учитывающий зазор между сегментами стента- диаметр трубчатой структуры стента в низкопрофильной конфигурации, равный диаметру баллон-катетера в исходном состоянии 3,14 1 - расстояние между центрами кривизны вершины -образных элементов стента в низкопрофильной конфигурации 1 - крутящий момент, действующий на стент 1 - момент инерции сечения проволоки стента вокруг оси -Х 0 - угол подъема винтовой спирали, до раскрытия стента М 2 - изгибающий момент, действующий на стент А 2 - момент инерции сечения проволоки стента вокруг оси- длина стента 1 - угол подъема винтовой спирали, после раскрытия стента к 2 - коэффициент, учитывающий зазор между спиралями стента,угол подъема винтовой спирали стента выбирают в зависимости от требуемого диаметра стента в низкопрофильной конфигурации и радиуса закругления вершин -образных элементов, а изготовление стента осуществляют на цилиндрической оправке, диаметр которой не больше половины диаметра стента в раскрытом состоянии, с последующим постепенным обжатием стента с использованием гидропластовой оправки до требуемого диаметра в низкопрофильной конфигурации, с повторным обжатием стента, которое осуществляют эластичной тонкой нитью с шагом не более двух диаметров нити на жесткой 1 цилиндрической оправке длиною не менее, где- длина волны ультразвуковых коле 2 баний в материале оправки, которая жестко соединена с ультразвуковым преобразователем в зоне пучности колебаний, затем одевают гидропластовую оправку с внутренним давлением 5-50 мПа и осуществляют окончательное обжатие стента путем подачи на гидропластовую оправку ультразвуковых колебаний с частотой не менее 22-100 кГц, обжатый стент вместе с жесткой оправкой посредством ультразвуковых колебаний нагревают до температуры 120-240 С с последующим охлаждением до температуры не менее минус 20 С. Изобретение относится к способам изготовления внутрисосудистых стентов и может