Способ изготовления клише для глубокой печати
Номер патента: 7964
Опубликовано: 30.04.2006
Авторы: Бакаев Александр Григорьевич, Мачнев Вячеслав Петрович
Текст
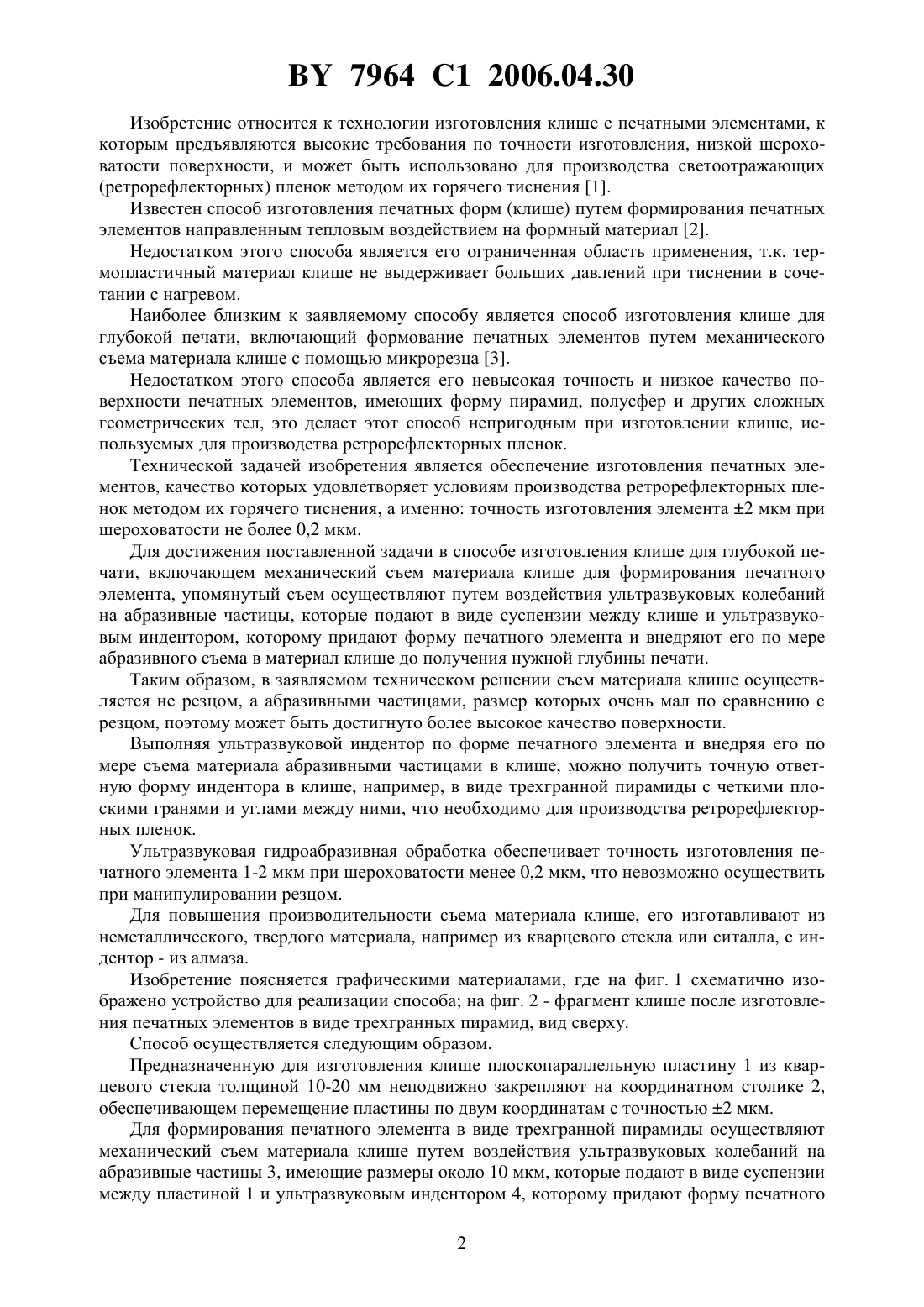
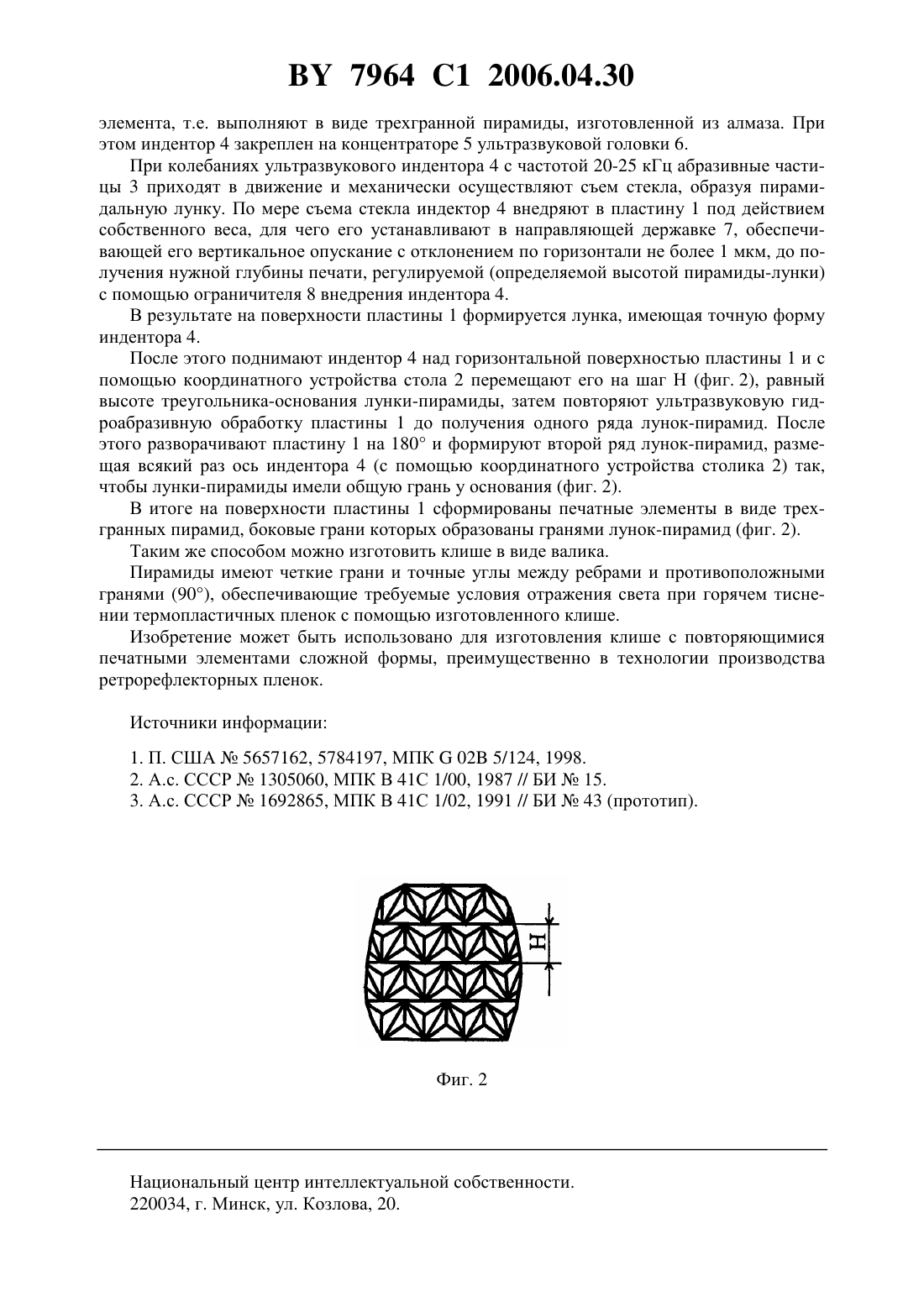
(51)41 1/00, 1/02 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ КЛИШЕ ДЛЯ ГЛУБОКОЙ ПЕЧАТИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Бакаев Александр Григорьевич Мачнев Вячеслав Петрович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Способ изготовления клише для глубокой печати, включающий механический съем материала клише для формирования печатного элемента, отличающийся тем, что упомянутый съем осуществляют путем воздействия ультразвуковых колебаний на абразивные частицы, которые подают в виде суспензии между клише и ультразвуковым индентором,которому придают форму печатного элемента и внедряют его, по мере абразивного съема материала, в клише до получения нужной глубины печати. 7964 1 2006.04.30 Изобретение относится к технологии изготовления клише с печатными элементами, к которым предъявляются высокие требования по точности изготовления, низкой шероховатости поверхности, и может быть использовано для производства светоотражающих(ретрорефлекторных) пленок методом их горячего тиснения 1. Известен способ изготовления печатных форм (клише) путем формирования печатных элементов направленным тепловым воздействием на формный материал 2. Недостатком этого способа является его ограниченная область применения, т.