Способ получения клейкой ленты
Номер патента: 6600
Опубликовано: 30.12.2004
Авторы: Паркалова Екатерина Ивановна, Пинчук Леонид Семенович, Пашуто Виктор Юрьевич, Макаревич Анна Владимировна, Гольдаде Виктор Антонович, Резник Валерий Дмитриевич, Царенко Ирина Владимировна, Тишков Николай Иванович
Текст
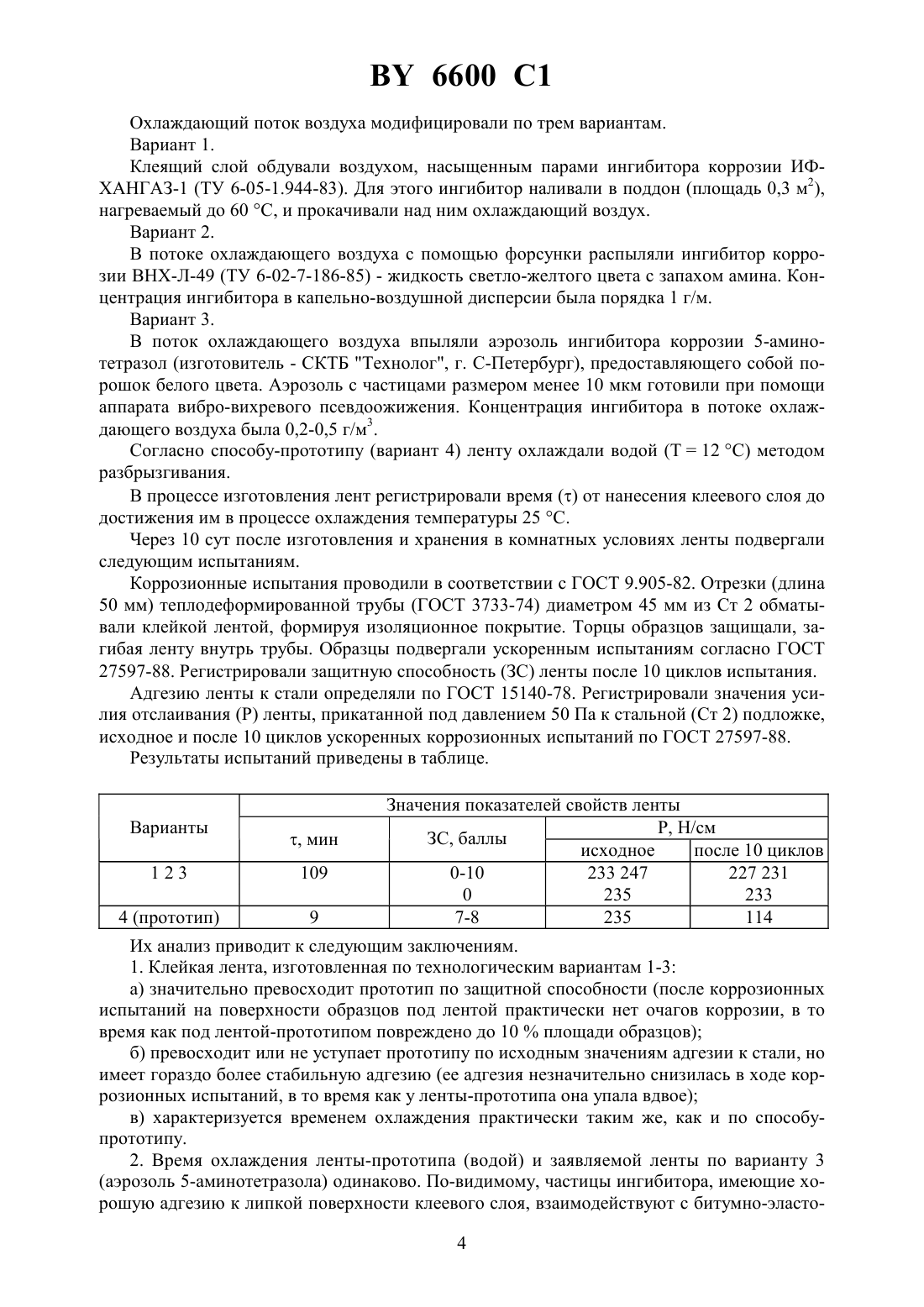
175/04,08 18/62 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ КЛЕЙКОЙ ЛЕНТЫ(71) Заявитель Государственное научное учреждение Институт механики металлополимерных систем имени В.А. Белого Национальной академии наук Беларуси(72) Авторы Пинчук Леонид Семенович Тишков Николай Иванович Гольдаде Виктор Антонович Макаревич Анна Владимировна Паркалова Екатерина Ивановна Царенко Ирина Владимировна Пашуто Виктор Юрьевич Резник Валерий Дмитриевич(73) Патентообладатель Государственное научное учреждение Институт механики металлополимерных систем имени В.А. Белого Национальной академии наук Беларуси(57) 1. Способ получения клейкой ленты путем нанесения на полимерную пленочную основу грунтовочного слоя, затем основного клеевого слоя из нагретой до вязко-текучего состояния клеевой композицииего последующим охлаждением технологической средой, отличающийся тем, что в качестве охлаждающей технологической среды используют воздушную среду, содержащую ингибиторы коррозии в газовой, жидкой или твердой фазах. 2. Способ по п. 1, отличающийся тем, что охлаждающая технологическая среда представляет собой воздушную среду, содержащую пары ингибиторов коррозии, совместимых с клеевой композицией. 3. Способ по п. 1, отличающийся тем, что охлаждающая технологическая среда представляет собой воздушно-капельную дисперсию жидких ингибиторов коррозии, которые растворяют клеевую композицию. 4. Способ по п. 1, отличающийся тем, что охлаждающая технологическая среда представляет собой аэрозоль, содержащий частицы твердых ингибиторов коррозии. 6600 1 Изобретение относится к технологии обработки полимерных пленок клеящими веществами с целью получения липких ленточных материалов. Клейкие ленты в виде рулонных материалов на полимерной пленочной основе, снабженной липким слоем, являются самым распространенным средством изоляции и защиты стальных трубопроводов от механических и коррозионных повреждений. Ленты наматывают внахлестку на наружную поверхность трубопроводов, формируя полимерное покрытие путем последовательного склеивания слоев. Технология получения таких лент состоит из совокупности операций, направленных на удовлетворение множества разнообразных и часто противоречивых требований высокая адгезия клеящего слоя к пленочной основе, удовлетворительная - к поверхности трубопровода и низкая - к наружной поверхности клейкой ленты, свернутой в рулон способность клеящего слоя не только заполнять неровности на поверхности трубопровода, но и нести механическую нагрузку, демпфируя удары и вибрации создание с помощью ленточного покрытия как механического, так и противокоррозионного барьера, изолирующего трубопровод от окружающей среды и т.