использоваться в медицине для размещения в сосуде организма. Известен способ изготовления внутрисосудистого стента по заявке РФ 1 путем придания проволоке змеевидной формы и сворачивания ее по винтовой спирали в трубчатую структуру с равномерным распределением изгибов по окружности таким образом, чтобы размеры змеевидных элементов в низкопрофильной конструкции обеспечивали возможность введения стента в сосуд и его радиальное расправление внутри сосуда до вхождения в зацепление со стенками сосуда. Однако данная конструкция обладает недостаточной радиальной жесткостью, что приводит в ряде случаев к опаданию стента, а также к его значительному укорочению в расправленном состоянии. Указанный способ является прототипом по отношению к заявляемому. Общим признаком для заявленного способа и прототипа является придание проволоке змеевидной формы и сворачивание ее по винтовой спирали в трубчатую структуру с равномерным распределением изгибов по окружности таким образом, чтобы размеры змеевидных элементов в низкопрофильной конструкции обеспечивали возможность введения стента в сосуд и его радиальное расправление внутри сосуда для вхождения в зацепление со стенками сосуда. 2 8078 1 2006.06.30 Задачей заявленного способа является повышение радиальной жесткости конструкции и уменьшение продольного укорочения стента в раскрытом состоянии. Поставленная задача достигается следующим образом. Предложен способ изготовления стента путем придания проволоке змеевидной формы и сворачивания ее по винтовой спирали в трубчатую структуру с равномерным распределением изгибов по окружности таким образом, чтобы размеры змеевидных элементов в низкопрофильной конфигурации, содержащего сегменты, обеспечивали возможность введения стента в сосуд человека и его радиальное расправление внутри сосуда до вхождения в зацепление со стенками сосуда, сегменты стента изгибают трапецеидально с углами