к. термопластичный материал клише не выдерживает больших давлений при тиснении в сочетании с нагревом. Наиболее близким к заявляемому способу является способ изготовления клише для глубокой печати, включающий формование печатных элементов путем механического съема материала клише с помощью микрорезца 3. Недостатком этого способа является его невысокая точность и низкое качество поверхности печатных элементов, имеющих форму пирамид, полусфер и других сложных геометрических тел, это делает этот способ непригодным при изготовлении клише, используемых для производства ретрорефлекторных пленок. Технической задачей изобретения является обеспечение изготовления печатных элементов, качество которых удовлетворяет условиям производства ретрорефлекторных пленок методом их горячего тиснения, а именно точность изготовления элемента 2 мкм при шероховатости не более 0,2 мкм. Для достижения поставленной задачи в способе изготовления клише для глубокой печати, включающем механический съем материала клише для формирования печатного элемента, упомянутый съем осуществляют путем воздействия ультразвуковых колебаний на абразивные частицы, которые подают в виде суспензии между клише и ультразвуковым индентором, которому придают форму печатного элемента и внедряют его по мере абразивного съема в материал клише до получения нужной глубины печати. Таким образом, в заявляемом техническом решении съем материала клише осуществляется не резцом, а абразивными частицами, размер которых очень мал по сравнению с резцом, поэтому может быть достигнуто более высокое качество поверхности. Выполняя ультразвуковой индентор по форме печатного элемента и внедряя его