д. Известен способ получения клейких лент 1 путем смешения с нагревом мономеров и полимеров, добавления в смесь клейкого смоляного компонента, выдавливания вязкой клеевой массы в виде покрытия на пленку-основу и приведения их в плотный контакт путем совместного растяжения. Недостаток этого способа состоит в том, что с помощью единственного клеящего слоя, имеющего гомогенный состав, трудно реализовать в ленте комплекс противоречивых требований, предъявляемых к ней как к средству изоляции трубопроводов. Способ изготовления клейкой ленты 2 предусматривает нанесение на поверхность полимерной пленки, подвергнутую окислительной обработке, эмульсионного грунтовочного слоя, а затем - контактного адгезионного слоя тоже в виде эмульсии с последующим удалением сушкой жидкой дисперсной фазы эмульсий. Сушка является единственным методом регулирования липкости клеящего слоя, что ограничивает возможности промышленного применения такой ленты. Для оптимизации степени липкости ленты на адгезионный смоляной слой воздействуют источниками УФ-излучения 3, в том числе, покрывая ленту-основу инициатором отверждения, а затем нанося на него адгезионный слой, полимеризуемый действием УФсвета 4. Такие методы регулирования липкости пригодны только для немногих адгезионных материалов на основе олигомеров и не распространяются на более широкую номенклатуру клеевых составов иной природы. В ряде случаев для достижения оптимальной липкости контактного слоя необходимо не отверждение, а разжижение клеевой композиции, нанесенной на ленту. Способ получения клеящей композиции 5 предусматривает полимеризацию смеси мономеров до желеобразного состояния перед нанесением на субстрат. Затем слой реакционной смеси разбавляют растворителем и подвергают тепловой обработке. Этот способ содержит операции, направленные на достижение противоположных эффектов в отношении липкости клеевого слоя. Следовательно, он не оптимален с позиций ресурсосбережения. Способ получения самоклеющихся лент 6 включает операцию обработки излучением высоких энергий клеевой массы (смола на основе акриловых эфировпластификатор),нанесенной тонким слоем в состоянии расплава на пленочную подложку. В клеевую массу добавляют, перемешивая при 50-85 С, 0,05-0,10 масс.ингибитора. Реализация такого способа требует значительных затрат на генерирование высокоэнергетического излучения с помощью дорогостоящего технологического оборудования. Прототипом изобретения служит способ получения полиолефиновой подложки с клеевым слоем 7. На полиолефиновую пленку наносят грунтовочный слой из смеси уг 2 6600 1 леводородного полимера с двумя или более гидрооксигруппами и катализатора сшивки. Затем грунтовочный слой покрывают расплавом основного клея (на основе уретана с двумя или более -радикалами), который отверждают влагой. Недостатки прототипа отверждение влагой клеевого слоя требует дополнительной операции сушки во избежание инициирования коррозии изделия под изоляцией, что удлиняет процесс изготовления ленты лента обеспечивает лишь недостаточно надежный барьерный механизм защиты трубопроводов от коррозии. Задачи, решаемые с помощью настоящего изобретения 1) повышение степени защиты стальных трубопроводов от коррозии 2) придание технологическим охлаждающим средам дополнительной эксплуатационной функции замедлителя коррозии трубопроводов 3) повышение эффективности технологической операции охлаждения нагретого клеевого слоя с помощью воздушного потока. Поставленные