при вершине более 90, а стент изгибают таким образом, чтобы в низкопрофильной конфигурации он имел равномерно распределенные -образные элементы, радиус закругления вершин у которых и расстояние между центрами кривизны вершин находятся в функциональной зависимости от диаметра раскрытия, радиальной жесткости стента в расправленной конфигурации, а также диаметра баллона-катетера, которую рассчитывают по формуле 2 где Д - диаметр раскрытия стента, равный диаметру раскрытия баллон-катетера- радиус закругления вершины -образных элементов, который рассчитывают по формуле 1 - диаметр сечения проволочного стента к 1 - коэффициент, учитывающий зазор между сегментами стента- диаметр трубчатой структуры стента в низкопрофильной конфигурации, равный диаметру баллон-катетера в исходном состоянии- 3,14 1 - расстояние между центрами кривизны вершины -образных элементов стента в низкопрофильной конфигурации 1 - крутящий момент, действующий на стент 1 - момент инерции сечения проволоки стента вокруг оси -Х 0 - угол подъема винтовой спирали, до раскрытия стента М 2 - изгибающий момент, действующий на стент А 2 - момент инерции сечения проволоки стента вокруг оси- длина стента 1 - угол подъема винтовой спирали, после раскрытия стента,угол подъема винтовой спирали стента выбирают в зависимости от требуемого диаметра стента в низкопрофильной конфигурации и радиуса закругления вершин -образных элементов, а изготовление стента осуществляют на цилиндрической оправке, диаметр которой не больше половины диаметра стента в раскрытом состоянии, с последующим постепенным обжатием стента с использованием гидропластовой оправки до требуемого диаметра в низкопрофильной конфигурации, с повторным обжатием стента, которое осуществляют эластичной тонкой нитью с шагом не более двух диаметров нити на жесткой 1 цилиндрической оправке длиною не менее, где- длина волны ультразвуковых коле 2 баний