по мере съема материала абразивными частицами в клише, можно получить точную ответную форму индентора в клише, например, в виде трехгранной пирамиды с четкими плоскими гранями и углами между ними, что необходимо для производства ретрорефлекторных пленок. Ультразвуковая гидроабразивная обработка обеспечивает точность изготовления печатного элемента 1-2 мкм при шероховатости менее 0,2 мкм, что невозможно осуществить при манипулировании резцом. Для повышения производительности съема материала клише, его изготавливают из неметаллического, твердого материала, например из кварцевого стекла или ситалла, с индентор - из алмаза. Изобретение поясняется графическими материалами, где на фиг. 1 схематично изображено устройство для реализации способа на фиг. 2 - фрагмент клише после изготовления печатных элементов в виде трехгранных пирамид, вид сверху. Способ осуществляется следующим образом. Предназначенную для изготовления клише плоскопараллельную пластину 1 из кварцевого стекла толщиной 10-20 мм неподвижно закрепляют на координатном столике 2,обеспечивающем перемещение пластины по двум координатам с точностью 2 мкм. Для формирования печатного элемента в виде трехгранной пирамиды осуществляют механический съем материала клише путем воздействия ультразвуковых колебаний на абразивные частицы 3, имеющие размеры около 10 мкм, которые подают в виде суспензии между пластиной 1 и ультразвуковым индентором 4, которому придают форму печатного 2 7964 1 2006.04.30 элемента, т.