задачи решаются тем, что известный способ получения клейкой ленты,состоящий из операций нанесения на полимерную пленочную основу грунтовочного слоя,а затем - основного клеевого слоя из нагретой до вязко-текучего состояния клеевой композиции с его последующим охлаждением технологической средой, имеет новое содержание операции охлаждения. Компонентами охлаждающей технологической среды являются ингибиторы коррозии в газовой, жидкой или твердой фазах. Вариант способа отличается тем, что компонентом охлаждающей технологической среды служат пары ингибиторов коррозии, совместимых с клеевой композицией. Еще один вариант состоит в том, что в качестве технологической охлаждающей среды используют капельно-газовую дисперсию жидких ингибиторов коррозии, которые растворяют клеевую композицию. Следующий вариант способа предусматривает использование в качестве технологической охлаждающей среды аэрозоля, содержащего частицы твердых ингибиторов коррозии. Сущность изобретения состоит в том, что ингибиторный компонент охлаждающей среды остается в поверхностном слое клеящей ленты при ее эксплуатации. Он находится в зоне контакта ленты с трубопроводом и препятствует развитию коррозии последнего под изолирующим покрытием. Таким образом, ингибиторы коррозии выполняют в предложенном способе по меньшей мере две функции 1) поглощают теплоту нагретого клеевого слоя и 2) предохраняют трубопровод от электрохимической коррозии. Эффективность ингибиторов коррозии как компонентов охлаждающей среды достаточно высока из-за их неравновесного термодинамического состояния, особенно если они претерпевают фазовые переходы (плавление, кипение, возгонка) в контакте с нагретым клеевым слоем. При оптимальном сочетании клеевой композиции и ингибиторов коррозии последние могут выполнять функцию агента липкости, растворяя поверхностный слой клеящей ленты, и стабилизатора адгезии ленты к трубопроводу. Примеры осуществления способа. Изготавливают липкую ленту на основе пленки полиэтиленовой марки ППЭ (ГОСТ 10354-82) толщиной 200 мкм. Пленку нарезают на ленты и обрабатывают их рабочую поверхность наждачной бумагой и коронным разрядом. Затем на нее наносят грунтовочный слой толщиной менее 0,07 мм из нагретой до 140 С мастики битумно-эластомерной марки Ш-75 (СТБ 1092-97). После охлаждения до 60-70 С грунтовочный слой покрывают основным клеевым слоем толщиной 0,3 мм. Состав основного слоя мастика Ш-75 (80 масс)мука доломитовая (20 масс). Композицию основного слоя, разогретую до 110 С, наносят на ленту с помощью ракельного устройства. Затем липкую ленту охлаждают с помощью потока воздуха (Т 16-20 С), циркулирующего над нагретой поверхностью ленты по замкнутой системе воздуховодов. 3 6600 1 Охлаждающий поток воздуха модифицировали по трем вариантам. Вариант 1. Клеящий слой обдували воздухом, насыщенным парами ингибитора коррозии ИФХАНГАЗ-1 (ТУ 6-05-1.944-83). Для этого ингибитор наливали в поддон (площадь 0,3 м 2),нагреваемый до 60 С, и прокачивали над ним охлаждающий воздух. Вариант 2. В потоке охлаждающего воздуха с помощью форсунки распыляли ингибитор коррозии ВНХ-Л-49 (ТУ 6-02-7-186-85) - жидкость светло-желтого цвета с запахом амина. Концентрация ингибитора в капельно-воздушной дисперсии была