в материале оправки, которая жестко соединена с ультразвуковым преобразовате 8078 1 2006.06.30 лем в зоне пучности колебаний, затем одевают гидропластовую оправку с внутренним давлением 5-50 мПа и осуществляют окончательное обжатие стента путем подачи на гидропластовую оправку ультразвуковых колебаний с частотой не менее 22-100 кГц, обжатый стент вместе с жесткой оправкой посредством ультразвуковых колебаний нагревают до температуры 120-240 с последующим охлаждением до температуры не менее минус 20 С. Пример выполнения. Требуется изготовить стент для стентирования артериальных сосудов. Для этого берут проволоку диаметром 140-160 микрометров из нержавеющей стали марки 316 или 316 длиною 150 мм. Затем проволоку изгибают на специальном штыревом приспособлении таким образом, чтобы стент в низкопрофильной конфигурации имел равномерно разделенные -образные элементы, радиус закругления вершин у которых и расстояние между центрами кривизны которых находится в функциональной зависимости от диаметра раскрытия, радиальной жесткости стента в расправленной конфигурации, а также диаметра баллона-катетера. Требуемую функциональную зависимость рассчитывают по формуле 2 где Д - диаметр раскрытия стента, равный диаметру раскрытия баллон-катетера- радиус закругления вершины -образных элементов, который рассчитывают по формуле В данном случае расчетный диаметр раскрытия стента Д с учетом его стентирования в артериальном сосуде должен быть следующим Д 7 мм. Сегменты стента изгибают трапецеидальными с углами при вершине более 90. Это нужно для того, чтобы обеспечить необходимую радиальную жесткость стента в раскрытом состоянии. Угол подъема винтовой спирали стента в данном случае с учетом требуемого диаметра трубчатой структуры стента и радиуса закругления вершин -образного элемента, равного 3 мм, будет равен 32,3. Учитывая определенные параметры берут цилиндрическую оправку, диаметр