е. выполняют в виде трехгранной пирамиды, изготовленной из алмаза. При этом индентор 4 закреплен на концентраторе 5 ультразвуковой головки 6. При колебаниях ультразвукового индентора 4 с частотой 20-25 кГц абразивные частицы 3 приходят в движение и механически осуществляют съем стекла, образуя пирамидальную лунку. По мере съема стекла индектор 4 внедряют в пластину 1 под действием собственного веса, для чего его устанавливают в направляющей державке 7, обеспечивающей его вертикальное опускание с отклонением по горизонтали не более 1 мкм, до получения нужной глубины печати, регулируемой (определяемой высотой пирамиды-лунки) с помощью ограничителя 8 внедрения индентора 4. В результате на поверхности пластины 1 формируется лунка, имеющая точную форму индентора 4. После этого поднимают индентор 4 над горизонтальной поверхностью пластины 1 и с помощью координатного устройства стола 2 перемещают его на шаг Н (фиг. 2), равный высоте треугольника-основания лунки-пирамиды, затем повторяют ультразвуковую гидроабразивную обработку пластины 1 до получения одного ряда лунок-пирамид. После этого разворачивают пластину 1 на 180 и формируют второй ряд лунок-пирамид, размещая всякий раз ось индентора 4 (с помощью координатного устройства столика 2) так,чтобы лунки-пирамиды имели общую грань у основания (фиг. 2). В итоге на поверхности пластины 1 сформированы печатные элементы в виде трехгранных пирамид, боковые грани которых образованы гранями лунок-пирамид (фиг. 2). Таким же способом можно изготовить клише в виде валика. Пирамиды имеют четкие грани и точные углы между ребрами и противоположными гранями (90), обеспечивающие требуемые условия отражения