порядка 1 г/м. Вариант 3. В поток охлаждающего воздуха впыляли аэрозоль ингибитора коррозии 5-аминотетразол (изготовитель - СКТБ Технолог, г. С-Петербург), предоставляющего собой порошок белого цвета. Аэрозоль с частицами размером менее 10 мкм готовили при помощи аппарата вибро-вихревого псевдоожижения. Концентрация ингибитора в потоке охлаждающего воздуха была 0,2-0,5 г/м 3. Согласно способу-прототипу (вариант 4) ленту охлаждали водой (Т 12 С) методом разбрызгивания. В процессе изготовления лент регистрировали времяот нанесения клеевого слоя до достижения им в процессе охлаждения температуры 25 С. Через 10 сут после изготовления и хранения в комнатных условиях ленты подвергали следующим испытаниям. Коррозионные испытания проводили в соответствии с ГОСТ 9.905-82. Отрезки (длина 50 мм) теплодеформированной трубы (ГОСТ 3733-74) диаметром 45 мм из Ст 2 обматывали клейкой лентой, формируя изоляционное покрытие. Торцы образцов защищали, загибая ленту внутрь трубы. Образцы подвергали ускоренным испытаниям согласно ГОСТ 27597-88. Регистрировали защитную способность (ЗС) ленты после 10 циклов испытания. Адгезию ленты к стали определяли по ГОСТ 15140-78. Регистрировали значения усилия отслаивания (Р) ленты, прикатанной под давлением 50 Па к стальной (Ст 2) подложке,исходное и после 10 циклов ускоренных коррозионных испытаний по ГОСТ 27597-88. Результаты испытаний приведены в таблице. Значения показателей свойств ленты Р, Н/см ЗС, баллы исходное после 10 циклов 0-10 233 247 227 231 0 235 233 7-8 235 114 Их анализ приводит к следующим заключениям. 1. Клейкая лента, изготовленная по технологическим вариантам 1-3 а) значительно превосходит прототип по защитной способности (после коррозионных испытаний на поверхности образцов под лентой практически нет очагов коррозии, в то время как под лентой-прототипом повреждено до 10 площади образцов) б) превосходит или не уступает прототипу по исходным значениям адгезии к стали, но имеет гораздо более стабильную адгезию (ее адгезия незначительно снизилась в ходе коррозионных испытаний, в то время как у ленты-прототипа она упала вдвое) в) характеризуется временем охлаждения практически таким же, как и по способупрототипу. 2. Время охлаждения ленты-прототипа (водой) и заявляемой ленты по варианту 3(аэрозоль 5-аминотетразола) одинаково. По-видимому, частицы ингибитора, имеющие хорошую адгезию к липкой поверхности клеевого слоя, взаимодействуют с битумно-эласто 4 6600 1 мерной мастикой с поглощением тепла. Наличие на поверхности клеевого слоя продуктов такого взаимодействия стабилизирует адгезию (значение Р исходное и после коррозионных испытаний 235 и 233 Н/см). 3. В варианте 2 достигнуто высокое значение адгезии ленты к стали (Р 247 Н/см). По-видимому, капельная фаза ВНХ-Л-49 охлаждающей воздушной дисперсии растворяет поверхностный слой клеевого покрытия, увеличивая его липкость. Снижение Р в процессе коррозионных испытаний происходит достаточно медленно, так чтозначение Р 231 Н/см ленты по варианту 2 соизмеримо сзначением Р 235 Н/см ленты-прототипа. 