которой 7 мм и который равен определенному диаметру стента в раскрытом состоянии, и наматывают по винтовой спирали проволоку, после чего спираль снимают и осуществляют постепенное обжатие стента с использованием гидропластовой оправки до требуемого диаметра 1,6 мм. После этого осуществляют повторное обжатие стента в низкопрофильной конфигурации. Для этого стент, который находится в низкопрофильной конфигурации, одевают на 1 жесткую цилиндрическую оправку, длина которой составляет не менее, где- длина 2 волны ультразвуковых колебаний в материале оправки. В данном случае оправка изготовлена из титанового сплава иравна 160 мм. Оправка соединена с ультразвуковым преобразователем в зоне пучности колебаний. Затем стент обматывают тонкой эластичной нитью с шагом не более двух диаметров нити, включают ультразвуковой преобразователь и в течение 2 мин производят повторное обжатие стента в низкопрофильной конфигурации. 8078 1 2006.06.30 После этого на обжатый стент с жесткой оправкой одевают гидропластовую оправку с внутренним давлением 5-50 мПа и осуществляют окончательное обжатие стента путем подачи ультразвуковых колебаний с частотой не менее 22-100 кГц в течение 5-20 секунд. Для получения необходимой расчетной жесткости обжатый стент вместе с жесткой оправкой посредством ультразвуковых колебаний нагревают до температуры 120-240 С,после чего охлаждают до температуры не менее минус 20 С. Изготовленный таким образом по заявляемому способу стент имеет хорошую приспосабливаемость к изгибам артерии на месте стентирования, меньшее содержание металла в стентированном участке, хорошую проходимость через извитые участки сосуда, высокую пластичность, т.