света при горячем тиснении термопластичных пленок с помощью изготовленного клише. Изобретение может быть использовано для изготовления клише с повторяющимися печатными элементами сложной формы, преимущественно в технологии производства ретрорефлекторных пленок. Источники информации 1. П. США 5657162, 5784197, МПК 02 5/124, 1998. 2. А.с. СССР 1305060, МПК В 41 С 1/00, 1987 // БИ 15. 3. А.с. СССР 1692865, МПК В 41 С 1/02, 1991 // БИ 43 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
Метки: клише, способ, печати, изготовления, глубокой
Код ссылки
<a href="https://by.patents.su/3-7964-sposob-izgotovleniya-klishe-dlya-glubokojj-pechati.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления клише для глубокой печати</a>
Способ глубокой очистки газов
Номер патента: 3349
Опубликовано: 30.06.2000
Авторы: Щурин Валерий Николаевич, Хамченок Марина Владимировна, Степаненко Валерий Николаевич, Ананьин Владимир Николаевич
МПК: C10K 1/00, B01J 19/28
Метки: способ, очистки, газов, глубокой
Текст:
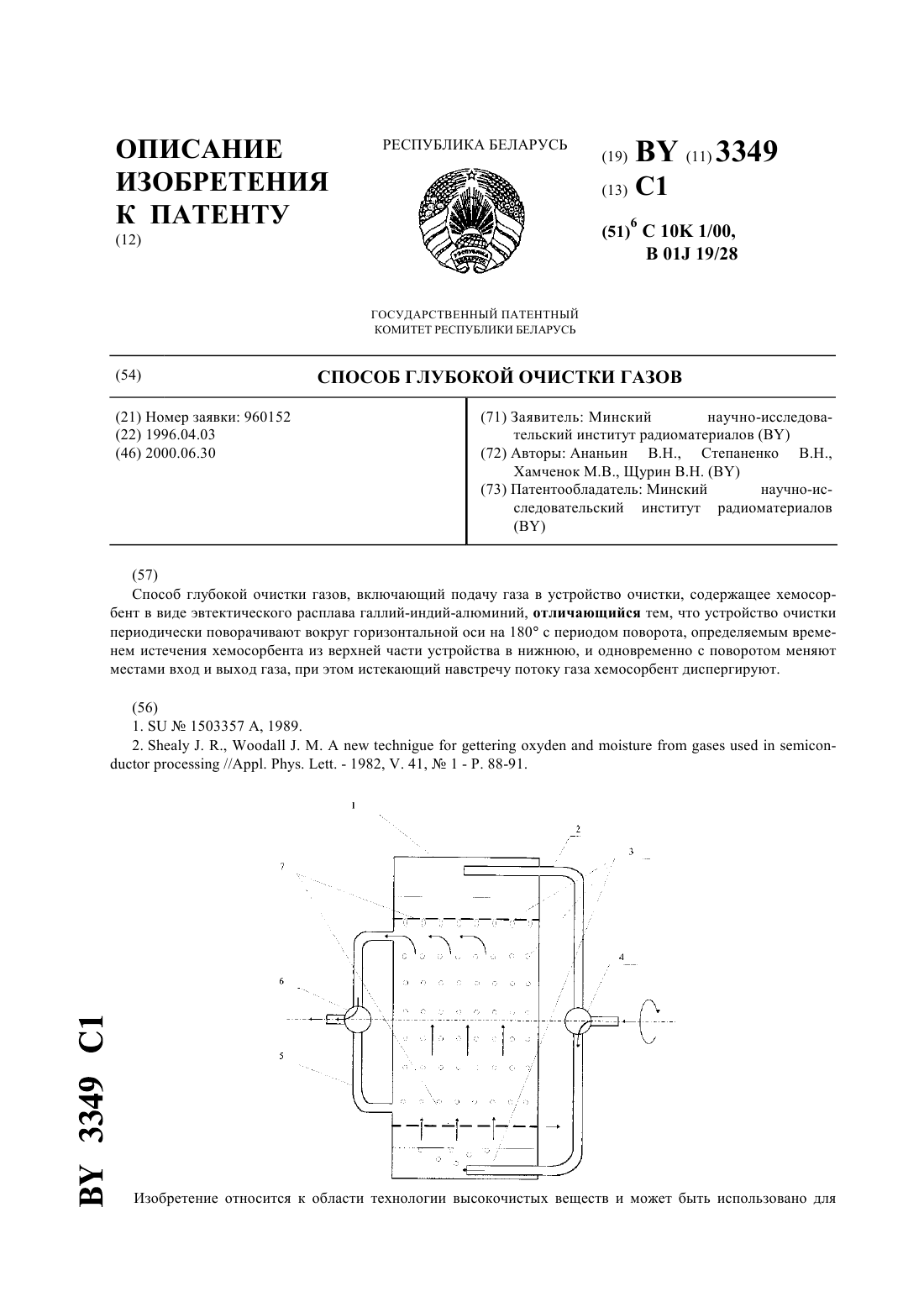
...содержащегося в расплаве алюминия. Кроме того, образующийся в ходе очистки оксид алюминия накапливается на поверхности расплава, образуя плотную корку. В результате этого резко возрастает гидравлическое сопротивление расплава и очистка становится неэффективной задолго до полного расходования алюминия в расплаве. Кроме того, уже при объемной скорости подачи газа свыше 150 ч-1 эффективность очистки заметно снижается вследствие уменьшения...
Осветитель для проекционной оптической печати
Номер патента: 7688
Опубликовано: 28.02.2006