4. Клейкая лента, изготовленная по варианту 1, характеризуется высокими значениями защитной способности и адгезии. Время охлаждения ленты воздухом, насыщенным парами ИФХАНГАЗ-1, несколько выше, чем по способу-прототипу, но заметно меньше, чем при охлаждении обычным воздухом. Это вызвано следующим. ИФХАНГАЗ-1 характеризуется высоким давлением насыщенных паров (0,7-1,0 Па при 20 С). Его поглощение клеевым слоем происходит достаточно интенсивно за 5 мин при Т 100 С увеличение массы клеевых образцов составляет 20 г/м 2, при Т 55 С - 2 г/см 2 и при Т 18 С - 1 г/м 2. Это свидетельствует, что сорбция клеевым слоем паров ИФХАНГАЗ-1 происходит поглощением тепла. 5. Таким образом, клейкие ленты, изготовленные предложенным способом, значительно превосходят ленту-прототип по эксплуатационным показателям. По технологическим характеристикам заявленный способ находится на одном уровне со способом-прототипом. Предложенный способ изготовления клейкой ленты обладает существенными признаками новизны, т.к. содержит операцию охлаждения ленты с помощью технологических сред, компонентами которых являются ингибиторы коррозии. Последние, кроме своей основной функции, поглощают теплоту нагретого клеевого слоя, служат агентами липкости,стабилизаторами адгезии ленты к стали. Способ обладает общественной полезностью, т.к. направлен на предохранение от коррозии стальных трубопроводов, эксплуатация которых связана с риском нанесения ущерба окружающей среде. Изобретение может быть реализовано в промышленности, о чем свидетельствуют примеры, приведенные в заявке. Источники информации 1. Патент. з-ка ФРГ 2351010, МПК С 09 7/02, 1980. 2. Патент. з-ка Японии 1-26390, МПК С 09 7/02, 1989. 3. Патент. з-ка ЕПВ 0426198, МПК С 09 4/02, С 08 2/46, 1991. 4. Патент. з-ка Японии 57-57100, МПК С 09 7/92, 5/02, 1982. 5. Патент. з-ка РСТ 91/06610, МПК С 09 7/02, 1991. 6. Патент. з-ка ФРГ 2455133, МПК С 09 7/02, 1981. 7. Патент. з-ка ЕПВ 0356886, МПК С 09 7/02, 175/04, С 08 18/62, 1990 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C08G 18/62, C09J 7/02, C09J 9/00, C09J 175/04
Метки: получения, ленты, клейкой, способ
Код ссылки
<a href="https://by.patents.su/5-6600-sposob-polucheniya-klejjkojj-lenty.html" rel="bookmark" title="База патентов Беларуси">Способ получения клейкой ленты</a>
Кристаллизатор и способ непрерывного вертикального литья стальной ленты
Номер патента: 1792
Опубликовано: 30.12.1997
Авторы: Ханс Штройбель, Манфред Колаковски
МПК: B22D 11/04, B22D 11/00
Метки: вертикального, стальной, способ, литья, непрерывного, ленты, кристаллизатор
Текст:
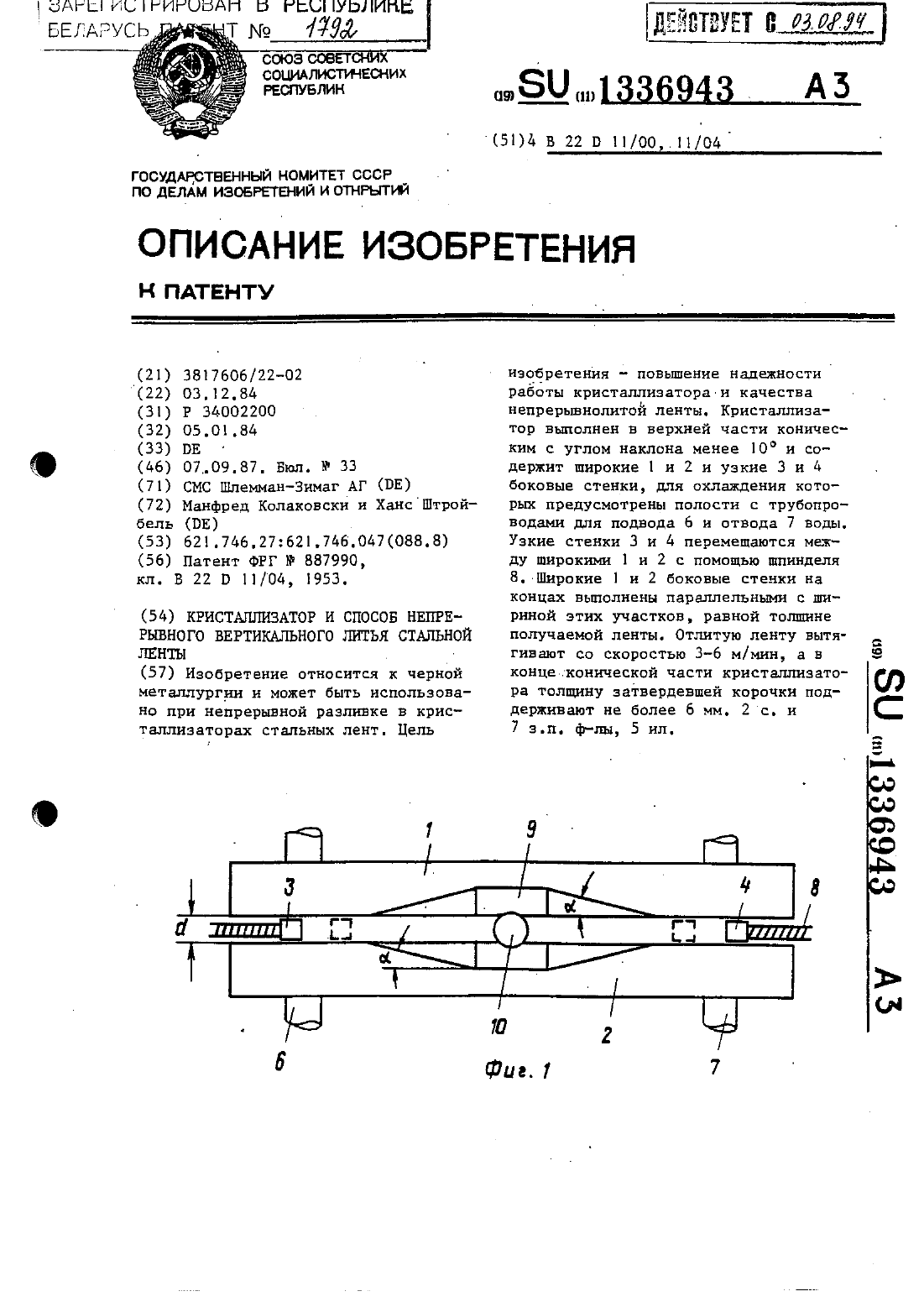
...часть имеет длину 550 мм, угол наклона 8, максиальную ширину 205 мм,ширина параллельной части широких боковых стенок составляет 50 м.1) позволяет получить прямоугольную зону затвертВ кристаллизатор подают сталь температурой 15 б 0 С, скорость вытягивания ленты д м/мин, интенсивность охлаждения в кристаллизаторе устанав ливают в верхней части 1500 ккал/м х х ч -град. в нижней части1000 ккал/ма ч -град. температуру поверхности ленты на...
Способ получения клеевой композиции для проклейки бумаги и картона
Номер патента: 2820
Опубликовано: 30.06.1999
Авторы: Ламоткин Александр Иванович, Комаров Александр Александрович, Страх Александр Константинович, ПАВЛОВИЧ Александр Васильевич, Новиков Олег Александрович, Черная Наталья Викторовна
МПК: C09F 1/04, C09J 193/04, D21H 21/16...