е. раскрываемость под давлением не более 5 атмосфер, не вызывает турбулентности кровотока в стентированной артерии и оставляет более 80 открытой поверхности интимы. По сравнению с прототипом механизм раскрытия -образных элементов в заявленном способе позволяет получить укорочение общей длины стента после его раскрытия меньше 5 и значительно повысить радиальную жесткость конструкции за счет достижения высокой степени продольной гибкости. Источники информации 1. РФ 98/00423 А, МПК 661 2/06, 1999 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: A61F 2/06
Метки: способ, внутрисосудистого, стента, изготовления
Код ссылки
<a href="https://by.patents.su/5-8078-sposob-izgotovleniya-vnutrisosudistogo-stenta.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления внутрисосудистого стента</a>
Стент
Номер патента: 7379
Опубликовано: 30.09.2005
Авторы: Буйнова Юлия Евгеньевна, Мрочек Александр Геннадьевич, Липкин Николай Аркадьевич, Адзерихо Игорь Эдуардович, Александров Валерий Михайлович
МПК: A61F 2/06
Метки: стент
Текст:
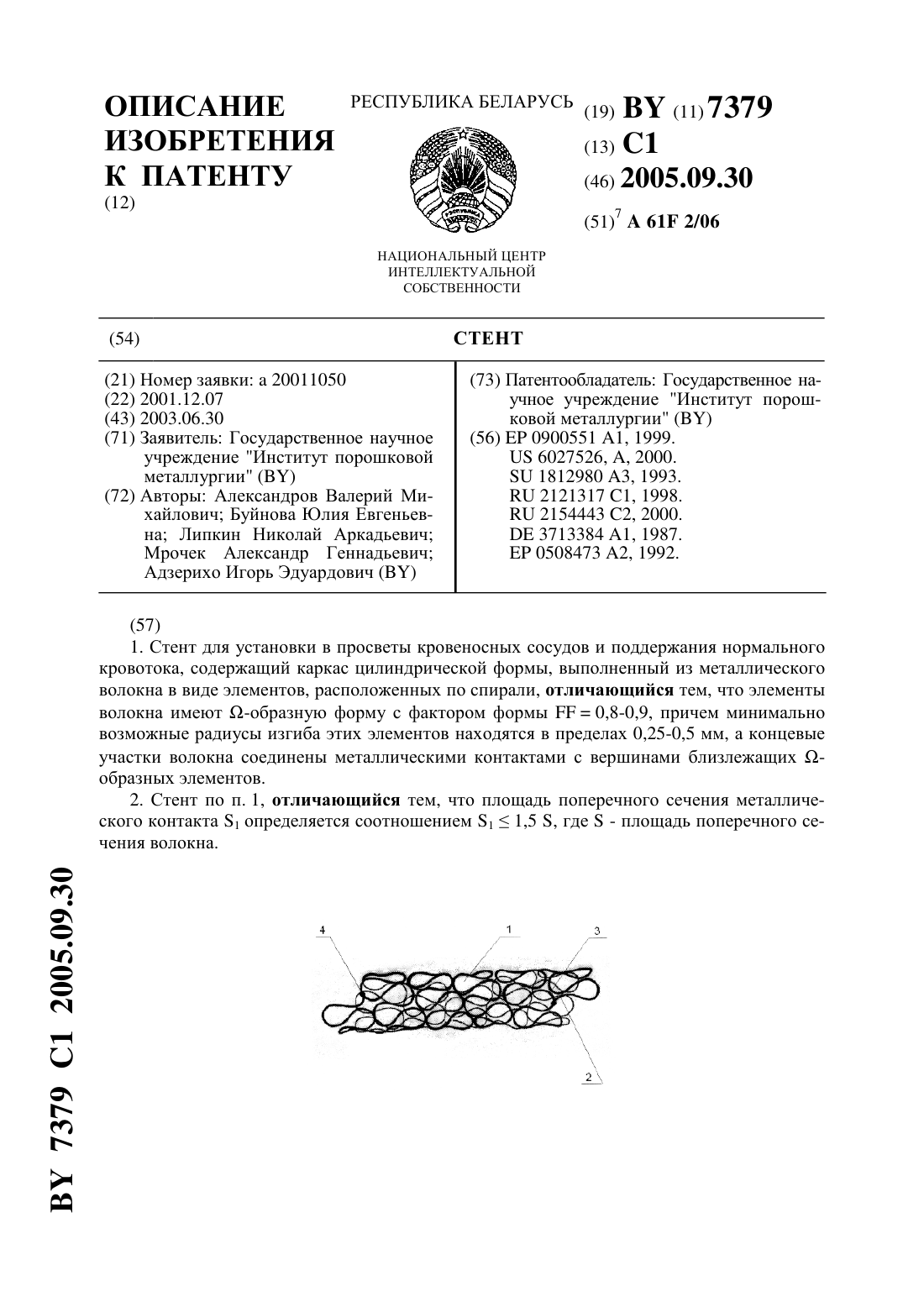
...конструкцией, представляющей собой спираль с витками, дополнительно не связанными друг с другом, что дает возможность использовать стент в удаленных труднопроходимых сосудах сложной формы. Жесткость составных элементов витков спирали обеспечивается сочетанием их -образной формы с минимально возможными радиусами изгиба. Величина радиусов изгиба для коррозионностойких сталей аустенитного класса, широко применяемых при изготовлении стентов,...
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 3554
Опубликовано: 30.09.2000
Авторы: Александров Валерий Михайлович, Скугарь Алексей Александрович, Богинский Леонид Стефанович, Реут Олег Павлович, Бадыкин Анатолий Анатольевич
МПК: B01D 39/12, B21F 3/04
Метки: изготовления, способ, трубчатого, элемента, композиционного, проницаемого
Текст:
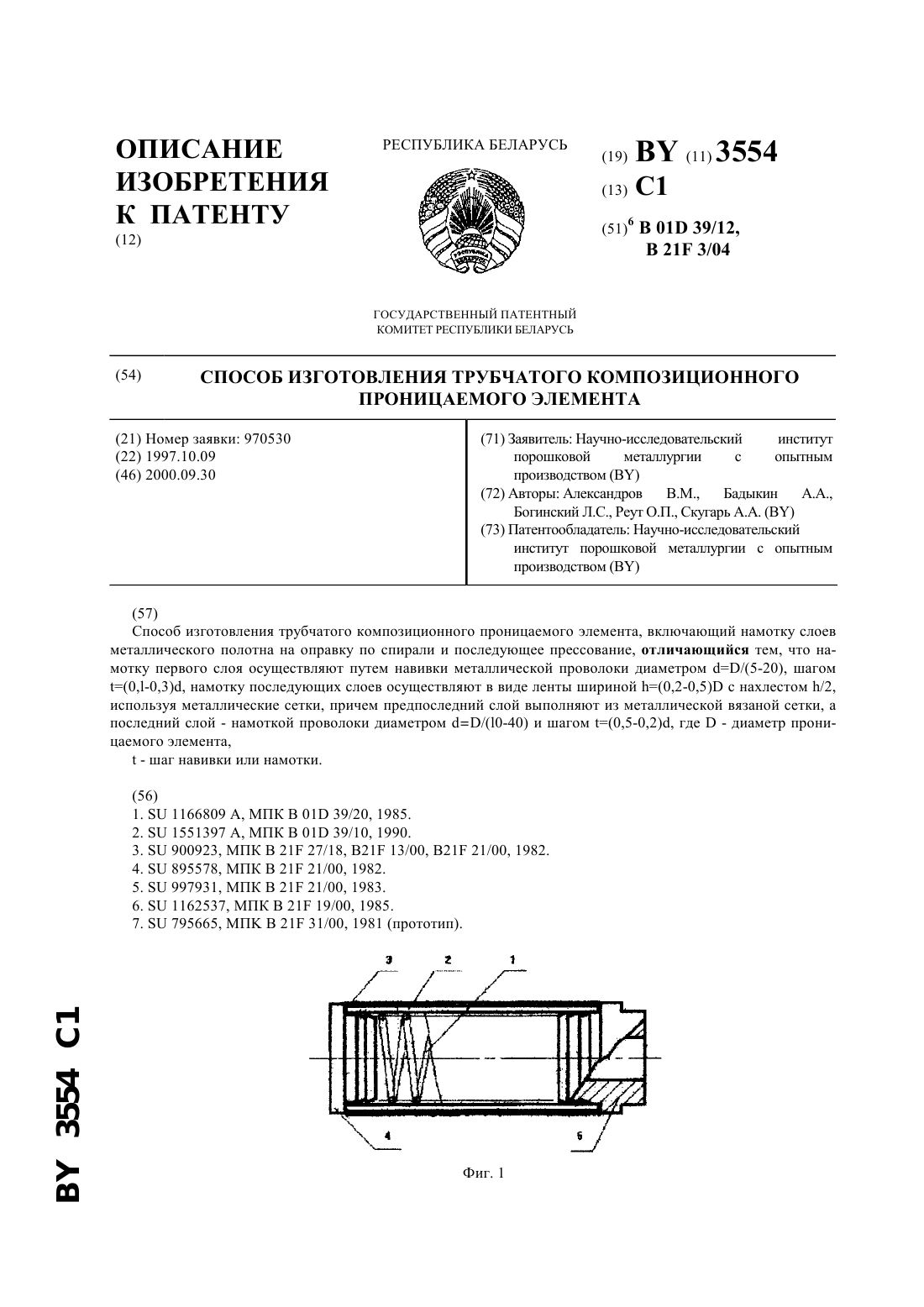