Авторы: Гуревич Элла Семеновна, Фокова Галина Валерьяновна
МПК: G03B 27/32, G03B 27/16, F21V 5/04...
Метки: осветитель, проекционной, оптической, печати
Текст:
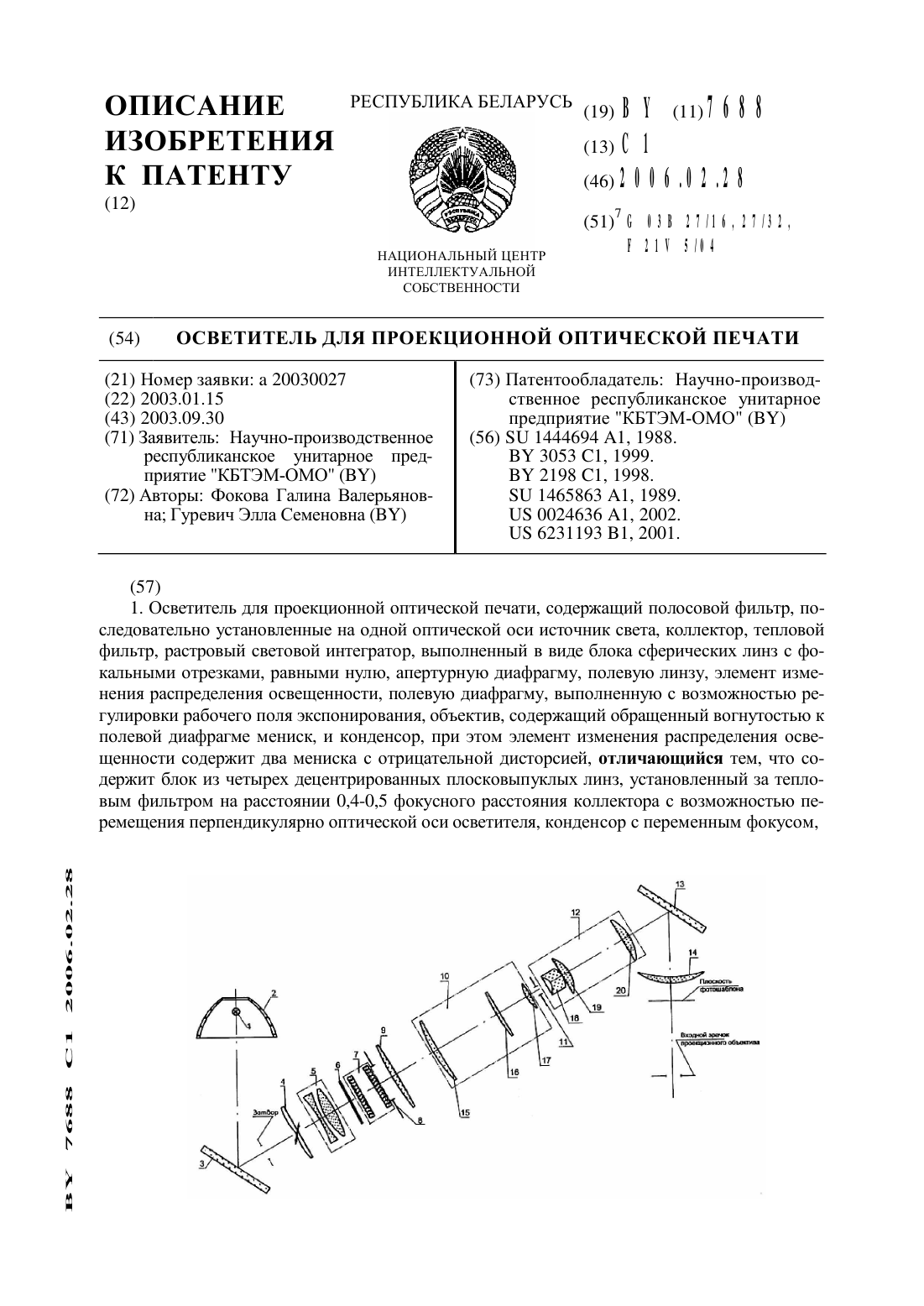
...содержащий полосовой фильтр, последовательно установленные на одной оптической оси источник света, коллектор, тепловой фильтр, растровый световой интегратор, выполненный в виде блока сферических линз с фокальными отрезками, равными нулю, апертурную диафрагму, полевую линзу, элемент изменения распределения освещенности, полевую диафрагму, выполненную с возможностью регулировки рабочего поля экспонирования, объектив, содержащий обращенный во...
Токопроводящая паста для металлизации обожженной керамики, преимущественно пластин однослойных конденсаторов методом трафаретной печати
Номер патента: 829
Опубликовано: 15.08.1995
Авторы: Самойлов В. В., Коломайнен В. В., Демчук И. Н., Семочкин В. И., Макарова Н. Г., Головина К. И., Широков М. Ф.
МПК: H01B 1/02
Метки: методом, керамики, трафаретной, конденсаторов, паста, пластин, печати, преимущественно, обожженной, однослойных, металлизации, токопроводящая
Текст:
...годных надет путмс оптимизации фонетически. печатных н тещ логически свойств пасты при одновременном сщехщ е. стошоотн п повншешп производительности работы. .Сущность изобретения еантпочается в том, что в заявленной токопрц вопящей пасте для металлизации обогащнной трешки. прешуществешо пда тив однослойных конденсаторов методом трафаретной печати, содержащей мс кодпсперсное серебро. стекпофрпттудтэтидщещщгхову н сосновое масло, воща...