Метки: бумаги, картона, композиции, клеевой, способ, проклейки, получения
Текст:
...этерификации аквимолярного количества малеинового ангидрида с первичными жирными спиртами (ГОСТ 13937-86), и проводят модификацию при температуре 180-190 С в течение одного часа. Затем аддукт канифоли нейтрализуют 18-22 -ным водным раствором щелочи (едкого натра) таким 2820 1 образом, чтобы содержание свободных смоляных кислот после нейтрализации составляло 40-50 . Полученный таким образом частично нейтрализованный аддукт канифоли...
Способ получения полимерной пленки
Номер патента: 1943
Опубликовано: 30.12.1997
Авторы: Макаревич Анна Владимировна, Пинчук Леонид Семенович, Царенко Ирина Владимировна
МПК: C08J 5/18
Метки: способ, пленки, получения, полимерной
Текст:
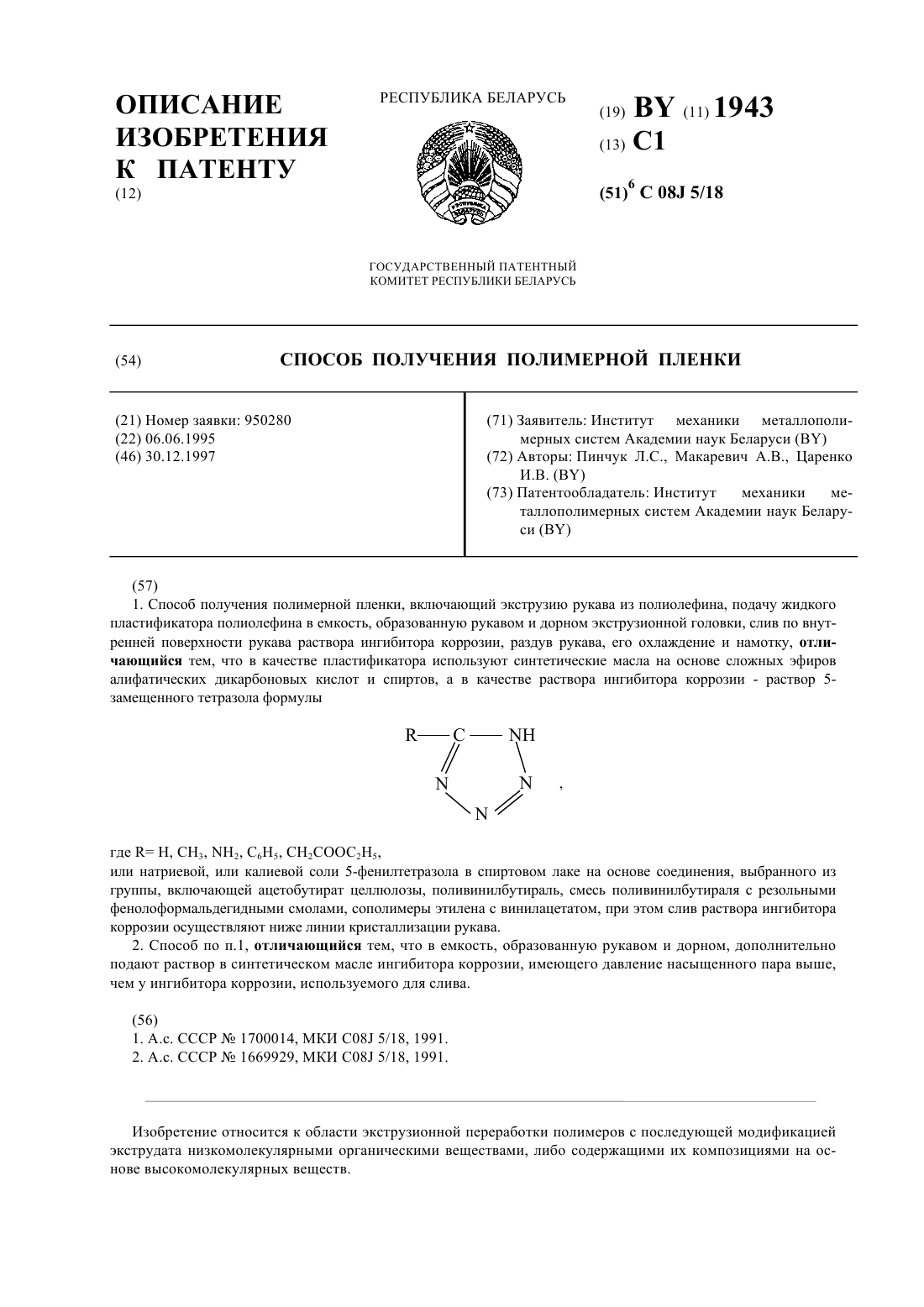
...емкость рукав-дорн, взаимодействуют с полиолефином, образуя с внутренней стороны рукава после его охлаждения пористый слой. Он состоит из полимерной матрицы и заключенной в ее порах жидкости сливаемой по рукаву. Раствор тетразолов в лаке, совместимом с маслами, иммобилизуется в порах матрицы и образует после кристаллизации лаковое покрытие. Ингибиторы испаряются из лакового слоя только с одной стороны пленки в течение длительного времени....