...швом 7. Однако такая технология предусматривает наличие дорогостоящего нагревательного оборудования, кроме того, нагрев сетчатого полотна снижает его прочностные свойства (снимается наклеп нагартованной проволоки сетки). Технической задачей изобретения является повышение эксплуатационных характеристик фильтра(трубчатого проницаемого композиционного элемента). Поставленная техническая задача решается тем, что в способе изготовления...
Способ изготовления клише для глубокой печати
Номер патента: 7964
Опубликовано: 30.04.2006
Авторы: Мачнев Вячеслав Петрович, Бакаев Александр Григорьевич
Метки: печати, клише, способ, изготовления, глубокой
Текст:
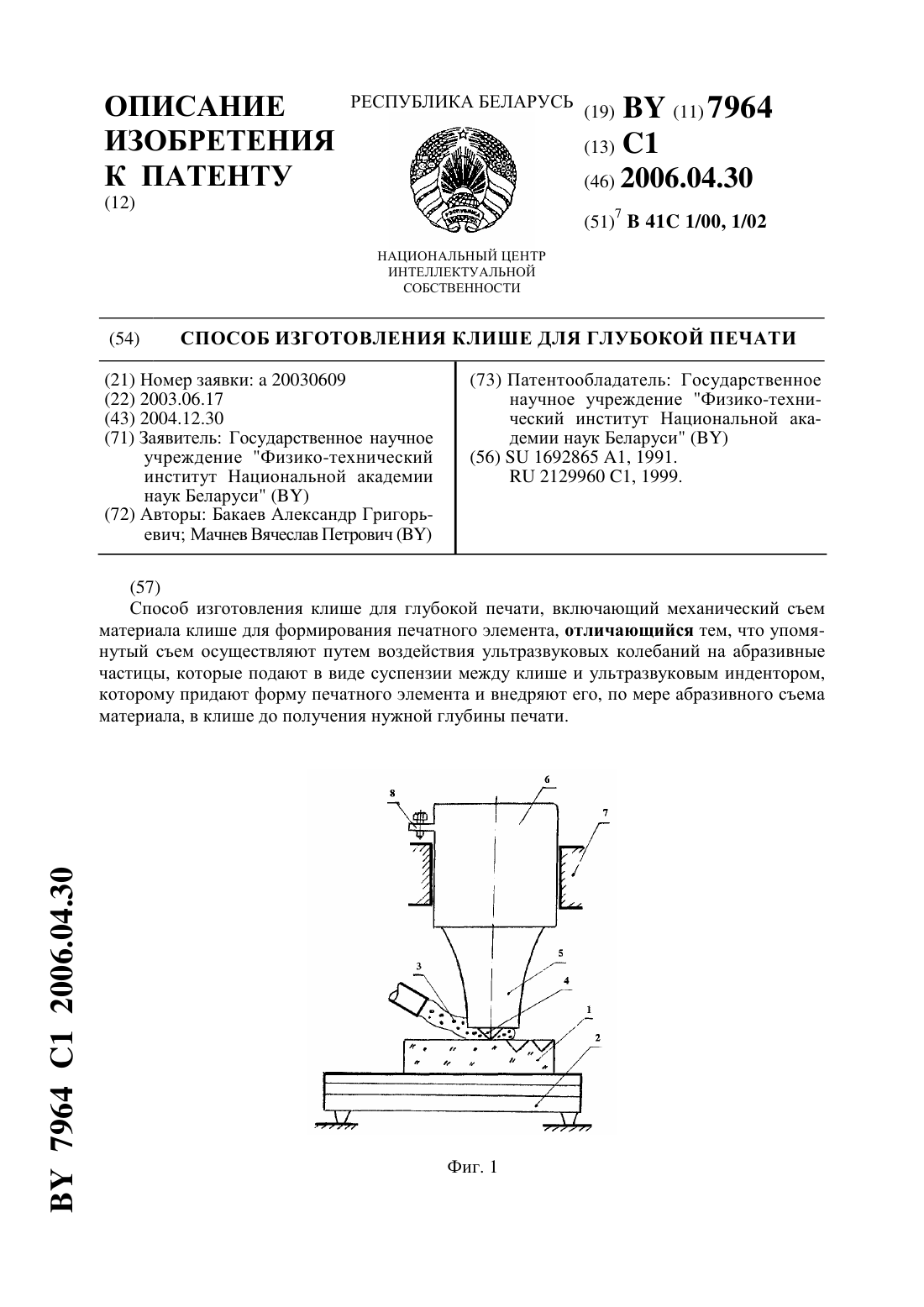
...форму индентора в клише, например, в виде трехгранной пирамиды с четкими плоскими гранями и углами между ними, что необходимо для производства ретрорефлекторных пленок. Ультразвуковая гидроабразивная обработка обеспечивает точность изготовления печатного элемента 1-2 мкм при шероховатости менее 0,2 мкм, что невозможно осуществить при манипулировании резцом. Для повышения производительности съема материала клише, его изготавливают из...
Аппарат для ультрафиолетового внутрисосудистого облучения крови
Номер патента: U 2508
Опубликовано: 28.02.2006
Авторы: Плавская Людмила Геннадьевна, Мостовников Андрей Васильевич, Леусенко Игорь Александрович, Плавский Виталий Юльянович, Рябцев Александр Борисович, Мостовников Василий Андреевич, Мостовникова Галина Ростиславовна, Гиневич Валерий Валерьевич
МПК: A61N 5/06
Метки: крови, внутрисосудистого, аппарат, облучения, ультрафиолетового
Текст:
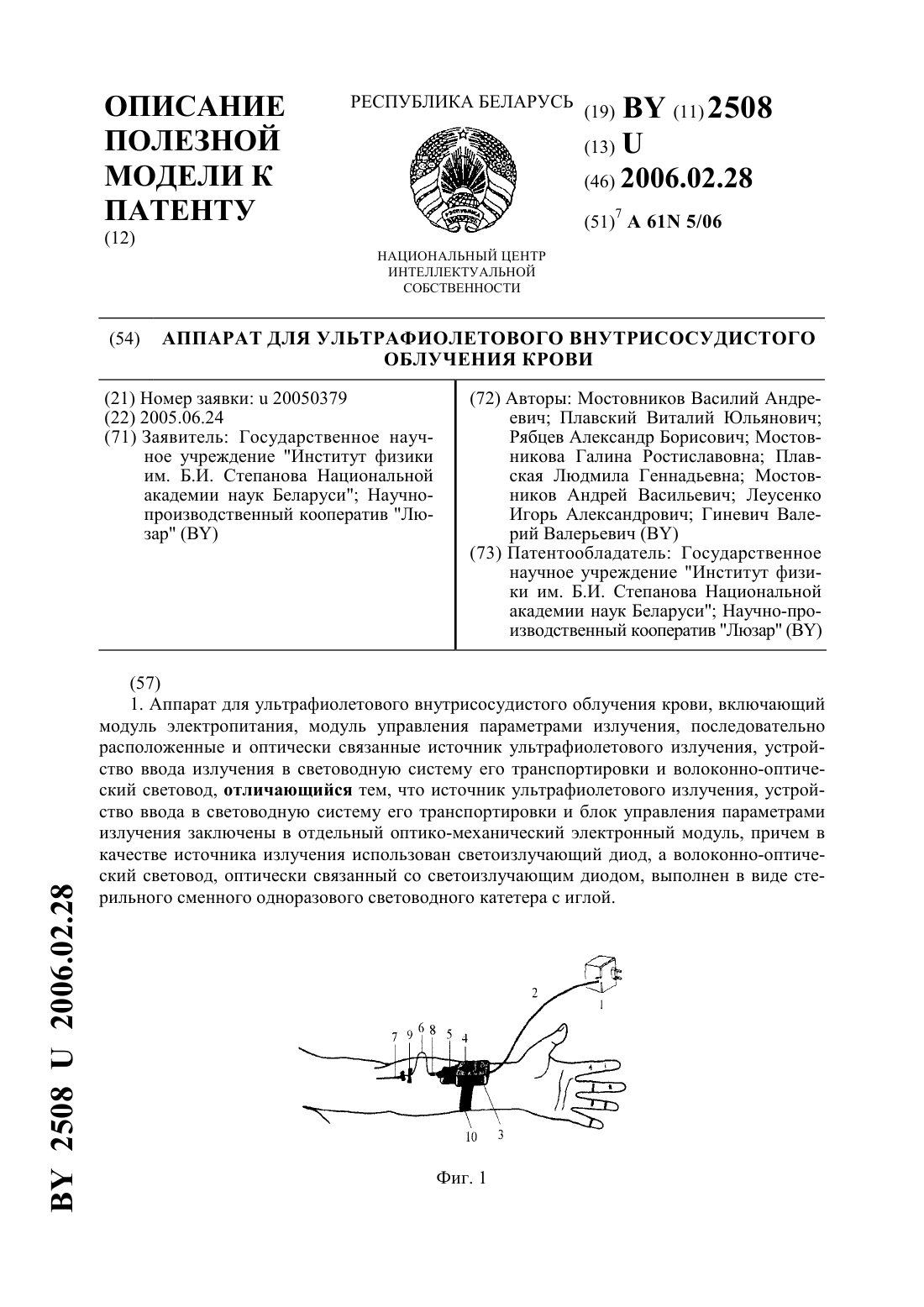
...световодом обеспечивает устройство 5 ввода излучения в световодную систему его транспортировки. Один из концов волоконно-оптического световода, выполненного в виде стерильного сменного одноразового световодного катетера 6, зафиксирован в устройстве 5 с помощью полимерной оправки 8. Кроме указанных элементов, блок-схема, показанная на фиг. 4, содержит источник ультрафиолетового излучения, выполненный в виде светоизлучающего диода 11 и...