Способ изготовления керамических монолитных конденсаторов
Номер патента: 2135
Опубликовано: 30.06.1998
Автор: Ремов Леонид Максимович
МПК: H01G 4/12, H01G 13/00
Метки: способ, изготовления, керамических, монолитных, конденсаторов
Текст:
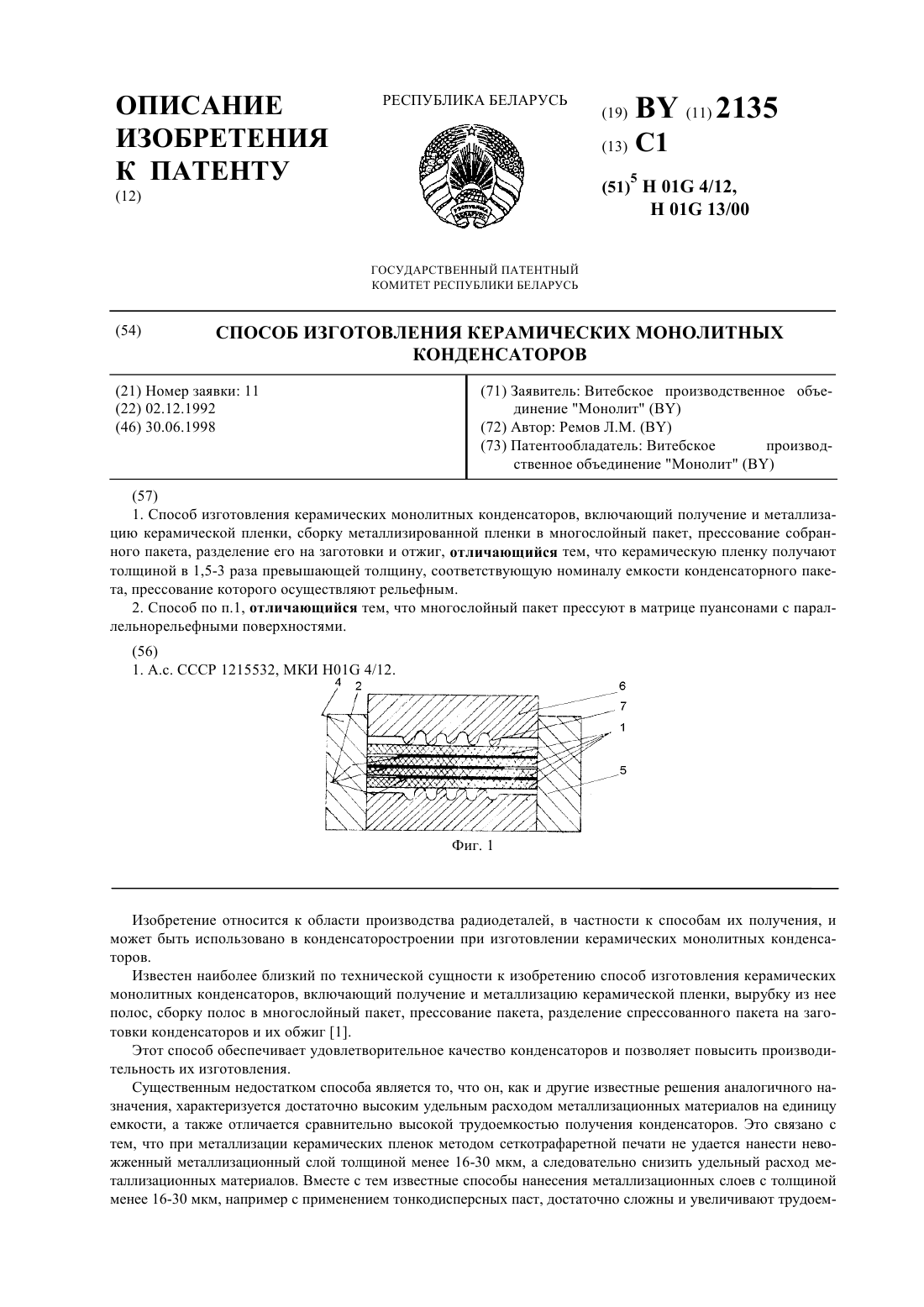
...удельного расхода металлизационных материалов и снижение трудоемкости изготовления конденсаторов достигается в результате того, что при прессовании пакета рельефным происходит растяжение и соответственно уменьшение толщины керамических пленок и металлизационных слоев пакета,что приводит к увеличению активной площади конденсаторов при сохранении их размеров по длине и ширине при некотором увеличении по толщине за счет рельефности пакета....
Способ изготовления оптических деталей
Номер патента: 443
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Якимахо А. П., Катюк А. В.
МПК: B24B 13/00, B24B 1/00
Метки: деталей, изготовления, оптических, способ
Текст:
...инструмент на эпоксидной связке.зону обработки подают смазочио-охлаж ающую жидкость (СОЖ) при 153 ОС,прилагают давление, приводят в деиствие кинематическую часть станка и осуществляЮТ ПРОЦЕСС ШЛНфОВаНИЯ. ПОСЛЕ СНЯТИЯ ОСновной части припуска детали, не останавливая станка, вместо СОЖ при 1530 С подают СОЖ, нагретую до 4511 ОС. Инструмент разогревается, абразивные зерна вдавливаются в связку и продолжается процесс шлифования с меньшим...
Предыдущий патент: Способ согласования скоростей электромагнитных волн оптического и радиочастотного диапазонов
Следующий патент: Гидравлический сервоусилитель
Случайный патент: Выключатель автоматический