Устройство для намотки пильчатой ленты на очесывающий барабанчик пневмопрядильной машины
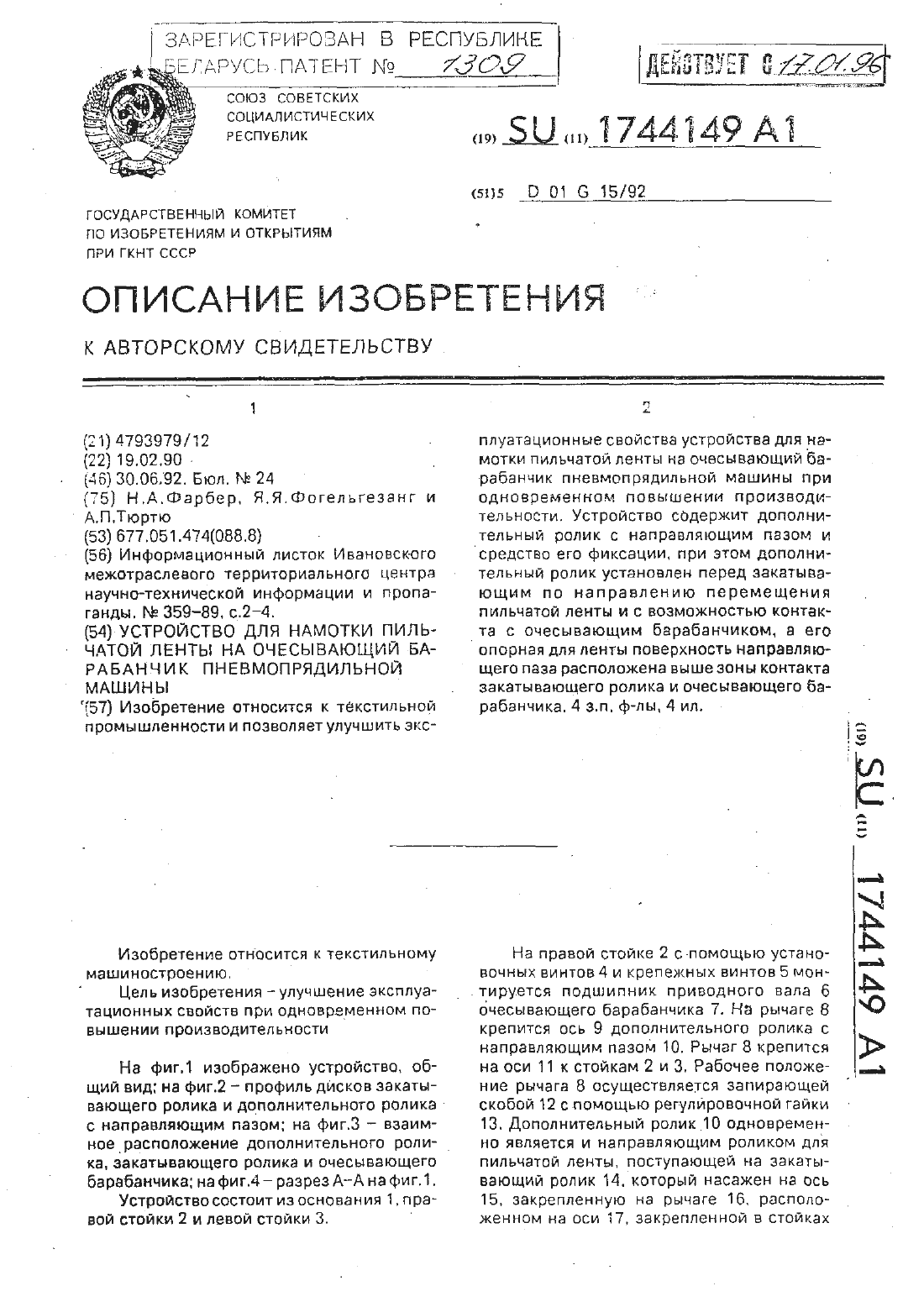
Номер патента: 1309
Опубликовано: 16.09.1996
Авторы: Тюртю Анатолий Павлович, Фарбер Назар Анатольевич, Фогельгезанг Яков Яковлевич
МПК: D01G 15/92
Метки: очесывающий, машины, устройство, ленты, барабанчик, пневмопрядильной, намотки, пильчатой
Текст:
...8 фиксируется звпирающей скобой 12. Затем дается один оборот очесывающему бара 10банчику и это положение ручки 19 фиксируется валиком-фиксатором 21, после чего передний конец пильчатой ленты зачеканивается в канавкуочесьъвающего барабанчннгэ. Закатывающий ролик 14 выставляется н пильчатую ленту и прижимается с помощью пружинного прижима 18. Освобождается фиксированное положение приводного вала очесывающего барабанчика 7,на ручку...