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 5998
Опубликовано: 30.03.2004
Авторы: Реут Олег Павлович, Бадыкин Анатолий Анатольевич, Скугарь Алексей Александрович, Александров Валерий Михайлович, Богинский Леонид Стефанович
МПК: B21F 31/00
Метки: способ, элемента, трубчатого, проницаемого, изготовления, композиционного
Текст:
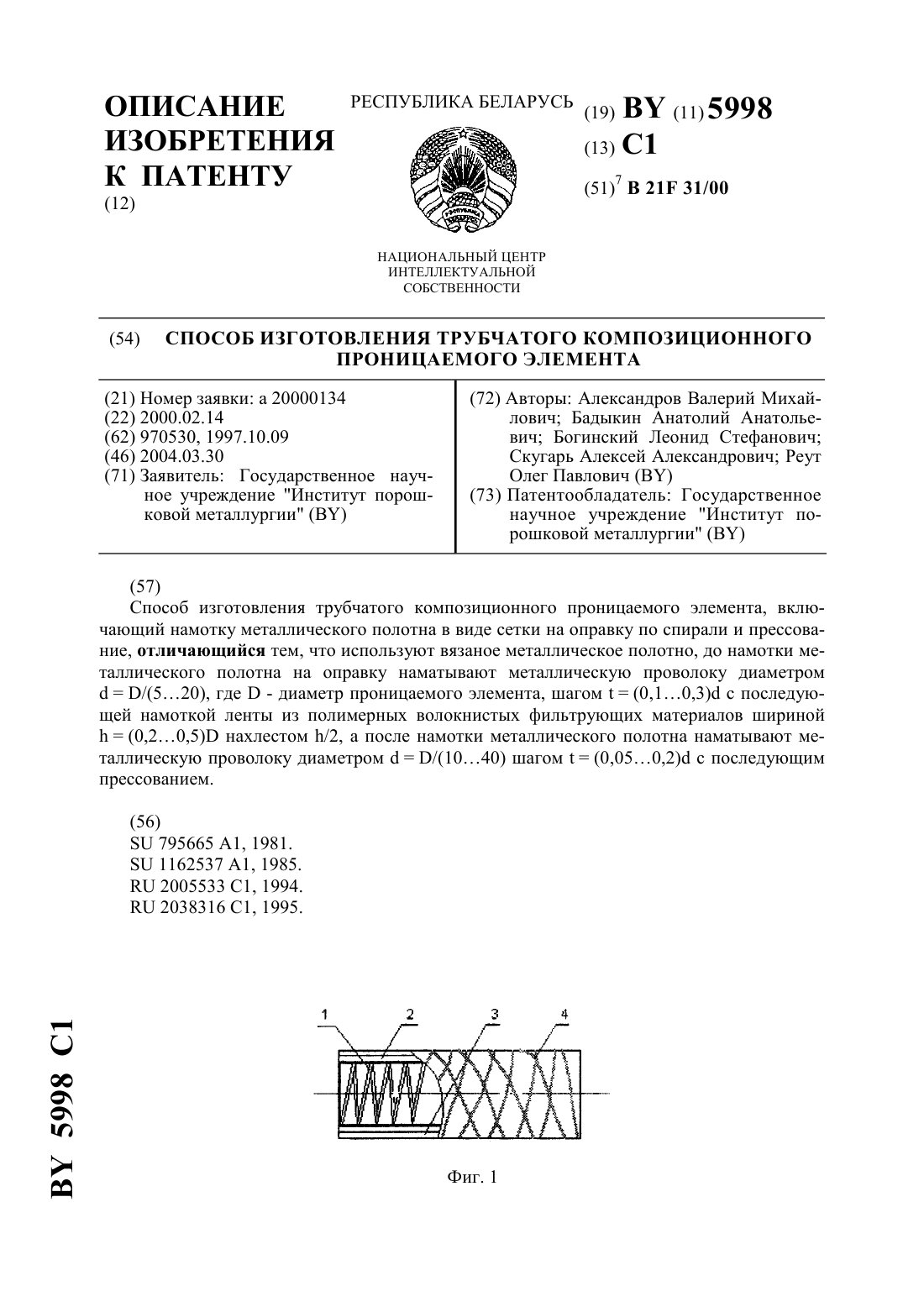
...(ТКПЭ), включающего намотку металлического полотна в виде сетки на оправку по спирали и прессование, используют вязаное металлическое полотно, до намотки металлического полотна на оправку наматывают металлическую проволоку диаметром/(520), где- диаметр проницаемого элемента, шагом(0,10,3) с последующей намоткой ленты из полимерных волокнистых фильтрующих материалов шириной(0,20,5) нахлестом /2, а после намотки металлического полотна...
Предыдущий патент: Способ диагностики метастазов папиллярного рака щитовидной железы в лимфатических узлах шеи
Следующий патент: Устройство для обнаружения пропуска изоляции труб
Случайный патент: Селективный травитель слоев InGaAs относительно InGaAsP