Способ получения тисненых обоев на двухслойной основе
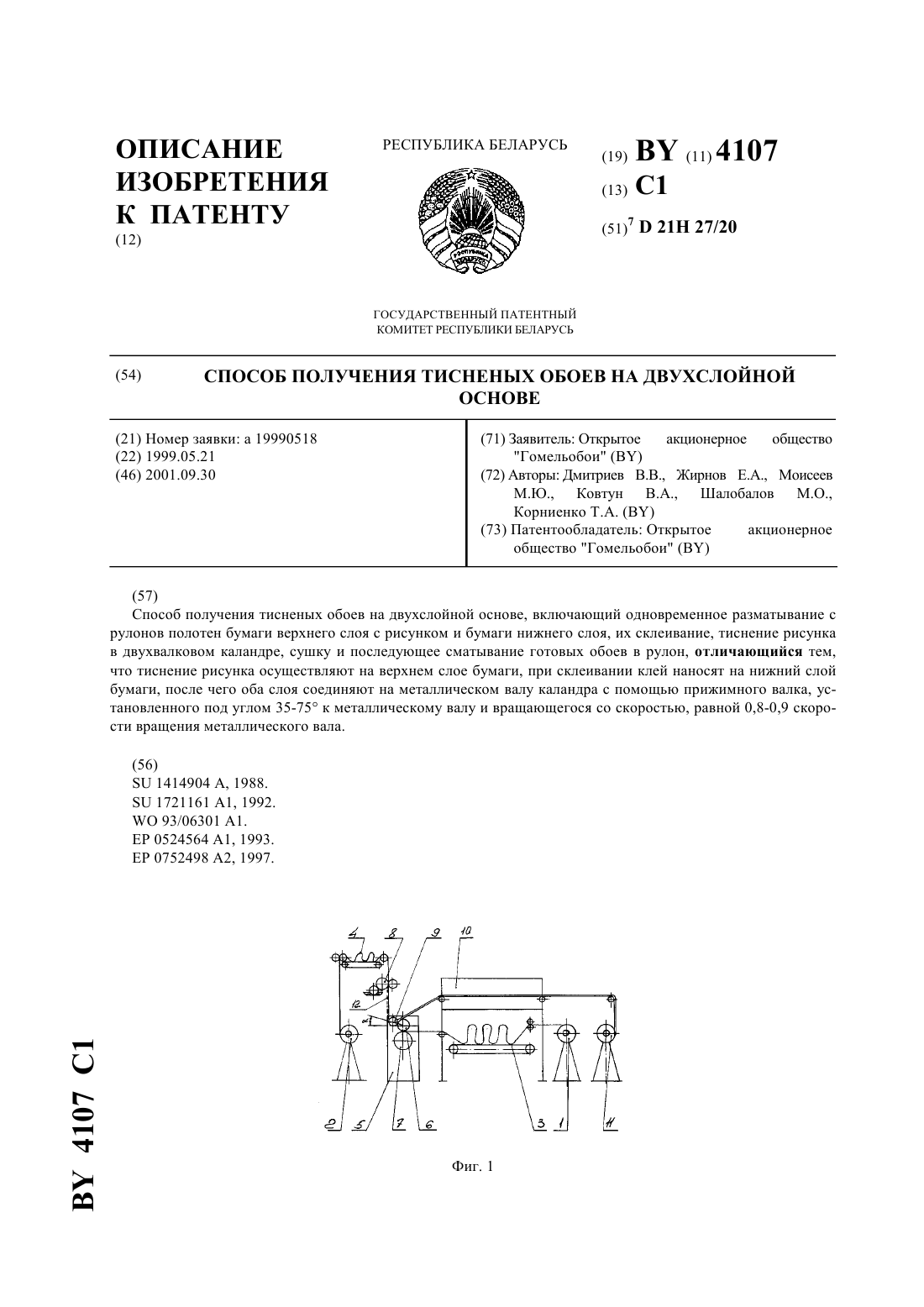
Номер патента: 4107
Опубликовано: 30.09.2001
Авторы: Шалобалов Михаил Олегович, Ковтун Вадим Анатольевич, Дмитриев Владимир Владимирович, Моисеев Михаил Юрьевич, Корниенко Татьяна Алексеевна, Жирнов Евгений Александрович
МПК: D21H 27/20
Метки: двухслойной, тисненых, основе, получения, обоев, способ
Текст:
...вращения металлического вала обеспечивает полное удаление излишков клеевой композиции из зоны склеивания и заполнение рельефа рисунка клеевой композицией. На фиг. 1 показано устройство для реализации данного способа. На фиг. 2 показано укрупненное изображение двухвалкового каландра с указанием направления вращения валов (1, 2). Устройство содержит два держателя рулонов бумаги рулон с бумагой верхнего слоя с рисунком 1, рулон с бумагой нижнего...
Предыдущий патент: Штамм бактерий Corynebacterium glutamicum АС-L – продуцент L-лейцина
Следующий патент: Способ получения полипептидов
Случайный патент: Система автоматизации рабочего процесса бульдозера